
Сущность сварки давлением кратко
Обновлено: 02.07.2024
1889 г. Бенардос – запантетовал сварку металлов электрической дугой между угольными электродами.
1891 г. Славянов – патент сварки металла плавящимся электродом.
1907 г. Кольберг – обмазка электродов и покрытые электроды.
1920 г. – открылась первая сварочная лаборатория, под руководством Вологодина.
1922 г. – под руководством Патона, ИЭС, АСФ, ЭШС, диффузионная сварка.
Сваркой –называется процесс получения неразъёмных соединений посредством установления межатомных связей между сварными частями с помощью общего или местного нагрева или пластичной деформации или того и другого вместе.
Энергия возбуждения –это энергия при которой атомы приходят в возбуждение.
Энергия активации –электронотделяется от атома (и он становится ионом).
По ГОСТ 19521-79 все виды сварки разделяются на три класса по виду энергии активации:
1. термический класс;
2. термомеханический класс;
3. механический класс.
К термическому относятся – ЭШС, ЭДС, газовая, электронно-лучевая, лазерная, термическая.
К термомеханическому классу – все виды электро-контактной, дугопрессовой, газопрессовой и других сварок (диффузионная).
К механическому классу – холодная, трением, ультразвуком, взрывом.
Состоит в том, что металл по кромкам свариваемых деталей расплавляется. Жидкий металл одной кромки соединяется с жидким металлом другой. Образуя жидкий объём общего металла, который называется сварочной ванной.
В сварочную ванну может так же входить электродный металл и присадочный металл.
Неразъёмное соединение получается в результате охлаждения и кристаллизации жидкого металла сварочной ванны, который после охлаждения называется сварочным швом.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой кромки деталей сближаются на межмолекулярное расстояние. Для ускорения процесса сварку ведут с общим или местным нагревом.
Неразъёмные соединения образуются за счет установления физического контакта и химических связей между атомами соединяемых поверхностей.
Классификация способов сварки по следующим признакам:
1. По виду электрода: плавящимся, неплавящимся, металлом и не металлом;
2. По характеру воздействия дуги на основной металл: дуга прямого действия, косвенного действия, комбинированная;
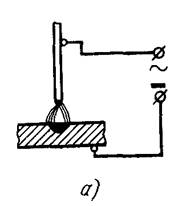
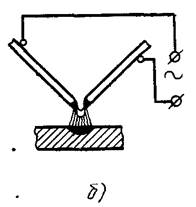
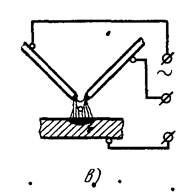
Рис 2. Схемы сварочных дуг: а - прямого действия; б - косвенного действия;
в – комбинированного действия (двумя электродами при трехфазном токе).
3. По виду дуги: свободной дугой, сжатой дугой;
4. По количеству электродов (с общим подводом тока): одноэлектродный, двух электродный и многоэлектродный вид сварки (Рис.3 слева).
5. По количеству дуг (с раздельным источником): однодуговая, двухдуговая и многодуговая (Рис.3 справа). Электроды могут быть установлены по ширине шва, по длине шва, быть наклонными и т. п.
6. По степени механизации: а) ручная; б) механизированная (полуавтоматическая); в) автоматическая (РИС 4).
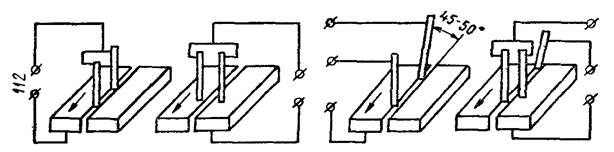
Рис. 3. Классификация способов сварки по количеству электродов и дуг.
7. По роду сварочного тока: на постоянном токе, на переменном токе, на трехфазном токе (см. рис. 2 в), импульсный.
8. По полярности постоянного тока: прямая и обратная (РИС 5).
9. По способу защиты дугового пространства:
- без внешней защиты (самозащитная проволока)
- шлакогазовая защита (покрытыми электродами, порошковой, проволокой)
- под флюсом, по флюсу (полуоткрытая дуга)
- в защитных газах (инертные, активные, смесь газов)
- в контролируемой атмосфере
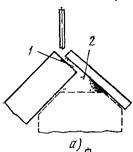
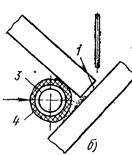
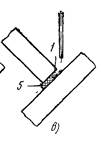
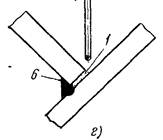
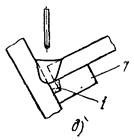
Рис. 6. Технологические приемы предотвращения протекания жидкого металла и шлака в зазоры при выполнении сварных угловых швов; на флюсовой подушке (а), с уплотнением флюса асбестовым шнуром (б), с асбестовой набивкой (в), по ручной подварке (г), на флюсомедной подкладке (д): 1 — мелкий флюс, 2 — флюсовая подушка, 3 — стальная труба, 4 — асбестовый шнур, 5 — асбест или паста, 6 — ручной подварочный шов, 7 — медная подкладка.

10. По способу формирования обратной стороны шва и для предотвращения протекания жидкого металла в зазор (рис 6)
- на флюсовой подушке (рис 7.) и самоклеющихся флюсовых лентах (рис. 8)
- на подкладках съемных или остающихся (рис. 9) и для кольцевых швов (рис.10).
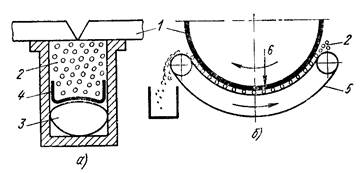
Рис. 7. Сварка на флюсовой подушке: а) — плоских конструкций, б) — внутренних кольцевых швов (стрелками указаны направления перемещений). Где: 1 — изделие, 2 — флюс, 3 — воздушный шланг, 4 — лоток, 5 — профилированная гибкая лента, 6 — электрод.



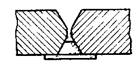


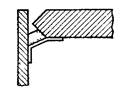
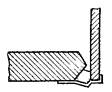
Рис. 8. Самоклеящиеся гибкие флюсонесущие ленты для предотвращения протекания сварочной ванны.
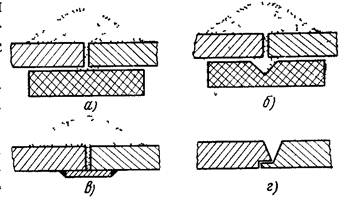
Рис 9. Подкладки, применяемые при сварке стыковыми швами: а - гладкая медная; б - флюсомедная; в — остающаяся стальная; г — сварка в замок.
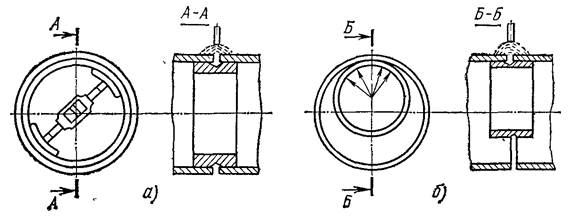
Рис. 10. Неподвижные (а) и перекатывающиеся (б) флюсомедные подкладки в кольцевых стыковых соединениях, свариваемых под флюсом односторонним швом.
- со вставкой (РИС 11)
- с поддувом защитного газа (РИС 12)
11. По способу колебания дуги: с колебаниями электрода (простые или сложные), с колебаниями в магнитном поле.
12. По способу отклонения дуги (параллельно или перпендикулярно сварному шву).
Сущность сварки плавлением.
Введение.
КРАТКИЙ КУРС ЛЕКЦИЙ ПО ТЕХНОЛОГИЧЕСКИМ ОСНОВАМ СВАРКИ ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ
1802 г. Петров – открытие электрической дуги.
1889 г. Бенардос – запантетовал сварку металлов электрической дугой между угольными электродами.
1891 г. Славянов – патент сварки металла плавящимся электродом.
1907 г. Кольберг – обмазка электродов и покрытые электроды.
1920 г. – открылась первая сварочная лаборатория, под руководством Вологодина.
1922 г. – под руководством Патона, ИЭС, АСФ, ЭШС, диффузионная сварка.
Сваркой –называется процесс получения неразъёмных соединений посредством установления межатомных связей между сварными частями с помощью общего или местного нагрева или пластичной деформации или того и другого вместе.
Энергия возбуждения –это энергия при которой атомы приходят в возбуждение.
Энергия активации –электронотделяется от атома (и он становится ионом).
По ГОСТ 19521-79 все виды сварки разделяются на три класса по виду энергии активации:
1. термический класс;
2. термомеханический класс;
3. механический класс.
К термическому относятся – ЭШС, ЭДС, газовая, электронно-лучевая, лазерная, термическая.
К термомеханическому классу – все виды электро-контактной, дугопрессовой, газопрессовой и других сварок (диффузионная).
К механическому классу – холодная, трением, ультразвуком, взрывом.
Состоит в том, что металл по кромкам свариваемых деталей расплавляется. Жидкий металл одной кромки соединяется с жидким металлом другой. Образуя жидкий объём общего металла, который называется сварочной ванной.
В сварочную ванну может так же входить электродный металл и присадочный металл.
Неразъёмное соединение получается в результате охлаждения и кристаллизации жидкого металла сварочной ванны, который после охлаждения называется сварочным швом.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой кромки деталей сближаются на межмолекулярное расстояние. Для ускорения процесса сварку ведут с общим или местным нагревом.
Неразъёмные соединения образуются за счет установления физического контакта и химических связей между атомами соединяемых поверхностей.
Классификация способов сварки по следующим признакам:
1. По виду электрода: плавящимся, неплавящимся, металлом и не металлом;
2. По характеру воздействия дуги на основной металл: дуга прямого действия, косвенного действия, комбинированная;
Рис 2. Схемы сварочных дуг: а - прямого действия; б - косвенного действия;
в – комбинированного действия (двумя электродами при трехфазном токе).
3. По виду дуги: свободной дугой, сжатой дугой;
4. По количеству электродов (с общим подводом тока): одноэлектродный, двух электродный и многоэлектродный вид сварки (Рис.3 слева).
5. По количеству дуг (с раздельным источником): однодуговая, двухдуговая и многодуговая (Рис.3 справа). Электроды могут быть установлены по ширине шва, по длине шва, быть наклонными и т. п.
6. По степени механизации: а) ручная; б) механизированная (полуавтоматическая); в) автоматическая (РИС 4).
Рис. 3. Классификация способов сварки по количеству электродов и дуг.
7. По роду сварочного тока: на постоянном токе, на переменном токе, на трехфазном токе (см. рис. 2 в), импульсный.
8. По полярности постоянного тока: прямая и обратная (РИС 5).
9. По способу защиты дугового пространства:
- без внешней защиты (самозащитная проволока)
- шлакогазовая защита (покрытыми электродами, порошковой, проволокой)
- под флюсом, по флюсу (полуоткрытая дуга)
- в защитных газах (инертные, активные, смесь газов)
- в контролируемой атмосфере
Рис. 6. Технологические приемы предотвращения протекания жидкого металла и шлака в зазоры при выполнении сварных угловых швов; на флюсовой подушке (а), с уплотнением флюса асбестовым шнуром (б), с асбестовой набивкой (в), по ручной подварке (г), на флюсомедной подкладке (д): 1 — мелкий флюс, 2 — флюсовая подушка, 3 — стальная труба, 4 — асбестовый шнур, 5 — асбест или паста, 6 — ручной подварочный шов, 7 — медная подкладка.
10. По способу формирования обратной стороны шва и для предотвращения протекания жидкого металла в зазор (рис 6)
- на флюсовой подушке (рис 7.) и самоклеющихся флюсовых лентах (рис. 8)
- на подкладках съемных или остающихся (рис. 9) и для кольцевых швов (рис.10).
Рис. 7. Сварка на флюсовой подушке: а) — плоских конструкций, б) — внутренних кольцевых швов (стрелками указаны направления перемещений). Где: 1 — изделие, 2 — флюс, 3 — воздушный шланг, 4 — лоток, 5 — профилированная гибкая лента, 6 — электрод.
Рис. 8. Самоклеящиеся гибкие флюсонесущие ленты для предотвращения протекания сварочной ванны.
Рис 9. Подкладки, применяемые при сварке стыковыми швами: а - гладкая медная; б - флюсомедная; в — остающаяся стальная; г — сварка в замок.
Рис. 10. Неподвижные (а) и перекатывающиеся (б) флюсомедные подкладки в кольцевых стыковых соединениях, свариваемых под флюсом односторонним швом.
- со вставкой (РИС 11)
- с поддувом защитного газа (РИС 12)
11. По способу колебания дуги: с колебаниями электрода (простые или сложные), с колебаниями в магнитном поле.
12. По способу отклонения дуги (параллельно или перпендикулярно сварному шву).
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании (ГОСТ 2601—84).
Определение сварки относится к металлам, неметаллическим материалам (пластмассы, стекло и т. д.) и к их сочетаниям.

Рисунок - Процесс сварки
Энергия активации
Для образования неразъемного соединения одного соприкосновения частей с зачищенными поверхностями недостаточно. Межатомные связи могут установиться между частями (деталями) только тогда, когда соединяемые атомы получат энергию извне. В результате затраченной энергии атомы получат соответствующее смещение (движение), позволяющее им занять в общей атомной решетке устойчивое положение, т. е. достигнуть равновесия между силами притяжения и отталкивания. Энергию извне называют энергией активации. Ее при сварке вводят путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Соприкосновение свариваемых частей и применение при сварке энергии активации являются необходимыми условиями для образования неразъемных сварных соединений из однородных частей. Эти условия совмещаются при выполнении процесса сварки.
По признаку применяемого вида активации в момент образования межатомных связей в неразъемном соединении различают два вида сварки: сварку плавлением и сварку давлением.

Рис. 1. Соединение деталей сваркой плавлением:
1 — перед сваркой, б — после сварки; 1, 3 — свариваемые детали, 2 — оплавляемые кромки, 4 - сварной шов
Сущность сварки плавлением
Сущность сварки плавлением (рис. 1) состоит в том, что образующийся от нагрева посторонним источником жидкий металл одной оплавленной кромки самопроизвольно соединяется (в какой-то мере перемешивается) с жидким металлом второй оплавленной кромки, создается общий объем жидкого металла, который называется сварочной ванной. После охлаждения металла сварочной ванны получается металл шва. Металл шва может образоваться только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну.
Источниками местного нагрева при сварке плавлением могут быть электрическая дуга, Тазовое пламя, химическая реакция с выделением теплоты, расплавленный шлак, энергия электронного излучения, плазма, энергия лазерного излучения.
Образование межатомных связей в кромках соединяемых деталей при сварке плавлением достигается благодаря тому, что металл по кромкам (каждый в отдельности) первоначально расплавляется, а потом вновь оплавленные кромки смачиваются и заполняются расплавленным металлом из сварочной ванны.
Зона сплавления
Зона вблизи границы оплавленной кромки свариваемой детали и шва называется зоной сплавления. В ней содержатся прежде всего образовавшиеся межатомные связи. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.

Рис. 2. Соединение деталей сваркой давлением без внешнего нагрева:
а - детали перед сваркой, б — после сварки (макроструктура соединения алюминия), в — оптимальная зависимость между температурой нагрева и давлением для железа
Сущность сварки давлением
Сущность сварки давлением (рис. 2) состоит в пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование по кромкам свариваемых частей достигается статической или ударной нагрузкой. Для ускорения получения пластически деформированного состояния металла по кромкам свариваемых частей обычно сварку давлением выполняют с местным нагревом. Благодаря пластической деформации металл по кромкам подвергается трению между собой, что ускоряет процесс установления межатомных связей между соединяемыми частями. Зона, где образовались межатомные связи соединяемых частей при сварке давлением, называется зоной соединения.
Источником теплоты при сварке давлением с нагревом служат: печь, электрический ток, химическая реакция, индукционный ток, вращающаяся электрическая дуга и др.
Характер процесса сварки давлением с нагревом может быть и другим. Например, при стыковой контактной сварке оплавлением свариваемые кромки первоначально оплавляются, а затем пластически деформируются. При этом часть пластически деформированного металла совместно с некоторыми загрязнениями выдавливаются наружу, образуя грат.
Распределение деформаций по сечению сварного соединения в зоне сварки является неравномерным (рис. 2, б), в результате чего происходит скольжение у частиц металла в зоне соединения. Все это приводит к получению повышенных механических свойств сварных соединений. Оптимальная зависимость между температурой нагрева и давлением для железа дана на рис. 2, в.
Все перечисленные способы выполняются в холодной фазе. Но это еще не весь список методов сваривания металлов, так как ученые-физики постоянно открывают новые интересные факты, в результате чего технологии постоянно развиваются и можно ожидать появление в скором будущем новейших и более эффективных методик сварочного соединения металлических конструкций.
Нельзя предполагать, что материалы по всей площади и массе находятся в холодном состоянии, так как сварная зона постоянно прогревается. Но температура самого изделия остается практически неизменной.


Важные условия
Чтобы сварка труб и других металлических изделий под давлением была качественной и правильной во время нее стоит соблюдать следующие важные условия:
- область будущего сваривания необходимо тщательно почистить от жировых и масляных пятен, оскалины, других элементов со сложным химическим составом;
- нарастание усилия должно быть постепенным, в результате которого сначала должна образоваться деформация прикатных слоев, а уже после этого начинаются диффузионные процессы;
- внешние условия должны обладать равномерным температурным режимом;
- для сваривания водопроводных труб из оцинкованной стали рекомендуется использовать самозащитную проволоку с диаметром от 0,8 до 1,2 мм;
- если применяется сварка полуавтоматом с флюсом, то дополнительно необходимо применять удлиненный мундштук и воронку.
Важно! Обязательно при проведении сварочного процесса нужно применять средства для индивидуальной защиты. Чтобы защитить глаза стоит использовать специальную сварочную маску.
Сварка с использованием давления является специальной технологией, которая основывается на теории диффузии. Она прекрасно подходит для сваривания разных металлических конструкций, разнородных металлов и сплавов. Она может производиться разными способами, каждый из которых может обладать отличительными особенностями, но все они производятся с применением давления.
Суть сварки под давлением
Суть сваривания заготовок под давлением ацетилена заключается в пластичной деформации металла по краям соединяемых элементов конструкции, которая происходит за счет ударной, статической нагрузки. Для ускорения процесса пластической деформации металла сварку давлением чаще всего осуществляют с дополнительным нагреванием. Процесс деформации вызывает трение кромок соединяемых материалов, что значительно ускоряет между ними процедуру межатомных связей. Участок формирования межатомной связи элементов конструкции при их сваривании давлением — это и есть зона соединения.
При сварке под давлением с дополнительным нагреванием материала в качестве источника тепловой энергии могут быть: индукционный ток, электроток, печь, химическая реакция, вращающаяся дуга электрическая, прочие источники. Техника сваривания деталей из металла давлением с дополнительным нагреванием может и несколько отличаться. К примеру, при контактной стыковой сварке плавлением соединяемые края деталей обязательно сначала оплавляются, после чего происходит их пластическая деформация. В данном случае часть деформированного металла вместе с частью загрязнений выводятся на поверхность, формируя грат.

Распределение в сварной зоне по сечению соединения деформаций осуществляется неравномерно. В результате этого у металлических частиц в сварной зоне происходит скольжение. Такой процесс приводит к образованию повышенных механических характеристик сварочных соединений.



Подготовка деталей
Перед проведением электросварки следует провести подготовку соединяемых деталей. Рекомендации следующие:
- Проверяется ровность среза, который должен быть равен 90 градусов.
- Торец и окружающая поверхность зачищается при помощи наждачной бумаги и другого абразива до появления металлического отблеска.
- Все виды загрязнений должны быть полностью удалены.
Подготовка к сварке, зачистка болгаркой
На момент проведения сварки все элементы должны быть прочно закреплены.
Преимущества технологии
В чем же преимущества сварки металлов давлением ацетилена и кислорода перед традиционной технологией сваривания металлических конструкций?
- Отсутствие необходимости в применении дополнительных расходных материалов, например флюсов, которые облегчают сварочные работы.
- Методика подходит для выполнения неразъемных соединений практически всех видов металлов, сплавов.
- Некоторые пластичные материалы, алюминий можно соединять без дополнительного прогревания участка контакта соединяемых элементов.
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
При рассмотрении того, как сваривать трубы нужно уделять внимание тому, что каждый предыдущий слой должен полностью остыть.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Контактная сварка давлением
Согласно статистическим данным строительства, наибольшей популярностью сегодня пользуется контактная сварка под давлением, на качество которой оказывают влияние такие характеристики:
- пластичность материала соединяемых элементов;
- качество предварительной подготовки поверхностей соединяемых деталей;
- правильное расположение свариваемых элементов конструкции относительно друг друга;
- применение дополнительных защитных составов, предупреждающих проявление на металле тугоплавких оксидов.
При правильном выполнении сваривания деталей под давлением на участках соединения должны быть заметны небольшие утолщения материала.
Необходимое для работы оборудование
Для проведения термомеханической сварки часто используют горячештамповочные машины. Их особенность в наличии встроенного индукционного нагревателя, поэтому заготовки прогреваются непосредственно в месте проведения работ, и их не надо переносить от печи.
В остальных случаях применяют гидравлические или механические прессы, выбор делают в зависимости от пластичности материалов. Осадку выполняют в модернизированных штампах. В них нет матрицы, вместо нее используется прижим заготовок по линии соединения.
Рекомендуем к прочтению Как варить полуавтоматом без газовой среды
Особенности процесса
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Течет посредине трубы
Такой способ ремонта на несколько лет продлит срок службы трубы, но только в том случае если она подает воду не под высоким давлением.
Если течет прилично, тогда на место бреши накладывается пласт резины, так называемый бандаж, который по размеру должен быть больше дырки.
Заплатка фиксируется при помощи мягкой проволоки. Все вышеперечисленные элементы можно приобрести в строительном магазине.
Ненадежный соединительный шов
Что делать, если течет вода в месте примыкания трубы к батарее, краном или в районе резьбового стыка? В этом случае устранение проблемы будет несколько усложнено, так как иногда соединяются элементы разных диаметров.
Узнайте все причины почему может капать кран на кухне и способы устранения данных дефектов.
Чем заделать в этом случае? Можно заделать дыру, используя отрезок тонкой резины, которую нужно зажать специальным металлическим зажимом.
Такое решение не может стать 100% способом устранения проблемы. Место стыка придется разобрать и капитально его заварить или склеить.
Окончательный ремонт, возможно, произвести только при полном отключении системы отопления и спуска воды. Если в частном доме этот процесс можно проделать самостоятельно, то в квартире рекомендуется доверить такую работу специалисту.
Если в доме стоит автономное отопление, хозяин должен постоянно иметь на подхвате новые муфты и запасные соединительные элементы, чтобы в случае аварии быстро заделать дыру.
Протекает между секциями батареи – что делать?
Небольшое отверстие, из которого течет вода, можно заделать, используя обычный саморез, что найдется в хозяйстве каждого дома.
Естественно на долго такого решения не хватит, но все же поможет избавить от ущерба, что может нанести даже незначительное подтекание.
Второй способ. Проблемный участок рекомендуется обмотать плотной тканью пропитанной герметиком или же клеящим раствором стойким к воздействию воды (гипоксидным клеем).
Когда ткань высохнет, можно подключать батарею к системе, но чтобы качественно ее заделать все же стоит обратиться за помощью к сантехнику.
Что делать, если причиной аварии стал скачок давления воды? В первую очередь стоит позаботиться об устранении внутренней проблемы.
Из применения труб отличных размеров сечения возможно возникновение гидроударов, особенно в процессе устранения воздушных карманов.
В каких случаях необходим ремонт обогревательной системы?
В любом случае капитальные ремонтные роботы отопительных систем проводятся в теплые весенние или летние дни до начала зимнего сезона.
Если в квартире не одно пятилетие стоят железные трубы, нужно подумать об их замене на армированные полипропиленовые образцы, не дожидаясь, когда она лопнет.
Последние не подвергаются окислению при взаимодействии с водой и выдерживают гидроудары, что делает их более долговечными по сравнению с железными.

Виды и способы сварки
Традиционные методы сварки основаны на расплавлении кромок соединяемых деталей, в результате чего между ними устанавливаются прочные межатомные связи. В отличие от них, сварка давлением предусматривает наличие внешней силы, которая прикладывается к месту соединения и вызывает пластическую деформацию. Таким способом можно сваривать разные металлы, сплавы, пластмассу, стекло и другие материалы.

Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.
Специфические черты

Обязательные условия качественного соединения деталей таким способом:
- очистка места контакта от окалины, масляных отложений и других загрязнений;
- постепенное увеличение нагрузки, чтобы сначала деформировался приконтактный слой, а затем начинался процесс диффузии;
- обеспечение равномерной внешней температуры, это особенно важно для легкоплавких материалов, при этом повышать ее необязательно;
- склонность соединяемых металлов к образованию прочных химических связей одного с другим.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.
При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.

Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Контактная сварка позволяет соединять детали из большинства металлов.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Особенности свариваемости металлических сплавов
Если для сваривания металла требуются несложные установки, а работа выполнятся в широком диапазоне параметров, то он обладает хорошей свариваемостью и наоборот. Этот показатель не является постоянным, и по мере усовершенствования технологий и оборудования свариваемость будет улучшаться.

На свариваемость материалов оказывают влияние разные факторы:
- температура плавления;
- тепло- и электропроводность;
- изменение прочности и коэффициента расширения с ростом температуры;
- твердость.
Чем ниже электро- и теплопроводность, тем меньше требуется ток и снижается электрическая мощность, расходуемая на нагрев заготовок. Прочные материалы для деформации требуют большого усилия, твердые перед соединением надо обязательно прогревать. При высоком коэффициенте расширения большая усадка, что ведет к появлению трещин и раковин.
Особенности некоторых металлов и сплавов:
Необходимое для работы оборудование
Для проведения термомеханической сварки часто используют горячештамповочные машины. Их особенность в наличии встроенного индукционного нагревателя, поэтому заготовки прогреваются непосредственно в месте проведения работ, и их не надо переносить от печи.
В остальных случаях применяют гидравлические или механические прессы, выбор делают в зависимости от пластичности материалов. Осадку выполняют в модернизированных штампах. В них нет матрицы, вместо нее используется прижим заготовок по линии соединения.
Разновидности сварочных работ
Существует такие виды сварки давлением:
- Механическая. Соединение выполнятся за счет сдавливания заготовок, это такие виды, как холодная, ультразвуковая, сварка взрывом и трением.
- Термомеханическая. В этом случае одновременно применяется усилие и местный нагрев: электроконтактный, газопрессованный и диффузионный методы.
Холодный метод
Соединение деталей происходит только за счет их сжатия. Создаются усилия, превышающие значения текучести материала, в результате чего происходит сваривание. Этот вариант эффективен в том случае, когда в привычном состоянии металл имеет высокую пластичность.

В процессе сдавливания происходит диффузия одного материала в другой, выделяется тепло, поэтому после сварки заготовки охлаждают. Шов получается прочный, в нем нет внутренних напряжений и негативных последствий, возникающих при перегревании материала. Такой метод подходит для соединения сплавов, в составе которых есть титан, никель, медь.
Эффективность этого способа сварки небольшая, и для его реализации требуется специальное дорогое оборудование.
Электроконтактная сварка
Сначала электрическим током нагревают соединяемые детали, а затем их сдавливают.
Контактная сварка бывает:
- Шовная. Используются вращающиеся дисковые электроды, ток подается непрерывно или импульсно. Соединение получается сплошное, используют для сваривания герметичных емкостей, толщина стенок которых до 3 мм.
- Точечная. Детали укладывают внахлест. Ток передают по цилиндрическим электродам, они располагаются с одной или с обеих сторон. Электроды охлаждают водой, чтобы внутренний слой металла расплавился, а наружный сделался пластичным, после чего заготовки сдавливают. Применяют для деталей (сетки каркасы, листы и т.д.) толщиной до 3 см.
- Стыковая. Соединение деталей происходит по всей площади контакта. Электроды-губки имеют подвижный и неподвижный контакты. При появлении жидкого слоя давление не снимают и выполняют осадку. Применяют для сварки труб, рельсов и других заготовок круглого, квадратного, шестигранного сечения.
- Рельефная. На заготовках имеются отштампованный выступы, к которым прикладывают усилие и ток. Применение широких электродов позволяет одновременно сваривать до 20 точек. Таким способом к листам крепят болты, гайки, создают герметичные соединения, длина которых не более 10 см.
Диффузионный метод
Выполняют местный нагрев заготовок до 0,5-0,7 температуры их плавления. Затем прикладывают усилие 0,5 МПа на протяжении от 2 минут до нескольких часов. В результате на атомном уровне происходит обмен частичками между соединяемыми деталями, этот процесс называется диффузионная сварка.
В вакууме или среде защитного газа можно соединять металлы с неметаллами, если материалы устойчивы к воздействию кислорода, сварку выполняют на открытом воздухе. Получается монолитный высокопрочный шов. При равных условиях в этом случае затраты энергии в 4-6 раз меньше, чем при контактной сварке. В основном метод используют на высокоточных производствах.
Сварка трением
Одна заготовка остается неподвижной, а вторая находится в зажиме, совершающем вращательные и поступательные движения. За счет трения выделяется тепло.

Сначала детали сжимают, потом начинают вращать; когда температура в месте контакта достигнет 980-1300 °C, вращение останавливают, а сжатие продолжают. Метод простой, надежный и высокопроизводительный. Сварка трением позволяет соединять изделия из разнородных материалов.
Ультразвуковой способ
Пластическая деформация деталей происходит под действием ультразвуковых колебаний и небольших усилий. Чтобы процесс ускорить, может выполняться незначительный нагрев. За счет усилия и ультразвука сначала разрушают оксидную пленку, а потом выполняют соединение.
Подходит для работы с тугоплавкими материалами, пластмассой, полимерной тканью и т.д.
Незаменимый метод для сваривания ультратонких заготовок, но для деталей толще 3 мм не подходит.
Особенности сварки трубопроводов
Особенность данного вида сварки труб под давлением в том, что шов не прямолинейный, а кольцевой или круговой. При разработке технологии учитывают толщину стенок и то, чтобы шов получился герметичным.
Сварка давлением отвечает всем условиям. В этом случае используют простые приспособления и специальный инструмент, позволяющие равномерно прижимать кромки соединяемых тонкостенных трубопроводов. Качество сварного контакта зависит от подготовки свариваемых поверхностей. Если все сделано правильно, то получается прочное и надежное соединение, можно сваривать и разнородные металлы.

Возможна ли резка давлением
Резка давлением используется при выполнении надсечек, перфорации и биговки. Этот метод эффективен в случае работы с нетвердыми материалами, когда не требуется высокая скорость работы и давление ограничено. Между ножом и валом противодавления происходит прямой контакт. При повышении давления износ ножа увеличивается прямо пропорционально.
Если требуется высокая производительность, то используют оборудование ножничного типа.
Плюсы и минусы сварки с помощью давления
Есть несколько разновидностей сварки давлением, и каждая из них имеет как преимущества, так и недостатки.
Преимущества холодной сварки:
- поверхности деталей не нагреваются;
- работа выполняется быстро;
- после проведения работ практически нет грязи;
- не требуются особые навыки оператора.
Недостаток в том, что при выполнении таких работ могут сильно меняться размеры деталей, особенно это касается такого метода сварки, как ковка.
Преимущества сварки трением:
- для выполнения работ требуется небольшая мощность;
- металл нагревается до невысокой температуры;
- сварка выполняется быстро.
Недостаток в том, что в области шва детали повреждаются. Одна из них должна быть круглой формы, чтобы она могла ввинчиваться во вторую, которая плоская.
Преимущества сварки взрывом:
- заготовка нагревается на короткое время;
- шов обладает высокой прочностью;
- работа выполняется быстро.
Для выполнения такой сварки нужны специальные места, это связано с образованием взрывной волны, поэтому и техника безопасности должна быть соответствующей.
Достоинства диффузионного метода:
- подходит для соединения разных металлов, при этом толщина заготовок также может не совпадать;
- шов не требует дальнейшей обработки;
- расход энергии небольшой.
Для выполнения таких работ понадобится соответствующая квалификация сварщика и специальное оборудование.
Преимущества контактной сварки:
- прочный и аккуратный шов;
- работа выполняется быстро.
Для выполнения сварочных работ таким методом понадобятся сложные аппараты.
Существующие способы сварки давлением позволяют соединять детали, когда это невозможно сделать классическими видами плавления. Они отличаются меньшими затратами энергии, а большинство из них имеют простое техническое решение, что делает такую сварку популярной, и на многих производствах она вытесняет традиционные технологии.
Читайте также: