
Способы изготовления зубчатых колес кратко
Обновлено: 02.07.2024
3.6.Существуют следующие способы изготовления зубчатых колес (обработки зубьев):
• литье (без последующей механической обработки зубьев), для современных машин этот способ применяют редко;
• накатка зубьев на заготовке (также без последующей их обработки);
• нарезание зубьев (т. е. зубья получаются в процессе механической обработки заготовки).
Способ изготовления зубчатых колес выбирают в зависимости от их назначения и по технологическим соображениям.
Для отдельных конструкций машин в массовом производстве применяют способ накатки зубьев. Возможны также штамповка, протягивание и. т. д. В этом случае форма инструмента повторяет очертания впадины ;:ли зубьев). В большинстве же случаев зубчатые колеса изготовляют нарезанием.
3.7.Зубья нарезают, как правило, методами копирования и обкатки. Копирование заключается в прорезании впадин между зубьями с помощью тисковой (рис. 3.2) или пальцевой (рис. 3.3) фрезы.
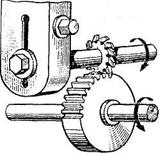
Рис 3.2. Нарезание зубьев методом копирования дисковой фрезой
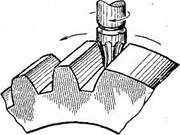
Рис. 3.3. Нарезание зубьев пальцевой фрезой
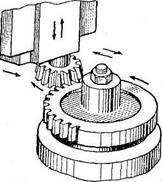
Обработка зубьев по методу обкатки производится инструментами . очертаниями, отличными от очертаний нарезаемых зубьев, — долб—" (рис. 3.4 — зуб наружного зацепления, рис. 3.5 — зуб внутреннего заие~ ния), червячной фрезой (рис. 3.6) или инструментальной рейкой (рис. :
Достоинством метода обкатки (огибания) является то, что он позволь одним и тем же инструментом изготовлять колеса с зубьями различное формы. Изменяя относительное расположение инструмента и заготовки ш
 |
 |
Рис. 3.4. Нарезание зубьев наружного зацепления
Рис. 3.5. Нарезание зубьев внутреннего зацепления
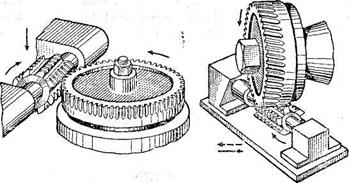
Рис. 3.6. Нарезание зубьев червячной фрезой

Рис. 3.7. Нарезание зубьев инструментальной рейкой
станке, можно получать зубья различной формы и толщины (передачи со смещением).
Обкатка по сравнению со способом копирования обеспечивает большую точность и производительность.
На рис. 3.8 показана схема нарезания зубьев конического колеса на зубо-строгальном станке. Как называется этот способ обработки зубьев?
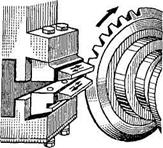
Рис. 3.8. Нарезание зубьев конического колеса
3.8. Для достижения высокой точности и малой шероховатости поверх
ности зубьев после нарезания производится их отделка.
Способы отделки зубьев:
• шлифование — производится методом копирования или обкатки
шлифовальным кругом;
• шевингование — выполняется специальным инструментом ше-
вер-шестерней или шевер-рейкой (обкатывая обрабатываемое коле
со, шевер отделывает зубья до требуемых точности и шероховатости
поверхности);
• притирка — производится с помощью специального чугунного колеса
(притира), находящегося в зацеплении с обрабатываемым колесом.
3.9. В зависимости от способа получения заготовки зубчатые колеса
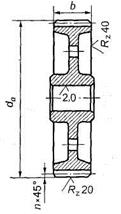
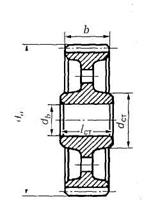
подразделяют на литые (рис. 3.9), кованые или штампованные, изготовленные механической обработкой (рис. 3.10), сварные (рис. 3.11).
 |
 |
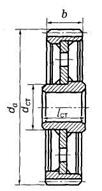 |
Рис. 3.9. Литое зубчатое колесо Рис. 3.10. Кованое или штампованное Рис. 3.11. Сварное зубчатое колесо
колесо, механически обработанное
Зубчатые колеса, у которых диаметр впадин незначительно превышает диаметр вала в месте посадки зубчатого колеса, изготовляют за одно целое с валом. Такую конструкцию (рис. 3.12) называют валом-шестерней. В остальных случаях зубчатое колесо выполняется отдельно, после чего насаживается на вал.
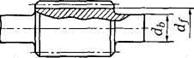
Рис. 3.12. Вал-шестерня
Колеса диаметром меньше 400 мм имеют форму диска с выточками (см. рис. 3.9) или без выточек. Чаще всего эти колеса изготовляют из поковок. Колеса диаметром более 400—500 мм изготовляют со спицами (рис. 3.13) различного сечения.
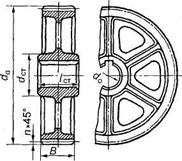
Рис. 3.13. Зубчатое колесо со спицами
При конструировании колеса наиболее важным требованием является его жесткость. Основные соотношения элементов зубчатых колес в зависимости от их конструкции приведены в специальных справочниках.
Для экономии высокопрочных дорогостоящих материалов изготовляют сборные конструкции — бандажированные колеса (рис. 3.14). В этом случае зубчатый венец колеса изготовляют из качественной стали, а центральную часть делают из менее дорогого материала (например, чугуна).

Рис. 3.14. Зубчатый венец бандажированного колеса
Производство зубчатых колес — одна из самых сложных областей машиностроения, которая требует высокой культуры производства и специальных знаний в области теории зубчатых колес, обработки металлов резанием, науки о металлах и технологии машиностроения. Кроме того, расчет зубчатого колеса должен проводиться по ГОСТ. Обработка металла — профиль нашей компании. Выполняет заказы любой сложности!
Конструкции зубчатых колес
Составляющие зубчатого колеса: зубчатая коронка, которая передает движение, подшипника, на котором соединяется вал (двигателя или другой части механизма), и перегородки между ними.

Наружный диаметр зубчатого колеса равняется диаметру делительной окружности плюс высота двух головок зуба. Размеры зубчатого колеса могут сильно варьироваться. Объекты больших размеров обычно состоят из отдельных секций. Длина зубчатого колеса определяется расстоянием между разноименными сторонам одной впадины. Это основные параметры зубчатого колеса.
В соответствии с назначением, размерами и технологиями получения заготовки зубчатые колеса могут иметь различную конструкцию:
- Насадные шестерни используются при больших диаметрах и когда они должны перемещаться вдоль вала.
- Цилиндрические и конические шестерни заодно целое с валом. Это связано с малыми размерами шестерен и с тем, что раздельное изготовление уменьшает точность и поднимает стоимость производства вследствие увеличения числа посадочных поверхностей.
Виды зубчатых колес также включают колеса в виде узлов, которые образуются сборкой отдельных частей.
Типы зубчатых колес подразделяются на 3 категории по направлению монтажных валов. Шестерни, включающие две оси, которые параллельны друг другу, называются шестернями с параллельными осями. Для передачи вращения и мощности по параллельной оси обычно используются цилиндрические, косозубые и внутренние зубчатые передачи. Шестерни, в которых две оси пересекаются в одной точке, называются шестернями с пересекающимися осями; общие применения включают вращение и передачу мощности конических шестерен. Шестерни с линейным движением классифицируются как шестерни с параллельной осью. Шестерни с двумя осями, которые не пересекаются или параллельны, называются шестернями с непараллельными и непересекающимися осями.
Способы изготовления зубчатых колес

В сфере производства сменных зубчатых колес очень важно выбрать наиболее эффективный и точный метод обработки и инструмент для зубчатых колес.
Тщательная подготовка к стадии закалки дает относительно простую операцию точения твердой детали с последующей жесткой обработкой шестерен. При точении твердых деталей важна хорошая чистовая обработка поверхности.
Процесс обработки зубчатых колес существенно изменится из-за электронной мобильности, новой конструкции трансмиссии и необходимости быть одновременно гибким и производительным. Основное внимание будет уделено обычным традиционным зубчатым станкам, и вместо этого нормой станет многозадачная обработка зубчатых деталей.
Традиционный метод изготовления большого объема зубчатых колес, а именно фрезерование зубчатых колес, требует станков и инструментов, специфичных для производства зубчатых колес и во многих случаях даже для размера самого зубчатого колеса.
Зубофрезерные работы — это процесс изготовления зубчатых колес, при котором зубья зубчатых колес образуются посредством серии надрезов с помощью косозубого режущего инструмента. Фреза и заготовка шестерни вращаются без остановки, пока не будут срезаны все зубья. Зубофрезерование возможно только для внешних шестерен.
- Сниженная общая стоимость зубчатого колеса по сравнению с инструментами из быстрорежущей стали.
- Высокая скорость резания.
- Увеличенный срок службы инструмента.
- Никаких дополнительных затрат.
Нарезание
Во время производственного процесса зубчатое колесо нарезается. Это процесс механической обработки для создания зубчатого колеса. Методы нарезания зубчатых колес включают: протяжку, зубофрезеровку, фрезерование, формовку и шлифование.
Протяжка в основном используется для изготовления шлицевых или очень больших шестерен. Следующий этап – зубофрезерование. Для этого используется специальное оборудование, называемое фрезерным станком. Этот процесс позволяет производить множество типов зубчатых колес, включая прямозубые, шлицевые, червячные и косозубые.
Другой процесс зубонарезания — это фрезерование, которое является не только одним из начальных процессов, но и одной из самых важных методик. Здесь используется фрезерный станок и фасонная фреза, которая пропускается через заготовку зубчатого колеса, чтобы сформировать зазор между зубьями. Одним из основных преимуществ зубофрезерования является то, что с его помощью можно изготавливать зубчатые колеса практически любого типа.
Наконец, есть процесс чистовой обработки и шлифования, когда нарезанное зубчатое колесо завершается притиркой, стружкой, полировкой, хонингованием или шлифованием.
Точное нарезание позволяет производить высококачественные зубчатые колеса для сельскохозяйственной, автомобильной, производственной и других отраслей.
Накатывание
Это способ создания зубьев колеса пластическим деформированием, который проводится с помощью специального инструмента при взаимном обкатывании его с заготовкой.

Отделка зубьев
Неточности размеров и образовавшаяся шероховатая поверхность становятся источником большого количества шума, чрезмерного износа, люфта между парой шестерен в зацеплении. Все это приводит к потере передаваемой мощности и неправильному соотношению скоростей. Поэтому рекомендуется проводить чистовую обработку выпускаемых зубчатых колес. Подготовленное зубчатое колесо подвергается различным процессам закалки. Так что должны быть выполнены отделочные операции. Обычно используемые операции чистовой обработки зубчатых колес:
- Полировка зубчатых колес.
- Зубошлифование.
- Притирка шестерен.
- Зубчатое хонингование.
От этих операций также зависит прочность зубчатого колеса.
ЦСР - Металлоконструкции и Металлообработка
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
При создании самых различных механизмов могут применяться шестерни и зубчатые колеса. Их геометрические особенности определяют возможность обеспечения надежного зацепления для передачи усилия. Технология изготовления зубчатых колес характеризуется достаточно большим количеством особенностей, среди которых отметим использование специального оборудования. Если изготовление шестерен проводится без учета особенностей геометрических особенностей, то существенно снижается качество получаемого соединения для передачи вращения.

Конструкция зубчатого колеса
Встречается просто огромное количество разновидностей шестерен, все они характеризуются своими определенными особенностями. Среди конструкционных особенностей отметим следующие моменты:
- При изготовлении цилиндрических и конических шестерен с прямым зубом рабочая часть создается заодно целое с валом. Это связано с тем, что размеры конструкции существенно уменьшаются. За счет создания такой конструкции можно получить деталь с высокой точностью и износостойкостью.
- Встречаются и шестерни насадного типа. Они весьма распространены в случае, когда диаметр рабочей части большой. За счет установки насадного варианта исполнения есть возможность проводить обслуживание конструкции.
- При диаметре менее 500 мм изделие получается методом ковки и отливки, а также при применении технологии сварки. Вариант исполнения более 500 мм изготавливаются методов отливки и сварки.
- Клепанные или свертные колеса могут устанавливаться в случае, если есть необходимости в экономии используемого материала.
Наибольшее распространение получили зубчатые колеса цилиндрического типа.
Конструктивными особенностями подобного варианта исполнения можно назвать:
- В качестве заготовки применяется диск определенной толщины.
- В центральной части есть посадочное отверстие с прорезью для шпонки. Как правило, оно имеет достаточно большую кайму.
- Рабочая часть представлена зубьями, которые могут быть расположены прямо или под углом. При этом геометрия зуба может существенно отличаться, все зависит от области эксплуатации.

Изготовление цилиндрических зубчатых колес проводится при применении специального оборудования. Примером можно назвать зубонарезные станки, которые работают по методу обкатки. Стоит учитывать, что процесс изготовления конических зубчатых колес существенно отличается.
Основные способы изготовления
Заготовки для рассматриваемых изделий получаются методом ковки или литьем, в некоторых случаях при применении технологии резания. Технологический процесс изготовления зубчатого колеса довольно сложен, так как нужно получить рабочую поверхность сложной формы с определенными геометрическими параметрами. Проводится нарезание косозубых колес и других изделий при использовании двух основных технологий:
- Метод копирования предусматривает фрезерование, при котором прорез между впадинами зубьев образуются при применении, дисковых, модульных или концевых фрез. После образования каждой впадины заготовка поворачивается ровно на один зуб. Сред особенностей подобной технологии можно отметить то, что форма применяемого режущего инструмента повторяет форму впадины.
- Метод обкатки сегодня встречается намного чаще. В этом случае механическая обработка предусматривает имитирование зацепления зубчатой пары, одним элементом которой становится червячная фреза. При изготовлении инструмента используется металл повышенной прочности, за счет чего и происходит резка. Обработка методом копирования предусматривает применение не только червячной фрезы, но также и долбяка и гребенки.

Довольно большое распространение получили червячные фрезы. Подобный инструмент представлен рейкой, на момент работы заготовка вращается вокруг своей оси. Применяется инструмент для изготовления исключительно шестерен с внешним расположением зубьев.
Гребенки используются для нарезания прямых и косых зубьев с большим модулем зацепления. Стоит учитывать, что поверхность инструмента может быстро изнашиваться.
Технология накатывания используется для получения больших зубчатых колес, а также крупных партий. В подобном случае проводится горячее накатывание, за счет нагрева степень обрабатываемости материала повышается. Венец получается методом выдавливания. Для существенного повышения точности может проводится механическая обработка.

Изготовление вал шестерней также должно проводится с учетом условий эксплуатации. На этот элемент оказывается высокая нагрузка, поэтому в качестве основы применяется заготовка из каленой стали высокой прочности. Шестерня зубчатая, изготовление которой проводится с учетом диаметра вала, насаживается методом прессования, фиксация обеспечивается шпонкой.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.

Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.
Необходимые инструменты
Для проведения рассматриваемой процедуры требуется специальный режущий инструмент, которые позволяет проводить снятие требуемого количества материала. Довольно большое распространение получили следующие:
- Если изготовление зубчатых колес проводится при применении технологии обкатки, то требуется эвольвентное зубчатое колесо, изготавливаемое при применении твердого и износостойкого материала.
- Нарезка зубьев методом копирования проводится червячной фрезой. Она характеризуется определенной геометрией, которая позволяет получить впадины с заданными параметрами.
Также может устанавливаться пальцевая модульная фреза, которая устанавливается в специальном фрезеровальном оборудовании. Можно приобрести модульные фрезы для нарезания зубчатых колес, изготавливаемые при применении износостойких материалов.

Технологический процесс
Процесс изготовления шестерни на крупных производственных линиях максимально автоматизирован. Классический техпроцесс характеризуется следующими особенностями:
- Для начала определяются основные параметры изделия, к примеру, число зубьев, модуль и степень точности геометрических размеров.
- Следующий этап заключается в проведении заготовительной процедуры. Чаще всего проводится штамповка при использовании горизонтально-ковочной машины.
- Для повышения эксплуатационных характеристик выполняется нормализация. Подобная термическая обработка позволяет снизить напряжения внутри материала.
- Токарно-винторезная процедура позволяет получить заготовку требующихся размеров. Для этого выполняется точение поверхности и расточка фасок.
- После механической обработки прямозубых шестерен выполняется повторно нормализация.
- Заготовка подвергается зубофрезерной обработке. Для этого применяется полуавтомат 5306К или другое подобное оборудование.
- Следующий шаг заключается в слесарной обработке. Технологический процесс определяет появление заусенец и других дефектов, которые устраняются при применении полуавтомата 5525. На линиях с низкой производительностью зачистка проводится ручным методом.
- После получения зубьев выполняется термическая обработка, для чего часто применяется установка ТВЧ. Закалка позволяет существенно повысить твердость поверхности и ее износостойкость.
- Шлифование поверхности. Для получения поверхности требуемого качества выполняется шлифовка. Есть довольно больше количество различного оборудования, которое подходит для шлифования самых различных поверхностей.
- Большое распространение получили насадные шестерни. Они устанавливаются на валу, могут быть больших и малых размеров. Фиксация насадного варианта исполнения проводится за счет шпонки. Получить шпоночный паз можно при применении долбежного станка.
- Зубошлифование также проводится при применении специальных станков.
Стоит учитывать, что изготавливают пластиковые шестерни при применении только одного станка. Это связано с высокой степенью обрабатываемости пластика.
В заключение отметим, что процедура зубофрезервания достаточно сложна, предусматривает применение специального оборудования.
Конструкции зубчатых колес и технология их изготовления
Конструкции зубчатых колес
В зависимости от назначения, размеров и технологии получения заготовки зубчатые колеса могут иметь различную конструкцию.
Цилиндрические и конические шестерни выполняют заодно целое с валом (вал-шестерня). Это связано с малыми размерами шестерен и с тем, что раздельное изготовление снижает точность и увеличивает стоимость производства вследствие увеличения числа посадочных поверхностей, требующих точной обработки, а также вследствие необходимости применения соединений (шлицевых, шпоночных), снижающих точность передачи и прочностные свойства элементов механизма.
Насадные шестерни применяют при больших диаметрах и в тех случаях, когда они должны перемещаться вдоль вала по условиям работы или сборки.
При диаметре dа ≤ 150 мм колеса изготавливают в форме сплошных дисков из проката или из поковок (рис. 1).
Зубчатые колеса диаметром менее 500 мм получают ковкой (рис. 2), отливкой (рис. 3,а) или сваркой (рис. 3,б).
Колеса диаметром боле 500 мм выполняют отливкой или сваркой.
Иногда зубчатые колеса выполняют в виде узлов, образуемых сборкой отдельных частей (рис. 4). Так, венцы колес могут быть напрессованы на ступицу (бандажированные колеса) (рис. 4,а), крепиться резьбовым соединением (свертные колеса) (рис. 4,б) или приклепываться (клепаные колеса) (рис. 4,в).
Бандажированные, свертные или клепаные колеса применяют в целях экономии легированных сталей или цветных металлов, если таковые используются при изготовлении колеса.

Изготовление зубчатых колес
Заготовки зубчатых колес получают ковкой в штампах или свободной ковкой, реже литьем в зависимости от размеров, материала, формы и масштаба выпуска. Зубья эвольвентных колес изготавливают так, чтобы каждое колесо могло входить в зацепление с колесами того же модуля, имеющими любое число зубьев.
Зубья получают нарезанием или накатыванием.
Нарезание зубьев выполняют одним из двух методов – копированием или обкаткой.
Метод копирования заключается в прорезании впадин между зубьями модульными фрезами (рис. 5): дисковыми (а) или концевыми (б). После прорезания каждой впадины заготовку поворачивают на шаг зацепления. Профиль впадины является копией профиля режущих кромок фрезы, отсюда и название – метод копирования.
Точность нарезаемых зубьев невысокая, метод является малопроизводительным, поэтому его применяют, преимущественно, в ремонтном производстве.
Метод обкатки имеет основное применение. Нарезание зубьев по этому методу основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент – червячная фреза (рис. 6,а), долбяк (рис. 6,б) или реечный долбяк – гребенка (рис. 8.).

Червячная фреза имеет в осевом сечении форму инструментальной рейки. При нарезании зубьев заготовка и фреза вращаются вокруг своих осей, обеспечивая непрерывность процесса.
Нарезание зубьев червячными фрезами широко применяют для изготовления колес с внешним расположением зубьев.
Для нарезания колес с внутренним расположением зубьев применяют долбяки.
Гребенками (см. рис. 8) нарезают прямозубые и косозубые колеса с большим модулем зацепления.
Нарезание зубьев конических колес методом обкатки производят строганием (рис. 7,а), фрезерованием (рис. 7,б), резцовыми головками.
Накатывание зубьев применяют в массовом производстве. Предварительное формообразование зубьев цилиндрических и конических колес производят горячим накатыванием. Венец стальной заготовки нагревают токами высокой частоты (ТВЧ) до 1200 ˚С, а затем обкатывают между колесами-накатниками. При этом на венце выдавливаются зубья. Для получения колес более высокой точности производят последующую механическую обработку зубьев или холодное накатывание – калибровку. Холодное накатывание зубьев применяют при модуле до 1 мм.
Накатывание зубьев – высокопроизводительный метод изготовления колес с минимальным отходом металла в стружку.

Отделка (доводка) зубьев
Зубья колес точных зубчатых передач после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой.

Шевингование применяют для тонкой обработки незакаленных зубьев.
Выполняют специальным инструментом – шевером, имеющим вид зубчатого колеса с узкими канавками на поверхности зубьев. Вращаясь в зацеплении с обрабатываемым колесом, шевер снимает режущими кромками канавок волосообразную стружку с зубьев колеса, доводя его форму до требуемой точности.
Шлифование применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами способом копирования или обкатки.
Притирку используют для отделки закаленных зубьев колес. Выполняют притиром – чугунным точно изготовленным колесом с использованием притирочных паст.
Обкатку применяют для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес. В течение 1…2 минут зубчатое колесо обкатывают под нагрузкой с эталонным колесом высокой твердости.
Скольжение при взаимодействии зубьев
При работе колес зацепление двух зубьев происходит по рабочим участкам профилей, при этом рабочие участки профилей одновременно перекатываются и скользят друг по другу. Скольжение вызвано тем, что за один и тот же промежуток времени контактируют участки головок большей длины с соответствующими им участками ножек зубьев меньшей длины. Скорость скольжения зубьев в крайних точках зацепления имеет максимальное значение, и равна нулю в полюсе зацепления, при этом при переходе точки зацепления через полюс скорость скольжения меняет знак (рис. 10).

Точки профилей головок зубьев имеют бόльшие касательные скорости, чем точки ножек, следовательно, поверхности головок являются опережающими. Бόльшему изнашиванию подвержена ножка, меньшему – головка, что приводит к искажению профиля зуба, особенно в открытых передачах.
Неравномерное скольжение зубьев является недостатком эвольвентного зацепления. Малые значения скорости скольжения в околополюсной зоне увеличивают коэффициент трения в этой зоне, что создает предпосылки для выкрашивания рабочих поверхностей зубьев в результате контактных напряжений.
Влияние числа зубьев на форму и прочность зуба
Изменение числа зубьев приводит к изменению формы зуба. У рейки с числом зубьев z стремящимся к бесконечности зуб прямобочный (рис. 11,а); с уменьшением количества зубьев увеличивается кривизна эвольвентного профиля, а толщина зуба у основания и вершины уменьшается.
При уменьшении количества зубьев ниже предельного появляется подрез ножки зуба режущей кромкой инструмента (рис. 11, в), в результате чего прочность зуба резко снижается. Из-за среза части эвольвенты у ножки зуба (рис. 12) уменьшается длина рабочего участка профиля, в результате чего понижается коэффициент перекрытия εα и возрастает изнашивание.

Чтобы исключить подрезание ножки зуба при малом z инструментальной рейке необходимо сообщить смещение xm (рис. 13, а), при котором вершина ее зуба выйдет из зацепления с зубом колеса 2 в точке S и эвольвента профиля получится полной, не подрезанной (рис. 13, б). При этом избыточная часть рейки не будет подрезать зуб.
Величину xm называют абсолютным смещением рейки, величину x – относительным смещением рейки, или коэффициентом смещения.

Минимальное количество зубьев шестерни, у которой исключено подрезание зубьев без смещения рейки (т. е. при x = 0) можно определить по формуле:
При αw = 20˚ минимальное количество зубьев zmin = 17.
С увеличением количества зубьев возрастает коэффициент перекрытия εα , повышается плавность работы передачи, уменьшаются потери на трение и стоимость изготовления колес. Оптимальное количество зубьев колес, используемых в зубчатых передачах и редукторах, принимают равным zmin = 18…35.
Зубчатые передачи со смещением
Передачу со смещением образуют зубчатые колеса, у которых нарезание зубьев осуществляют со смещением рейки на величину xm (рис. 13). Изменение формы зуба по сравнению с исходным зацеплением при нарезании со смещением называют модификацией профиля.
Модифицированный профиль зуба очерчивается другим (смещенным) участком той же эвольвенты, что и профиль немодифицированного зуба.
Модификацию применяют:
- для устранения подрезания зубьев шестерни при малом количестве зубьев;
- для повышения изгибной прочности зубьев, что достигается увеличением их толщины;
- для повышения контактной прочности, что достигается увеличением радиуса кривизны в полюсе зацепления;
- для получения заданного межосевого расстояния передачи.

Положительным называют смещение рейки от центра зубчатого колеса, отрицательным – к центру.
При положительном смещении увеличивается толщина зуба у основания (рис. 14), что повышает его прочность на изгиб, но при этом заостряется головка зуба, что ограничивает величину смещения инструмента при нарезании.
При отрицательном смещении имеет место обратное явление.
У зубчатых колес со смещением толщина зуба и ширина впадины по делительной окружности неодинаковы, но в сумме остаются равными шагу р .
В зависимости от сочетания смещений при нарезании зубьев парных зубчатых колес модификация бывает высотной и угловой.
Высотная модификация
При высотной модификации шестерню изготовляют с положительным коэффициентом смещения, а колесо – с отрицательным, при этом абсолютные величины смещений должны быть равны, в результате чего суммарный коэффициент смещения будет равен нулю. Такие передачи называют равносмещенными.
При высотной модификации зубчатой пары диаметры делительных окружностей шестерни и колеса совпадают, как и в передаче без смещения, следовательно, межосевое расстояние, коэффициент перекрытия и угол зацепления остаются неизменными. Общая высота зубьев также не меняется по сравнению с ее нормальным значением, но изменяется соотношение между высотой головок и ножек зубьев. Поэтому такая модификация и называется высотной.
Высотную модификацию применяют при малом числе зубьев шестерни и большом передаточном числе, когда требуется обеспечить такие формы зубьев шестерни и колеса, при которых они будут примерно равнопрочными на изгиб.
Угловая модификация
Угловая модификация является общим случаем модифицирования, при котором суммарный коэффициент смещения пары колес не равен нулю, т. е. смещение у шестерни и у колеса неодинаковы по абсолютной величине.
Угловая модификация по сравнению с высотной дает значительно бόльшие возможности влиять на различные параметры зацепления (межосевое расстояние, угол зацепления, угол перекрытия и т. п.), поэтому она применяется чаще.
Модифицированные зубчатые колеса изготавливают тем же стандартным инструментом и на том же оборудовании, что и немодифицированные. Для получения нормальной высоты зуба диаметры заготовок соответственно увеличивают или уменьшают на величину удвоенного смещения инструмента.
Иногда модифицированные колеса называют корригированными (устаревшая терминология).
Точность зубчатых передач
При изготовлении зубчатых передач неизбежны погрешности, которые выражаются в радиальном биении зубчатого венца, отклонениях шага, профиля зуба, соосности осей колес, колебании межосевого расстояния и др.
Эти погрешности приводят к повышенному шуму во время работы передачи, потере точности вращения ведомого колеса, нарушению правильности и плавности зацепления, повышению динамичности и снижению равномерности распределения действующей в зацеплении нагрузки по длине контактных линий и, в конечном счете, определяют ресурс и работоспособность передачи.

Тем не менее, выполнять зубчатые передачи со слишком высокой точностью не всегда целесообразно, поскольку это приводит к удорожанию механизма в целом. Поэтому стандартом регламентируется точность зубчатых колес и передач в зависимости от их назначения и условий работы.
Допуски на цилиндрически зубчатые передачи определяются стандартом ГОСТ 1643–81.
Этим стандартом установлено 12 степеней точности зубчатых колёс и передач: 1, 2, 3 … 12 в порядке убывания точности. Для степеней точности 1 и 2 и 12 допуски стандартом не предусмотрены (для перспективы).
Для каждой степени точности установлены независимые нормы допускаемых отклонений параметров, определяющих:
- кинематическую точность колёс и передачи (регламентирует погрешность углов поворота зацепляющихся пар колес за один оборот);
- плавность работы (регламентирует колебания скорости за один оборот колеса, вызывающие шум и динамические нагрузки);
- контакт зубьев зубчатых колёс в передаче (регламентирует концентрацию нагрузки на зубьях, определяющую работоспособность силовых передач).
Также ГОСТ 1643–81 устанавливает шесть видов сопряжений определяющих гарантированный боковой зазор между неконтактирующими поверхностями смежных зубьев.
Боковой зазор необходим для предотвращения заклинивания зубьев передачи от нагрева, размещения смазочного материала и обеспечения свободного вращения колес.
Размер зазора задают видом сопряжения зубчатых колес в передаче: Н – нулевой зазор, Е –малый зазор, D и С – уменьшенные зазоры, В – нормальный зазор, А – увеличенный зазор.
В общем машиностроении чаще всего применяют вид сопряжения В, а для реверсивных передач – С.
Получение боковых зазоров связано с точностью изготовления колес.
Читайте также: