
Сборка подшипников качения кратко
Обновлено: 17.05.2024
Сборка сборочных единиц с подшипниками качения выполняется следующим образом. При монтаже подшипников необходимо создать зазоры, обеспечивающие свободное, без защемления шариков или роликов вращение подшипников. При слишком плотной посадке происходит расширение внутреннего кольца подшипника и сжатие его наружного кольца, в результате чего шарики или ролики защемляются и подшипник быстро выходит из строя. Чрезмерный зазор в посадочных местах также ухудшает работу подшипника: кольца его начинают проскальзывать, вызывая износ посадочных^ поверхностей и вибрацию механизма.
Перед сборкой подшипники тщательно промывают в смеси бензина и минерального масла или в обезвоженном чистом керосине. Промытые подшипники укладывают на чистую бумагу и просушивают или обдувают сжатым воздухом. Сразу после просушки их смазывают, покрывая тонким слоем масла все поверхности, особенно внутренние дорожки качения, шарики и ролики. Посадку подшипников на вал производят по системе отверстия, а в корпус — по системе вала.
Посадка подшипников на валы, в гнезда корпусов деталей может быть выполнена с помощью ручных, гидравлических или пневматических прессов, с подогревом в горячем масле 353-363 К (80 — 90 °С) или с охлаждением твердой углекислотой — сухим льдом (температура 348 — 353 К (минус 75 — 80 °С).
Для напрессовки подшипника на шейку вала могут быть использованы ручные приспособления — монтажные стаканы и оправки (рис. 48, а, б, в).

Рис. 48.
Приспособление для напрессовки подшипников:
а — напрессовка подшипника с помощью ,оправки и ручного пресса; б — с помощью стакана 1 и кольца 2; в — с помощью ручной оправки
Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для напрессовок подшипников на валы, имеющие на конце резьбу, часто используют гаечные и винтовые устройства, (рис. 49, 50).

Рис. 49.
Гаечное приспособление для напрессовки подшипников:
1 — гайка, 2 — корпус, 3 — шайба, 4 — ручка

Рис. 50.
Винтовое приспособление для напрессовки подшипников:
1 — подшипник, 2 — вал, 3 — втулка, 4 — гайка, 5 — соединительный винт, 6 — переходная втулка, 7 — винт, 8 — шайба, 9 — корпус, 10 — ручка
Для напрессовки и распрессовки крупных подшипников применяют гидравлическую гайку (рис. 51), которая состоит из корпуса 1 и поршня 2. Поршень имеет две канавки для уплотнительных колец и перемещается в корпусе гайки под давлением масла, подаваемого ручным насосом 3 по трубке 4. Корпус гайки внутри имеет метрическую или трапецеидальную резьбу.

Рис. 51.
Приспособление гидравлическая гайка с насосом для запресовки подшипников
При монтаже подшипников качения учитывают, что усилие запрессовки должно передаваться непосредственно на торец сопрягаемого кольца.
В упорных шарикоподшипниках кольца имеют разные диаметры — как наружные, так и внутренние. Чтобы подшипник работал нормально, при сборке всегда устанавливают кольцо с меньшим внутренним диаметром на валу, а кольцо с большим внутренним диаметром — в корпусе.
При установке вала в двух радиальных шарикоподшипниках один из них закрепляют неподвижно на валу и в корпусе, а второй — только на валу, потому что вал во время работы нагревается и его длина несколько возрастает. При удлинении вала подшипник перемещается в корпусе. Если закрепить оба подшипника неподвижно, вал, нагревшись, начнет туго поворачиваться и произойдет защемление шарикой или роликов и оба подшипника могут быстро выйти из строя.
Запрессованный, подшипник проверяют, поворачивая его вручную. Вращение подшипника должно быть плавным, без заеданий. При этом может прослушиваться незначительный равномерный шум. Проверяют также прилегание наружного кольца к бортику отверстия корпуса, а внутреннего кольца — к заплечику вала.
Подшипники стопорятся от осевого смещения на валу или в корпусе гайкой с шайбой, запорным кольцом, втулкой, крышкой, стопорными винтами,
Для выяснения эксплуатационных качеств шарикоподшипников необходимо проверять и регулировать радиальный и осевой зазоры. При малых и больших зазорах подшипники быстро изнашиваются. Регулирование зазоров в подшипниках — ответственная сборочная операция, так как неправильно установленный зазор часто может быть основной причиной преждевременного износа подшипников.
При сборке сборочных единиц с упорными и коническими роликовыми подшипниками осевой зазор регулируют прокладками, регулировочным болтом 4 или регулировочной втулкой 6 (рис. 52, а, в).

Рис. 52.
Схемы стопорения подшипников:
а — крышкой, б — болтом 4 в промежуточную крышку 3, в — втулкой 6 и угольником 7
При регулировании зазора прокладками сначала зажимают крышку без прокладок до тех пор, пока вал не будет провертываться очень туго. Затягивая гайки или винты, вал нужно повернуть на несколько оборотов, чтобы ролики подшипника имели возможность правильно установиться. При зажатой до конца крышке зазора в подшипнике нет. Замеряя в этом положении в двух-трех местах зазор 2 (см. рис. 52, а) между крышкой 1 и корпусом и прибавляя к нему требуемое осевое перемещение вала С, определим толщину Т калиброванной прокладки 2, которую нужно подложить под крышку.
При регулировании зазора в подшипнике болтом 4 и гайкой 5 (см. рис. 52,б) сначала их затягивают до тугого провертывания вала (это показывает, что зазоры выбраны правильно). Затем по величине шага Р резьбы определяют, на какой угол φ следует провернуть винт или гайку, чтобы получить требуемый зазор: φ = С/(Р • 360°).
При сборке подшипниковых узлов должны выполняться следующие технические условия:
1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах. Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов - предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус - к обоим кольцам. Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
При сборке подшипниковых узлов должны выполняться следующие технические условия:
1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.

2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах. Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов - предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус - к обоим кольцам. Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
Конечным этапом производства подшипника является его сборка, состоящая из следующих операций:
- соединение различных элементов подшипника,
- выполнение дополнительных работ (смазка, маркировка, упаковка)
Сборка подшипника - сложная и ответственная операция. Стандартные шариковые подшипники, взятые здесь для примера, имеют неразборную конструкцию, и для обеспечения качественной сборки применяют селективный метод, т.е. подборсобираемых компонентов производится по размерным группам, обеспечивающим требуемые конечные параметры собранных подшипников.
Все операции по сборке стандартных шариковых подшипников осуществляются на автоматических сборочных линиях, входящих в состав шлифовально-сборочных каналов.
Последовательность сборки подшипника
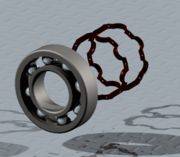
1. Шарики размещают на дорожке качения наружного кольца подшипника в строго определенном и контролируемом количестве с таким расчетом, чтобы внутреннее кольцо могло быть вставлено в комплект.
2. Вставляется внутреннее кольцо.
3. Внутреннее кольцо подшипника центрируется с опорой на шарики, укладываясь на сегмент окружности, образованный шариками. Этот сегмент не должен превышать 180° - еще одно ограничение количества шариков-тел качения подшипника.
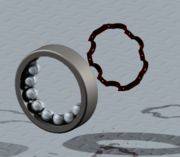
4. Окончательно равномрно шарики распределяются путем разгонки и их фиксации при помощи змейковых полусепараторов.
5. Две полусепаратора соединяются при помощи автоматической точечной сварки, загиба монтажных усиков или склепыванием.
Технологический процесс сборки подшипников качения состоит из подготовительных, сборочных и регулировочных операций.
Подготовительные операции
Подготовительные операции — проверка качества посадочных мест на валу и в корпусе, проверка исправности и комплектности соединительных и уплотнительных деталей. Посадочные места не должны иметь забоин, рисок, пятен коррозии, трещин, заусенцев. Чистота поверхности — не ниже 6…9 классов. Не допускается кернение посадочных мест, опиловка шеек и установка прокладок. Сопрягаемые с подшипниками поверхности валов и корпусов должны быть тщательно промыты, протёрты, просушены и смазаны тонким слоем смазочного материала. Каналы для подвода смазки должны быть продуты и очищены от стружки и других частиц.
Рабочий инструмент должен быть чистым, тщательно подобранным, без заусенцев. Во избежание повреждений рабочих поверхностей подшипников запрещается вращать подшипники непромытыми. Не разрешается вращать сухие подшипники, не имеющие на рабочих поверхностях масла.
Диаметральные размеры контролируются измерительным инструментом с микрометрическим винтом в нескольких сечениях по длине посадочного места в трёх диаметральных направлениях, расположенных под углом 120° по окружности. После этого вычисляется среднеарифметическое значение размера. Биение заплечиков измеряют индикатором, установленным у торца заплечика, при вращении вала. Геометрические оси сопрягаемых с подшипником деталей должны быть перпендикулярны к торцевым посадочным поверхностям.
В результате деформаций, связанных со старением металла или недостаточной жёсткостью корпуса, возможна деформация наружных колец подшипников в плоскости разъёма. Для устранения дефекта в разъёмных корпусах шаберами выполняют развалку:
где а, b — ширина и высота развалки, мм.
Валы, особенно при соотношениях длины и наибольшего диаметра более 8, следует проверять на прямолинейность оси (отсутствие изгиба). Проверку проводят при вращении вала в центрах с помощью индикаторов. Увеличение эксцентриситета от сечения к сечению в направлении от края к середине указывает на искривление вала.
Необходимо проверить отклонение соосности всех посадочных поверхностей, расположенных на одной оси. Если подшипники, служащие опорой одного вала, устанавливают в различные (раздельные) корпуса, соосность корпусов обеспечивается с помощью прокладок или других средств в соответствии с требованиями технической документации.
Для подготовки подшипников к монтажу проверяют надписи на упаковке и подшипниках. Распаковывают подшипники непосредственно перед началом работ. Расконсервацию подшипников проводят в горячем (80…90 °С) минеральном масле. Хранить расконсервированные подшипники более двух часов без защиты от коррозии не рекомендуется.
Перед монтажом подшипник следует проверить на соответствие внешнего вида, лёгкости вращения, зазоров требованиям нормативно-технической документации. Визуально у подшипников открытого типа проверяют наличие забоин, следов загрязнений, коррозии, полного комплекта заклёпок, плотности их установки, полного комплекта тел качения, наличие повреждений сепаратора. У подшипников закрытого типа следует проверить, не повреждены ли уплотнения или защитные шайбы.
Лёгкость вращения предварительно смазанного подшипника проверяют вращением от руки наружного кольца. Проверку ведут, удерживая подшипник за внутреннее кольцо в горизонтальном положении. Кольца должны вращаться плавно, без резкого торможения.
Для проверки радиального зазора одно из колец подшипника закрепляют при горизонтальном положении оси и определяют зазор с помощью индикатора, смещая свободное кольцо под действием измерительного усилия в радиальном направлении в два диаметрально противоположные положения. Разница показаний прибора соответствует значению радиального зазора. Проводят три измерения, поворачивая свободное кольцо относительно начального положения оси подшипника. Аналогично проводят измерение осевого зазора, но при вертикальном положении оси подшипника. Закрепляя одно из колец, другое смещают в осевом направлении в два крайние положения под действием измерительного усилия и фиксируют разность показаний индикатора. Радиальные зазоры в радиальных двухрядных сферических роликовых подшипниках и подшипниках с цилиндрическими роликами без бортов на наружных кольцах с диаметром посадочного отверстия свыше 60 мм могут быть измерены с помощью щупа.
При установке на одну посадочную шейку двух подшипников (радиальных: шариковых, роликовых сферических и цилиндрических) разница в радиальных зазорах не должна превышать 0,03 мм, а по внутреннему и наружному диаметрам колец — не более половины поля допуска.
Сборочные операции
Сборочные операции — совмещение внутренних колец с валами и наружных с корпусами. Для совмещения внутренних колец с валами используют три способа:
- Механическое сопряжение возможно при сборке небольших подшипников с внутренним диаметром до 50…60 мм. При монтаже подшипника усилие напрессовки должно передаваться только через напрессовываемое кольцо — через внутреннее при монтаже на вал и через наружное — в корпус. Запрещается проводить монтаж так, чтобы усилие передавалось с одного кольца на другое через тела качения. Если подшипник одновременно монтируется на вал и в корпус, то усилия передаются на торцы обоих колец.
Не допускается приложение монтажных усилий к сепаратору. Нельзя наносить удары непосредственно по кольцу. Допускается нанесение лёгких ударов по кольцу только через втулку из мягкого металла. - Тепловые посадки применяют для качественного монтажа. Нагрев проводят в масляных ваннах или с помощью электроиндукционных установок. При монтаже подшипников открытого типа с цилиндрическим отверстием на вал с натягом, подшипник погружают в ванну с чистым минеральным маслом, обладающим высокой температурой вспышки, нагретым до 80…90 °С, и выдерживают в течение 15…20 минут. При монтаже подшипников с защитными шайбами и постоянно заложенной смазкой, их нагрев до той же температуры проводят в термостате.
Температура нагрева подшипника:
Наиболее целесообразными являются способы монтажа, при которых осуществляется одновременное и равномерное давление по всей окружности монтируемого кольца. При таких способах не возникает перекос монтируемого кольца. Для осуществления применяют трубы из мягкого металла, внутренний диаметр которых несколько больше диаметра отверстия кольца, а наружный немного меньше наружного диаметра кольца. На свободном конце трубы устанавливают заглушку со сферической наружной поверхностью, к которой прилагают усилие при монтаже.
Усилие при монтаже следует создавать с помощью механических либо гидравлических прессов и приспособлений. При отсутствии механических и гидравлических приспособлений и монтаже с небольшими натягами подшипников малых размеров, допустимо нанесение несильных ударов молотком через монтажную трубу с заглушкой.
При любых способах монтажа, особенно при монтаже с помощью молотка, необходимо тщательно следить за обеспечением равномерного, без перекоса, осевого перемещения кольца. Наличие перекоса при монтаже приводит к образованию задиров на посадочной поверхности, неправильной установке подшипника, вызывающей сокращение срока его службы, а в отдельных случаях — разрыв монтируемого кольца.
Регулировочные операции
Двухрядные сферические шариковые и роликовые подшипники с коническим отверстием устанавливают на цилиндрическом валу с помощью закрепительных и стяжных втулок, а на валах с конической шейкой — непосредственно на шейку вала. Монтаж подшипников с диаметром отверстия до 70 мм и нормальными натягами целесообразно осуществлять с помощью монтажной втулки, навёртываемой на резьбовой конец вала. Нажимная часть воздействует на торец закрепительной втулки или непосредственно на торец внутреннего кольца (при монтаже без закрепительных и стяжных втулок). Подшипники с диаметром отверстия свыше 70…100 мм следует монтировать гидравлическими методами. По мере осевого продвижения закрепительной втулки внутреннее кольцо подшипника деформируется (расширяется), радиальный зазор уменьшается. Радиальный зазор необходимо контролировать с помощью щупа. Допустимое минимальное значение радиального зазора после сборки узла для подшипников, изготовленных с зазорами нормальной группы, ориентировочно может быть определено по формуле:
где d — номинальный диаметр отверстия подшипника, мм.
При монтаже игольчатого подшипника без сепаратора, последняя игла должна входить с зазором, равным от 0,5 до 1 диаметра иглы. Иногда для выполнения этого условия устанавливают последнюю иглу с меньшим диаметром.
В процессе установки подшипников (особенно воспринимающих осевые усилия) с помощью щупа толщиной от 0,03 мм или по световой щели следует убедиться в плотном и правильном прилегании торцов колец подшипника к торцам заплечиков. Аналогичной проверке должны быть подвергнуты противоположные торцы подшипников и торцы прижимающих их в осевом направлении деталей.
Необходимо проверить правильность взаимного расположения подшипников в опорах одного вала. Вал после монтажа должен вращаться от руки легко, свободно и равномерно.
Осевой зазор радиально-упорных и упорных подшипников устанавливают осевым смещением наружного и внутреннего колец с помощью прокладок, гаек, распорных втулок. Для проверки осевого зазора в собранном узле к торцу выходного конца подводят измерительный наконечник индикатора, укреплённого на жёсткой стойке. Осевой зазор определяют по разнице показаний индикатора при крайних осевых положениях вала. Вал смещают в осевом направлении до полного контакта тел качения с поверхностью качения соответствующего наружного кольца.
Для повышения точности вращения, особенно в быстроходных узлах, например, электрошпинделях для шлифования, зазоры в радиально-упорных подшипниках выбирают, создавая стабильный натяг на подшипники. Это достигается приложением к вращающемуся кольцу подшипника осевого усилия через тарированную пружину. При этом тела качения точно фиксируются на дорожках качения.
В собранном узле необходимо проверить наличие зазоров между вращающимися и неподвижными деталями. Особое внимание следует обратить на наличие зазоров между торцами неподвижных деталей и торцами сепараторов, которые иногда выступают за плоскость торцов колец. Проверяют совпадение проточек для подачи смазки в корпусах со смазочными отверстиями в наружных кольцах подшипников.
Для подшипников с цилиндрическими роликами и без бортов после монтажа проверяют относительное смещение наружного и внутреннего колец в осевом направлении. Оно не должно быть более 0,5…1,5 мм для подшипников с короткими роликами и более 1…2 мм — для подшипников с длинными роликами (большие значения — для подшипников больших размеров).
Пробные запуски
После завершения сборочных операций и введения в подшипниковые узлы смазочного материала, проверяют качество монтажа подшипников пробным пуском сборочной единицы на низких оборотах без нагрузки. При этом прослушивают шум вращающихся подшипников с помощью стетоскопа. Прослушивая подшипники, необходимо учитывать особенности узла и природу шума. Кроме дефектов подшипниковых узлов, ненормальный шум может быть вызван зубчатыми передачами, соединительными муфтами. Окончательное заключение о причинах ненормального шума можно сделать после тщательной проверки и прослушивания работы всех деталей механизма.
Другим показателем качества и стабильности работы подшипникового узла является температура. При обычных условиях работы температура подшипника не должна превышать температуру окружающей среды более чем на 30 °С. Причиной повышенной температуры может быть малый зазор в подшипнике, чрезмерно большой натяг, недостаток смазки, увеличенный момент трения вследствие износа рабочих поверхностей подшипника или взаимного перекоса колец. В течение 1…2 дней после смазывания (в том числе повторного) имеет место некоторое повышение температуры подшипника.

Подшипник качения – незаменимая деталь практически для любого оборудования, которая отвечает за вращение в процессе качения или линейного передвижения. По своей конструкции это сборочный узел, который предложен из нескольких пластин круглой формы: внутреннее и наружное кольцо. Внутри каждого устройства установлен сепаратор с шариками, за счет чего и осуществляется кручение всего рабочего механизма.
Конструктивные особенности шарикового подшипника

Чтобы выполнить сборку подшипникового узла, потребуется учесть особенности его конструкции. Шариковый подшипник представлен из двух пластин, выполненных из металла, что дополнены соответствующими желобами. На огромном наружном кольце данный паз расположен внутри, а на кольце меньших размеров – снаружи.
Посередине конструкции собирается сепаратор с уже вставленным набором шариков. За счет данной технологии система качения осуществляется максимально аккуратно. Во время установки подшипникового устройства на механизм его дополнительно протирают смазочным материалом.
Конструктивные особенности роликовых моделей

Роликоподшипник, исходя из своего названия, подразумевает наличие набора роликов. В конструкцию входят цилиндры или конусы, изготовленные из прочного металла, и представлены одинаковыми размерами. Они являются неотъемлемой частью сепаратора, фиксируясь посередине – между внутренним и наружным кольцом.
Производство роликоподшипников предлагает на продажу модели, укомплектованные вставками разных форм – конусные или цилиндрические устройства. Такие изделия устанавливаются внутрь детали в один или в сразу несколько рядов.
Цилиндрические ролики, после того как разборка будет закончена, устанавливаются в гильотинах, редукторах и электродвигателях. Конусные изделия все чаще эксплуатируются в ступицах легковых машин и других транспортных средствах.
Подготовительный процесс
Главное условие сборки подшипниковых узлов на производстве – это использование вала, что делает процесс сборки оперативным и качественным. Перед выполнением этой процедуры необходимо внимательно проверить качество поверхностей вала и всех колец. Это поможет исключить тот факт, что уже собранный подшипник будет иметь заметные повреждения – царапины, сколы, трещины, следы от коррозии и другое.Поверхность необходимо протереть, высушить и обработать специальными смазочными материалами.
Механический способ сборки
Представленный принцип позволяет собирать и разбирать детали, которые имеют относительно небольшие габариты. Внутренний диаметр каждой модели не должен превышать размер в 60 мм.
Процедуру сборки можно посмотреть на видео в интернете. Главным условием представленного принципа является: усилие при механическом сопряжении двух колец (внутреннего и наружного) не должно никаким образом передаваться на сепаратор. Оно должно влиять исключительно на торцы колец.
Следующее не менее важное правило – не рекомендуется стучать по кольцу. Нанесение легких ударов возможно только при условии использование вспомогательного материала. Это может быть втулка, выполненная из мягкого на ощупь материала. На предприятиях все процессы выполняют автоматизированные машины на конвейерных лентах.

Когда каждый из шариков будет защелкнут, смазку убирают с помощью сухого материала. Чтобы полностью отмыть остатки смазывающего средства, можно воспользоваться керосином, который поможет подготовить устройство к предстоящей работе.
Читайте также: