
Термомеханическая обработка металла кратко
Обновлено: 07.07.2024
металлов (ТМО), совокупность операций деформации, нагрева и охлаждения (в различной последовательности), в результате которой формирование окончательной структуры металла, а следовательно, и его свойств происходит в условиях повышенной плотности и оптимального распределения несовершенств строения, созданных пластической деформацией. Т. о., особенностью этого способа изменения свойств металлических сплавов является сочетание операций обработки металлов давлением (См. Обработка металлов давлением) и термической обработки (См. Термическая обработка).
Возможность применения ТМО определяется тем, что на процессы структурных превращений существ влияние оказывают присутствующие в реальных сплавах несовершенства строения (Дислокации, дефекты упаковки, вакансии (См. Вакансия)). С другой стороны, в результате некоторых структурных изменений образуются новые несовершенства, а также происходит перераспределение имеющихся несовершенств. Отсюда механизм и кинетика структурных изменений при ТМО зависят от характера и плотности несовершенств строения и, в свою очередь, влияют на их количество и распределение.
Для классификации технологических схем ТМО целесообразно выбрать в качестве классификационного признака последовательность проведения пластического деформирования и термической обработки (рис.).
Совмещение пластической деформации с фазовыми превращениями получило впервые практическую реализацию в начале 20 в. при осуществлении патентирования (См. Патентирование)в процессе производства стальной проволоки. Использование по своеобразной технологической схеме комбинированного воздействия пластической деформации и термической обработки привело к получению таких высоких механических свойств, которые были недостижимы при всех др. способах упрочняющей обработки. В 30-е гг. 20 в. применялась другая схема ТМО при упрочнении бериллиевой бронзы: закалка, холодная деформация, старение; такая обработка также обеспечила существенное повышение механических свойств сплава.
Развитие ТМО и создание её основных положений оказались возможными лишь на базе теории дислокаций, в частности тех её разделов, в которых устанавливается связь между несовершенствами строения и процессами структурообразования при превращениях. Исторически первой опробованной схемой термомеханического упрочнения машиностроительной стали (1954, США) была низкотемпературная термомеханическая обработка (НТМО). Смысл переохлаждения Аустенита в схеме НТМО заключается в том, чтобы вести деформацию ниже температуры его рекристаллизации (См. Рекристаллизация). Этим НТМО отличается от разработанной несколько позднее в СССР высокотемпературной термомеханической обработки (ВТМО), которая в дальнейшем получила большее распространение в связи с необходимостью повышения механических свойств массовых сортов стали, применяемых в современном машиностроении.
Температура проведения деформации при ВТМО лежит обычно выше верхней критической точки полиморфного превращения, поэтому неизбежны попытки проведения аналогии между ВТМО и термической обработкой с прокатного (или ковочного) нагрева. Принципиальное различие между этими видами обработки состоит в том, что при ВТМО создаются такие условия высокотемпературной пластической деформации и последующей закалки, при которых подавляется развитие рекристаллизационных процессов и создаётся особое структурное состояние, характеризующееся повышенной плотностью несовершенств и особым их распределением с образованием субструктуры полигонизации (см. Возврат металлов). Отсюда и экспериментально наблюдаемая развитая мозаичность строения стали после ВТМО, повышенная тонкая субмикроскопическая неоднородность строения и состава Мартенсита, которая обеспечивает после ВТМО уникальное сочетание свойств, когда наряду с повышением прочности одновременно увеличиваются пластичность, вязкость и сопротивление хрупкому разрушению.
В таблице сопоставлены свойства типичной среднеуглеродистой машиностроительной легированной стали после ВТМО и НТМО. ТМО приводит к повышению усталостных характеристик; особенно велик прирост времени до разрушения в зоне ограниченной выносливости после ВТМО. В результате этой обработки повышается ударная выносливость стали, снижается порог хладноломкости и практически ликвидируется опасная склонность к хрупкости при отпуске (чего не наблюдается после НТМО). Развитие технологии ВТМО привело к созданию новой схемы — ВТМизО, в которой высокотемпературная деформация сочетается с изотермическим превращением. Изделия (в частности, рессоры), обработанные по этой схеме, характеризуются повышенными служебными характеристиками. В большем или меньшем объёме применяются все схемы термомеханического упрочнения, приведённые на рисунке. Выбор схемы проводится с учётом природы и назначения металлического сплава и конкретного изделия.
Эффективность конкретного способа термомеханического упрочнения оценивается по комплексу механических свойств. В инженерном смысле под повышением прочности понимают повышение сопротивления деформации и сопротивления разрушению в различных напряжённых состояниях, в том числе и таком, которое может вызвать образование хрупкой трещины и преждевременное разрушение. Поэтому наряду с традиционными испытаниями на растяжение, удар, усталость современные высокопрочные, в том числе термомеханически упрочнённые, стали должны оцениваться по критериям механики разрушения, с определением энергоёмкости процесса развития трещины и других аналогичных параметров.
Понимание физической сущности упрочнения в результате ТМО оказалось возможным лишь после того, как стали проясняться основные закономерности структурных изменений при горячей деформации. Старое представление о том, что горячая деформация всегда сопровождается рекристаллизацией, оказалось неверным.
Применительно к дисперсионно-твердеющим сплавам ТМО в промышленности осуществляют по следующим технологическим схемам: а) нагрев до температуры закалки, деформация, немедленная закалка, старение (ВТМО); б) закалка, деформация, старение (НТМО). Первая схема сравнительно легко осуществима, но имеет недостаток — опасность сильного развития рекристаллизации в связи с высокой температурой деформации, проводимой при температуре закалки. Она широко используется в производстве прессованных изделий из многих алюминиевых сплавов, в которых небольшие добавки Mn, Сr и др. затрудняют рекристаллизацию. При осуществлении второй схемы могут возникать трудности, связанные с высоким сопротивлением деформации твёрдого раствора при комнатной температуре. Эта схема имеет ряд преимуществ: происходит старение с образованием весьма дисперсных фаз уже при холодной (или тёплой) деформации, создаётся более равномерное распределение выделений упрочняющих фаз, образующихся на дислокациях по всему объёму зёрен. Вторая схема ТМО успешно используется для повышения прочности стареющих медных и алюминиевых сплавов.
Классификация видов термомеханической обработки: ПТМО — предварительная термомеханическая обработка; ВТМО — высокотемпературная термомеханическая обработка; ВТМПО — высокотемпературная термомеханическая поверхностная обработка; ВТМизО — высокотемпературная термомеханическая изотермическая обработка; НТМО — низкотемпературная термомеханическая обработка; НТМизО — низкотемпературная термомеханическая изотермическая обработка; ВНТМО — высоко-низкотемпературная термомеханическая обработка; НВТМО — низко-высокотемпературная термомеханическая обработка; ДМО-1 — деформация мартенсита с последующим отпуском; ДМО-2 — деформация мартенсита после ВТМО с последующим отпуском; МТО — деформация немартенситных структур на площадке текучести, в том числе многократная ММТО; МТО-1 — механико-термическая обработка деформацией при комнатной температуре со старением; МТО-2 — механико-термическая обработка деформацией при повышенных температурах со старением; НВТМУ — наследственное высокотемпературное термомеханическое упрочнение; A1 и А3 — нижняя и верхняя критические точки; Мн — температура начала мартенситного превращения. Термомеханическая обработка I и IV классов основана на явлении наследования упрочнения, сохраняющегося после соответствующей термической обработки.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
В условиях рыночной экономики производство любой продукции, в том числе и металлопроката, должно быть осуществлено с минимально возможными затратами, чтобы составлять достойную конкуренцию на рынке: кто произвел продукт приемлемого качества и при этом сумел на это затратить минимальное количество ресурсов, тот и молодец.
Способов сэкономить масса: можно осуществлять это за счет наемных работников, проводя сокращения или урезая заработную плату, или устанавливая все более высокие планки требований к самоотдаче, стимулированием к саморазвитию, а можно при разработке технологии опираться на современные достижения науки и техники, например, использовать различные методы моделирования при разработке новой технологии (см. статью о моделировании), сводя к минимуму затраты на промышленные эксперименты, или использовать для получения желаемого комплекса свойств не термическую обработку, а, например, заменять закалку на закалку с прокатного нагрева или использовать технологию термомеханической обработки (ТМО) . Вот о ней-то мы сегодня и поговорим.
Определение ТМО и примеры ее применения
Термомеханическая обработка представляет собой совокупность операций пластической деформации и термической обработки, проводящихся (в зависимости от схемы ТМО) в различной последовательности [1, стр. 1].

Вот некоторые позитивные примеры использования ТМО:
— внедрение ТМО позволяет снизить расход стали при производстве деталей машин и механизмов за счет уменьшения их сечения, сокращения расхода запасных частей, заменить в ряде случаев легированные стали на углеродистые [1, стр. 4];
— технологии, использующие ТМО, как правило, являются ресурсосберегающими, поскольку ликвидируется один вид (а иногда и два) термической обработки – нормализация или закалка и отпуск [5, стр. 20];
— с помощью ТМО можно повысить хладостойкость и жаропрочность изделий, сохранив при этом коррозионную стойкость сталей;
— повышение эксплуатационных свойств позволяет либо снизить вес конструкции, либо уменьшить потребность в запасных частях [3, стр. 23].
Пока все это звучит как реклама супермодного бытового комбайна, который и пылесосит, и бутерброды делает, и гладит, и стирает, а что именно из себя представляет — неизвестно, и как им пользоваться — тоже непонятно. Будем разбираться.

Изучение и создание схем ТМО
Раз уж мы дело имеем с сочетанием деформации и термической обработки, то
1) ТМО металлов и сплавов целесообразно применять во всех случаях, когда целесообразна и простая термическая обработка, т. е. когда в сплавах возможны:
а) превращения в твердом растворе, связанные с изменением растворимости одного компонента в другом, [1, стр. 7]как, например, в случае дисперсионнотвердеющих жаропрочных сплавов;
б) полиморфные превращения [1, стр. 7], как, например, в сталях;
2) исследования в области термомеханической обработки сводятся к изучению влияния пластической деформации на превращения в термически обрабатываемых сплавах и на структуру и свойства после этих превращений.
Схемы ТМО
Схем ТМО, как уже понятно из определений выше, существует множество: в зависимости от того, какой сплав мы деформируем, как мы деформируем, в каком температурном интервале, как охлаждаем, нагреваем, выдерживаем, какая из этих операций за какой следует и т.д, и т.п. и какую структуру при этом получаем, и схема ТМО, и ее название будут разными.

Подробного описания каждого из видов ТМО я давать в этой статье не буду: во-первых, слишком много текста для одной статьи :), а во-вторых, даже у великих гуру ТМО четкое описание всех схем не всегда имеется 🙂 .
Остановлюсь лишь немного на тех процессах ТМО, с которыми встречался сам — это НТМО и ВТМО.
Высокотемпературная термомеханическая обработка. ВТМО

а - для сталей, б — для стареющих сплавов, где полиморфного превращения нет
Применение этого процесса очень заманчиво, т.к. сравнительно легко вписывается в действующие на металлургических заводах технологические схемы горячей обработки давлением типа прокатки, волочения, ковки и т.д, и может быть осуществлен на тех же прокатных станах. В принципе, в начале процесс меняется мало: греем примерно до тех же температур, что и при прокатке, потом деформируем, НО теперь еще температуру деформации нужно контролировать и после деформации необходимо осуществить закалку.
На стадии же разработки режима деформации и закалки теперь необходимо еще и задумываться не только о формоизменении, а еще и о том, что внутри металла происходит, поэтому и к режиму деформации нужно подходить немного иначе!
Деформацию при ВТМО осуществляют выше порога рекристаллизации, а это значит, что рекристаллизация идет полным ходом: продеформировали аустенит — зерна его вытянулись, дислокации внутри них размножились, и во время междеформационной паузы вместо старых деформированных зерен родились и выросли новые рекристаллизованные. Затем металл снова продеформивали, снова зародились рекристаллизованные зерна. и так далее до последнего прохода, как и при обычной прокатке.
А вот после последнего прохода, который также осуществляется выше порога рекристаллизации, необходимо осуществить немедленную закалку, чтобы зафиксировать сотояние аустенита, полученное после деформации (повышенная плотность дислокаций, вероятно, особые конфигурации дислокаций типа полигональной субструктуры внутри зерен аустенита).
Как раз в этом и состоит особенность ВТМО — зафиксировать это состояние за счет немедленной закалки. Если это сталь, то структура, полученная аустенитом в результате деформации и немедленной закалки, наследуется мартенситом, а если это аустенитный сплав типа нержавейки или жаропрочного сплава, то мы просто получаем аустенит с унаследованной дислокационной структурой и сидящими внутри него атомами легирующих элементов (пересыщенный твердый раствор).
В случае сталей за закалкой следует отпуск мартенсита, а в случае аустенитных сплавов — старение.
Конечно же, надо понимать, что ограничения вносит размерный фактор: очень трудно резко охладить прокат большого сечения и удержать протекание рекристаллизации во внутренних слоях, где и температура больше, чем на поверхности, и скорость охлаждения меньше.
Итак, что нужно знать для разработки режима ВТМО?
1. Нужно знать, когда мы деформируем металл выше, а когда ниже порога рекристаллизации, а значит, нужно знать температурные интервалы, когда рекристаллизация идет, а когда — нет . Информация эта важна для каждой стали или сплава, а в идеале - для каждого конкретного химического состава, т.е. для каждой плавки: ведь плавят-то в пределах допустимого диапазона химических элементов (см. ГОСТы), и каждый раз по-разному (два раза в одну реку не войдешь), а хим. элементы в разных количествах и сочетаниях оказывают влияние на протекание рекристаллизации, смещение точек превращения и т.п.
2. Из предыдущего пункта понятно, что нужно контролировать температуру металла. На предприятиях чаще всего это делают с помощью пирометров, вот только они измеряют температуру поверхности, а в центре она совсем другая.
3. Нужно специальное дополнительное оборудование для охлаждения металла после деформации (установка охлаждения со спреями, бак с водой и т.п.), возможно, и иное вспомогательное оборудование типа кантователей или манипуляторов, с помощью которых металл можно в бак закинуть и потом достать.
4. Неплохо бы представлять, какое мы имеем распределение температур и деформаций по сечению , для того, чтобы понимать, какую структуру мы получим по сечению после завершения всего цикла ВТМО.
5. Понимать, какие превращения происходят в конкретном сплаве во время нагрева, деформации и охлаждения. Для этого нужны специальные исследования с применением пластометров, электронных, оптических и даже просвечивающих микроскопов, рентгеновских лучей, оборудованием для испытания мех. свойств и т.д.
Низкотемпературная термомеханическая обработка.

а — для сталей, б — для стареющих сплавов, где полиморфного превращения нет
При НТМО деформацию осуществляют ниже порога рекристаллизации аустенита, т.е. никакого образования новых зерен не происходит, а зерна аустенита просто раскатываются, как тесто под скалкой, и накапливают дислокации.

Если мы имеем дело с НТМО стали, то деформация такая осуществляется в температурном диапазоне когда и рекристаллизации нет, и полиморфного превращения еще не происходит, так что температурный интервал этот невелик. В случае же аустенитных сплавов дела обстоят получше: аустенит устойчив в очень широком интервале температур.
После последнего прохода (если мы говорим о прокатке) сталь немедленно закаляют, фиксируя таким образом структуру, образовавшуюся в результате деформации, после чего проводят отпуск.
Для разработки режима НТМО знать нужно то же, что и при разработке схемы НТМО, так что см. выше.
Основная проблема с применением НТМО заключается в том, что при низких температурах, когда нет рекристаллизации (мощнейшего процесса разупрочнения), накопление дефектов кристаллической решетки (см. статью о методах упрочнения) происходит интенсивнее, чем в случае ВТМО, поэтому сопротивление деформации аустенита весьма велико, а значит, и оборудование использовать нужно более мощное, а оно не везде есть.
В заключение
Сегодня широко освоены различные схемы ВТМО и НТМО в первую очередь при изготовлении таких изделий, как лист и сортовой прокат (круг, квадрат, полоса). Все эти изделия объединяет одно — простое поперечное сечение.
Меньшее применение ТМО пока наблюдается при изготовлении заготовок и деталей машин, что скорее всего связано со сложностью профиля, а следовательно, и усложнением условий достижения однородности по сечению структуры и свойств [5, стр. 26]: плоский лист равномерно охладить проще, чем какую-нибудь хитрую деталь с меняющейся толщиной, — для этого требуется создавать специализированные охлаждающие устройства. К тому же есть проблемы и на простом профиле, когда толщина проката очень велика, что также ведет к неравномерности условий охлаждения по сечению.
Ссылки
1. Григорьев А.К., Коджаспиров Г.Е. Термомеханическое упрочнение стали в заготовительном производстве. Л.: Машиностроение, 1985. 143 с.
2. Бернштейн М.Л. Термомеханическая обработка металлов сплавов, М:Металлугия, 1968, том 1, 1172 с.
5. Шаврин О.И., Исмаилов М.М. Управление анизотропностью упрочнения при термомеханической обработке // Повышение прочности и долговечности деталей машин. Ижевск, 1974. С. 20-28.
6. Шаврин О.И., Дементьев В.Б., Засыпкин А.Д. О повышении точности горячекатаных труб ВТМО с винтовым обжатием // Бернштейновские чтения по термомеханической обработке. М. 1999. С. 37.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Термомеханическая обработка металлов (ТМО) – это сочетание операций пластической деформации металла и термической обработки. Такое воздействие на металл позволяет повысить его прочность как в результате наклепа, который получается при пластической деформации, так и вследствие термообработки. Благодаря этому удается достичь высокого комплекса механических свойств сталей и сплавов.

Термомеханическая обработка металла существует с древних времен. Такому способу обработки подвергали клинки и мечи из стали. В фильмах о древних рыцарях можно увидеть кадры, когда кузнец бьет кувалдой по раскаленному мечу, после чего охлаждает оружие в воде, потом снова нагревает в домне и весь процесс повторяется заново. Это и есть термомеханическая обработка. Более широкое применение ТМО получила, когда появилась возможность объяснить физику процессов высокого упрочнения металла.
В настоящее время существует два основных способа термомеханической обработки стали:
1. ВТМО — высокотемпературная термомеханическая обработка
2. НТМО — низкотемпературная термомеханическая обработка
Высокотемпературная термомеханическая обработка стали заключается в том, что непосредственно после горячего воздействия давлением, когда металл имеет аустенитную структуру, проводится закалка стали. За короткое время между окончанием процесса деформации и закалкой не успевает произойти рекристаллизация. В связи с этим наклеп и упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в материале после его остывания. После закалки, к этому добавляется еще упрочнение вследствие фазового наклепа твердой мартенситной структурой. Мартенсит, образующийся в этих условиях, кроме своих дислокаций, как бы наследует и те, которые возникли при наклепе. Ясно, что чем короче промежуток времени между окончанием всех процессов, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Рекристаллизация — один из главных недостатков способа высокотемпературной термомеханической обработки стали. Из-за этого явления степень деформации при ВТМО не превышает 20-30%.
При низкотемпературной термомеханической обработке металл нагревают до аустенитного состояния, затем охлаждают ниже температуры рекристаллизации, но выше температуры начала мартенситного превращения, т. е. температурный интервал пластической деформации составляет примерно 400 — 600°С. Деформация, как и при ВТМО, вызывает наклеп аустенита, рекристаллизации же в этих условиях не происходит. Затем проводится закалка: образуется мартенсит, который, как и в предыдущем способе, наследует дислокации, а значит и упрочнение, полученное при низкотемпературной термомеханической обработке стали. Здесь устранен недостаток первого способа, так как рекристаллизация практически отсутствует и потому наиболее полно используется эффект упрочнения от наклепа.
После закалки в обоих случаях следует низкотемпературный отпуск (100 — 300°С.). ТМО позволяет получить достаточно высокую прочность (σв = 2200-3000МПа) при хорошей пластичности и вязкости (δ = 6 — 8%, ψ = 50 — 60%). Для сравнения: после обычной закалки и низкого отпуска σв = 2000 — 2200МПа, δ = 3 — 4%.
Существует также высокотемпературная поверхностная термомеханическая обработка — ВТМПО. Сущность ее заключается в том, что деталь подвергается поверхностному нагреву ТВЧ и одновременно обкатывается роликами. В результате в поверхностном слое изделия, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов, пальцев шаровых опор подвески автомобиля и других ответственных деталей.
Возможность применения ТМО определяется тем, что на процессы структурных превращений существенное влияние оказывают присутствующие в реальных сплавах несовершенства строения (дислокации, дефекты упаковки, вакансии). С другой стороны, в результате некоторых структурных изменений образуются новые несовершенства, а также происходит перераспределение имеющихся несовершенств.
Температура проведения деформации при ВТМО лежит обычно выше верхней критической точки полиморфного превращения, поэтому неизбежны попытки проведения аналогии между ВТМО и термической обработкой с прокатного (или ковочного) нагрева. Принципиальное различие между этими видами обработки состоит в том, что при ВТМО создаются такие условия высокотемпературной пластической деформации и последующей закалки, при которых подавляется развитие рекристаллизационных процессов и создаётся особое структурное состояние, характеризующееся повышенной плотностью несовершенств и особым их распределением с образованием субструктуры полигонизации.
Развитие технологии ВТМО привело к созданию новой схемы — ВТМизО, в которой высокотемпературная деформация сочетается с изотермическим превращением. Изделия, обработанные по этой схеме, характеризуются повышенными служебными характеристиками.
ТМО широко применяется как для сталей, так и для цветных сплавов. ТМО имеет следующие разновидности:
ПТМО — предварительная термомеханическая обработка;
ВТМО — высокотемпературная термомеханическая обработка;
ВТМПО — высокотемпературная термомеханическая поверхностная обработка;
ВТМизО — высокотемпературная термомеханическая изотермическая обработка;
НТМО — низкотемпературная термомеханическая обработка;
НТМизО — низкотемпературная термомеханическая изотермическая обработка;
ВНТМО — высоко-низкотемпературная термомеханическая обработка;
НВТМО — низко-высокотемпературная термомеханическая обработка;
ДМО-1 — деформация мартенсита с последующим отпуском;
ДМО-2 — деформация мартенсита после ВТМО с последующим отпуском;
МТО — деформация немартенситных структур на площадке текучести;
МТО-1 — механико-термическая обработка деформацией при комнатной температуре со старением;
МТО-2 — механико-термическая обработка деформацией при повышенных температурах со старением;
Более наглядно эти схемы показаны в таблице:

Эффективность конкретного способа термомеханического упрочнения оценивается по комплексу механических свойств.
Применительно к дисперсионно-твердеющим сплавам, ТМО в промышленности осуществляют по следующим технологическим схемам:
а) нагрев до температуры закалки, деформация, немедленная закалка, старение (ВТМО);
б) закалка, деформация, старение (НТМО).
Первая схема сравнительно легко осуществима, но имеет недостаток — опасность сильного развития рекристаллизации в связи с высокой температурой деформации, проводимой при температуре закалки. Она широко используется в производстве прессованных изделий из многих алюминиевых сплавов, в которых небольшие добавки Mn, Сr и др. затрудняют рекристаллизацию. При осуществлении второй схемы могут возникать трудности, связанные с высоким сопротивлением деформации твёрдого раствора при комнатной температуре. Эта схема имеет ряд преимуществ: происходит старение с образованием весьма дисперсных фаз уже при холодной (или тёплой) деформации, создаётся более равномерное распределение выделений упрочняющих фаз, образующихся на дислокациях по всему объёму зёрен. Вторая схема ТМО успешно используется для повышения прочности стареющих медных и алюминиевых сплавов
Понимание физической сущности упрочнения в результате ТМО оказалось возможным лишь после того, как стали проясняться основные закономерности структурных изменений при горячей деформации. Старое представление о том, что горячая деформация всегда сопровождается рекристаллизацией, оказалось неверным. Отсюда и началась новая волна развития основных направлений термомеханической обработки.
Фактически весь прокат, который выпускается на современных прокатных станах, производится с использованием термомеханической обработки.
Особенности термомеханической обработки
Термомеханической обработкой (ТМО) называют совмещение пластической деформации и термического воздействия, целью которого является формирование требуемой структуры обрабатываемого металла.
Объединение операций пластического деформирования и термообработки, максимальное их сближение и создание единого процесса термомеханической обработки обеспечивают заметное повышение механических характеристик (прочности, вязкости и т.д.), что позволяет экономить до 15…40% металла и более, или увеличить долговечность изделий.
При ТМО оба процесса — пластическая деформация и термическая обработка — могут совмещаться в одной технологической операции, а могут проводиться и с разрывом по времени. Но при этом обязательным условием является прохождение фазовых превращений в условиях повышенной плотности дефектов решетки, возникающих благодаря пластической деформации металла.
Термомеханическая обработка стали выполняется главным образом по трем схемам: высокотемпературная (ВТМО), низкотемпературная (НТМО) и предварительная термомеханическая обработка (ПТМО). Также к термомеханической обработке относят технологи контролируемой прокатки и ускоренного охлаждения.
Высокотемпературная термомеханическая обработка
ВТМО (рис. 123, а) — термообработка с деформационного нагрева с последующим низким отпуском. Высокотемпературная термомеханическая обработка практически устраняет развитие отпускной хрупкости в опасном интервале температур, повышает ударную вязкость при комнатной температуре и понижает температурный порог хладоломкости.

Рис. 123. Схема режимов термомеханической обработки стали: а – высокотемпературная термомеханическая обработка (ВТМО); б – низкотемпературная термомеханическая обработка (НТМО)
Высокотемпературную термомеханическую обработку эффективно используют для углеродистых, легированных, конструкционных, пружинных и инструментальных сталей.
Сущность ВТМО заключается в том, что непосредственно после горячей обработки давлением (прокатки, штамповки), когда сталь имеет температуру выше Ас3 и аустенитную структуру, проводится резкое охлаждение – закалка. За короткое время между окончанием прокатки (или штамповки) и закалкой рекристаллизация произойти не успевает. В связи с этим наклеп упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в стали после ее остывания.
При этом, чем короче промежуток времени между окончанием прокатки и закалкой, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Это один из главных недостатков способа ВТМО.
Низкотемпературная термомеханическая обработка (аусформинг)
При использовании технологии НТМО сталь сначала нагревают до аустенитного состояния. После выдержки при высокой температуре, производят сначала охлаждение до температуры, выше температуры начала мартенситного превращения (400…600 ºС), но ниже температуры рекристаллизации, а затем при этой температуре осуществляют обработку давлением и закалку (рис. 123, б).
Низкотемпературная термомеханическая обработка, хотя и обеспечивает более высокое повышение прочностных характеристик, но не снижает склонности стали к отпускной хрупкости. Кроме того, она требует высоких степеней деформации (75…95 %), для обеспечения которых требуется мощное оборудование, так как сталь прокатывается не в горячем а в теплом состоянии.
Низкотемпературную термомеханическую обработку применяют к среднеуглеродистым легированным сталям, закаливаемым на мартенсит.
Повышение прочности при термомеханической обработке объясняют тем, что в результате деформации аустенита происходит дробление его зерен , размеры которых уменьшаются в два – четыре раза по сравнению с обычной закалкой.
Предварительная термомеханическая обработка
ПТМО выполняется по следующей технологической схеме: холодная пластическая деформация (повышает плотность дислокаций), дорекристаллизационный нагрев (обеспечивает полигонизацию структуры феррита), закалка со скоростного нагрева, отпуск. При этом перерыв между холодной деформацией и нагревом под закалку не регламентируется, что значительно упрощает технологический процесс ПТМО.
Высокотемпературная поверхностная термомеханическая обработка (ВТМПО)
Сущность такой обработки заключается в том, что деталь подвергается поверхностному нагреву токами высокой частоты и одновременно обкатывается роликами. В результате в поверхностном слое детали, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке роликами. В отличие от обычной высокотемпературной термомеханической обработки (ВТМО) разупрочнения вследствие разрыва по времени между наклепом и закалкой в данном случае не происходит. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов и других ответственных деталей.
Контролируемая прокатка
Контролируемая прокатка является фактически разновидностью ВТМО, и представляет собой эффективный способ повышения прочности, пластичности и вязкости низколегированных сталей.
Технология контролируемой прокатки заключается в таком выборе режимов прокатки и охлаждения после неё, которые обеспечат получение мелкого и однородного зерна в готовом прокате, что, в свою очередь, обеспечит более высокий уровень механических свойств. Наиболее часто контролируемая прокатка применяется при производстве листов.
Достижение требуемой микроструктуры обычно осуществляется понижением температуры прокатки в трех — пяти последних проходах до 780…850 °С с одновременным увеличением степени деформации до 15…20 % и выше за проход. Соответственно, использование технологии контролируемой прокатки требует наличия более мощного и прочного оборудования. После прокатки обычно производится отпуск при температуре 100…200 °С для сохранения высоких значений прочности.

Рис. 124. Межклетьевое подстуживание проката
При контролируемой прокатке, за счет снижения температуры деформации в установках ускоренного межклетьевого охлаждения (рис. 124), в сочетании с ускоренным охлаждением готового проката (рис. 125), структура стали формируется с мелким зерном феррита, как следствие повышается предел текучести, снижается температура и улучшается свариваемость. Контролируемая прокатка позволяет получить зерно перлита диаметром 5…10 мкм и менее, что приводит к упрочнению стали на 10…30 % при сохранении высокой пластичности и вязкости.
Контролируемая прокатка имеет 3 стадии получения необходимой структуры стали: деформация в зоне рекристаллизации аустенита, деформация некристаллизующегося аустенита и деформация в двухфазной аустенитно-ферритной области.
Подстуживание раската до более низкой температуры перед контролируемой прокаткой может производиться и на воздухе.
Ускоренное охлаждение проката
Технология ускоренного охлаждения металла применяется на разных участках производства проката, в частности, между клетями прокатного стана (межклетьевое охлаждение), непосредственно после выхода проката из чистовой клети, а также при закалке металла после специального нагрева в различных нагревательных устройствах. Такая технология применяется как для листового, так и для сортового проката, при этом конструкции охлаждающих установок принципиально отличаются.
Ускоренное охлаждение можно разделить на одностадийное и двухстадийное. Одностадийное охлаждение осуществляется в устройствах, в которых прокат охлаждается водой, например, в проводящих трубах или линях ламинарного охлаждения. Одностадийное охлаждение уменьшает окалинообразование, но недостатком такого охлаждения, в частности, является то, что при последующем охлаждении в бунтах или рулонах происходит значительный разброс механических свойств по длине и разнородная структура по сечению, что отрицательно сказывается на качестве продукции.
Двухстадийная технология состоит из водяного и интенсивного воздушного охлаждений. Одним из первых внедренных в промышленности способов двухстадийного охлаждения является способ ― “Стилмор”, который применяется в основном при производстве катанки.
При водяном охлаждении сохраняется достигнутая при горячей прокатке мелкозернистая структура. А последующий интенсивный обдув воздухом приводит к образованию очень мелкозернистой перлитной структуры, которая исключает необходимость использования применяемого обычно патентирования катанки перед волочением.
В настоящее время известны различные способы ускоренного охлаждения проката. Все они характеризуются видом охлаждающей среды, организацией подачи ее на охлаждаемую поверхность проката и отвода отработанного охладителя. Известны такие способы: охлаждение металла в баках со спокойной водой, спрейерное (струйное) охлаждение, охлаждение водовоздушной смесью, охлаждение в сплошном потоке воды в устройствах камерного типа (камерное охлаждение).
Для начала рассмотрим камерное охлаждение проката. В зависимости от взаимного направления движения проката и воды различают два типа камер: прямоточные и противоточные. В прямоточных камерах (рис. 126) движение воды и металла совпадают, поэтому для сбора отработанной воды применяются специальные устройства механического дробления струи, поскольку она выходит из установки с высокой скоростью. Это приводит к удлинению участка охлаждения и повышению стоимости установки.
Противоточный способ охлаждения является более эффективным, с точки зрения теплообмена. Скорость охлаждения поверхности металла в противоточных устройствах приблизительно в 4…5 раз выше, чем в прямоточных, при одном и том же расходе воды. Длина камеры охлаждения значительно меньше, что создает предпочтение при размещении этих устройств на действующих прокатных станах.
Фирма SMS Meer разработала свою технологию ускоренного охлаждения, которая получила название LOOP. Данная технология используется для понижения температуры подката перед чистовой группой клетей до 780…950 ºС (PQR-процесс).
Такого понижения температуры относительно просто добиться в вышеописанных камерных установках. Однако после подстуживания раскат имеет неравномерное температурное поле с большим перепадом температур до нескольких сотен градусов, что делает его прокатку фактически невозможным. Поэтому необходимо обеспечить условия для выравнивания температуры по сечению перед задачей раската в чистовую группу.
На настоящий момент существует две концепции обустройства линии подстуживания для обеспечения требуемой температуры самоотпуска раската:
- увеличение расстояния от блока междеформационного подстуживания до чистовой группы клетей (калибрующего блока), влекущее за собой увеличение длины стана;
- создание петлевого стабилизатора (технология LOOP) без увеличения длины стана.
Первый вариант получил достаточно широкое распространение. Расстояние между группами клетей в этом случае должно составлять 50…65 метров. Обычно на стане с термомеханической обработкой проката секция ускоренного охлаждения расположена перед калибровочным блоком, а также после него. Следует также отметить, что данная компоновка оборудования имеет существенный недостаток: наличие длинного участка самоотпуска противопоказано для некоторых марок стали, которые должны прокатываться при высокой температуре.
Второй вариант предусматривает обустройство петли температурной стабилизации, что позволяет существенно экономить место в цеху для стана (рис. 127).

Рис. 127. Схема стана с технологией Multiline-LOOP: 1 – черновая и промежуточные группы клетей; 2 – камеры охлаждения проката; 3 – петля для выравнивания температуры по сечению; 4 – чистовой блок клетей FRS
Такая технология также лишена вышеописанного недостатка, поскольку раскат может или напрямую поступать в чистовую группу без подстуживания или проходить через секции охлаждения и петлю температурной стабилизации рис 128.

Рис. 128. Вид линии охлаждения LOOP
Применение петли большой длины позволяет реализовать низкотемпературную (с температурой 760 °С) чистовую прокатку с градиентом температуры по сечению катанки в пределах 30…60 °С.
На листовых станах для ускоренного охлаждения применяют линии ламинарного охлаждения (рис. 125), которые обеспечивают высокую равномерность охлаждения. Также применяют и системы интенсивного (спреерного) охлаждения.
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.
Термомеханическая обработка включает в себя пластическую деформацию, которая влияет на формирование структуры во время термического воздействия на металл. Пластическая деформация изменяет характер распределения и увеличивает плотность дефектов кристаллической решетки, что в свою очередь сильно влияет на характер формирования структуры при фазовых превращениях. Таким образом, после ТМО в сплаве образуется структура с повышенной плотностью дефектов кристаллического строения, что ведет к получению новых механических свойств.
Для стали применяют в основном два вида термомеханической обработки низкотемпературную и высокотемпературную.
При НТМО переохлажденный аустенит деформируется в области его повышенной устойчивости, но обязательно ниже температуры начала рекристаллизации. После этого он превращается в мартенсит (рис. 53). В качестве окончательной термообработки проводят низкий отпуск.
Причина упрочнения стали при НТМО – наследование мартенситом дислокационной структура деформированного аустенита. Дислокации при образовании мартенсита не исчезают, а передаются от исходной фазы к новой, т.е. мартенсит наследует субструктуру деформированного аустенита. Высокая плотность дислокаций закрепленных атомами углерода и включениями карбидов обусловливает получение высокой прочности с приемлемым уровнем пластичности.
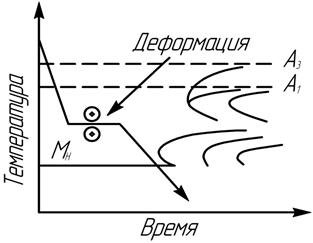
Рис. 53 Схема низко температурной (НТМО)
термомеханической обработки стали
НТМО применима только для легированных сталей обладающих достаточным уровнем устойчивости переохлажденного аустенита. Кроме того для проведения НТМО требуется наличие мощного деформирующего оборудования.
При ВТМО аустенит деформируют в области его высокотемпературной устойчивости, а затем проводят закалку на мартенсит (рис.54). После закалки следует низкий отпуск.
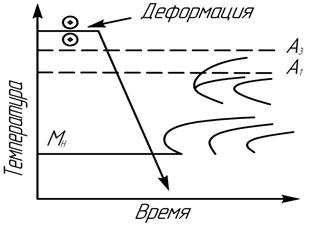
Рис. 54 Схема высоко температурной (ВТМО)
термомеханической обработки стали.
Режим ВТМО выбирают так, чтобы к началу мартенситного превращения аустенит имел развитую полигонизованную структуру. Степень деформации не должна быть слишком большой, чтобы не вызвать рекристаллизацию снижающую упрочнение. После окончания деформирования необходима немедленная закалка, чтобы предотвратить статическую рекристаллизацию и сохранить деформированную структуру к началу мартенситного превращения. Мартенситные кристаллы не выходят за пределы субзерен аустенита, что обусловливает их значительное измельчение и получение высокого комплекса свойств.
Важнейшее преимущество ВТМО – способность одновременно повышать и показатели прочности, и вязкость разрушения. Кроме того для проведения ВТМО не требуется мощное специализированное оборудование.
6.Химико-термическая обработка стали
6.1. Общая характеристика химико-термической обработки стали
Химико-термической обработкой (ХТО) называют поверхностное насыщение стали некоторыми химическими элементами, а именно неметаллами и металлами (например, углеродом, азотом, алюминием, хромом и др.) путем их диффузии в атомарном состоянии из внешней среды при высокой температуре. В ходе данных процессов обязательно изменяется химический состав, микроструктура и свойства поверхностных слоев изделий. При ХТО обрабатываемые детали нагревают в каких-либо химически активных средах. Основные параметры обработки - температура нагрева и продолжительность выдержки. ХТО обычно осуществляется за длительное время. Температуру процесса выбирают конкретно для каждого вида обработки.
Первостепенными процессами любого вида ХТО являются диссоциация, абсорбция и диффузия.
Диссоциация - разложение химического соединения для получения химических элементов в более активном, атомарном состоянии. Абсорбция – поглощение поверхностью детали атомов указанных неметаллов. Диффузия - перемещение абсорбированного элемента вглубь изделия. Скорости всех трех процессов обязательно должны согласовываться друг с другом. Для абсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом с образованием либо твердого раствора, либо химического соединения, так как при отсутствии этого химико-термическая обработка невозможна.

Основными видами химико-термической обработки стали являются цементация, азотирование, нитроцементация, цианирование и диффузионная металлизация.
Скорость диффузии атомов в решетку железа неодинакова и зависит от состава и строения образующихся фаз. При насыщении углеродом или азотом, составляющими с железом твердые растворы внедрения, диффузия протекает быстрее, чем при насыщении металлами, образующими твердые растворы замещения. Поэтому в данном случае, используют более высокие температуры и длительное время обработки, но, несмотря на это, получают меньшую толщину слоя, чем при азотировании и особенно науглероживании.
При определении толщины диффузионного слоя, полученного при насыщении стали тем или иным элементом, обычно указывается не полная его величина с измененным составом, а только глубина до определенной твердости или структуры (эффективная толщина).
Термомеханическая обработка включает в себя пластическую деформацию, которая влияет на формирование структуры во время термического воздействия на металл. Пластическая деформация изменяет характер распределения и увеличивает плотность дефектов кристаллической решетки, что в свою очередь сильно влияет на характер формирования структуры при фазовых превращениях. Таким образом, после ТМО в сплаве образуется структура с повышенной плотностью дефектов кристаллического строения, что ведет к получению новых механических свойств.
Для стали применяют в основном два вида термомеханической обработки низкотемпературную и высокотемпературную.
При НТМО переохлажденный аустенит деформируется в области его повышенной устойчивости, но обязательно ниже температуры начала рекристаллизации. После этого он превращается в мартенсит (рис. 53). В качестве окончательной термообработки проводят низкий отпуск.
Причина упрочнения стали при НТМО – наследование мартенситом дислокационной структура деформированного аустенита. Дислокации при образовании мартенсита не исчезают, а передаются от исходной фазы к новой, т.е. мартенсит наследует субструктуру деформированного аустенита. Высокая плотность дислокаций закрепленных атомами углерода и включениями карбидов обусловливает получение высокой прочности с приемлемым уровнем пластичности.
Рис. 53 Схема низко температурной (НТМО)
термомеханической обработки стали
НТМО применима только для легированных сталей обладающих достаточным уровнем устойчивости переохлажденного аустенита. Кроме того для проведения НТМО требуется наличие мощного деформирующего оборудования.
При ВТМО аустенит деформируют в области его высокотемпературной устойчивости, а затем проводят закалку на мартенсит (рис.54). После закалки следует низкий отпуск.
Рис. 54 Схема высоко температурной (ВТМО)
термомеханической обработки стали.
Режим ВТМО выбирают так, чтобы к началу мартенситного превращения аустенит имел развитую полигонизованную структуру. Степень деформации не должна быть слишком большой, чтобы не вызвать рекристаллизацию снижающую упрочнение. После окончания деформирования необходима немедленная закалка, чтобы предотвратить статическую рекристаллизацию и сохранить деформированную структуру к началу мартенситного превращения. Мартенситные кристаллы не выходят за пределы субзерен аустенита, что обусловливает их значительное измельчение и получение высокого комплекса свойств.
Важнейшее преимущество ВТМО – способность одновременно повышать и показатели прочности, и вязкость разрушения. Кроме того для проведения ВТМО не требуется мощное специализированное оборудование.
6.Химико-термическая обработка стали
6.1. Общая характеристика химико-термической обработки стали
Химико-термической обработкой (ХТО) называют поверхностное насыщение стали некоторыми химическими элементами, а именно неметаллами и металлами (например, углеродом, азотом, алюминием, хромом и др.) путем их диффузии в атомарном состоянии из внешней среды при высокой температуре. В ходе данных процессов обязательно изменяется химический состав, микроструктура и свойства поверхностных слоев изделий. При ХТО обрабатываемые детали нагревают в каких-либо химически активных средах. Основные параметры обработки - температура нагрева и продолжительность выдержки. ХТО обычно осуществляется за длительное время. Температуру процесса выбирают конкретно для каждого вида обработки.
Первостепенными процессами любого вида ХТО являются диссоциация, абсорбция и диффузия.
Диссоциация - разложение химического соединения для получения химических элементов в более активном, атомарном состоянии. Абсорбция – поглощение поверхностью детали атомов указанных неметаллов. Диффузия - перемещение абсорбированного элемента вглубь изделия. Скорости всех трех процессов обязательно должны согласовываться друг с другом. Для абсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом с образованием либо твердого раствора, либо химического соединения, так как при отсутствии этого химико-термическая обработка невозможна.
Основными видами химико-термической обработки стали являются цементация, азотирование, нитроцементация, цианирование и диффузионная металлизация.
Скорость диффузии атомов в решетку железа неодинакова и зависит от состава и строения образующихся фаз. При насыщении углеродом или азотом, составляющими с железом твердые растворы внедрения, диффузия протекает быстрее, чем при насыщении металлами, образующими твердые растворы замещения. Поэтому в данном случае, используют более высокие температуры и длительное время обработки, но, несмотря на это, получают меньшую толщину слоя, чем при азотировании и особенно науглероживании.
При определении толщины диффузионного слоя, полученного при насыщении стали тем или иным элементом, обычно указывается не полная его величина с измененным составом, а только глубина до определенной твердости или структуры (эффективная толщина).
Читайте также: