
Токарно револьверный станок кратко
Обновлено: 02.07.2024
Для изготовления металлических деталей различной конфигурации часто используют токарно-револьверный станок. Особенностью револьверных станков является наличие многопозиционной поворотной головки, которая способна нести различные инструменты для целого ряда технологических операций (точение, сверление, зенкерование и многие другие). Такие устройства в зависимости от модели и назначения производятся с типовой конструкцией либо дополняются системой ЧПУ.

Современный токарно-револьверный станок с ЧПУ
Общие характеристики оборудования
Станки данной группы используются преимущественно для оснащения предприятий, выпускающих свою продукцию крупными и средними сериями. Заготовки, обрабатываемые на токарно-револьверном станке, – это прутки, поковки и отливки, а также детали, до этого прошедшие обработку на других устройствах.
Существует множество операций, для которых применяются токарно-револьверные станки: сверление и растачивание отверстий, обтачивание наружной поверхности детали, нарезание наружной и внутренней резьбы и др. Целесообразно применять такие станки в тех случаях, когда технологический процесс предполагает смену рабочих инструментов.
Конструкция станков данной группы разработана таким образом, что инструменты фиксируются в заданной последовательности в специальном приспособлении, которое называется револьверная головка. Данный узел станка, способный совершать поворот после выполнения одного рабочего хода, позволяет в требуемый момент использовать для выполнения обработки именно тот инструмент, который необходим. Для ограничения хода инструмента токарно-револьверные станки оснащены специальными упорами, отключающими продольную и поперечную подачу.
Одна из разновидностей конструкции револьверных головок
На станки данной группы можно устанавливать специальные, комбинированные и обычные инструменты и обрабатывать с их помощью партии деталей за одну установку, не выполняя предварительных промеров и проходов, не корректируя каждый раз настройки устройства.
Категории токарных станков револьверной группы
Токарно-револьверные станки от отечественных производителей классифицируются по двум основным параметрам.
- По типу обрабатываемых деталей такие устройства подразделяются на модели для прутковых или патронных работ.
- По расположению оси, в которой находится револьверная головка, станки делят на горизонтальные, вертикальные и наклонные.
Токарные станки револьверной группы могут быть оснащены планшайбами, трех- или четырехкулачковыми патронами, приводимыми в действие при помощи ручного или гидравлического привода, что дает возможность выполнять обработку заготовок, отличающихся значительными размерами. Это могут быть заготовки, которые были предварительно получены при помощи ковки, штамповки или литья.
Виды револьверных головок
Отдельную категорию составляют станки револьверной группы, на которых обрабатывают прутковые заготовки. Отверстие в шпинделе таких моделей имеет небольшой диаметр, а их дополнительным оснащением является механизм, обеспечивающий подачу и фиксацию заготовки-прутка. При необходимости на таких станках (если оснастить их обычным патроном) обрабатывают кованые, литые и штампованные детали.
В зависимости от расположения оси рабочей головки в станке может быть различное количество суппортов. Так, если ось рабочей головки расположена в горизонтальной плоскости, то на таком станке устанавливается только суппорт револьверного типа, способный совершать круговые движения и продольную подачу. Если ось рабочей головки токарно-револьверного станка располагается в вертикальной и наклонной плоскости, на нем может быть два суппорта – револьверный и поперечный. При этом на последнем устанавливаются два резцедержателя – передний и задний, – в которых фиксируется одновременно до шести рабочих инструментов. На другом суппорте находится револьверная головка.

Наклонная револьверная головка
Виды выполняемых на токарно-револьверном станке операций
Функциональные возможности, которыми обладает револьверный станок, позволяют выполнять с его помощью почти весь спектр токарных технологических операций. Деталями, которые обрабатываются на таких устройствах, могут быть болты, гайки, кольца, ступенчатые валики, фланцы, втулки и др. К самым распространенным типам операций, выполняемых на токарно-револьверных станках, относятся:
- нарезание внутренней и наружной резьбы различными инструментами;
- обработка торцевой поверхности заготовок;
- обтачивание деталей цилиндрической формы;
- протачивание канавок с различными геометрическими параметрами.
На отдельных моделях токарно-револьверных станков (с ходовым винтом) можно нарезать различные типы резьбы, применяя резцы и специальные головки.
В том случае, если резьба с использованием такого оборудования нарезается на деталях, выпускаемых серийно, применяются специальные головки, в которых установлены гребенки круглого, радиального и тангенциального типов (при этом максимальную точность параметров нарезаемой резьбы позволяют получить гребенки круглого типа). Использование специальных головок позволяет нарезать метрическую резьбу, параметры которой находятся в широком диапазоне: от М4 до М60.
Как говорилось выше, на токарно-револьверных станках можно также нарезать резьбу, используя для этого метчики и плашки. Для этого станок должен быть оснащен специальной державкой, которая может свободно перемещаться в осевом направлении. Такая державка дает возможность беспрепятственно вывинчивать плашку или метчик при рабочем ходе суппорта.
Кроме вышеперечисленных технологических операций, на станках токарно-револьверной группы можно обрабатывать детали:
- с фасонным профилем (для этого можно использовать специальный криволинейный шаблон, устанавливаемый вместо копировальной линейки, либо фасонный резец, совершающий подачу в поперечном направлении);
- с конической поверхностью (обработку выполняют посредством копировального инструмента или используют для этого резцы с широкой рабочей поверхностью).

Токарный станок с 12-позиционной револьверной головкой и ЧПУ
Особенности станков токарно-револьверной группы
Как обычные модели станков токарно-револьверной группы, так и устройства, оснащенные системой ЧПУ, отличаются высокой производительностью, которая достигается за счет ряда факторов.
- Данные станки оснащаются скоростными механизмами, отвечающими за фиксацию заготовки и ее подачу.
- Обработка осуществляется за счет эффективного комбинирования работы двух суппортов – поперечного и револьверного.
- Все рабочие приспособления станка оперативно заменяются.
- Станки оснащаются многорезцовыми державками, а для обработки применяются инструменты комбинированного типа.
Конечно, для того чтобы обработка на токарно-револьверных станках отличалась высокой производительностью, необходимо правильно выполнить настройку всех параметров их работы. К таким параметрам, в частности, относятся:
- перечень рабочих инструментов и их установка на оборудовании в правильной технологической последовательности;
- регулировка положения установленных инструментов и рабочих приспособлений в радиальном и осевом направлениях;
- квалифицированная установка упоров, ограничивающих продольные и поперечные подачи.
Большинство токарно-револьверных станков, в частности хорошо знакомая специалистам модель 1341 и ее модификация 1К341, оснащены командоаппаратами, которые обеспечивают автоматическое переключение режимов вращения шпинделя и подач. Использование таких устройств позволяет значительно сократить время выполнения вспомогательных технологических операций.
Модели станков данной группы, на которых для фиксации детали установлен патрон, могут использоваться для обработки заготовок, сечение которых находится в интервале 16–63 см. Основными характеристиками агрегатов, на которых обрабатывают прутковые детали, являются:
- максимальная длина обработки, зависящая от наибольшего расстояния, на которое способна перемещаться рабочая головка;
- наибольшее сечение детали, которая может обрабатываться над суппортом или над станиной;
- максимальное расстояние, на котором может быть расположен передний край рабочей головки от переднего края шпиндельного узла.
Популярные модели с ЧПУ
Практически любому опытному токарю известны популярные станки, относящиеся к категории револьверного оборудования. Сюда можно отнести следующие модели: 1П371, 1341, 1П365, 1Н318, 1А365, С193А и др. Одну из этих немолодых моделей станков опытный специалист можно увидеть на фото ниже.
Станок 1П365 с горизонтальным расположением револьверной головки
Однако технический прогресс не стоит на месте. Как бы ни были удобны и надежны перечисленные модели, им на смену приходят станки, оснащенные числовым программным управлением. Такие агрегаты за счет высокой автоматизации всех технологических процессов, которые на них выполняются, позволяют обеспечить исключительное качество и точность обработки.

Револьверный станок 1В340Ф30 с ЧПУ
- штучные изделия, сечение которых не превышает 20 см;
- заготовки пруткового типа с сечением не больше 4 см.
Отечественным специалистам хорошо знакома и модель 1П426ДФ3 от станкостроительного завода в г. Алапаевске. Универсальность оборудования данной модели позволяет использовать его для оснащения предприятий, производящих свою продукцию средними и мелкими сериями, а также в единичном экземпляре. Суппорт данного токарно-револьверного станка имеет крестообразную конструкцию, на нем располагают две рабочих головки, одна из которых служит для выполнения наружной обработки (круглая – восьмипозиционная), а вторая – для обработки внутренних поверхностей (шестигранная).

Haas Automation ST-30SS — токарно-револьверный центр с ЧПУ
Пользуются популярностью среди отечественных производителей и модели токарно-револьверного оборудования от зарубежных компаний. Среди таких устройств можно выделить:
- американские станки серий ST и DS (производитель Haas Automation Inc.), на которых обрабатывают детали из обычной и нержавеющей стали;
- продукцию компании Goodway – модели серии GS-200 (представитель этой серии станков представлен на первом фото в данной статье).
Универсальность револьверных станков позволяет изготавливать детали сложной конфигурации в крайне сжатые сроки благодаря возможности производить большое число операций на одном станке. Это преимущество и позволило таким станкам получить широкое распространение в различных производствах.
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.

Общие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.

Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Модель токарно-револьверного станка 1341 Токарно-револьверный станок 1341
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.

Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.
- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес. Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ

Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.

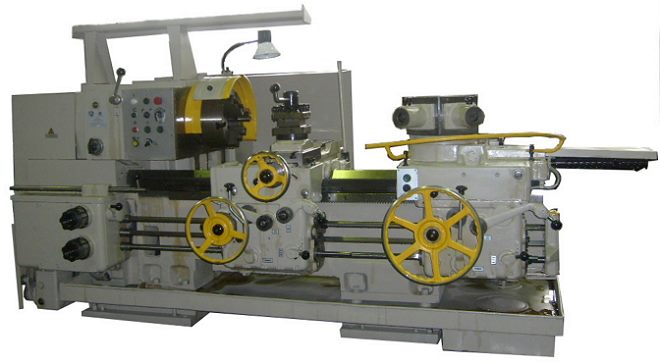
Токарно-револьверные станки (рис.1) предназначены для токарной обработки деталей из прутка, разного рода поковок и отливок, а также производства других операций с заготовками, таких как:
- сверление;
- зенкерование;
- расточка;
- развертывание;
- нарезка резьбы метчиками и плашками;
- создание фасонных поверхностей;
- нарезка резьбы резцом.

Рисунок 1. Токарно-револьверный станок.
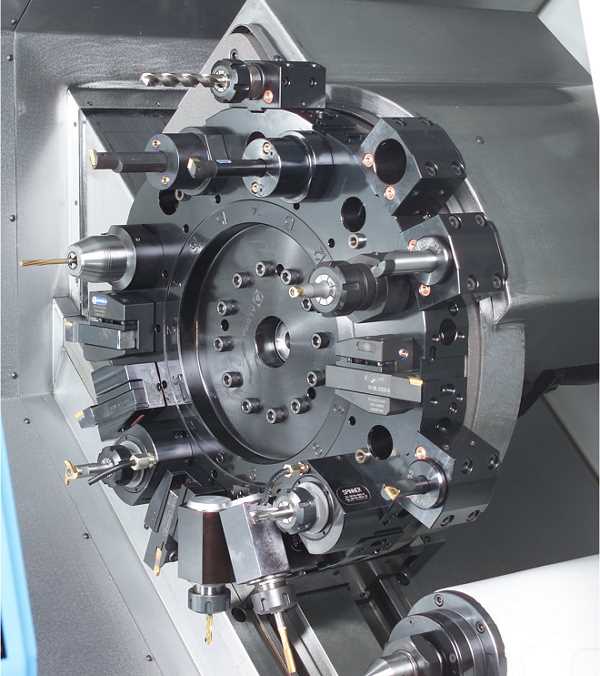
Основным отличием токарно-револьверного станка от других станков токарной группы является наличие револьверной головки (рис.2). Револьверная головка представляет собой удерживающее режущий инструмент приспособление, которое способно путем поворота барабана производить смену рабочего резца.

Рисунок 2. Револьверная головка.
Применяются токарно-револьверные станки в самых разноплановых сферах с различными объемами производства: от мелкосерийного до крупного. Обусловлено это довольно широкими технологическими возможностями данного станка. В то время как станки более узкой специализации для обработки сложной заготовки требуют неоднократной смены режущего инструмента и даже типа оборудования, станки револьверного типа способны производить широкий комплекс металлорежущих операций за один установ детали. Это позволяет значительно экономить время и энергозатраты.
Конструкция и принцип работы
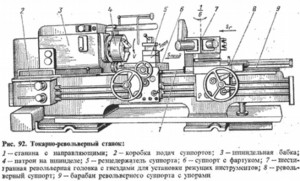
В общем случае токарно-револьверный станок (рис. 3) состоит из станины (1), на которой закреплены основные узлы. Коробка скоростей (2) служит для изменения частоты вращения шпинделя или механизма зажима и подачи прутка (3). Оснащение станка шпинделем или механизмом подачи прутка зависит от специфики его работы. Если в качестве сырья для обработки используется металлический пруток, то станок оснащается механизмом подачи. Если же обрабатываемая деталь представляет собой поковку или отливку, то устанавливается стандартный для этой группы металлорежущих станков шпиндель.
Для изменения скорости продвижения прутка к револьверному суппорту (7) имеется коробка подач (4). Для расширения технологических возможностей токарно-револьверные станки часто оснащаются дополнительными устройствами. Представленный в качестве образца для рассмотрения станок имеет дополнительно резьбонарезное (5) и копировальное (6) устройство. Резьбонарезное устройство служит для создания резьбы по заданным параметрам. Копировальное устройство предназначено для создания поверхности на обрабатываемой заготовке по образцу. Управляется револьверная головка фартуком (8) и барабаном упоров (9).
Имеется насосная станция (10), которая создает давление для работы гидравлических приводов. В охлаждающем устройстве (11) происходит снижение температуры рабочей жидкости. Редуктор (13) служит для понижения рабочих скоростей станка. Упор барабана (12) отключает подачу в нужный момент. Стойка (14) необходима для поддержки прутка, подаваемого в работу.

Рисунок 3. Токарно-револьверный станок для работы с прутком.
Последнее время все большим спросом, несмотря на высокую стоимость, пользуются модифицированные токарно-револьверные станки с расширенными технологическими возможностями и числовым программным управлением. Такие станки обладают высокой производительностью и точностью изготовления деталей. Здесь работа оператора сводится к загрузке по мере необходимости прутка, контролю над работой станка и приемку готовых изделий.
Классификация
Существует несколько признаков, согласно которым происходит классификация токарно-револьверных станков.
1. По типу обрабатываемых заготовок:
- работающие с прутком - имеют в конструкции механизм подачи, который продвигает по мере необходимости пруток или шестигранник к револьверной головке;
- работающие со штучными заготовками - оснащаются стандартным шпинделем, в котором крепится отливка или поковка.
2. По расположению револьверной головки:
- горизонтальные;
- вертикальные;
- расположенные под определенным углом.
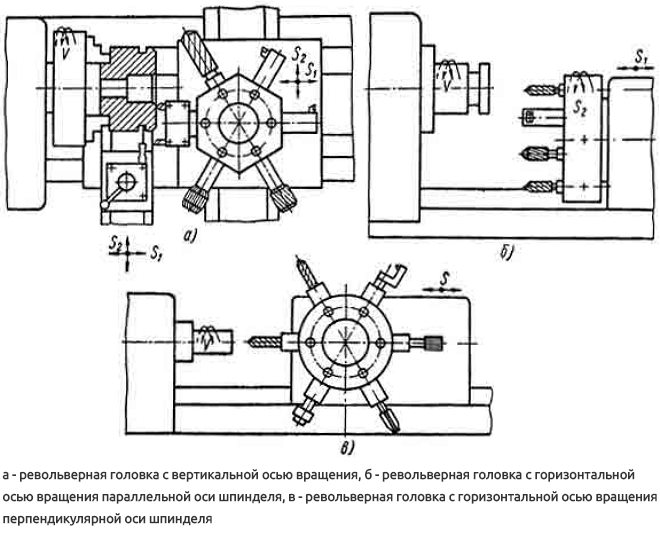
3. По расположению револьверной головки относительно шпинделя или механизма подачи прутка (рис. 4):
- с осью вращения, расположенной вертикально (а);
- с горизонтальной осью вращения, проходящей параллельно оси шпинделя или механизму подачи прутка (б);
- с горизонтальной осью вращения, проходящей перпендикулярно оси вращения шпинделя (в).

Рисунок 4. Расположение револьверной головки.
4. По возможности установки приводного инструмента (для зенкерования, сверления, развертывания и осуществления других операций в поверхностях, не проходящих через центр вращения, где необходимо наличие отдельного привода):
- с возможностью установки приводного инструмента;
- без возможности установки приводного инструмента.
5. По количеству одновременно закрепляемого в головке инструмента: от 3 до 12 (в некоторых специализированных станках количество одновременно устанавливаемого инструмента может достигать нескольких десятков).
6. По типу управления:
- с ручным управлением;
- с числовым программным управлением.
В настоящее время токарно-револьверные станки становятся все более технологичными. Это не только увеличивает возможности обработки, но и в некотором роде стирает границы классификации. И станки, производимые сегодня ведущими станкостроительными фирмами хоть и имеют револьверную головку, но в некоторых случаях все больше похожи на универсальные. Связано это с большим количеством типов операций, которые данный станок способен выполнить.
Токарно-револьверные станки последних модификаций (рис. 5), работающие с прутком, имеют дополнительно второй шпиндель, который расположен с противоположной подающему механизму стороны. Служит второй шпиндель для перехвата обработанной с одной стороны детали после ее отделения от прутка, что дает возможность обработать ее с другой стороны без вмешательства оператора.

Рисунок 5. Двухшпиндельный двухревольверный станок с ЧПУ.
По центру находится револьверная головка, которая не только способна перемещаться в любой плоскости, но и имеет собственные приводы в некоторых посадочных гнездах для установки сверл, зенкеров, разверток и другого металлорежущего инструмента. Это позволяет протачивать, сверлить, зенкеровать и проводить большое количество других операция в плоскостях, не проходящих через ось вращения. Иногда устанавливаются две револьверные головки.
В процессе работы такой станок способен на выходе выдать полностью готовую деталь.
Для осуществления различных операций по обработке металлических изделий зачастую возникает необходимость в применении токарных станков. В большую категорию можно выделить агрегаты токарно-револьверного типа, которые получили самое широкое распространение.


Общее описание
Базовое назначение токарно-револьверной техники соответствует типовым токарным установкам. Разница состоит в присутствии мультипозиционной поворотной головки. Этот конструкционный элемент многократно повышает коэффициент полезного действия работы оборудования и к тому же сокращает время, необходимое для проведения обработки каждого изделия. Помимо этого, широкое повсеместное распространение получили современные модификации ТРС с модулем ЧПУ. В них имеются револьверная головка, специальные посадочные участки для размещения режущих инструментов.
Необходимый тип строения головки обусловлен стремительным развитием металлообработки. Дело в том, что подобная конструктивная деталь в тандеме с ЧПУ позволяет в 2 раза и более повысить скорость обработки изделий. Помимо этого, она улучшает параметры точности габаритов готовых деталей и степени шероховатости их поверхности.
Говоря о токарно-револьверных установках, необходимо обозначить следующие ключевые факты.


В большинстве случаев такое оборудование покупают для промышленного использования. Его устанавливают в цехах, занимающихся серийным выпуском продукции, во всех остальных случаях его применение будет экономически не оправдано.
Базовые особенности токарно-револьверных механизмов обеспечивают возможность выполнения обработки элементов на большой подаче при повышенной скорости. В зону проведения реза подаётся специальная охлаждающая жидкость, которая препятствует перегреванию самого инструмента и обрабатываемых рабочих заготовок.

Все основные узлы подобного оборудования располагаются по аналогии с прочими токарными станками — именно это обеспечивает число выполняемых операций. В целом технические параметры таких агрегатов обеспечивают возможность оперативной замены режущих поверхностей.
Современные производители предлагают широкий выбор токарно-револьверных станков. Они отличаются механизмом работы, спектром выполняемых операций, конструкционными особенностями и некоторыми другими характеристиками. Остановимся подробнее на существующих основаниях для классификации таких установок.
По типу обрабатываемой заготовки
В зависимости от вида обрабатываемых изделий станки бывают для патронных либо прутковых работ. В патронных фиксируются валы крупных диаметров. В прутковых сечение меньше, зато они имеют довольно внушительную длину.


По расположению оси заготовки
По размещению оси обрабатываемых заготовок можно обозначить горизонтальные и вертикальные, а также наклонные модификации. Максимальное хождение получили станки с вертикальным и горизонтальным расположением, установки с наклонной осью применяются гораздо реже.
К тому же некоторые модели позволяют выполнять наклон детали для выполнения точения либо иных операций, производимых под небольшим углом.


В отдельную группу выносят токарно-револьверные полуавтоматы. Они востребованы при работе с прутками самых разных диаметров. Среди основных особенностей такого оборудования выделяют следующие характеристики.
Одношпиндельный станок, в котором имеется только один шпиндель с перфорацией для размещения прутка. При этом величина сечения отверстия сравнительно мала.
Дополнительная оснастка имеет вид узла, отвечающего за подачу и удержание изделия в статичном положении.


При этом конструкция предусматривает устройство по отведению обработанного элемента после окончания операции, благодаря чему становится возможным максимальная автоматизация производства.
Лучшие производители и модели
Большинство отечественных предприятий устанавливают типовые ТРС — 1П371, 1А365, 1Н318, а также С193А, 1365 и прочие. Однако в последнее десятилетие наметилась тенденция по их замене на усовершенствованные технологичные версии с ЧПУ. Модификации с ЧПУ имеют немало плюсов, что обусловлено повышенной степенью автоматизации и функциональности, а также исключительной точностью выполнения обработки.
Повышенными технико-эксплуатационными характеристиками отличается оборудование 1В340Ф30, предлагаемое Бердичевским комбинатом. Этот агрегат управляется через комплекс ЧПУ, а его конструкция включает головку с 8 позициями. Суппорт размещен поперечно, что позволяет производить обработку:
единичных изделий сечением до 20 см;
прутковых изделий с диаметром до 5 см.
Большую известность получил агрегат 1П426ДФ3, выпускаемый на Алапаевском станкостроительном заводе. Это современная техника с модулем программного управления. Он востребован для единичного, мелкого, а также среднего производства изделий из металла. Для обработки больших партий он не подходит.


Помимо этого, на российском рынке токарных установок в наши дни появилось много импортного оборудования, которое славится своей производительностью.
Установки ST и DS фирмы Haas Automation (США). Эти станки позволяют обрабатывать изделия из легированной стали, а также нержавейки.
Станки GS-200 от компании Goodway.


Комплектующие
Как и остальные станки, токарно-револьверная техника предполагает использование комплектующих — ограждений, направляющих труб, а также шпинделей. На сегодняшний день производители предлагают широкий выбор моделей, количество шпинделей в которых может варьироваться. При этом выделяют следующие ключевые моменты.
В случае горизонтального положения оси рабочей головки суппорт может выполнять вращение вокруг собственной оси, а также производить возвратно-поступательные движения по линии направления этой оси. В данном случае вращение выполняется сразу по нескольким рабочим позициям, общее количество которых зачастую превышает десяток.
При наклонной, а также вертикальной оси головки суппорт бывает либо обычным, либо по типу револьверного.
ТРС с ЧПУ также предполагают модуль, который отвечает за проведение обработки повышенной точности с возможностью изменения параметров положения головки. Обычно его основные узлы закрывают специальным кожухом. Это многократно повышает безопасность оператора.
Какие работы выполняются?
Как уже было отмечено, технико-эксплуатационные параметры современных токарно-револьверных устройств позволяют выполнять самые разные операции. В качестве заготовок могут выступать вариативные изделия, представленные в виде тел вращения. К самым распространенным манипуляциям относят:
точение по наружной поверхности, при этом проход бывает черновым либо чистовым;
рез при монтаже режущего элемента;
нарезка резьбы – как внутренней, так и наружной;
формирование канавок разной заглубленности и конфигурации.
Помимо стандартной цилиндрической конфигурации, такие станки способны обрабатывать и другие варианты заготовок.
С профилем фасонного типа — когда используется токарно-фрезерный полуавтомат, то точение, как и любая другая обработка, выполняется через криволинейный шаблон либо посредством копировальной линейки.
С конической формой — обработка осуществляется посредством специального копира. Помимо этого, получить коническую поверхность можно методом проведения единовременной продольно-поперечной подачи.


В обособленную категорию можно вынести компактные токарно-револьверные механизмы. Подобные устройства можно устанавливать даже в домашних мастерских.
Что учесть при выборе?
Подбирая токарно-револьверные станки, нужно заострить внимание на важных критериях.
Категория точности — для установления возможности использования определенной модификации оборудования для осуществления обработки металлических изделий надо знать, какая точность потенциально может быть достигнута. Подавляющее большинство версий предусматривает класс Н.
Максимальные параметры детали — сечение, длина, а также схема размещения рабочих узлов между собой.
Материал изготовления обрабатываемой заготовки — обычно на подобных станках производится обработка чугуна, высоко-, низкооуглеродистой либо легированной стали, допускается точение других сплавов.
Предельное число оборотов в единицу времени — заготовку с заданными требованиями точности размеров и шероховатости можно получить исключительно путём раскручивания деталей до определённой скорости. В таком случае обязательно учитывается общее число передач.
Производители обязательно указывают данные о том, с какой предельной скоростью могут двигаться обособленные узлы при выполнении скоростной подачи.
Мощностные параметры мотора и число двигателей — как правило в малогабаритных установках движки имеют низкую мощность, поскольку обрабатываемые детали компактны, и металла за каждый заход снимается немного. При серийном производстве двигатели должны выдерживать продолжительную нагрузку.
Габариты и масса оборудования — поставить мини-станки гораздо легче. К тому же крупногабаритные нуждаются в тщательной подготовке рабочего основания.


А также необходимо принимать во внимание, что кинематическая схема механизмов может варьироваться. К примеру, модели старого образца создавались таким образом, чтобы для формирования некоторых типов резьбы выполнялась установка сменных колес определённых конфигураций.
Защита — модификации с ЧПУ предполагают монтаж защитного кожуха. Тем самым сводится к минимуму риск травмирования в ходе эксплуатации оборудования.
В современных токарных приспособлениях установка необходимой оснастки, а также режущих поверхностей ведется с максимальной точностью. В таких агрегатах нет потребности в ручной замене режущего инструмента — это существенно снижает скорость обработки каждой детали. Как результат, повышается производительность, что влечет за собой снижение себестоимости обработки заготовок. В то же время проведение ремонта таких станков вызывает немало сложностей. Поэтому при их эксплуатации особое внимание уделяется профилактическому обслуживанию, своевременному выявлению и устранению проблем.
Особенности наладки
Перед началом эксплуатации токарно-револьверного оборудования очень важно выполнить его наладку. Она включает несколько основных этапов.
Монтаж оборудования для фиксации обрабатываемой детали, установка режущего и вспомогательного инструмента.
Настройка упоров, нужных для ведения прутков и ограничения движения суппортов.
Установка блока управления кулачков, штекеров, переключателей, рукояток и других приспособлений с целью получения заданной частоты движения шпинделя и необходимых скоростей подведения режущего инструмента.
Тестовая обработка пары-тройки пробных элементов, проверка пригодности их для последующей эксплуатации.
Выверка и в случае необходимости подналадка расположения упоров на станке по заданному проекту.

Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.
Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация

Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация

Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять

Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.

- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Читайте также: