
Резервуарный способ производства йогурта кратко
Обновлено: 02.07.2024
В производстве питьевого молока и кисломолочных продуктов
используются все компоненты молока. Производство сливок, сметаны,
кисломолочного сыра, масла, сыра основывается на переработке отдельных
компонентов молока. Производство молочных консервов связано с
сохранностью всех сухих веществ молока после удаления с него влаги.
Предприятие молочной промышленности оборудованы современной перерабатывающей техникой. Рациональное использование технологического оборудования требует глубоких знаний его особенностей. При этом важно
ма ксимально сберечь пищевую и биологическую ценность компонентов
сырья в молочных продуктах, которые производятся.
В то же время выполняется технич еское переоборудование предприятий,
устанавливаются новые технологические линии и отдельные виды
оборудования разной мощности, разных разрядов механизации и автомати
зации.
Оглавление
Введение 3
Глава 1: История развития йогурта 4
Глава 2: Состав и свойства сырья 5
Белки. 6
Молочный жир 8
Фосфатиды 8
Минеральные вещества 9
Физические свойства 10
Глава 3: Изменения продукта в процессе приготовления. 10
Структурно-механические изменения 12
Глава 4: Технологическая схема 12
Подготовка сырья 20
Нормализация молока по жиру 20
Тепловая обработка 20
Гомогенизация молока 20
Охлаждение молока 20
Заквашивание молока 20
Сквашивание молока 21
Охлаждение 21
Глава 5: Государственный стандарт йогурта. 21
Терминология: 23
Ссылки и список литературы: 24
Файлы: 1 файл
РЕФЕРАТ.docx
Брожение молочного сахара происходит также под влиянием аромато-
образующих микроорганизмов Str. diacetilactis, которые помимо молочной кислоты и летучих кислот образуют ароматические вещетсва, в частности диацетил (СН –СО-СО-СН ), имеющий наибольшее значение в ароматизации йогурта. Наряду с образованием диацетила протекает реакция, в результате которой получается ацетоин (СН –СН-ОН-СО-СН ), не обладающий арома-
том, из которого при определенных условиях окислительно-воссстановитель-
ной реакции образуется диацетил.
Образование диацетила в процессе молочнокислого брожения, вызыва-
емого ароматобразующими молочнокислыми бактериями, связано с наличии-
ем лимонной кислоты как промежуточного продукта брожения лактозы.
В процессе производаства йогурта происходит накопление молочной кислоты и титруемая кислотность их достигает 100-120 Т, на что расходуется
молочный сахар в количестве 10 г/л. Таким образом, в йогурте остается еще много лактозы, которая служит углеводным источником для дальнейшего развития молочнокислых бактерий в кишечнике человека (при достаточно обильном потреблении кисломолочных продуктов).
При развитии молочнокислого брожения накапливается молочная кис-
лота, которая сдвигает реакцию в кислую сторону. Свежее молоко имеет почти нейтральную реакцию, или вернее, несколько сдвинутую в кислую сторону. В заквашенном молоке по достижении требуемой кислотности рН
йогурта достигает изоэлектрической точки казеина (рН 4,6 – 4,7). В изоэлектрической точке казеин теряет растворимость и коагулирует в виде
Устойчивость коллоидных частиц казеина в свежем молоке обусловле-
на двумя факторами: электрическим зарядом и гидрофильностью. В свежем молоке частицы казеинаткальцийфосфатного комплекса имеют отрицатель-
ный заряд, в силу одноименности заряда частицы отталкиваются при соуда-
рении. По мере приближения к изоэлектрической точке частицы приобрета-
ют эелектронейтральность, характерную для изоэлектрического состояния
(число положительных зарядов равно числу отрицательных). В изоэлектри-
ческом состоянии частицы казеина соединяются между собой, образуя сетча-
тую трехмерную структуру, и сквашенное молоко из жидкого состояния переходит в гель.
При сквашивании молока происходит ионный обмен между кальций- ионами казеинаткальцийфосфатного комплекса и Н-ионами молочной кисло-
(казеиновый комплекс) Са + 2Н (С Н О ) + (Казеин) + 2Са (С Н О )
В результате сгусток казеина обедняется кальцием. Одновременно образуется растворимый лактат кальция.
Структурно-механические изменения
Йогурт производят путем внесения в молоко закваски, под действием которой происходит свертывание белков и образование пространственной структуры из белков молока с включениями молочного жира и влаги. Характерно, что повышение температуры ускоряет процесс структурообразования. Как следует из таблицы 3 повышение температуры пастеризации способствует повышению вязкости сгустка.
Влияние температуры пастеризации на вязкость сгустка 10^3 (в Па с)
| Состояние структуры | Температура пастеризации, С | |||
| 63 | 72 | 80 | 90 | |
| Неразрушенная | 457 | 549 | 1234 | 1896 |
| Разрушенная | 4,53 | 6,01 | 6,39 | 7,9 |
| Через 15 мин после разрушения | 6,32 | 6,32 | 8,22 | 10,11 |
Йогурт вырабатываемый из пастеризованного нормализованного по массовой доле жира и сухих веществ молока с добавлением или без добавления сахара, плодовоягодных наполнителей, ароматизаторов, витамина С, стабилизаторов, растительного белка и сквашенный закваской, приготовленной на чистых культурах молочнокислых стрептококков термофильных рас и болгарской палочки. В зависимости от применяемых вкусовых и ароматических добавок йогурт выпускают следующих видов: йогурт, йогурт сладкий,
плодовоягодный с витамином С, плодовоягодный диабетический.
Йогурт вырабатывают резервуарным и термостатным (плодовоягодный
только термостатным) способами с различными оригинальными названиями.
Йогурт по внешнему виду и консистенции представляет собой однородную
сметанообразную массу с нарушенным (при резервуарном способе) или
ненарушенным (при термостатном способе) сгустком, а у плодовоягодных
– с добавлением кусочков фруктов и ягод. Цвет йогурта молочно-серый, а у плодовоягодного обусловлен добавленными сиропами.
Технологический процесс производства йогурта резервуарным способом
состоит из следующих операций:
- Приемка и подготовка сырья и материалов
- Нормализация по жиру и сухим веществам
- Очистка
- Гомогенизация смеси
- Пастеризация
- Охлаждение
- Заквашивание
- Внесение наполнителей и красителей
- Сквашивание
- Перемешивание
- Охлаждение
- Розлив
- Упаковывание
- Маркирование и хранение.
Молоко, отобранное по качеству, нормализуют по массовой доле жира и
сухих веществ.
По жиру молоко нормализуют:
- либо в потоке, применяя сепаратор – нормализатор
- либо добавлением к обезжиренному цельного молока или сливок.
По сухим веществам молоко нормализуют
добавлением сухого молока, которое восстанавливают в соответствии с действующей нормативной документацией.
Кроме того, нормализацию по сухим веществам проводят выпариванием пастеризованного и гомогенизированного молока при температуре 55-60 ° С.
При производстве сладкого йогурта нормализованное молоко подогревают
до 43± 2 ° С, вносят сахар, предварительно растворенный в части
нормализованного молока при той же температуре в соотношении 1:4.
Смесь очищают на сепараторах – молокоочистителях,
гомогенизируют при давлении 15±2,5 МПа и температуре 45-85 ° С.
Допускается гомогенизация и при температуре пастеризации. В смесь
вводят подготовленный стабилизатор. Очищенную и гомогенизированную
смесь пастеризуют при 92±2 ° С с выдержкой 2-8 мин или при 87±2 ° С с
выдержкой 10-15 мин и охлаждают до температуры заквашивания 40±2 ° С.
Смесь заквашивают сразу после её охлаждения подобранными заквасками
(например, приготовленными на чистых культурах термофильного
стрептококка, болгарской палочки и типа КД в примерном соотношении
7:1:7 с последующим уточнением этого соотношения при микро
скопировании препарата). Количество вносимой закваски составляет 3-5%
объема заквашиваемой смеси, а закваски, приготовл енной на
стерилизованном молоке – 1-3%. Если применяют симбиотическую
закваску, то её вносят в количестве 1-3%, а бактериальный концентрат
добавляют в соответствии с Инструкцией по применению сухого
бактериального концентрата. Закваску вносят в молоко в резервуар для
кисломолочных продуктов при включенной мешалке. После заполнения
резервуара всю смесь дополнительно перемешивают в течении 15 минут.
Закваску можно вносить и перед заполнением резервуара молоком.
При производстве витаминизированного йогурта аскорбиновую кислоту
(витамин С или аскорбинат натрия) добавляют в нормализованную смесь за
30-40 мин до сквашивания, перемешивают 10-15 мин и выдерживают в
течении 30 мин. Количество витамина С составляет 180 г на 1000 кг,
аскорбината натрия – 210 г на 1000 кг продукта. Ароматические и
вкусовые наполнители вносят в нормализованную смесь перед
сквашиванием.
Окончание сквашивания определяют по образованию прочного сгустка
кислотностью 95-100 ° Т. Сгусток охлаждают в течение 10-30 мин и
перемешивают в целях получения однородной консистенции молочного
сгустка и избежания отделения сыворотки. Сгусток, охлажденный до 16-20
° С, направляют на розлив, упаковывание, маркирование и доохлаждение в
холодильных камерах до температуры 4±2 ° С. После этого
технологический процесс считают законченным, продукт готов к
реализации.
Технологический процесс производства йогурта термостатным способом
(рис. 2) состоит из следующих операций : приемка и подготовка сырья и
материалов, нормализация по жиру и сухим веществам, очистка,
гомогенизация смеси, пастеризация и охлаждение смеси, заквашивание,
розлив, упаковывание, маркирование, сквашивание и охлаждение. Все технологические операции до внесения плодовоягодных наполнителей
осуществляют так же, как приезервуарном способе производства йогурта.
Наполнители вносят в охлажденную до температуры сквашивания смесь при
постоянном перемешивании, которое заканчивают через 15 мин после их
внесения. Заквашивание проводят так же, как и при резервуарном
способе. Заквашенную смесь разливают в стеклянную тару вместимостью
200, 250, 400 и 500 см 3 , а также в стаканчики, пакеты и коробочки
аналогичной вместимости. После розлива продукт направляют в
термостатную камеру с температурой 40±2 ° С для сквашивания в течение
3– 4 ч в зависимости от активности закваски. После сквашивания
продукт должен иметь прочный сгусток кислотностью 95– 100 ° Т.
После окончания сквашивания продукт транспортируют в холодильную
камеру для охлаждения до 6 ° С. Продолжительность хранения продукта
при 6 ° С составляет не более 4 сут с момента окончания
технологического процесса.
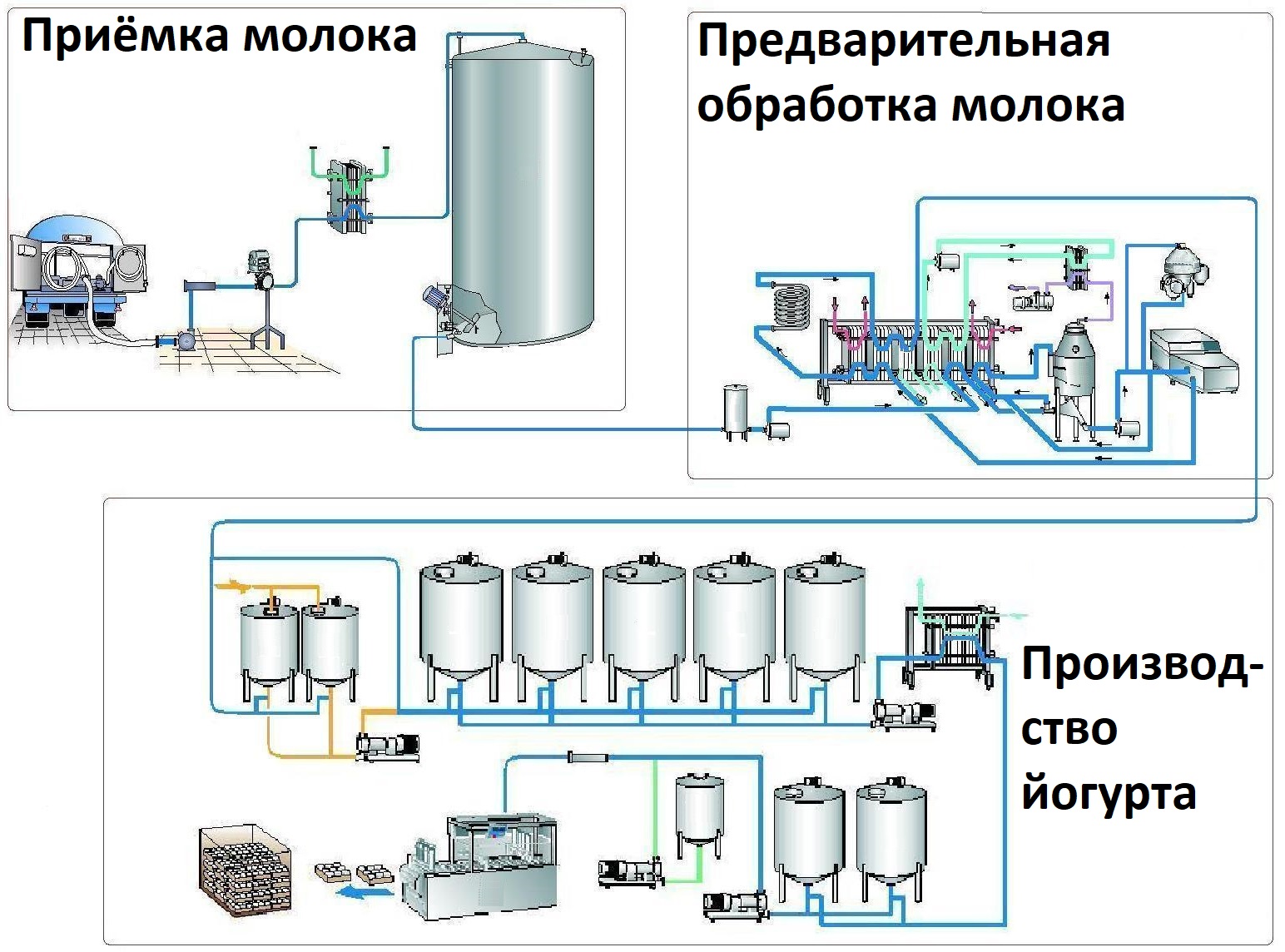
1. Схема технологичекой линии производства йогурта резервуарны м
способом:

Молочная индустрия
Именно йогурту досталось почётное звание самого полезного молочного продукта. Каждый день мы слышим из телевизора и уст диетологов о том, что этот десерт является неотъемлемой частью здорового питания. Но если спросить рядового потребителя в чём именно заключается польза йогуртов, он вряд ли сможет дать внятный ответ.

Последние 15-20 лет в медийной сфере проводится широкомасштабная рекламная компания, рассказывающая, что йогурты, помогают улучшить обмен веществ, предупредить многие заболевания и, вообще, очень полезны. Но производство йогуртов, их состав и большинство свойств остаются для большинства покупателей тайной за семью печатями. Попробуем разобраться, что на самом деле представляют собой данный продукт и действительно ли он настолько хорош, как о нём говорят в рекламе.
Что такое йогурт?
Мало кто знает, что технология производства йогурта была открыта отнюдь не в последние 30-40 лет. Сквашивание молока было популярно ещё в Древнем Вавилоне и позже распространилось практически по всей Азии. До сих пор известны древние напитки восточных народов катык, мацун и мацони, которые являются своеобразным прообразом современного йогурта.
Распространённые схемы производства йогурта

Сегодня широко используются два способа производства йогурта: резервуарный и термостатный. Первый подразумевает:
- Регулирование жирности поступившего сырья;
- гомогенизация и термическая обработка;
- введение закваски и добавок;
- сквашивание продукта;
- перемешивание;
- выдержка и фасовка.

Необходимое оборудование
Современные заводы используют автоматизированные линии для производства йогуртов, которые приобретаются целиком или собираются из отдельных машин. Стандартный набор включает следующее оборудование:
- Двухслойную ёмкость для хранения молока;
- молочный насос;
- нормализующую машину;
- сепаратор для отделения сливок и ёмкость для их хранения;
- оборудование для гомогенизации молока;
- эмульгатор с функцией перемешивания;
- проточный охлаждающий аппарат;
- ёмкость для закваски (или термостат при работе с термостатной технологией);
- фасовочную машину;
- промышленный холодильник.
Крупнейшие производители йогуртов

Польза и вред йогуртов
Главным аргументом в пользу йогуртов является наличие в их составе пробиотиков – полезных бактерий, которые отвечают за иммунную функцию и нормальную работу ЖКТ. Также последние исследования американских учёных показывают, что пробиотики играют важную роль в борьбе с депрессией и плохим настроением.
Однако если внимательно рассмотреть технологический процесс производства йогурта на заводе, то у любого мало-мальски сведущего человека сразу появятся сомнения в полезности продукта. Дело в том, что современные фабричные десерты представляют собой смесь сквашенного молока с разнообразными химикатами, ароматизаторами и усилителями вкуса.

Домашний йогурт – здоровая альтернатива фабричным продуктам
Прочитав страшилки о вреде йогуртов, не стоит сразу отказываться от любимого лакомства, ведь можно приготовить домашний десерт без вредных добавок. Для этого вам понадобится йогуртница, которую можно приобрести в любом магазине бытовой техники, молоко и аптечные пробиотики. Вместо традиционного коровьего молока, можно использовать сливки, козье или даже кокосовое молоко, не содержащее лактозы. Процесс приготовления делится на два этапа. Сначала готовится смесь путём добавления в молоко пробиотиков и ёмкости помещаются в йогуртницу для закваски. После сквашивания в готовый йогурт добавляется немного сахара и фруктов.

Домашний йогурт – хорошая альтернатива фабричным изделиям. Однако если у вас нет возможности каждый день радовать себя и близких продуктами собственного приготовления, стоит задуматься о приобретении йогуртов в магазине, ведь несмотря на множество добавок они по-прежнему являются очень полезными.
Технологический процесс производства йогурта резервуарным способом включает следующие технологические операции:
приемка сырья и оценка качества;
- фильтрация молока;
- охлаждение и временное резервирование (при необходимости);
- подогрев и очистка;
- подогрев, деаэрация и (или) бактофугирование (при необходимости);
- подготовка добавок и стабилизаторов (при необходимости);
- нормализация;
- подогрев и гомогенизация;
- пастеризация и охлаждение;
- внесение подсластителей, красителей, витаминов (при необходимости);
- заквашивание;
- сквашивание;
- перемешивание и охлаждение в резервуаре;
- внесение ароматизаторов и фруктовых добавок (при необходимости);
- фасовка;
- маркировка;
- доохлаждение в потребительской таре;
- структурообразование;
- оценка качества;
- хранение.
При приемке и оценке сырья особое внимание обращают на наличие ингибиторов и веществ, необходимых закваске.
Все наполнители, которые могут быть внесены до пастеризации, вносятся до пастеризации, чтобы пройти термообработку вместе с молоком. Те наполнители, которые вносятся после пастеризации, должны проходить соответствующую обработку, чтобы не внести в продукт постороннюю микрофлору. Наиболее безопасный вариант внесения - в уже готовый продукт перед розливом.
Нормализуют молоко по массовой доле жира, СОМО и белка. Нормализацию молока для производства кисломолочных продуктов проводят с учетом того, что закваска приготовлена на цельном или обезжиренном молоке, и с учетом количества вносимой закваски (стр. 36).
Гомогенизируют молоко при давлении 15 +2,5 МПа и температуре 45-85 о С
Температура пастеризации 87+2 о С с выдержкой 10-15 мин., или 92+2 о С с выдержкой 2-8 мин.
Затем молоко охлаждают до температуры заквашивания (она зависит от вида применяемой закваски) и немедленно заквашивают. Температура при внесении закваски должна быть на 1-2 о С выше температуры заквашивания. Особенно важно соблюдать это требование при использовании термофильных культур. Для йогурта и других термофильных культур температура заквашивания составляет 42-43 о С.
Рисунок 3 – Схема технологического процесса производства йогурта резервуарным способом.
Запрещается хранение, незаквашенной смеси при температуре заквашивания.
До внесения закваски вносят подсластитель, краситель, витамины, предварительно растворив их в небольшом количестве молока.
Закваска вносится в количестве 5%. При использовании бакконцентратов закваска вносится в количестве, рекомендованном производителем закваски. В качестве закваски используется термофильный стрептококк и болгарская палочка в сочетании, обеспечивающем получение плотного, сгустка. После внесения закваски молоко перемешивают 15 минут.
Время сквашивания 3-4 часа при использовании ЧСК и 5-6 часов при использовании бакконцентрата. Сквашивают до достижения кислотности 75-80 о С.
Готовый сгусток периодически перемешивают одновременно охлаждая до 25+2 о С. В конце перемешивания вносят ароматизаторы или фруктовые наполнители, перемешивают и подают на фасовку. Окончательное охлаждение и формирование структуры продукта происходит уже в таре.
При термостатном способе производства технологический процесс проводится также, за исключением того, что все компоненты вносятся в молоко до фасовки в тару, а процесс сквашивания проходит в потребительской таре в специальных термостатных камерах. Розлив 1 емкости при термостатном способе производства должен быть закончен в течение 40 минут.
Задание 2:
1. Исходя из имеющихся заквасок и видов молочного и немолочного сырья, подобрать закваску и компоненты для производства йогурта. Определить параметры технологического процесса продукта. Способ производства – термостатный. Количество заквашиваемого молока – 200 - 250 см 3 . Определить, какие наполнители необходимо внести до пастеризации, какие после, какие – после сквашивания, а какие – в готовый продукт.
2. Режим пастеризации молока: температура - 87+2 о С, выдержка – 10-15 мин. Температура заквашивания 43-44 о С.
3. Определить соотношение микроорганизмов в закваске. Общее количество закваски должно быть 5 %.
4. Заквасить молоко, строго соблюдая стерильность! Необходимо помнить: если в молоко после пастеризации попадет посторонняя микрофлора, то она может развиваться вместе с закваской и продукт может быть не безопасен для потребителя.Тщательно перемешать продукт стерильной ложкой перед постановкой в термостат.
5. Провести сквашивание при оптимальной температуре (42-43 о С) до кислотности 80-85 о Т. Зафиксировать время сквашивания. Поставить продукт на сутки в холодильник для структурообразования.
6. На следующий день определить органолептические и физико-химические показатели качества продукта. Отделение сыворотки – до перемешивания. Остальные – после перемешивания продукта.
7. Зафиксировать полученные результаты в журнале технохимконтроля (табл. 19), дать заключение по качеству продукта, представить вывод преподавателю.
Таблица 19 – Журнал технохимконтроля производства кисломолочных продуктов
| Показатель | Значение | Показатель | Значение |
| Количество молока, см 3 | Температура сквашивания, о С | ||
| Количество сухого молока | Время сквашивания, ч.мин | ||
| Внесение стабилизатора Внесение пищевкусовых добавок: сахар, красители, ароматизаторы, г | Время структурообразования, ч | ||
| Органолептические показатели: отделение сыворотки | |||
| Режим пастеризации молока: температура, о С | плотность сгустка однородность сгустка | ||
| Выдержка, мин | |||
| Температура заквашивания, о С | вкус и запах | ||
| Общее количество закваски, % | |||
| см 3 | |||
| В том числе: | кислотность о Т |
Вывод: ___________________________________________________________________
Задание 4:
1. Изучить классификацию, требования к качеству, способы производства и технологию производства творога.
2. Провести выработку творога. Разрезать творожный сгусток, отварить его. Разлить сгусток в лавсановые мешочки, провести самопрессование и прессование творога.
3. Определить органолептические показатели творога и количество молока, пошедшего на производство 1 кг творога. Оформить журнал технохимконтроля (табл. 19). Дать заключение по качеству продукта, представить вывод преподавателю.
4. Составить схему технологического процесса производства творога кислотно-сычужным способом (рисунок 4).
Таблица 13 – Журнал технохимконтроля производства творога
| Показатель | Значение |
| Количество молока, кг | |
| Количество внесенной закваски, % | |
| Вид закваски | |
| Количество СаCl2 (40 % раствор) | |
| Количество 1%-ного сычужного фермента, см 3 | |
| Температура отваривания, о С | |
| Время отваривания, мин. | |
| Время самопрессования, мин | |
| Время прессования и охлаждения, ч | |
| Масса творога, кг | |
| Расход молока на получение 1 кг творога, кг | |
| Органолептические показатели творога | |
| Внешний вид и консистенция | |
| Цвет | |
| Вкус и запах | |
| Вывод |
Технологический процесс производства йогурта резервуарным способом включает следующие технологические операции:
приемка сырья и оценка качества;
- фильтрация молока;
- охлаждение и временное резервирование (при необходимости);
- подогрев и очистка;
- подогрев, деаэрация и (или) бактофугирование (при необходимости);
- подготовка добавок и стабилизаторов (при необходимости);
- нормализация;
- подогрев и гомогенизация;
- пастеризация и охлаждение;
- внесение подсластителей, красителей, витаминов (при необходимости);
- заквашивание;
- сквашивание;
- перемешивание и охлаждение в резервуаре;
- внесение ароматизаторов и фруктовых добавок (при необходимости);
- фасовка;
- маркировка;
- доохлаждение в потребительской таре;
- структурообразование;
- оценка качества;
- хранение.
При приемке и оценке сырья особое внимание обращают на наличие ингибиторов и веществ, необходимых закваске.
Все наполнители, которые могут быть внесены до пастеризации, вносятся до пастеризации, чтобы пройти термообработку вместе с молоком. Те наполнители, которые вносятся после пастеризации, должны проходить соответствующую обработку, чтобы не внести в продукт постороннюю микрофлору. Наиболее безопасный вариант внесения - в уже готовый продукт перед розливом.
Нормализуют молоко по массовой доле жира, СОМО и белка. Нормализацию молока для производства кисломолочных продуктов проводят с учетом того, что закваска приготовлена на цельном или обезжиренном молоке, и с учетом количества вносимой закваски (стр. 36).
Гомогенизируют молоко при давлении 15 +2,5 МПа и температуре 45-85 о С
Температура пастеризации 87+2 о С с выдержкой 10-15 мин., или 92+2 о С с выдержкой 2-8 мин.
Затем молоко охлаждают до температуры заквашивания (она зависит от вида применяемой закваски) и немедленно заквашивают. Температура при внесении закваски должна быть на 1-2 о С выше температуры заквашивания. Особенно важно соблюдать это требование при использовании термофильных культур. Для йогурта и других термофильных культур температура заквашивания составляет 42-43 о С.
Рисунок 3 – Схема технологического процесса производства йогурта резервуарным способом.
Запрещается хранение, незаквашенной смеси при температуре заквашивания.
До внесения закваски вносят подсластитель, краситель, витамины, предварительно растворив их в небольшом количестве молока.
Закваска вносится в количестве 5%. При использовании бакконцентратов закваска вносится в количестве, рекомендованном производителем закваски. В качестве закваски используется термофильный стрептококк и болгарская палочка в сочетании, обеспечивающем получение плотного, сгустка. После внесения закваски молоко перемешивают 15 минут.
Время сквашивания 3-4 часа при использовании ЧСК и 5-6 часов при использовании бакконцентрата. Сквашивают до достижения кислотности 75-80 о С.
Готовый сгусток периодически перемешивают одновременно охлаждая до 25+2 о С. В конце перемешивания вносят ароматизаторы или фруктовые наполнители, перемешивают и подают на фасовку. Окончательное охлаждение и формирование структуры продукта происходит уже в таре.
При термостатном способе производства технологический процесс проводится также, за исключением того, что все компоненты вносятся в молоко до фасовки в тару, а процесс сквашивания проходит в потребительской таре в специальных термостатных камерах. Розлив 1 емкости при термостатном способе производства должен быть закончен в течение 40 минут.
Задание 2:
1. Исходя из имеющихся заквасок и видов молочного и немолочного сырья, подобрать закваску и компоненты для производства йогурта. Определить параметры технологического процесса продукта. Способ производства – термостатный. Количество заквашиваемого молока – 200 - 250 см 3 . Определить, какие наполнители необходимо внести до пастеризации, какие после, какие – после сквашивания, а какие – в готовый продукт.
2. Режим пастеризации молока: температура - 87+2 о С, выдержка – 10-15 мин. Температура заквашивания 43-44 о С.
3. Определить соотношение микроорганизмов в закваске. Общее количество закваски должно быть 5 %.
4. Заквасить молоко, строго соблюдая стерильность! Необходимо помнить: если в молоко после пастеризации попадет посторонняя микрофлора, то она может развиваться вместе с закваской и продукт может быть не безопасен для потребителя.Тщательно перемешать продукт стерильной ложкой перед постановкой в термостат.
5. Провести сквашивание при оптимальной температуре (42-43 о С) до кислотности 80-85 о Т. Зафиксировать время сквашивания. Поставить продукт на сутки в холодильник для структурообразования.
6. На следующий день определить органолептические и физико-химические показатели качества продукта. Отделение сыворотки – до перемешивания. Остальные – после перемешивания продукта.
7. Зафиксировать полученные результаты в журнале технохимконтроля (табл. 19), дать заключение по качеству продукта, представить вывод преподавателю.
Таблица 19 – Журнал технохимконтроля производства кисломолочных продуктов
| Показатель | Значение | Показатель | Значение |
| Количество молока, см 3 | Температура сквашивания, о С | ||
| Количество сухого молока | Время сквашивания, ч.мин | ||
| Внесение стабилизатора Внесение пищевкусовых добавок: сахар, красители, ароматизаторы, г | Время структурообразования, ч | ||
| Органолептические показатели: отделение сыворотки | |||
| Режим пастеризации молока: температура, о С | плотность сгустка однородность сгустка | ||
| Выдержка, мин | |||
| Температура заквашивания, о С | вкус и запах | ||
| Общее количество закваски, % | |||
| см 3 | |||
| В том числе: | кислотность о Т |
Вывод: ___________________________________________________________________
Задание 4:
1. Изучить классификацию, требования к качеству, способы производства и технологию производства творога.
2. Провести выработку творога. Разрезать творожный сгусток, отварить его. Разлить сгусток в лавсановые мешочки, провести самопрессование и прессование творога.
3. Определить органолептические показатели творога и количество молока, пошедшего на производство 1 кг творога. Оформить журнал технохимконтроля (табл. 19). Дать заключение по качеству продукта, представить вывод преподавателю.
4. Составить схему технологического процесса производства творога кислотно-сычужным способом (рисунок 4).
Таблица 13 – Журнал технохимконтроля производства творога
| Показатель | Значение |
| Количество молока, кг | |
| Количество внесенной закваски, % | |
| Вид закваски | |
| Количество СаCl2 (40 % раствор) | |
| Количество 1%-ного сычужного фермента, см 3 | |
| Температура отваривания, о С | |
| Время отваривания, мин. | |
| Время самопрессования, мин | |
| Время прессования и охлаждения, ч | |
| Масса творога, кг | |
| Расход молока на получение 1 кг творога, кг | |
| Органолептические показатели творога | |
| Внешний вид и консистенция | |
| Цвет | |
| Вкус и запах | |
| Вывод |


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Технология производства йогурта очень похожа на технологию производства сметаны. Также у йогуртов есть два способа приготовления – термостатный и резервуарный. Причём изделия плодово-ягодного вида могут получаться только термостатным путём.
Резервуарный способ
Способ производства йогурта состоит из следующих операций:
· приём в цех сырья в виде натурального молока, фильтрация;
· регулирование жировой составляющей путём добавок сухого молока или более жирных молочных продуктов;
· пропускание смеси через аппарат гомогенизации;
· снижение температуры смеси;
· смешивание с наполнителями и красителями;
· выдержка в холодильнике;
· фасовка в герметичную тару.
Термостатный способ
Термостатный йогурт приготавливается из расчёта на длительное хранение и реализацию. Для этого расфасовка ведётся в специальные стаканы по 150 мл, которые сверху запечатываются квадратиками из алюминиевой фольги, на которые нанесена дата изготовления и срок годности к употреблению.
Последовательность операций, в отличие от первого способа изготовления, также несколько иная:
Читайте также: