
Ремонт коллекторов электрических машин кратко
Обновлено: 02.07.2024
В большинстве бытовых устройств (пылесосах, стиральных машинах, мясорубках, фенах, инструментах и т.д.) применяется коллекторный электродвигатель. Как и любой агрегат, он может выйти из строя. Ремонт коллекторных электродвигателей можно осуществить в домашних условиях, не прибегая к помощи специалистов. Для этого достаточно знать, что они собой представляют, и иметь хотя бы минимум опыта.
Что такое коллекторный электродвигатель
Двигатель такого типа – это чаще всего синхронный агрегат, подключающийся к источнику питания 220В, и состоящий из:
- статора;
- ротора;
- щеточно-коллекторного узла;
- подшипников.
Все детали заключены в корпус.
Предварительная проверка коллекторного электродвигателя
Если устройство не работает, прежде всего убедитесь, что проблема заключается в самом двигателе. Для этого:
- Проверьте, идет ли напряжение на прибор. Включите его в другую розетку (возможно, ремонта требует источник тока).
- Осмотрите шнур на предмет обрыва.
- Проверьте, не потерян ли контакт у кнопок включения и управления, нет ли механических повреждений.
При отсутствии неполадок в этих деталях разберите прибор. Воспользуйтесь инструкцией, которую производитель обязательно включает в паспорт.
Возможные неисправности коллекторного электродвигателя
Иногда даже люди, знакомые с устройством механизма, слабо представляют, как проверить коллекторный электродвигатель. Ниже мы расскажем обо всех возможных неисправностях и способах их выявления и устранения.
- Нарушение контактов. На него указывает активное искрение.
- Межвитковое замыкание (замыкание обмоток в коллекторе). Оно также вызывает искрение.
- Износ щеточно-коллекторного узла. При этом он чернеет и появляется искрение. Обычно проблема решается путем замены старых элементов на новые. Чтобы снять узел, отодвиньте фиксатор и открутите крепежный болт (в зависимости от модели двигателя).
- Потемнение контактной части коллектора. Часто достаточно зачистить его мелкой наждачной бумагой.
- Образование канавки в месте контакта щеток с коллектором. Необходимо выполнить проточку узла на станке.
- Износ подшипника. Эту неисправность можно определить по усиленной вибрации корпуса во время работы двигателя и биению патрона. В этом случае требуется замена подшипника.
- Касание якорем статора. Иногда хватает замены якоря, но в некоторых случаях придется заменить и якорь, и статор.
- Сбой управления на микроконтроллере. Установка нового микроконтроллера – оптимальное решение проблемы.
- Выгорание или обрыв обмоток. Обратите внимание на их цвет и целостность. Почернение всего корпуса обмоток или их части указывает на выгорание, обрыв легко определяется при визуальном осмотре. В этом случае требуется их замена или перемотка.
- Графитовая пыль в пространстве между ламелями. Вашему прибору просто нужна прочистка.
- Выгорание изоляции проводов. На эту проблему укажет характерный запах.
Во всех вышеуказанных случаях восстановление коллектора электродвигателя своими руками вполне возможно при наличии необходимых запчастей и инструментов. Только если у вас нет опыта в перемотке обмоток, лучше обратиться в соответствующий сервис. После устранения неполадок соедините все детали в обратном порядке.
Проверка коллекторного электродвигателя мультиметром
Допустим, визуальный осмотр не дал результатов – на первый взгляд все узлы целы, обрывы не обнаружены, запах горелого отсутствует. В этом случае проведите проверку прибора и его элементов с помощью специального прибора – мультиметра. Процесс состоит из нескольких этапов:
- Установите на приборе режим измерения сопротивления до 200 Ом.
- Прозвоните попарные выводы обмоток статора на ламели. Значения сопротивления должны быть одинаковыми.
- Проверьте корпус якоря и ламели. В идеале значение сопротивления стремится к бесконечности.
- Прозвоните выводы обмоток. Если сопротивление отсутствует в одном или нескольких контурах, двигатель неисправен.
- Проверьте цепь между корпусом статора и выводами обмотки. При наличии пробоя на корпусе эксплуатация агрегата невозможна.
- Прозвоните ротор, расположив щупы тестера на коллекторе на максимальном удалении друг от друга. Когда мультиметр покажет значение, слегка проверните ротор до момента соединения щупов со следующей обмоткой. Таким образом проверьте все обмотки. Если значение сопротивления в каждом контуре одинаково или отличается очень незначительно, узел исправен.
Коллектор может иметь следующие неисправности: нарушение геометрической формы, замыкание коллекторных пластин, выступайте межпластиночной изоляции над пластинами, износ и оплавление пластин. Геометрическая форма коллектора нарушается чаще всего из-за несвоевременного продороживания коллектора. При этой неисправности на рабочей поверхности коллектора в результате неравномерного износа пластин в продольном направлении образуется волнистость и повышается радиальное биение.
Для восстановления коллектор обтачивают на токарном станке, а затем шлифуют и полируют. Обточку выполняют до полной ликвидации дефекта при минимальной подаче (не более 0,05мм/об) резцами с пластинами из твердого сплава ВК-6 или ВК-8 со скоростью резания 1 - 1,5 м/с, которая не должна превышать номинальную окружную скорость коллектора.

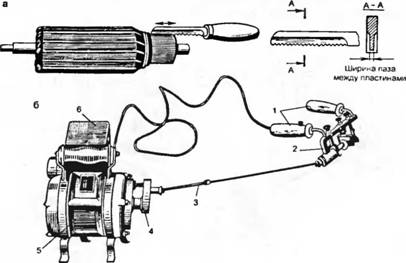
После обточки коллектор продороживают и полируют. На практике обточку и шлифовку выполняют с помощью переносных приспособлений при вращении якоря машины постоянного тока в своих подшипниках (рис. 2.34). Шлифовку коллектора производят при номинальной частоте вращения якоря. Полируют коллектор с помощью деревянных брусков из несмолистых пород дерева (бук, клен), которые вставляют в щеткодержатели вместо щеток так, чтобы их волокна были расположены перпендикулярно к коллектору. Полировка способствует более быстрому образованию на поверхности коллектора оксидной пленки, необходимой для хорошей коммутации.
Рис. 2.34. Переносные приспособления для обточки (а) и шлифовки (б) коллектора:
1 — станина; 2 — суппорт; 3 — резец; 4 — карборундовый круг; 5 — гибкий вал; 6 — электродвигатель
Ремонт коллектора заканчивается продороживанием, т. е. прорезанием межпластиночной миканитовой изоляции на глубину 0,5 - 1,5 мм в зависимости от размеров коллектора. Иногда продороживание выполняют ручными резаками (рис. 2.35, о) и с помощью специального переносного приспособления ПМР-20К (рис. 2.35, б). Рабочая часть приспособления имеет метрическую шкалу для установки дисковых фрез на размер и шаг коллекторных пластин, а также концентрический зажим, позволяющий регулировать глубину продороживания. Изоляция прорезается фрезой левого вращения и соответствующей толщины. Продороживание выполняют в защитных очках и одежде, рукава которой должны быть завязаны.
По окончании продороживания края пластин обрабатывают напильником (снимают заусенцы и скашивают под утлом 45°).
Поврежденные пластины заменяют с помощью специальных приспособлений. Новые пластины должны быть из того же материала и иметь такой же профиль и размеры, что и заменяемые. Пластины предварительно собирают и спрессовывают с миканитовой изоляцией и между собой, а затем устанавливают на коллектор.
Рис. 2.35. Приспособления для продороживания коллектора:
а — ручной резак; б — переносное устройство для механизированной выборки межпластннной изоляции коллектора; 1 — рукоятки; 2 — рабочая часть; 3 — карданный валик; 4 — редуктор; 5 — электродвигатель; 6 — магнитный пускатель
После замены пластин коллектор формуют на специальных станках.
При большом числе поврежденных пластин коллектор снимают с вала с помощью специального приспособления (рис. 2.36), предварительно отсоединив концы обмотки якоря от пластин или петушков. Чтобы снять коллектор 4, в его вентиляционные каналы вводят шесть крюков 5 и поворачивают их на 90° так, чтобы они зацепили корпус коллектора. Концы крюков вставляют в отверстия диска 3, в центре которого нарезана резьба для винта 2. Вращая винт воротком 1, снимают коллектор с вала якоря и устанавливают новый коллектор. Заменяют также коллекторы, износ пластин которых составляет: 2,5 мм при диаметре коллектора до 100 мм; 3,5 мм при диаметре 250 - 500 мм.
Рис. 2.36. Приспособление для снятия коллектора с вала якоря: I — вороток; 2 — винт; 3 — диск; 4 — коллектор; 5 — крюк
Щеточный аппарат электрической машины состоит из щеток, щеткодержателей и щеточных пальцев, которые расположены на поворотной траверсе. Применяют в основном два типа щеткодержателей: радиальные и реактивные (наклонные) (рис. 2.37). Радиальные щеткодержатели применяют в реверсивных машинах, а наклонные — в нереверсивных.
Рис. 2.37. Щеткодержатели радиальные (а) и наклонные (б):
1 — обмотка щеткодержателя; 2 — колодки для закрепления щеткодержателя на пальцах; 3 — гибкий канатик; 4 — нажимная пружина; 5 — щетка
Из-за сильного искрения обоймы и другие детали щеткодержателя оплавляются. При легком оплавлении щеткодержатель очищают от копоти, грязи и нагара, а при сильном — заменяют новым.
Механические повреждения щеткодержателя (заусенцы, вогнутость, изгибы) устраняют опиловкой и правкой. Сильно коррозированную обойму заменяют новой.
Затем проверяют правильность сборки и установки щеткодержателей по отношению к коллектору. Щетки должны равномерно располагаться по рабочей поверхности коллектора. При этом учитывают, что износ коллектора под щетками разной полярности неодинаковый. Поэтому щеткодержатели устанавливают так, чтобы щетки двух соседних пальцев разной полярности работали по одному щеточному следу, а следующей пары — по другому следу, т.е. в промежутках между щеточными следами первой пары пальцев.
Устанавливая щеткодержатели, следят, чтобы расстояние от обоймы до поверхности коллектора было 2-4 мм. Чтобы щетки в обоймах свободно перемещались, между ними должен быть зазор 0,1 - 0,4 мм в направлении вращения и 0,2 - 0,5 мм — в направлении оси коллектора.
В контактных кольцах фазных роторов часто повреждаются рабочая поверхность и изоляция между кольцами или кольцами и валом. Неравномерный износ контактных колец устраняют проточкой на токарном станке или с помощью приспособления, показанного на рис. 2.34, о. При легких повреждениях контактных колец (подгар, царапины и др.) их шлифуют стеклянной шкуркой или с помощью приспособления, изображенного на рис. 2.34, 6.
Нарушение изоляции между контактными кольцами восстанавливают, зачищая, промывая и затем окрашивая поврежденные места изоляционной эмалью ГФ-92ХС или ГФ-92ГС. При предельном износе изготовляют новые кольца из чугуна, стали или латуни Л68 и напрессовывают их на вал ротора.
1. В результате чего происходит неравномерный износ коллектора?
2. Как обтачивают и продороживают коллектор?
3. Как ремонтируют поврежденные коллекторные пластины?
4. Неисправности щеточного аппарата.
5. Как пришлифовывают щетки?
6. Как расставляют щетки на коллекторе?
7. Как ремонтируют контактные кольца?

В процессе длительной работы у машин постоянного тока повреждается чаще всего коллектор: нарушается его геометрически правильная форма, происходят замыканий коллекторных пластин, выступает межпластинная изоляция над пластинами, изнашиваются и оплавляются пластины коллектора.
Рис. 116. Переносные приспособления для проточки (а) и шлифовки (б) коллектора при вращении якоря машины постоянного тока в собственных подшипниках:
1 — станина, 2 — суппорт, 3 — резец, 4 — карборундовый круг . 5 — гибкий вал, б — электродвигатель.
*Для облегчения снятия миканитовой манжеты коллектор нагревают до 70—80 °С.
Рис. 1.20. Станок для динамической формовки коллекторов:
1 — станина, 2 и 3 опорная колонна и привод шпинделя, 4 — нагревательная камера, 5 — ходовой винт, 6 — поворотная головка, 7 — каретка, 8 — механизм суппорта проточки, 9 — пылесосное устройство
Новые пластины должны быть изготовлены из тех же материалов и иметь такой же профиль и размеры, как и заменяемые поврежденные пластины. Их предварительно собирают и спрессовывают с миканитовой изоляцией и между собой, а затем устанавливают в коллекторе.
Сборку коллектора производят в последовательности, обратной разборке. После - ремонта с заменой одной, или нескольких пластин коллектор формуют. На хорошо оснащенных оборудованием крупных электроремонтных заводах для динамической формовки коллекторов применяют специальные станки (рис. 120).
Станок состоит из станины 7, размещенных на ней опорной колонны 2 шпинделя, привода 3 шпинделя, нагревательной камеры 4, механизма 8 суппорта проточки и пылесосного устройства 9.
Нагревательная камера 4 состоит из двух шарнирно соединенных частей, одна из которых неподвижна, а. другая открывается при установке и снятии коллектора. Нагревается Камера с помощью трубчатых электронагревателей, размещенных между внутренней и наружной стенками и изолированных от них теплозащитной изоляцией. Заданная температура в камере поддерживается автоматически терморегулятором. Пылесосное устройство служит для удаления медной и миканитовой стружки.
Коллектор, подлежащий разгону, устанавливают на шпиндель и закрепляют гайкой. Шпиндель приводится во вращение электродвигателем через клиноременную передачу.
1 - вороток, 2 — винт, 3 - диск, 4 - коллектор, 5 — крюк
Рис. 121. Приспособление для снятия коллектора с вала якоря:
Суппорт, предназначенный для проточки контрольного пояска, имеет две рабочие подачи: продольную — Вертикальное перемещение по направляющим стойки при помощи ходового винта 5 и поперечную — горизонтальное перемещение по направляющим каретки 7. На каретке установлена поворотная головка 5, имеющая два держателя: один — для закрепления резца для проточки пояска, другой — для бесконтактного датчика установки контроля геометрической формы коллектора (на рисунке не показан). Суппорт при проточке пояска перемещают вручную с помощью винтовой подачи, при этом резец врезается в коллектор на определенную глубину. Продольную подачу суппорт с резцом получает от электродвигателя через редуктор, коническую пару шестерен, червячную передачу и ходовой винт. Он имеет ускоренное продольное перемещение, осуществляемое с помощью обгонной муфты, получающей вращение от первой ступени редуктора при включении электромагнитной муфты.
При использовании станка обеспечиваются высокое качество формовки коллектора и эксплуатационная надежность работы электрической машины.
При большом числе поврежденных пластин коллектор снимают с вала при помощи- приспособления (рис. 121), предварительно отсоединив концы обмотки якоря от пластин или петушков. Чтобы снять коллектор, вводят в вентиляционные каналы коллектора 4 шесть крюков 5 и поворачивают их на 90°, чтобы они захватывали корпус коллектора. Концы крюков вставлены в отверстия диска 3. В центре диска нарезана резьба для винта 2. Вращая винт воротком /, стягивают коллектор с вала якоря. Взамен снятого устанавливают новый коллектор заводского изготовления. Замене подлежат также коллекторы, износ пластин которых по толщине составляет: при диаметре коллектора до 100 мм — 2,5; 150— 200 мм — 3,5; 250 — 500 мм — 5 мм.
Щеточный аппарат. Этот аппарат электрической машины состоит из щеткодержателей со щетками и щеточных пальцев, собранных на поворотной траверсе. В коллекторных машинах применяют в основном два вида щеткодержателей: радиальные и реактивные (наклонные).
Радиальные щеткодержатели (см. рис. 107,б) характерны тем, что ось щетки направлена по радиусу коллектора. Давление на щетку 5 создается пружиной 3 и передается через рычаг 2 и пружину 8, которая служит буфером. Верхний конец пружины 8 шарнирно соединен с рычагом 2, в нижний ее конец ввернут на резьбе фарфоровый наконечник 7, который вставляют в углубление, просверленное в щетке 5.
Фарфоровый наконечник препятствует переходу тока через стальную пружину, что могло бы вызвать ее нагрев и нарушить упругость вследствие отпуска стали, Щетка вставлена в обойму б, которая отлита из латуни и прикреплена к корпусу 4 щеткодержателя, представляющему собой штампованную коробочку из листовой стали. Конец щеточного пальца Закрепляют в хомутике траверсы.
Радиальные щеткодержатели применяют в реверсивных электрических машинах, где якорь вращается с переменной направления вращения. В электрических машинах, вращающихся постоянно в. одном направлении, используют реактивные (наклонные) щеткодержатели (см. рис. 107, г), у которых щетка наклонена по отношению к радиусу коллектора по его ходу. При этом щетка 11 прижимается к стенке 12 обоймы пружиной 15, которая регулируется храповиком 13, запираемым пружинным штифтом 10, и не опрокидывается. Конец пружины 15 согнут в колечко 14 и играет роль нажимного рычага. Ток от щетки отводится по гибкому проводу, сплетенному из тонких медных нитей, к пальцу щеткодержателя.(Щеткодержатель надевается на палец щеточного устройства и удерживается на нем разрезным хомутиком 9. Этот щеткодержатель называется реактивным, поскольку щетка находится под действием реакций двух сил.
В синхронных и асинхронных электрических машинах применяют щеткодержатели зажимного Типа, у которых щетки не скользят в обойме, а зажаты в корпусе щеткодержателя и при износе опускаются вместе с ним. Корпус щеткодержателя может быть выполнен из штампованных деталей без механической обработки.
Обычно щеткодержатели зажимного типа (рис. 122) выполняют сдвоенными — на одном пальце. 1 над каждым контактным кольцом располагаются две щетки 5. Каждая щетка стопорным винтом 4 зажата в корпусе 3 щеткодержателя и прижимается к контактному кольцу пружиной б. Корпуса Щеткодержателей шарнирно соединены с хомутиком 2. По мере износа щеток и контактных колец величина нажатия щетки на контактное кольцо не изменяется, поскольку с уменьшением длины плеча пружины увеличивается сила нажатия пружины.
Рис. 122. Щеткодержатель зажимного типа синхронных и асинхронных машин
В машинах постоянного тока из-за ограничения величины перекрытия коллекторные пластин щетки располагают узкой стороной вдоль окружности коллектора. В асинхронных машинах щетки узкой стороной направляют вдоль контактных колец, благодаря чему уменьшают их ширину. В машинах постоянного тока щеткодержатели одинаковой полярности укреплены на неизолированном металлическом пальце, а и асинхронных машинах щеткодержатели контактных колец, относящихся к разным фазам, — на изолированном пальце,
При ремонте электрических машин наиболее часто встречаются такие неисправности щеткодержателя, как ослабление пружин, оплавление или механические повреждения.
Ослабление пружин щеткодержателя,- следовательно,- снижение нажатия на щетку устраняют регулировкой пружин, а при отсутствии такой возможности — заменой дефектной пружины новой заводского изготовления. Величину нажатия пружины щеткодержателя после регулировки или замены проверяют самым доступным способом, показанным на рис. 123. Величина нажатия щеток зависит от их марки, конструкции машины и др.
Величину нажатия щеток 3 на коллектор 1 определяют так: подкладывают под щетку на коллектор полоску бумаги или фольги), затем одновременно тянут одной рукой за шнурок, привязанный к крючку динамометра, а другой — за бумагу и замечают показание динамометра в момент, когда бумагу можно легко вытянуть из-под щетки. Удельное нажатие определяется как частное от деления величины, показанной динамометром в граммах, на поперечное сечение щетки в
квадратных сантиметрах. Отклонения в усилии нажатия отдельных щеток одного полюса машины постоянного тока не должны превышать 10%. Все щетки, устанавливаемые на отремонтированной машине, должны быть одной марки. Марки щеток подбирают в соответствии с указаниями завода-изготовителя, так как каждый тип машины выпускается заводом со строго подобранными марками ще- ток. При подборе щеток учитывают плотность тока под ними, окружную скорость коллектора или контактных колец, род тока и напряжение, мощность электродвигателя и режим его работы.
1 — коллектор, 2 — щеткодержатель, 3 — щетка, 4 — динамометр, 5 — нажимной палец, 6 — пружина,
Рис. 123. Проверка величины нажатия пружины щеткодержателя:
Правильный подбор удельного нажатия и марки щеток способствует улучшению контакта между щетками и коллектором, однако этого недостаточно для создания надежного и хорошего контакта. Необходимо, чтобы контактные поверхности щеток были тщательно притерты (пришлифованы) к поверхности коллектора.
Для этого устанавливают щетку 3 (см, рис. 123) в держатель 2, а затем, приподняв ее, накладывают полоску стеклянной бумаги "на поверхность коллектора 1 (абразивной поверхностью к щетке) и опускают щетку. Для пришлифовки щеток применяют только мелкозернистую стеклянную бумагу № 00, Прижимая бумагу к поверхности коллектора и держа за концы, протягивают ее от одного крайнего положения до другого до тех пор, пока щетка не притрется. Притерев каждую щетку, таким же способом притирают одновременно группу щеток одного щеточного пальца или одной полярности.
Обоймы и другие детали щеткодержателя оплавляются из-за сильного искрения и реже от образования кругового огня. При легком оплавлении щеткодержатель очищают от копоти грязи и нагара, а, при сильном — заменяют новым. Механические повреждения щеткодержателя (заусенцы, вмятины, выгибы) устраняют опиловкой и правкой. Повреждением, часто встречающимся в щеткодержателях, является электрическая коррозия внутренней поверхности обоймы в результате нарушения прохождения тока с щетки на обойму. Неисправность устраняют -подтяжкой контактов в цепи тока, сильно коррозированную обойму заменяют.
Окончив ремонт щеткодержателей и притирку щеток машин постоянного тока, проверяют правильность сборки и расстановку щеткодержателей по отношению к коллектору. Эту работу выполняют очень тщательно, так как малейшее изменение порядка расстановки щеткодержателей или несоблюдение расстояний от щеткодержателей до коллектора может привести к нарушению нормальной работы машины и повышенному износу коллектора и щеток. Правильной является такая расстановка щеток, при которой щетки равномерно расположены на рабочей поверхности коллектора.
При расстановке щеток учитывают, что износ коллектора под щетками разной полярности неодинаков. Поэтому щеткодержатели располагают так, чтобы щетки двух соседних болтов разной полярности работали по одному щеточному следу, а следующей пары болтов — по другому следу, т. е. в промежутках между щеточными следами первой пары болтов. Устанавливая щеткодержатели, следят, чтобы расстояние от обоймы до поверхности коллектора было 2—4 мм. Для свободного передвижения щеток в обоймах между ними должен быть зазор 0,1—0,4 мм в направлении вращения и 0,2— 0,5 мм — в направлении оси коллектора.
Контактные кольца. В асинхронных двигателях с фазным ротором применяют два вида контактных колец: с коротко- замыкающим устройством и без короткозамыкающего устройства (с постоянно налегающими щетками на контактные кольца). Электродвигатели с короткозамыкающим устройством использовались в электродвигателях, выпускавшихся до 1940 г. Такие двигатели в небольшом количестве все еще эксплуатируются и поступают в ремонт. Электродвигатели с фазными роторами более поздних выпусков короткозамыкающих устройств не имеют.
У контактных колец фазных роторов часто повреждаются рабочая поверхность и изоляция между кольцами или между кольцом и валом. Неравномерную выработку контактного кольца устраняют проточкой на токарном станке или при помощи приспособления (см. рис. 116, а).
При легких повреждениях поверхности контактных колец (подгаре, царапинах и других) их шлифуют стеклянной шкуркой или с помощью приспособления (см. рис. 116,5).
Нарушенную изоляцию между контактными кольцами восстанавливают, зачищая, промывая и затем окрашивая поврежденное место изоляционной эмалью ГФ-92ХС или ГФ-92ГС. При предельном износе приходится изготовлять новые кольца и напрессовывать их на вал ротора. Кольца для электрических машин нормального исполнения изготовляют из стали, чугуна или латуни JI68. Существует -несколько способов прессовки контактных колец, но для асинхронных машин мощностью до 100 кВт с фазным ротором чаще других применяют способ холодной прессовки колец на втулку (рис. 124).
Рис. 124. Посадка контактных колец на втулку холодной прессовкой:
1 и 4 контактные шпилька и кольца, 2 — изоляция контактной шпильки, 3- разрезная стальная гильза, 5 — изоляция стальной разрезной гильзы, б — стальная втулка, 7 и. 12 -верхний и нижний столы пресса, 8 и 11 — верхний и нижний диски, 9 — дистанционные клинья, 10 — электрокартонные прокладки под дистанционными клиньями
Основные операции сборки и прессовки колец выполняют в такой последовательности:
собирают комплект колец, продев контактные шпильки 1 в отверстия колец 4;
вставляют в промежутки между кольцами равномерно по окружности по три стальных дистанционных клина 9, чтобы кольца не смещались при прессовке;
устанавливают комплект колец на нижний (подставной) диск 11 и вкладывают в отверстия колец изоляцию 5, состоящую из полосок пропитанного электрокартона толщиной 0,4 мм и миканита или лакоткани; изоляцию распределяют так, чтобы она равномерно располагалась по внутренней Окружности колец;
вставляют внутрь колец разрезанную гильзу 3 из стали толщиной 1,5 мм, предохраняющую изоляцию от повреждения при прессовке, а затем в эту гильзу — стальную втулку 6 и накрывают ее верхним (нажимным) диском 8;
устанавливают весь собранный комплект колец на нижний стол 12 пресса и запрессовывают втулку б в гильзу 3, после чего выбивают дистанционные клинья из межкольцевых промежутков ;
сушат комплект запрессованных колец в печи в течение 6-8 ч при 110—115 °С, затем пропитывают изоляционным лаком и вновь сушат 10—12 ч при 120°С;
охлаждают комплект колец до 80 — 90 °С и, установив втулку на конец вала ротора, насаживают на вал давлением пресса; при насадке втулки с комплектом колец на вал следят, чтобы контактные шпильки 1 пришлись против выводных концов обмотки;
протачивают поверхности колец на токарном станке, устраняя неровности и биение, затем их шлифуют и полируют;
проверяют индикатором величину биения колец (не должно быть более 0,04 мм).

Ремонт коллекторов электрических машин постоянного тока
Коллектор представляет собой одну из наиболее сложных частей электрических машин постоянного тока. Из большого числа медных пластин сложной формы, чередующихся с миканитовыми прокладками, необходимо получить своеобразный цилиндр, выдерживающий при крещении значительные механические нагрузки. Такой цилиндр должен быть хорошо изолирован от корпуса электрической машины. Коллекторные пластинки фрезеруются или штампуются из полосовой меди трапецеидального сечения.
Дефектами коллектора являются: износ медных пластин, образование канавок на их поверхности, оплавление пластин, почернение и замыкание пластин, пробой изоляции на корпус, распайка петушков с обмоткой якоря.
Коллектор можно ремонтировать с разборкой и без разборки. Без разборки можно производить его обточку, шлифовку и продораживание миканита между пластинами. От трения щеток медь изнашивается быстрее, чем миканит, и миканит может выступать над коллекторными пластинами. Щетки, теряя контакт с поверхностью коллектора, начинают искрить. Для устранения этого миканит необходимо продорожить ниже поверхности коллекторных пластин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Продораживание коллекторов является трудоемкой операцией. Не менее трудоемкая операция — измерение сопротивления обмоток электрических машин. Для механизации этой операции разработан ряд различных приспособлений и механизмов.
Приспособление для измерения омического сопротивления обмоток якорей электрических машин постоянного тока. Раньше эти измерения производили вручную, при помощи контактных вилок с двумя остриями, которые создают контакт между измерительными приборами и ламелями коллектора. Второй рабочий в это время оперировал с мостом сопротивлений и производил отсчеты показаний приборов.
Новатор Б. А. Козырев разработал оригинальное приспособление (рис. 244), облегчающее эту работу. На перфорированной стальной ленте укреплены изоляционные ролики и текстолитовые щиток с пружинными контактами, снабженными защелками (типа шпингалета).
Стальная лента опоясывается вокруг коллектора и застегивается, при этом изоляционные ролики надежно изолируют ленту от коллектора. Пружинные контакты при повороте выходят из упора и по щелевой прорези упираются в смежные ламели коллектора. К верхней части контактов присоединяют провода от измерительных приборов и производят необходимые измерения. Для перехода на следующие ламели контакты оттягивают, поворотом устанавливают на упор ленту, перекатывают по коллектору на изоляционных роликах и вновь опускают пружинные контакты.
Таким образом, работы по измерению омического сопротивления обмоток якорей машин постоянного тока
производит один рабочий. Применение приспособления дает возможность высвободить одного рабочего и повысить точность измерения омического сопротивления якорей электрических машин постоянного тока.
Масса приспособления 0,35 кг.
Пневматическое приспособление для продораживания коллекторов разработано новаторами М. П. Павловым, Л. И. Крапом и В. А. Фатеевым.
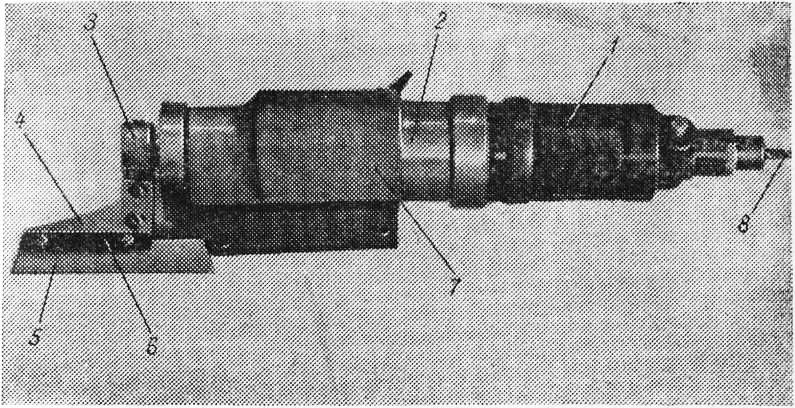
Приспособление состоит из цилиндрического корпуса и малогабаритной пневматической сверлильной машинки с накаткой. На переднем конце корпуса предусмотрена резьба для завинчивания пневмотурбинки. На заднем конце корпуса имеется гнездо для штока, а также выфрезерован паз для направляющей шпонки, предохраняющей шток от проворачивания. Накидная гайка, навернутая на конец корпуса, предохраняет шпонку от выпадания.
На выступающий конец штока насажена на шпонке головка резцедержателя, в которой на винтах закреплена сменная лапка резцедержателя. В нижней части лапки выфрезерован паз для ножовочного полотна, которое крепится к прижимной планке двумя винтами.
Для возврата шпонки с закрепленным на ней резцедержателем предусмотрена цилиндрическая пружина. Одним концом она упирается в корпус, а другим — в головку штока.
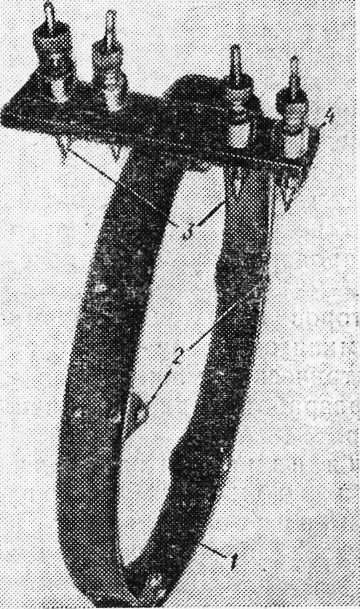
Рис. 1. Приспособление для измерения омического сопротивле-якорей электрических машин постоянного тока.
Воздух из магистрали, поступая по гибкому резиновому шлангу в пневмомашинку, вращает ротор, на конце которого насажена муфта. Муфта и головка штока имеют скосы.
Пневматическое приспособление увеличивает производительность труда в 2 раза. Оно надежно в работе, не требует высокой квалификации рабочего, имеет небольшие габариты и просто в изготовлении.
Габаритные размеры: 200X65X60 мм; масса 1,2 кг.
Электромеханическое устройство для продораживаиия коллекторов. Новатор И. И. Кабанов разработал переносное устройство для механизированного продораживаиия коллекторов. Оно снабжено подвижным направляющим ножом, исключающим возможность повреждения пластин коллектора вращающейся фрезой.
Устройство обеспечивает возможность задавать и фиксировать глубину продораживаиия. Наличие подвижных опор придает устойчивость положению приспособления во время работы. Кнопка управления приводным электродвигателем, находящаяся в рукоятке, создает удобства в работе.
Устройство состоит из приводного электродвигателя трехфазного тока 220/380 В мощностью 0,27 кВт, магнитных пускателей, снабженных двумя штепселями и розетками: трехполюсной — для подключения питающего шлангового провода от сети и двухполюсной — для подключения кнопки управления пускателем, размещенным в одной из рукояток. Электродвигатель снабжен рукояткой для переноски. На корпусе его имеется контактный болт для подключения заземления.
Кроме того, в устройство входят: ушестеренный редуктор с передаточным числом 1:3 для понижения числа оборотов; карданный валик телескопической конструкции для соединения вала редуктора со шпинделем, благодаря чему вращательное движение от приводного электродвигателя передается через редуктор на фрезу, закрепленную на шпинделе; корпус с приваренной к нему траверсой в виде полускобы (в своей горизонтальной части траверса снабжена метрической шкалой для установки приспособления на необходимую величину, учитывающую размер и шаг ламелей, а на корпусе приспособления укреплена стрелка, показывающая направление вращения фрезы); шпиндель на двух шарикоподшипниках, конец которого служит для установки сменных фрез; сменная прорезная фреза (левого вращения) толщиной 0,5-1,0 мм (в зависимости от толщины слюдяных прокладок между ламелями коллектора), закрепленная на конце шпинделя шпонкой и винтом.
В нижней части каретки при помощи концентрического зажима укреплена тройниковая букса, в горизонтальной части которой размещен подвижной ползун. На нем закреплен направляющий нож, изготовленный из стальной ленты толщиной 0,5 мм. Нож сверху свободно перемещается вдоль оси горизонтальной части тройниковой буксы в пространстве, ограниченном креплениями ножа и пружинного амортизатора, к ползуну.
Глубина продораживания регулируется концентрическим зажимом. Ослабив зажим, нужно выдвинуть вниз (подать вверх) тройниковую буксу и установить направляющий нож на необходимое расстояние от нижней точки фрезы, при этом необходимо одновременно изменить высоту двух подвижных опор, расположенных по обе стороны каретки.
Перемещением каретки с тройниковой буксой и направляющим ножом вдоль траверсы устанавливают ее на расстояние, соответствующее размеру пластин, так, чтобы при совпадении направляющего ножа с промежутком между ламелями фреза стояла по центру следующего промежутка между ними. Найденное положение каретки фиксируют стопорным влитом. Направляющий нож с пружинным амортизатором обеспечивает точное направление фрезы между пластинками.
Две подвижные опоры, каждая из которых снабжена в нижней части двумя гетинаксовыми роликами, а в верхней части стопорными винтами, позволяющими регулировать высоту этих опор, а также фиксировать ее, обеспечивают устойчивое положение приспособления при продораживании и легкое перемещение его по коллектору. На опорах имеются метрические шкалы с ценой деления 1 мм. Высота опор должна устанавливаться соответственно глубине продораживаиия коллектора.
При необходимости (если диаметр коллектора больше обычного) пара гетинаксовых роликов на каждой подвижной опоре может быть заменена одним роликом, установленным на специальной оси.
Работа по продораживанию коллекторов с помощью этого устройства производится следующим образом. К месту ремонта якоря машины подносят устройство, затем устанавливают и заземляют приводной электродвигатель. Кнопку управления присоединяют к шланговым проводам двухполюсной розетки. При помощи каретки и подвижных опор устанавливают необходимую глубину продораживаиия и шаг ламелей. После этого ручным дорожником продораживают первую слюдяную прокладку между пластинами, а затем, взяв в руки приспособление и соединив карданный валик со шпинделем, в промороженное пространство устанавливают направляющий нож, включают электродвигатель и, направляя вращающуюся фрезу вдоль слюдяной прокладки между ламелями, продораживают ее. Остановив приводной электродвигатель, в только что выбранную дорожку устанавливают направляющий нож, а фрезой выбирают следующую дорожку.
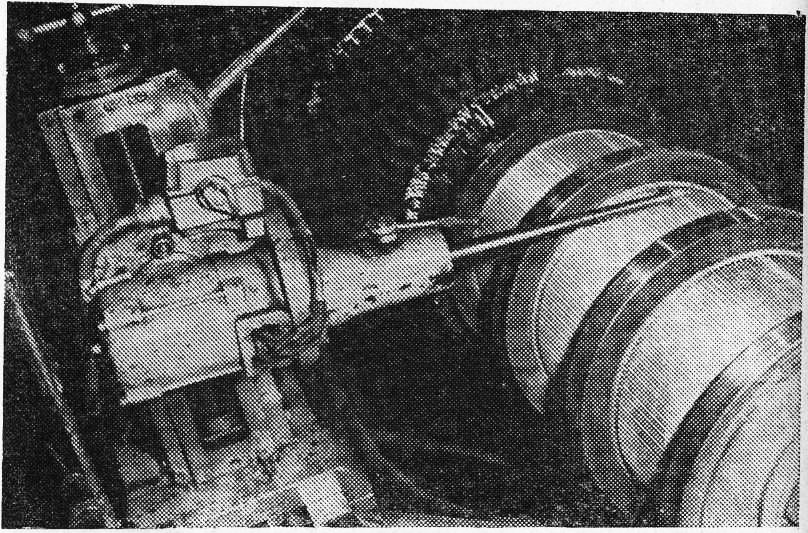
Для продораживания якорь устанавливается одним концом в патрон передней бабки и поджимается центром задней бабки. Каретка регулируется по длине коллекторной пластины, а шпиндель с фрезой — по диаметру коллектора. Продольное перемещение передвижной каретки с укрепленной фрезой вдоль коллектора осуществляется при помощи винта с ленточной резьбой.
При вращении шпинделя фреза входит в миканит и выбирает его на необходимую глубину. Головка шпинделя позволяет закреплять фрезы различного диаметра и разной толщины.
Внедрение данного станка дает возможность повысить производительность труда на продораживании коллекторов в 4-5 раз.
Периодичность проведения данного вида работ не регламентируется. Она определяется владельцем электроустановки, на основании продолжительности эксплуатации и местных условий. Выполняется капитальный ремонт электродвигателей в электроремонтных цехах. Работа предусматривает полный разбор каждой машины и проведение испытаний.
Ключевым элементом при проведении капитального ремонта является ротор. Выполняется его балансировка и замена вала. В процессе работы, специалисты используют технологические карты, где указаны требуемые инструменты, порядок работ и т.д.
Главное назначение капитального ремонта – это восстановление заводских характеристик.
Для осуществления этой цели, мастера выполняют следующие работы
- Испытание, калибровка, сборка двигателя после замены или ремонта.
- Сборка комплектующих, которые были заменены или отремонтированы.
- Отбраковка деталей после их тщательной проверки.
- Промывка, очистка, нагар разобранных деталей двигателя.
- Внешняя очистка установки.
- Ремонт узла составного вала.
- Смазка, продувка, прочистка маслопроводов.
- Замена электропроводов системы, если это необходимо (предварительная проверка).
- Ремонт выпускных и впускных трубопроводов.
Это далеко не полный перечень работ. Полная проверка работоспособности всех систем требует времени, специального оборудования и инструментов. Разбираются, проверяются (заменяются если это необходимо) и собираются масляные насосы, вентиляторы, водяные фильтры, цилиндры, форсунки, коллекторы, бензонасосы, карбюраторы и т.д.
После выполнения всего перечня работ, связанного со сбором двигателя, производится приработка движущихся запчастей (сначала в холодном состоянии, а затем обкатка в горячем). Если после проведения диагностики неисправностей не обнаружено, двигатель может быть установлен в электростанцию.
Пишите комментарии, дополнения к статье, может я что-то пропустил. Загляните накарту сайта, буду рад если вы найдете на моем сайте еще что-нибудь полезное.
9.1. Виды ремонтов электрических машин и сроки их проведения
Как уже говорилось, согласно
системе ППРЭсх, в сельском хозяйстве предусматриваются два вида ремонта
электрических машин: текущий и капитальный. Текущий ремонт асинхронных
двигателей, генераторов, передвижных электростанций проводят один раз в 6 мео
при работе в тяжелых условиях и один раз в 12 мес при работе в чистых, сухих
помещениях. Низковольтные многоамперные генераторы постоянного тока, работающие
в помещениях, рекомендуется подвергать текущему ремонту один раз в 4 мес.
Капитальный ремонт асинхронных электродвигателей проводят
один раз в 4 года при работе в сырых помещениях с содержанием аммиака, один
раз в 5 лет при работе в пыльных, сырых помещениях и под навесом и один раз в
6 лет в сухих помещениях.
9.2. Объем текущего и капитального ремонтов
Для проведения текущего ремонта электродвигатель очищают
от пыли и грязи, отъединяют от питающих проводов, рабочей машины, заземляющей
шины и пускового реостата (для двигателей с фазовым ротором), демонтируют с
фундамента и доставляют в мастерскую.
В мастерской проводят дефектацию электродвигателя,
разбирают его, очищают отдельные узлы и обмотки н ремонтируют их, пропитывают
и сушат обмот
ки (при необходимости), ремонтируют контактные кольца,
щеточный механизм, проверяют подшипники и заме* няют их (при необходимости),
ремонтируют или заменяют детали, затем собирают электродвигатель и
Испытывают.
После окраски двигатель доставляют на рабочее4 место,
монтируют и проверяют его работу под нагрузкой совместно .с рабочей машиной.
В генераторах переменного тока с возбудителями и в
многоамперных низковольтных машинах постоянного тока, кроме перечне* ленных
операций, протачивают и шлифуют коллектор, проверяют состояние полюсов и их
обмоток и при необходимости проверяют и ремонтируют вентилятор машины.
Капитальный ремонт включает все операции текущего ремонта
и дополнительно ремонт, а чаще всего полную замену обмоток статоров, якорей
(машин постоянного тока) и фазовых роторов, а также проверку и при
необходимости замену вала ротора.
СОДЕРЖАНИЕ КНИГИ: Эксплуатация и
ремонт электроустановок
15.1. Асинхронный электродвигатель.
Электропривод металлорежущих станков преобразует электрическую энергию в
механическую.
Бытовая техника и ремонт…
Справочник слесаря по ремонту бытовых
электроприборов и машин. Лепаев Д. А. Электрические кухонные машины.
Электромясорубки.
По способу передачи энергии трансмиссии подразделяют на
механические, электрические, гидравлические, пневматические и
Организация ремонта строительных машин.
…коллекторов и щеткодержателей машин
постоянного тока приходилось 28% всех повреждений в электрических
Бритвы. Электробритвы с микродвигателем. Бытовая техника и ремонт…
В конструировании моделей электрических машин
с успехом могут быть использованы детали мегаллоконструктора, детали
штепсельных розеток, выключателей, радиодетали и прочее.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Выпадение вентиляционных распорок Ослабление стяжных болтов
Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты
Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения

Рис. 8. Кольца контактные в сборе:
1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора:
1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания
масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание
спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Метки
5АЗМВ
DIALux
Ex
PLC
Аттестация
Боты диэлектрические
Взрывобезопасность
Галоши
Двухсторонний выключатель
Заземление
Изолированный инструмент
Инструктаж
Испытания
Кабель
Клещи изолирующие
Ковры резиновые
Контактор
Лестницы
Оперативные переговоры
Оперативный журнал
Освещение
ПРА
Перчатки диэлектрические
Проверка знаний по электробезопасности
Прогрузка ТРН
Ревизия контактов
Ремонт ПМЕ
СИЗ
СТДП
Тепловое реле ТРН
УЗО
Указатель напряжения
Фото АД 5000 кВт
Штанга изолирующая
Электробезопасность
Электродвигатель
Электроизмерительные клещи
Энергосбережение
виды ремонтов
график ППР
двухстороннее управление освещением
кабельная муфта
настройка ТРН
прием в эксплуатацию
трансформаторы
Трехкратная пропитка обмоток лаком, модифицированным ингибиторами
Это предложение В.И. Чарыкова — первый вид простейшей модернизации, повышающей надежность электродвигателей при текущем ремонте. Ингибитор, диффундируя в лаковую пленку и заполняя ее поры, препятствует проникновению влаги. Для исследований применяли хроматные и БДН ингибиторы, разработанные ЧИМЭСХ под руководством О.И. Голяницкого. Лучшие результаты были получены при использовании БДН ингибитора — это смесь диэтиланилина, бензотриазола и паранитрофенола, растворенная в ацетоне. При пропитке обмотки использовали эмаль ГФ-92ХС, модифицированную путем добавления 6% (от массы эмали) ингибитора.
Текущий ремонт электрооборудования
Параметры выполнения текущего ремонта определяются исходя из ремонтируемого оборудования (частота работы, список операций, схема ремонта). Различается для электромеханических преобразователей и пускорегулирующий аппаратуры
Периодичность текущего ремонта определяет период проведения капитального, поэтому важно хранить информацию о дефектах установки, и выбранных методах их устранения
План выполнения текущего ремонта определяется также состоянием агрегата, типом механизма, длительностью использования (рассчитывается в часах или сутках)
Процесс технического контроля проводится при разборке устройства, особое внимание уделяется щеточно-коллекторному механизму (касается электродвигателей с постоянным током или асинхронным двигателем)
Основные операции, которые выполняются при текущем ремонте:
- Чистка фильтров и приборов для очистки воздуха, пайка радиатора (если требуется), удаление накипи.
- Удаление нагара ГБЦ (частичная разборка).
- Проверка работоспособности уплотнительных колец и поршневых дисков, в случае выхода из строя – замена.
- Проверка эффективности масляного фильтра.
- Регулирование зазоров клапана, подзарядка АКБ.
- Чистка баков и карбюраторов, диагностика всей системы подачи топлива.
- Подтяжка болтов, в случае полного износа вкладышей – установка новых.
Типовые объемы работ
Перед ремонтом проводятся испытания электрических машин для выявления и последующего устранения дефектов.
Типовой объем работ по техническому обслуживанию включает:
ежедневный надзор за выполнением правил эксплуатации и инструкций завода-изготовителя (контроль нагрузки, температуры отдельных узлов электрической машины, температуры охлаждающей среды при замкнутой системе охлаждения, наличия смазки в подшипниках, отсутствия ненормальных шумов и вибраций чрезмерного искрения на коллекторе и контактных кольцах и др.);
ежедневный контроль за исправностью заземления;
контроль за соблюдением правил техники безопасности работающими на электрооборудовании;
отключение электрических машин в аварийных ситуациях;
мелкий ремонт, осуществляемый во время перерывов в работе основного технологического оборудования и не требующий специальной остановки электрических машин (подтяжка контактов и креплений, замена щеток, регулирование траверс, подрегулировка пускорегулируюшей аппаратуры и системы защиты, чистка доступных частей машины и т. д.);
участие в приемо-сдаточных испытаниях после монтажа, ремонта и наладки электрических машин и систем их защиты и управления;
плановые осмотры эксплуатируемых машин по утвержденному главным энергетиком графику с заполнением карты осмотра.
Типовой объем работ при текущем ремонте включает:
производство операций технического обслуживания;
отключение от питающей сети и отсоединение от приводного механизма (двигателя);
очистку внешних поверхностей от загрязнений;
разборку электрической машины в нужном для ремонта объеме;
проверку состояния подшипников, промывку их, замену подшипников качения, если зазоры в них превышают допустимые, проверку и ремонт системы принудительной смазки, замену смазки;
проверку, очистку и ремонт крепления вентилятора, проверку и ремонт системы принудительной вентиляции;
осмотр, очистку и продувку сжатым воздухом обмоток, коллектора, вентиляционных каналов;
проверку состояния и надежности крепления лобовых частей обмоток, устранение выявленных дефектов;
устранение местных повреждений изоляции обмоток, сушку обмоток, покрытие лобовых частей обмоток покровным лаком;
проверку и подтяжку крепежных соединений и контактов с заменой дефектных крепежных деталей;
проверку и регулировку щеткодержателей, траверс, короткозамыкающих устройств, механизма подъема щеток;
зачистку и шлифовку коллектора и контактных колец, продораживание коллектора;
проверку состояния и правильности обозначений выводных концов обмоток и клеммных колодок с необходимым ремонтом;
замену фланцевых прокладок и уплотнений;
проверку герметичности взрывозащищенных машин;
сборку машины и проверку защитного заземления;
присоединение машины к сети и проверку ее работы на холостом ходу и под нагрузкой;
устранение повреждений окраски;
проведение приемо-сдаточных испытаний и оформление сдачи машины в эксплуатацию.
Типовой объем работ при капитальном ремонте включает:
производство операций текущего ремонта;
проверку осевого разбега ротора и радиальных зазоров подшипников скольжения с последующей перезаливкой вкладышей;
замену подшипников качения;
полную разборку машины с чисткой и промывкой всех механических деталей;
замену дефектных обмоток (включая ремонт короткозамкнутых обмоток), очистку и продувку сохраняемых обмоток;
пропитку и сушку обмоток, покрытие лобовых частей обмоток покровными лаками и эмалями;
ремонт коллекторов, контактных колец и щеточных узлов (вплоть до их замены на новые);
ремонт магнитопровода статора и ротора, включая частичную замену листов;
восстановление прессовки магнитопроводов; ремонт подшипниковых щитов, корпуса, восстановление размеров посадочных мест;
ремонт вала;
ремонт или замену вентилятора;
замену неисправных пазовых клиньев, различных изоляционных деталей;
маркировку выводных концов в соответствии с ГОСТ 183-74;
сборку и окраску машины;
проведение приемо-сдаточных испытаний и оформление сдачи машины в эксплуатацию.
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Капитальный ремонт
Проводят в условиях электроремонтного цеха (ЭРЦ) или специализированного ремонтного предприятия (СРП). В объем капитального ремонта входят работы, предусмотренные текущим ремонтом. Он включает в себя также следующие виды работ: полную разборку электродвигателя, проверку всех узлов и деталей и их дефектация, ремонт станин и подшипниковых щитов, магнитопроводов ротора и статора, валов, вентиляторов, роторов, коллекторов, устранение местных дефектов изоляции обмоток и соединений, проведение послеремонтных испытаний.
Периодичность капитальных ремонтов электродвигателей Правилами технической эксплуатации не устанавливается. Она определяется лицом, ответственным за электрохозяйство предприятия на основании оценок общей продолжительности работы электродвигателей и местных условий их эксплуатации.
После транспортировки для монтажа электродвигателей на фундаментах производят следующие дополнительные работы: выверка положения электродвигателя, центровка и соосность ил нов электродвигателя и агрегата, крепление, подливка оснований. Частичная замена обмоток целесообразна в случае повреждения нескольких однослойных катушек или стержневых обмоток (частичная замена двухслойных обмоток статора не целесообразна, так как при этом повреждается изоляция исправных катушек).
Провода, снятые с поврежденных электродвигателей в период ремонта, используют повторно. В этом случае необходимо восстановить электрические и механические параметры обмоток до их первоначальных значений. Для очистки проводов см старой изоляции применяют отжиг в печах, а механическое отделение остатков изоляции от провода — волочением через деревянные или текстолитовые клицы. После рихтовки провода обматывают новой изоляцией на станках.
При ремонте статорных обмоток из жестких катушек медные провода прямоугольного сечения используют повторно Изоляцию восстанавливают с помощью обматывания лентой внахлестку, перекрывая на ½ ширины изолировочной ленты. Замену коллекторов проводят лишь при значительных повреждениях (пяти и более коллекторных пластин) с пробоем и выгоранием изоляции.
Кроме того, коллекторы подлежат замене целиком, если запас размера коллекторных пластин по высоте не обеспечивает их естественного износа без уменьшения этого размера ниже допустимого предела за время до следующего капитального ремонта.
- Неисправности электродвигателей
- Разборка электродвигателей
- Общие сведения об обмотках
- Ремонт обмоток
- Ремонт контактных колец и щеточного аппарата
- Ремонт подшипников
- Ремонт сердечников
- Сборка электродвигателей после ремонта
- Испытания электродвигателей после ремонта
- Монтаж электродвигателей после ремонта
Ремонт станины статора
При износе или срыве резьбы в отверстиях под болты крепления подшипниковых щитов и в отверстиях под болты или винты крепления кожуха вентилятора рассверливают отверстие с поврежденной резьбой до диаметра, необходимого для нарезания резьбы ремонтного размера, в отверстии метчиком нарезают новую резьбу. При нарезании метчик смазывают маслом.
Диаметр сверла и размер метчика при нарезании резьбы определяют руководствуясь данными табл. 3.1.
Читайте также: