
Шпоночные и шлицевые соединения кратко
Обновлено: 02.07.2024
Шпонка – это деталь, которая устанавливается а пазах двух соединяемых деталей для передачи крутящего момента.
На половину высоты шпонка входит в паз вала и на половину – в паз ступицы колеса. Боковые грани шпонки передают вращение от вала к ступице и обратно.
По форме шпонки подразделяются на призматические и сегментные (не напряженные соединения), так же клиновые (напряженные соединения).

Шпоночное соединение [вверх]
- с помощью призматической шпонки

- с помощью сегментной шпонки – применяются на коротких ступицах и валах небольших диаметров

- с помощью клиновой шпонки – применяются в механизмах с высокой точностью, для предотвращения перекоса деталей

В шпоночном соединении между пазом ступицы и верхней гранью шпонки должен быть зазор. Размеры шпонок и глубина пазов на валу и в ступице определяются стандартом и зависят от диаметра вала. Длину шпонки l принимают Lст- (5…6) мм.
Шлицевое соединение [вверх]
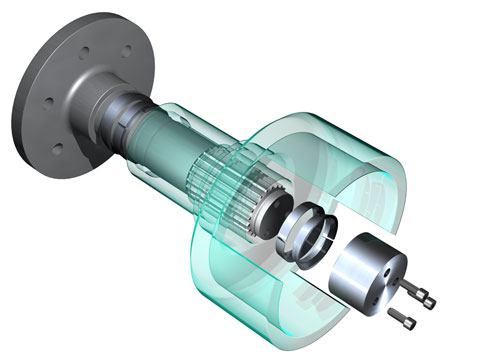
Шлицевое соединение можно рассматривать как многошпоночное, в котором шпонки и пазы под них выполнены заодно с валом и ступицей и расположены параллельно их осям. Шлицевые соединения, как и шпоночные, используются для передачи крутящего момента. Шлицевые соединения широко применяются в автотракторной, авиационной, станкостроительной промышленности. Наличие большого числа шлицев (зубьев) позволяет передавать более значительные крутящие моменты и обеспечивает лучшую центровку ступицы и вала.

Изображение на чертеже вала и ступицы шпоночного соединения:

Шлицевые соединения могут быть с прямобочным, эвольвентным и треугольным профилем шлица.

Штифтовое соединение [вверх]
Штифт – это гладкий стержень цилиндрической или конической формы. Штифты используют для жесткого соединения или точной установки деталей при сборке. Конические штифты, в отличии от цилиндрических, можно использовать многократно.

Шпоночное соединение - один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например - защита вала от проворачивания относительно неподвижного корпуса.
Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки.
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l , (предпочтительно) или d-t1 , глубина паза у отверстия под шпонку - размером t2 или D+t2 (рис. 2).

Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9 , по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 . 6 мм - по B9 ), по длине l шпонки с полем допуска h14 .
Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное - соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 , для ширины паза втулки - Z10 .
- Нормальное - соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9 , для ширины паза втулки - J9 .
- Плотное - соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9 .
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений.
Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15 , глубина пазов вала и отверстия - с полем допуска Z12 .
К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
Допуски и посадки шлицевых соединений
Основные параметры шлицевых соединений
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами.
В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев.
Более подробно о видах шлицевых соединений здесь.
В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев.
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений. К основным параметрам относятся:
- D – наружный диаметр;
- d – внутренний диаметр;
- b – ширина зуба.
По ГОСТ 1139-80* в зависимости от передаваемого крутящего момента установлено три типа соединений – легкой, средней и тяжелой серии.
В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки (рис. 3):
Рис. 3. Способы относительного центрирования шлицевых соединений
Центрирование по наружному и внутреннему диаметрам обеспечивает хорошую соосность деталей при взаимном перемещении. Но центрирование по наружному диаметру, кроме того, применяют и для неподвижных соединений, поскольку в них отсутствует износ от осевых перемещений.
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D .
Применяется такое центрирование в подвижных и неподвижных соединениях.
Центрирование по внутреннему диаметру d применяется в тех же случаях, что и центрирование по D , но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным.
Центрирование по боковым сторонам зубьев b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов.
Способ центрирования по боковым поверхностям зубьев b целесообразно, также, применять при передаче знакопеременных нагрузок больших крутящих моментов, а также реверсивном движении.
Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования. Применяется реже, так как при этом требует точной обработки шлицевого вала и впадин шлицевой втулки, которая может быть обеспечена у вала шлифованием зубьев, а у втулки только протягиванием отверстия. Применяется, если нужна высокая прочность, а точность центрирования не имеет существенного значения, - например карданные сочленения.
Выбор допусков и посадок шлицевых соединений
В основу построения допусков и посадок шлицевых соединений положена система, обеспечивающая сокращение дорогостоящего инструмента для обработки шлицевых отверстий - протяжек. Поэтому посадки шлицевых соединений с прямобочным профилем зуба строятся по системе отверстия (рис. 4).

Рис. 4. Поля допусков шлицевых соединений
Отклонение размеров профиля отверстия и вала отсчитываются от номинальных размеров диаметров D и d и ширины зуба b .
Для обеспечения собираемости шлицевых деталей предусматриваются гарантированные зазоры между боковыми сторонами зубьев и впадин, а также между не центрируемыми поверхностями. Эти зазоры компенсируют погрешности профиля и расположения шлицев вала и впадин втулки.
Поля допусков шлицевых соединений с прямобочным профилем располагаются в зависимости от центрирующего элемента.
Прямобочные шлицевые соединения, как правило, контролируются комплексными проходными калибрами. При этом поэлементный контроль осуществляется непроходными калибрами или измерительными приборами.
В спорных случаях контроль с применением комплексного калибра является решающим.
При использовании комплексных калибров отверстие считается годным, если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленные верхние пределы; вал считается годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленный нижний предел.
Обозначение на чертежах прямобочных шлицевых соединений валов и втулок должно содержать:
- букву, соответствующую поверхности центрирования;
- число зубьев и номинальные размеры d , D и b соединения, вала и втулки;
- символы полей допусков или посадок диаметров, а также размера b , помещенные после соответствующих размеров.
В обозначении можно не указывать допуски нецентрирующих диаметров.
Допуски и посадки эвольвентных шлицевых соединений
Для повышения долговечности соединений, улучшения центрирования и упрощения фрезерования (применения метода обката одной червячной фрезой при нарезании шлицев одного модуля, но разных чисел зубьев и диаметров) используются шлицевые соединения с эвольвентным профилем зуба.
Однако при закаленных валах и втулках шлицевание зубьев с эвольвентным профилем невыгодно. Кроме того, стоимость протяжки при чистовой обработке выше, чем для зубьев с прямобочным профилем.
Основными преимуществами эвольвентных шлицевых соединений по сравнению с прямобочными являются:
- более равномерное распределение нагрузки на зубе;
- высокая прочность;
- возможность обеспечения повышенной точности, обусловленная высокой точностью червячной модульной фрезы.
На эти соединения распространяется ГОСТ 6033-80, устанавливающий исходный контур; угол наклона профиля зуба - 30°; форму зуба; номинальные диаметры D = 4. 500 мм; модули т = 0,5. 10 мм; число зубьев z = 64. 82; номинальные размеры элементов и измерительные величины по боковым поверхностям зубьев, а также допуски и посадки.
В шлицевых эвольвентных соединениях втулку относительно вала центрируют по:
- боковым поверхностям зубьев - этот способ получил наибольшее распространение, так как достигается хорошая соосность (в отличие от прямобочных соединений);
- наружному диаметру - этот способ используется, когда необходима высокая точность вращения деталей, сидящих на шлицевом валу;
- внутреннему диаметру - этот способ центрирования используется редко из-за технологических трудностей, в том числе из-за малых опорных площадок по впадинам зубьев.
- номинальный исходный диаметр соединения D ;
- диаметр окружности впадин втулки Df
- диаметр окружности вершин зубьев втулки Da
- модуль m ;
- толщина шлица вала s и ширина впадины втулки е (как правило, s = е);
- диаметр окружности вершин зубьев вала da ;
- диаметр окружности впадин вала df
- смещение исходного контура шлицев хm .
Допуски и посадки при центрировании по боковым поверхностям зубьев эвольвентных соединений имеют особенность, состоящую в том, что на сопрягаемые размеры толщины зубьев вала s и ширины втулки е установлены два вида допусков:
- допуск Тs = Те собственно размеров s и е ;
- суммарный допуск Т , включающий в себя как отклонения размеров s и e , так и отклонение формы и расположения поверхностей профиля зубьев вала и впадин втулки.
Введение таких допусков связано с особенностями контроля шлицевых соединений комплексными калибрами. Величина этих допусков определяется числами - степенями точности, а их расположение относительно номинального размера ( s = е ) на дуге делительной окружности - основными отклонениями.
Контроль размеров шлицевых соединений
Для контроля размеров шлицевой втулки и шлицевого вала применяют поэлементные и шлицевые комплексные калибры. Калибры для контроля внутреннего диаметра втулки и наружного диаметра вала не отличаются от гладких калибров-пробок и калибров-скоб.
Для контроля наружного диаметра D и толщины b зуба вала применяют специальные предельные калибры: листовые двусторонние пробки, неполные пробки, пазовые калибры, калибры-скобы и калибры - скобы для контроля толщины зубьев. Широко применяются комплексные шлицевые калибры, которыми контролируют не только размеры шлицевых валов и втулок, но и отклонения формы и расположения поверхностей.

Резьбовые соединения
Резьбовым называют разъёмное соединение составных частей изделия с применением детали, имеющей резьбу.
Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии. Телом вращения может быть цилиндр или круглое отверстие - цилиндрические резьбы. Иногда используется коническая резьба. Профиль резьбы соответствует определённому стандарту. Подробно классификацию резьб и изображение резьб на чертежах можно посмотреть здесь, а основные параметры различных резьб посмотреть здесь .
Виды резьбовых соединений
| Название | Изображение | Примечание |
| Болтовое соединение | 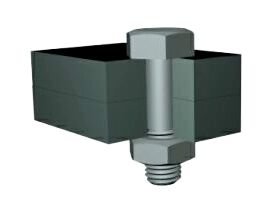 | Используется для скрепления деталей небольшой толщины. При обрыве резьбы легко заменяется. |
| Винтовое соединение |  | Винт может иметь любую головку. Резьба нарезается непосредственно в корпусе детали. Недостаток - резьба в корпусе может быть повреждена, что приводит к замене всего корпуса. |
| Соединение шпилькой | 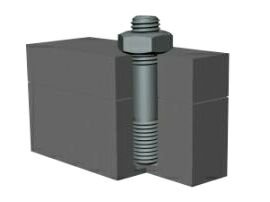 | Затяжка осуществляется гайкой. Шпилька закручена в корпус. При обрыве резьбы в корпусе, нарезается новая резьба большего диаметра или, если это невозможно, то заменяется весь корпус. |
| Соединение шпилькой |  | Затяжка производится двумя гайками. При обрыве резьбы легко заменяется. |

Основные конструктивные формы головок болтов и винтов
а) Шестигранная головка для затяжки гаечным ключом; б) Круглая головка со шлицом для затяжки отвёрткой; в) Потайная головка со шлицом для затяжки отвёрткой.
Крепежно-уплотняющие резьбы. Их используют в резьбовых изделиях, предназначенных как для скрепления деталей, так и для создания герметичности. К ним относятся резьбы: трубная цилиндрическая, трубная коническая, коническая дюймовая, круглая дюймовая.

Обычно, такие резьбовые соединения используются для герметичного соединения металлических труб.
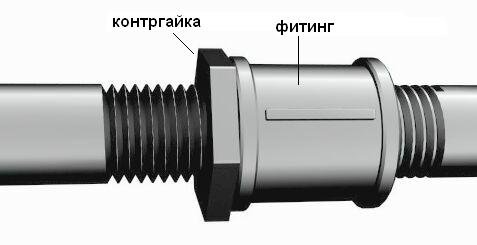

Две трубы соединяются при помощи цилиндрической муфты (фитинга). Муфта, в отверстии, имеет сквозную резьбу соответствующую резьбе на трубах. На одну трубу накручивается контргайка, а затем муфта. Затем в муфту вкручивается вторая труба, и наконец, муфта поджимается контргайкой. Для надёжного герметичного соединения труб, перед сборкой, следует витки резьбы обмотать паклей или специальной синтетической нитью. Можно для герметизации воспользоваться жидким герметиком, который застывает в резьбе, но такое соединение, в случае ремонта, разобрать будет очень сложно.
Трубы большого диаметра соединяются при помощи фланцев.
Фланцы труб стягиваются между собой с помощью болтовых соединений.
Установочные винты и соединения.
Установочные винты применяют для фиксации положения деталей и предотвращения их сдвига.
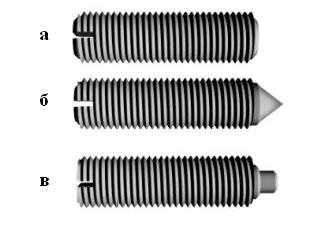
а) С плоским торцом, используется для фиксации при малой толщине детали. б) Конический хвостовик. в) Ступенчатый хвостовик. Ступенчатый и конический хвостовики используются для крепления деталей имеющих предварительное засверливание.
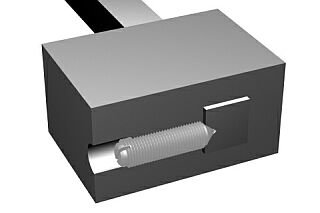
Пример использования установочного винта с коническим хвостовиком.
Болты и соединения специального назначения.
| Фундаментные болты. Специальные крепёжные элементы, изготовленные в виде стержня с резьбой. Они служат в основном для крепления различного оборудования и строительных конструкций. Их применяют в местах, где необходимо прочное и надёжное крепление конструкций в бетонном, кирпичном, каменном или другом основании. Болт помещается в основание и заливается бетоном. ГОСТ 24379.1-80 | 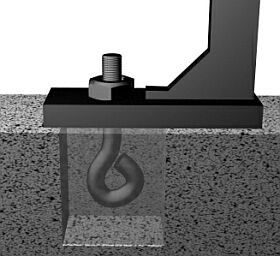 |
| Рым-болт (болт нагруженный) - предназначен для захвата и перемещения машин и деталей при монтаже, разработке, погрузке и тому подобное. ГОСТ 4751-73 |  |
| Крюк с болтом нагруженным - предназначен для зацепления и перемещения различных грузов. |  |
В разъёмных резьбовых соединениях болты и шпильки снабжены гайками. Гайки, в отверстиях имеют ту же резьбу, что и болты (тип, диаметр, шаг). Резьбовое отверстие в гайках определяется из таблиц. Для метрических резьб диаметр отверстия вычисляется по формуле D = d - p, где d - диаметр наружной резьбы (болта); p - шаг резьбы. Например, для гайки М14 с шагом 2 диаметр отверстия будет D = 14 - 2 = 12 мм. Наиболее распространены шестигранные гайки, которые затягиваются гаечными ключами.
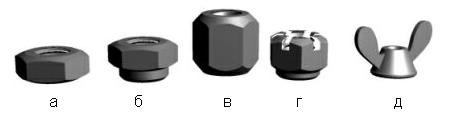
а) Гайка с фаской;
б) Проточная гайка;
в) Гайки для нагруженных соединений;
г) Прорезные гайки;
д) Гайки для закручивания с небольшой силой затяжки без ключа.
Шайбы предназначены для увеличения опорной поверхности и предохранение деталей от задиров. Шайбы обычно имеют форму диска с отверстием в середине. Диаметр отверстия должен соответствовать диаметру болта.
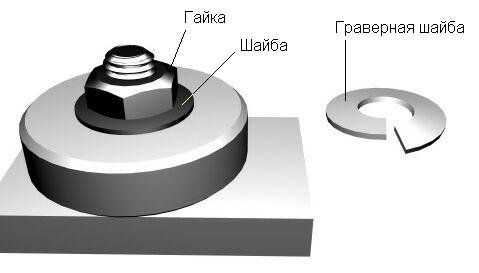
Шайба подкладывается под головку болта, в случае затяжки болтом или под гайку, в случае затяжки гайкой. В вибронагруженных механизмах, для предотвращения самоотворачивания резьбовых соединений используются пружинистые разрезные шайбы (граверные шайбы).
Для расчёта нагрузок и выбора резьбы для нагруженных болтов удобно воспользоваться на сайте "Метизы".
Шпоночные соединения
Шпоночные соединения служат для закрепления на валу (или оси) вращающихся деталей (зубчатых колес, шкивов, муфт и т. п.), а также для передачи вращающего момента от вала к ступице детали или, наоборот, от ступицы к валу.
Конструктивно, на валу делается паз, в который закладывается шпонка и затем на эту конструкцию надевается колесо, которое так же имеет шпоночный паз.
В зависимости от назначения шпоночного соединения существуют шпонки разной формы:
а) Призматическая шпонка с плоским торцом;
б) Призматическая шпонка с плоским торцом и отверстиями для крепежных винтов;
в) Шпонка со скруглённым торцом;
г) Шпонка со скруглённым торцом и отверстиями для крепежных винтов;
д) Сегментная шпонка;
е) Клиновая шпонка;
ж) Клиновая шпонка с упором.
Пример установки сегментной шпонки
Сегментные шпонки, так же как и призматические работают боковыми гранями, то есть предотвращают проворачивание колеса на валу, но из за конструктивных особенностей их используют при небольших вращающих моментах и часто применяют для конических концов валов.
Пример использования клиновой шпонки с головкой
Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Головка служит для выбивания шпонки из паза.
Для расчёта нагрузок и материалов шпоночных соединений удобно воспользоваться на сайте "Метизы".
Шлицевые соединения
Шлицевые соединения используют для соединения валов и колёс за счёт выступов на валу и в падинах в отверстии колеса.
- лучшее центрирование деталей на валу;
- передают больший вращающий момент;
- высокая надёжность и износостойкость.
В зависимости от профиля зубьев различают три основных типа соединений:

а) Прямобочные зубья (число зубьев Z = 6, 8, 10, 12), ГОСТ 1139-80;
б) Эвольвентные зубья (число зубьев Z = 12, 16 и более), ГОСТ 6033-80;
в) Треугольные зубья (число зубьев Z = 24, 36 и более).
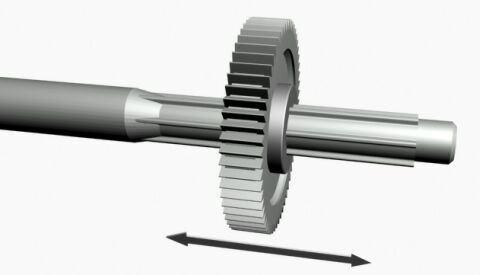
Широкое распространение шлицевые соединения получили в механизмах, где нужно перемещать колесо вдоль оси вала, например в переключателях скоростей автомобилей.
Шлицевые соединения надежны, но не технологичны, поэтому их применение ограничено из за высокой стоимости изготовления.
Технические характеристики и прочностные расчёты шлицевых соединений можно посмотреть на сайте
Клиновые соединения

Клиновые соединения деталей осуществляется клиньями - деталями с двумя рабочими гранями в виде наклонных плоскостей. Клинья вводятся в паз, который разжимаясь, удерживает деталь на основании.
Пример крепления клином при сборке молотка:

Грани клиньев имеют уклон от 1/20 до 1/100, что обеспечивает самоторможение клина. При больших уклонах требуются устройства (винты и шплинты), предохраняющие клин от самопроизвольного выдвижения.
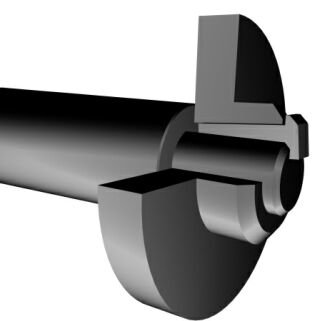
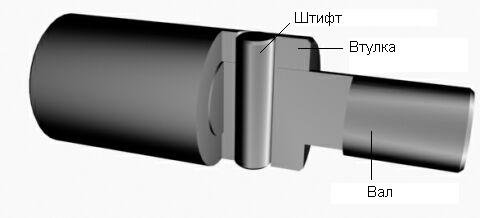
Так же, клиновые соединения могут осуществляться не за счёт разжимания паза, а за счёт удержания клина в пазу, например соединения стержень - втулка:
При соединениях стержень - втулка толщина клина, как правило, составляет от 0,25 до 0,5 диаметра стержня, а высота от 1,1 до 1,2 диаметра втулки.
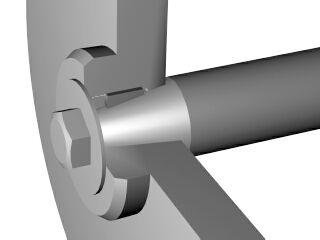
Штифтовые соединения
Штифтовые соединения служат для соединения осей и валов с установленными на них деталями при передаче небольших вращающихся моментов. Штифты представляют собой цилиндрические или конические валики.
Для штифтов и отверстий в деталях выбираются посадки с натягом.

Шлицевое соединение – это соединение охватывающей и охватываемой поверхности (вал-отверстие). Используются шлицы и пазы, которые, как правило, в радиальном порядке располагаются на месте зацепления. Данное соединение обладает достаточной прочностью и обеспечивает соосность вала и отверстия. Основное преимущество заключается в том, что деталь может перемещаться в осевом направлении.

Шлицевое соединение: классификация
Как вы понимаете, существует несколько способов закрепить две детали при помощи шлица. В тех или иных условиях используют разные методы. Существуют эвольвентные шлицевые соединения. От прямобочных они отличаются формой зубца (боковой поверхностью) и впадинами. Имеют несколько неоспоримых преимуществ, таких как передача большого крутящего момента (Нм) и высокая точность центрирования под немалой нагрузкой. Если говорить о прямобочных соединениях, то основные плюсы заключаются в простоте изготовления и дешевизне. Также есть и треугольные шлицы, но они используются реже. Чаще всего в местах соединения неподвижных деталей с небольшим крутящим моментом. Довольно часто находят свое применение в тонкостенных втулках. В них использование других видов соединений не считается допустимым по ряду технологических причин.
Шпоночные и шлицевые соединения
В некоторых случаях на валах требуется закрепить шкив или шестерню. Если нужна еще и передача большого крутящего момента, то используются шпоночные, а также эвольвентные шлицевые соединения. Что касается шпонок, то широко применяются призматические, что обусловлено простотой монтажа. Основной вопрос заключается в том, что иногда нужно сделать возможным перемещение детали в осевом направлении. В этом случае используют посадку с зазором, а шпонка крепится к валу при помощи винтов. Если необходимо создать надежное соединение в малонагруженном месте, то хорошо подходит сегментная шпонка, которая имеет небольшую длину. Основное отличие шлицов в том, что используется большее количество зубьев и меньшие выступы. Соединения бывают 3-х видов: легкоразъемные, тугоразъемные и неподвижные. С каждым годом методы обработки деталей позволяют добиваться все лучших результатов с технологической точки зрения. Это высокая точность центрирования, взаимозаменяемость вышедших из строя запчастей и другое.
Как решались проблемы с карданным валом?

Теперь давайте рассмотрим эффективность шлицевых соединений. В этом случае шлиц служит для изменения длины вала, что требуется для обеспечения соосности агрегатов, при установке которых были допущены неточности. В опорный подшипник и собственно шлиц смазка подается при помощи масленки. Чаще всего используется солидол. Так как длина карданного вала такова, что во многих случаях смазка не доходит до всех рабочих узлов трения, то вполне целесообразно сократить каналы, по которым поступает масло или другая жидкость. Можно использовать прозрачные вставки. Они сделают возможным визуальный контроль и своевременную подачу смазки в узел трения. Чтобы скользящая вилка служила как можно дольше, применяют латунную вставку, которая заправляется в шлицевое соединение. Безусловно, это позволяет значительно уменьшить износ детали. В принципе, шлицевое соединение карданного вала надежное и простое в обслуживании, но оно не лишено недостатков.
Способы центрирования
Существует несколько способов выровнять по центру прямобочное шлицевое соединение. Один из них – по наружному диаметру. Для этого вал фрезеруют, а затем шлифуют по наружному диаметру. Кстати, это самый дешевый и эффективный метод центрирования. Втулка протягивается механически. Такой метод используется тогда, когда поверхность отверстия втулки не подвергалась термообработке или же термическому улучшению. Если говорить о дорогостоящих методах, то это центрирование по внутреннему диаметру. Дело в том, что вал фрезеруется, а затем шлифуется по боковым поверхностям. Способ применяется только при предварительной термической обработке вала и втулки. Чтобы получить равномерно распределенную нагрузку на каждый шлиц, используют центрирование по боковым сторонам. Отверстие и вал улучшаются термически. Чаще всего такое центрирование применяют для соединений с большим крутящим моментом и немалой нагрузкой.
Несколько важных моментов
Как уже было отмечено выше, шпоночные и шлицевые соединения используются для того, чтобы исключить проворачивание двух деталей относительно друг друга. Перед тем как установить деталь на вал, ее проверяют на прочность, что позволяет подобрать оптимальные технические характеристики, такие как материал, габариты, вес. Если говорить о процентной распространенности шлицов, то прямобочные занимают порядка 80 %, а на эвольвентные и треугольные остается всего по 10 %. В зависимости от загруженности соединения подбирается серия изделия, которая может быть легкой, средней или тяжелой. Важно обращать внимание на наличие смазки в соединении, особенно если оно подвижное. Отсутствие минерального масла или твердого материала приведет к тому, что в несколько раз увеличится коэффициент трения. А это - повышенный износ соединения и понижение КПД целого узла. Подача масла или солидола осуществляется централизованными автоматическими станциями (если количество узлов более 50 штук) или же механическим способом.
Заключение

Важный момент – это восстановление шпоночных и шлицевых соединений. Конечно, иногда проще выполнить замену, но когда это невозможно, то используют наращивание. Если простыми словами, то при помощи сварки восстанавливают исходное состояние изделия. Чаще всего применяется дуговая наплавка с последующей шлифовкой (при большом износе). Иногда бывает так, что обозначение шлицевых соединений не позволяет выполнить ремонт. Это бывает тогда, когда они легкоразъемные и не предназначены для переточки. Чтобы узел не выходил из строя, необходимо исключить какое-либо биение в соединении. Обеспечить это можно несколькими способами, например, установкой специальных прокладок. Вот, в принципе, и все, что можно сказать о том, что такое шлицевое соединение и для чего оно необходимо.
Читайте также: