
Подготовка к опиливанию кратко
Обновлено: 02.07.2024
Загрузить презентацию (288 кБ)
обучения: систематизация приемов, навыков обращения с инструментами;
развития: уметь анализировать, формировать и совершенствовать умения и навыки;
воспитания: воспитать у учащихся добросовестное отношение к изучению основ своей. профессии, данной темы.
Тип урока: изучение нового материала.
Виды контроля: текущий.
Методы контроля: письменный.
Форма контроля: фронтально-индивидуальный (тесты, карточки).
Уровни усвоения: I, II.
Межпредметные связи: материаловедение, черчение, учебная практика.
Оснащение: плакаты, планшеты с инструментами, презентация, тесты, карточки-задания.
Проблемное задание: выбор напильников.
I. Организационная часть
1. Проверка посещаемости.
2. Проверка готовности к уроку.
II Актуализация опорных знаний, умений и мотивационных состояний
2. Провести опрос по пройденному материалу.
По таблице (приложение 1):
III. Формирование опорных понятий
1. Назначение опиливание.
4. Классификация напильников.
5. Выбор напильников.
IV. Закрепление изученного материала по карточкам-заданиям, тестам и презентации
1. Чем отличаются надфили от напильников общего назначения?
2. Выбрать тип насечки для обработки: кожи, свинца, стали дерева, бронзы.
3. Указать номер насечки напильника для снятия лишнего метала толщиной (в мм):
0,1; 0,75; 0,4; 0,25; 0,0005;
2. Тесты. (Приложение 2)
V. Заключительная часть урока.
2. Подведение итогов.
3. Домашнее задание.
Литература. Покровский Б.С. Основы слесарного дела § 37, 38, 39.
Опиливание металла (конспект)
Опиливание – это операция по снятию лишнего слоя металла режущим инструментом напильником.
Напильник – это стальной стержень определенного сечения, на гранях которого выполнена насечка
Напильники выполняются из углеродистой инструментальной стали У10А, У13, У13А.
-
Насеканием – на пилонасекательных станках с помощью специального зубила.
- Фрезерованием или шлифованием.
- Протягиванием.
- Одинарная – для мягких материалов (латунь, медь, алюминий ) См. рисунок.
- Двойная (перекрестная) – для твердых материалов (чугун, сталь) См. рисунок.
- Рашпильная – для обработки неметаллов (дерево, оргстекло, кожа. кость) См. рисунок.
- Дуговая – для мягких материалов (медь, алюминий). См. рисунок.
I. Напильники общего назначения.
По форме напильники бывают:
Плоские длина напильников бывает: от 100 до 400 мм
Квадратные У10А, У13А.
II. Специальные напильники – для обработки специальных сплавов.
а) Тарированные – для обработки изделий из легких сплавов.
б ) Алмазные – для обработки и доводки твердосплавных материалов.
III. Надфили – это мелкие напильники для ювелирных, граверных работ и зачистки в трудно доступных местах. По форме они такие же, как и напильники общего назначения – плоские, трехгранные, круглые и т.д.
IV. Рашпили – для обработки неметаллов (дерево и т.п.)
V . Машинные напильники – применяются для опиловочных станков с вращательным движением.
На протяжении всего урока повторяется вопрос проблемного задания, а в конце урока учащиеся должны ответить на него.
Ответ на проблемное задание
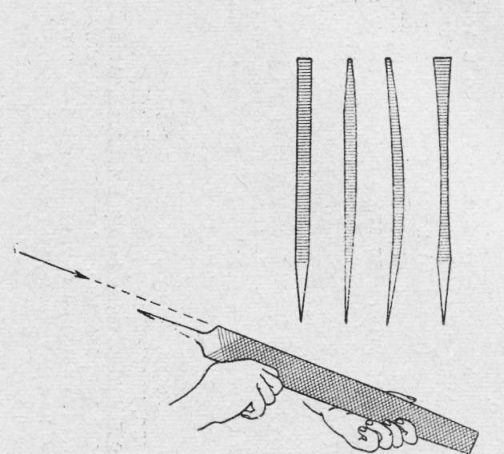
Длина ручки напильника берется в полтора раза длиннее хвостовика напильника.
Опиливание металла - простейшая операция металлообработки Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника. . Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника.
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу n насечек (зубьев) на 10 мм длины напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4 и 5.
К первому классу относятся напильники с насечками № 0 и 1 (n = 4—12). Их называют драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относятся напильники с насечками № 2 и 3 (n = 13—24). Их называют личными и применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относятся напильники с насечками № 4 и 5 (n ≥ 28). Их называют бархатными и применяют для окончательной обработки и доводки поверхностей.
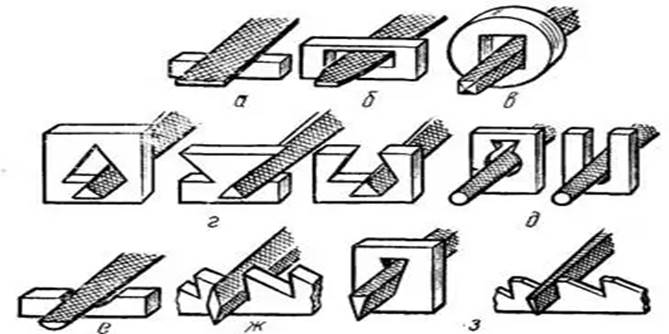
По форме поперечного сечения напильники делятся на следующие типы:
- Плоские (рис, а), плоские остроносые (рис, б) — применяют для опиливания наружных или внутренних плоских поверхностей, а также для пропиливания шлицев или канавок;
- Квадратные (рис, в) — применяют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- Трехгранные (рис, г) — служат для опиливания острых углов, составляющих 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заострения полок по дереву;
- Круглые (рис, д) — используют для распиливания круглых или овальных отверстий и вогнутых поверхностей малого радиуса;
- Полукруглые (рис., е) с сегментным сечением — применяют для обработки вогнутых криволинейных поверхностей большого радиуса и больших отверстий (выпуклой стороны); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
- Ромбические (рис, ж) — применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также для опиливания углов более 15° и пазов;
- Ножовочные (рис, и) — служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов

Подготовка к опиливанию
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты и заготовки на нем. Размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки должна быть выше уровня губок тисков.
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии 150. 200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой
руки кладут на носок напильника, отступив от края на 20. 30 мм
Опиливание металла
Опиливание металла - простейшая операция металлообработки Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника. . Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника.
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу n насечек (зубьев) на 10 мм длины напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4 и 5.
К первому классу относятся напильники с насечками № 0 и 1 (n = 4—12). Их называют драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.

Ко второму классу относятся напильники с насечками № 2 и 3 (n = 13—24). Их называют личными и применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относятся напильники с насечками № 4 и 5 (n ≥ 28). Их называют бархатными и применяют для окончательной обработки и доводки поверхностей.
По форме поперечного сечения напильники делятся на следующие типы:
- Плоские (рис, а), плоские остроносые (рис, б) — применяют для опиливания наружных или внутренних плоских поверхностей, а также для пропиливания шлицев или канавок;
- Квадратные (рис, в) — применяют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- Трехгранные (рис, г) — служат для опиливания острых углов, составляющих 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заострения полок по дереву;
- Круглые (рис, д) — используют для распиливания круглых или овальных отверстий и вогнутых поверхностей малого радиуса;
- Полукруглые (рис., е) с сегментным сечением — применяют для обработки вогнутых криволинейных поверхностей большого радиуса и больших отверстий (выпуклой стороны); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
- Ромбические (рис, ж) — применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также для опиливания углов более 15° и пазов;
- Ножовочные (рис, и) — служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов
Подготовка к опиливанию
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты и заготовки на нем. Размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки должна быть выше уровня губок тисков.
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии 150. 200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой

Общие приемы и правила опиливания
Общие приемы и правила опиливания
Опиливаемое изделие зажимают в тисках так, чтобы обрабатываемая поверхность выступала над губками тисков на высоту от 5 до 10 мм. Зажим производят между нагубниками. Тиски должны быть установлены по росту работающего и хорошо закреплены.
При опиливании надо стоять перед тисками слева или справа, смотря по надобности, повернувшись на 45° к оси тисков. Левую ногу выдвигают вперед по направлению движения напильника, правую ногу отставляют от левой на 200—300 мм так, чтобы середина ее ступни находилась против пятки левой ноги.
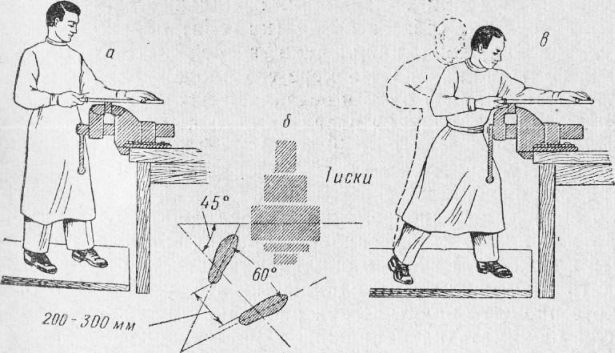
Рис. 1. Опиливание: а – нормальное положение корпуса работающего, б — схема расположения ног, в — положение корпуса работающего при тяжелом опиливании
Напильник берут в правую руку за ручку (рис. 2), упирая ее головкой в ладонь; большой палец кладут на ручку вдоль, остальными пальцами поддерживают ручку снизу. Положив напильник на обрабатываемый предмет, накладывают левую руку ладонью поперек напильника на расстоянии 20—30 мм от его конца. При этом пальцы должны быть полусогнуты, а не поджаты, так как иначе их легко поранить об острые края обрабатываемого изделия. Локоть левой руки приподнимают. Правая рука—от локтя до кисти — должна составлять с напильником прямую линию.
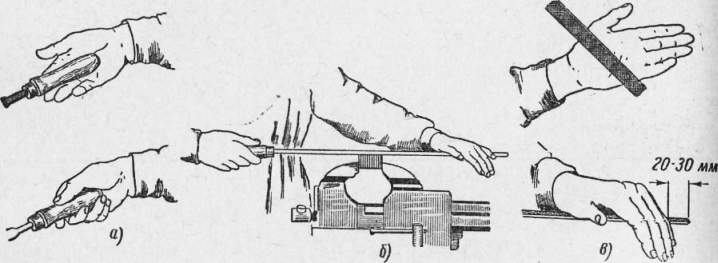
Рис. 2. Приемы работы напильником: а —положение ручки напильника в правой руке, б — выполнение опиливания, в — положение левой руки на напильнике
Действия рук при опиливании. Напильник двигают обеими руками вперед (от себя) и назад (на себя) плавно, на всю его длину. При движении напильника вперед на него нажимают руками, но не одинаково. По мере его продвижения вперед усиливают нажим правой руки и ослабляют нажим левой (рис. 3). При движении напильника назад на него не нажимают.
Рекомендуется делать от 40 до 60 двойных движений напильника в минуту.
При опиливании плоскостей напильник нужно двигать не только вперед, но одновременно и перемещать его в стороны вправо или влево, чтобы спиливать равномерный слой металла со всей плоскости. Качество опиливания зависит от умения регулировать силу нажима на напильник; это умение достигается только в процессе практических работ по опиливанию.
Способы опиливания. Самое сложное в опиливании—получить ровно обработанную поверхность. Трудность заключается в том, что производящему опиливание не видно, действительно ли он снимает в данный момент тот слой металла и в том месте, где это необходимо.
Правильно опилить плоскость можно только в том случае, если выбран напильник с прямолинейной или выпуклой, но не вогнутой поверхностью и если опиливание выполняется движением напильника вперекрестку (косым штрихом), т. е. попеременно с угла на угол. Для этого сначала ведут опиливание, предположим, слева направо под углом 30—40° к боковым сторонам тисков. После того как в этом направлении пройдена вся плоскость, надо, не прерывая работы (чтобы не сбиться с темпа), перейти к опиливанию прямым штрихом и затем продолжать опиливание снова косым штрихом, но уже справа налево. Угол сохраняется прежним. В результате на плоскости получается сеть перекрестных штрихов.
По расположению штрихов можно проверить правильность обработанной плоскости. Допустим, что на плоскости, опиленной слева направо, наложением проверочной линейки обнаружилась в середине выпуклость, а по краям завал. Очевидно, что плоскость опилена неправильно. Если теперь продолжать опиливание движением напильника справа налево так, чтобы штрихи ложились только на выпуклость, то такое опиливание будет правильным. Если же штрихи будут обозначаться как на выпуклости, так и на краях плоскости, то это будет означать, что опиливание снова ведется неправильно.
Отделка обработанной поверхности. Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками. Отделка напильниками производится поперечным, продольным и круговым штрихами.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестя-дую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
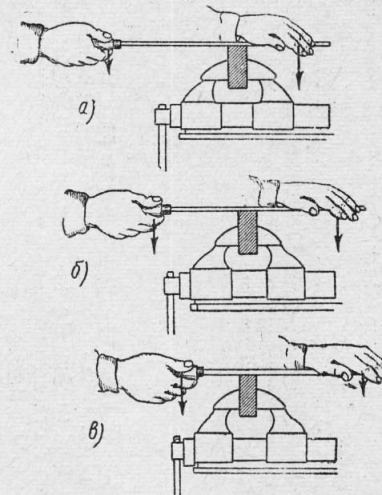
Рис. 3. Распределение вертикальной силы зажима правой и левой рук на напильник (разная сила нажима показана соответственно стрелками разной величины);: а — в начале движения, б — в середине движения, в — в конце движения
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия., Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе, как показано на рис. 7, е.
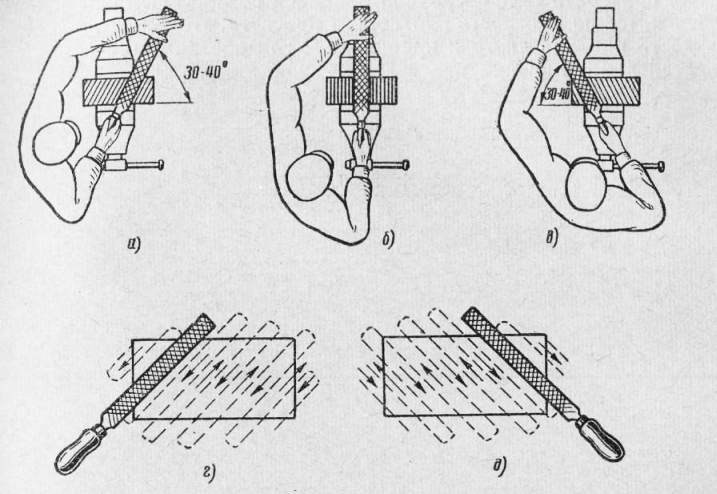
Рис. 5. Опиливание; а, б и в — последовательные положения работающего, г — движение напильника при опиливании
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
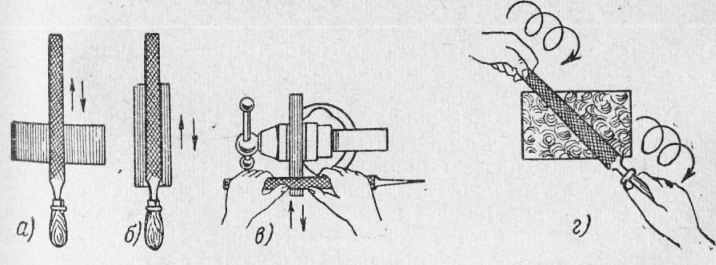
Рис. 6. Отделка поверхности напильником: а —поперечным штрииом, б и в — продольным штрихом, г —круговым штрихом
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет,— плоскость опилена правильно, но грубо. Такой просвет образуется оттого, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки.
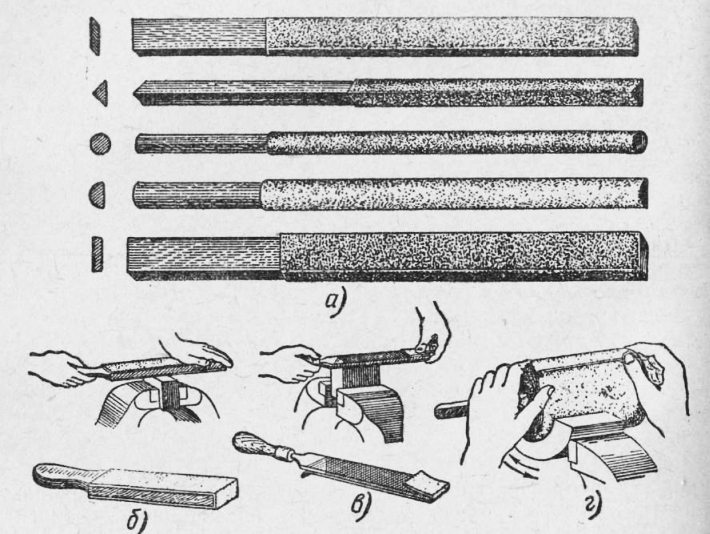
Рис. 7. Отделка опиленных поверхностей. а — деревянные бруски с наклеенной наждачной бумагой, б — отделка поверхности детали деревянным бруском, в — абразивной бумажной шкуркой, натянутой на напильнике, г — отделка вогнутой поверхности абразивной шкуркой
На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы.
Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т. е. по диагонали. Линейку надо держать тремя пальцами правой руки—большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Подготовка поверхности к опиливанию заключается в ее очистке от грязи, масла, формовочной смеси, окалины, литейной корки.
Масло смывают растворителями, грязь и формовочную смесь снимают металлической щеткой, окалину и литейную корку срубают зубилом, удаляют наждаком или старым напильником.
Обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8—10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки тисков нагубники из мягкого материала (медь, латунь, алюминий). При опиливании тонкой детали ее следует крепить на деревянном бруске деревянными пластинками, обеспечивающими неподвижность детали.
Похожие книги из библиотеки
Универсальный фундамент Технология ТИСЭ
Разработанное автором оборудование ТИСЭ охраняется патентами на изобретение. Производство и реализация оборудования ТИСЭ без лицензионного договора ЗАПРЕЩЕНО ЗАКОНОМ "О промышленной собственности РФ" Также в книге подробно описано возведение заглубленного фундамента повышенной несущей способности по технологии ТИСЭ с применением фундаментного бура ТИСЭ–Ф, разработанного автором. Простота технологии, незначительные затраты труда и средств, высокие эксплуатационные характеристики возведенного фундамента позволяют рассматривать технологию ТИСЭ как перспективную в этой области строительства. В этой книге приведена обзорная информация о грунтах, основаниях и фундаментах, возводимых в условиях индивидуального строительства. Анализ наиболее распространенных типовых фундаментов дается в простой и доступной форме, понятной застройщикам, не имеющим специального образования. В книге представлено подробное описание технологии ТИСЭ: возведения заглубленного фундамента повышенной несущей способности. Простота технологии, незначительные затраты труда и средств, высокие эксплуатационные характеристики возведенного фундамента позволяют рассматривать его в качестве перспективного направления развития в этой области строительства. Задача книги — помочь начинающим застройщикам разобраться в выборе оптимального фундамента, научить его самостоятельно принимать правильные решения в этом вопросе с учетом современного уровня развития строительных технологий. В предлагаемой вашему вниманию книге подробно рассматриваются следующие вопросы: • общие сведения о грунтах; • нагрузки, испытываемые фундаментами, и расчет их несущей способности; • столбчатые и столбчато–ленточные фундаменты; • поведение фундаментов в различных условиях эксплуатации; • причины проседания и разрушения фундаментов; • восстановление фундаментов. Книга будет полезна не только новичкам в строительстве и профессионалам, но также архитекторам и проектировщикам индивидуального жилья, работающим по иным строительным технологиям.
Загородное строительство. Самые современные строительные и отделочные материалы
Декоративные пруды и водоемы
Данная книга адресована прежде всего владельцам загородных домов и садоводам-любителям. В ней вы найдете практические советы по сооружению и декоративному оформлению прудов и водоемов. Особое внимание уделено правилам ухода за водными сооружениями, подбора для них представителей водной флоры и фауны. Приведенные в издании иллюстрации помогут вам облегчить проведение строительных работ, а также распознать основных вредителей, препятствующих жизнедеятельности водных обитателей. Издание предназначено для широкого круга читателей.
Читайте также: