
Подбор деталей и сборка кшм поршень шатун кратко
Обновлено: 02.07.2024
Комплектование деталей шатунно-поршневой группы начинают с подбора поршней к гильзам цилиндров в соответствии с их размерами и массой – по размерным группам. Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Поршневые кольца подбирают по размерам гильз и поршневым канавкам. Как было сказано выше.
При подборе кольцо устанавливают в гильзу и щупом проверяют величину зазора в замке и плотность прилегания к поверхности гильзы. Если зазор мал, то его увеличивают, опиливая поверхность одного торца замка. При проверке прилегания кольца допускается зазор между кольцом и гильзой не более 0,02. 0,03 мм на дуге 60°.
Кольцо должно прокатываться по канавке поршня свободно, без заеданий. Зазор между канавкой и кольцом измеряют щупом. Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Поршни, пальцы, шатуны кроме подбора по линейным размерам должны иметь минимальные отклонения по массе в рамках одного комплекта на двигатель (приложение 4). При необходимости выравнивания массы металл удаляют со специального прилива нижней крышки шатуна сверлением или на обдирочно-шлифовальном станке.
Втулки подбирает в соответствии с размерами отверстий в верхних головках шатунов. Втулки должны входить с натягом 0,125. 0,048 мм - это нормальный, допустимый - 0,040 мм.
Сборку шатунно-поршневой группы начинают с запрессовки втулок в верхние головки шатунов. При этом нужно следить за совпадением маслоподводящих отверстий во втулке и шатуне.
Поршень подлежит тщательному осмотру. На обработанных его поверхностях не допускаются забоины, надрывы металла, глубокие риски, задиры, заусенцы и острые кромки. Выход маслосливных отверстий на поверхность юбки не допускается.
Далее необходимо соединить поршень с шатуном поршневым пальцем. Для этого нагреть поршень до температуры 80. 90 °С в электрошкафу или масляной ванне. Смазать втулку верхней головки шатуна дизельным маслом и при помощи наставки запрессовать поршневой палец в поршень на прессе. Продольное перемещение пальца ограничить установкой стопорных колец.
Проверить щупом зазор между торцом верхней головки шатуна и бобышкой поршня, который должен быть в пределах 2±0,5 мм с каждой стороны, Проверить на весах массу шатунов в сборе с поршнями. Разность массы комплектов на дизель не должна превышать 30 г.
При вращении поршня, находящегося в горизонтальном положении, вокруг своей оси на 360° компрессионные кольца должны плавно перемещаться в канавках и утопать в них при легком встряхивании. На поверхности колец не должно быть рисок, задиров, забоин и трещин.
Шатуны комплектуют с новыми вкладышами номинального или ремонтного размера. Ремонтные размеры вкладышей большего размера могут быть получены путем расточки старых вкладышей меньшего размера. После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
Шатунные болты должны входить в отверстие шатуна и крышки от легких ударов молотка массой 200 г. На болтах и в гайках не допускаются сорванные, смятые и стянутые нитки резьбы.
Рисунок 15.- Измерение отверстия шатунного подшипника индикаторным нутромером.
Рисунок 16.- Измерение диаметра шатунной шейки коленчатого вала микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие износы и неисправности обнаруживаются у деталей шатунно-поршневой группы?
2. Все ли детали шатунно-поршневого комплекта подвергаются ремонту и восстановлению?
3. Как осуществляется подбор деталей ШПГ двигателя?
4. Каков порядок сборки шатунно-поршневой группы?
5. В чем суть окончательной подгонки отверстия во втулке верхней головки шатуна?
6. Технология восстановления втулок раскатыванием.
7. Как осуществить дорнование втулок?
8. В чем недостаток холодной правки шатунов?
9. По каким показателям контролируют поршневые кольца?
10. Преимущества и недостатки применяемых технологий ремонта и восстановления деталей?
ЛИТЕРАТУРА
1. Сушкевич М.В. Контроль при ремонте сельскохозяйственной техники. – М.: Агромиздат, 1988.- 254 с.
2. Беккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. – М.: Экология, 1991. – 30 с.
3. Шевченко А.Н., Сафронов П.И. Справочник слесаря по ремонту тракторов. – Л.: Машиностроение, 1989. – 512 с.
4. Ремонт машин / Под ред. И.Е. Ульмана. – М.: Колос, 1982.- 446 с.
5. Бабусенко С.М. Ремонт тракторов и автомобилей. – М.: колос, 1980. – 335 с.
6. Шасси тракторов МТЗ-80,-82 / Технические требования на капитальный ремонт. – М.: ГОСНИТИ, 1985. – 204 с.
7. Технологические карты на капитальный ремонт двигателей СМД-14,-17,-18. – М.: ГОСНИТИ, 1980. – 260 с.
8. Двигатели А-41, А-01М. / Технические требования на капитальный ремонт . – М.: ГОСНИТИ, 1986. – 200 с.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.004)

При сборке узлов и деталей групп кривошипно-шатунного механизма следует придерживаться определенных правил и требований, иначе можно повредить двигатель при запуске и работе.
Условия и требования монтажа деталей обусловлены особенностями их конструкции, которые были описаны в соответствующих разделах сайта.
Так, например, поршень современного поршневого двигателя внутреннего сгорания имеет ряд конструктивных элементов, которые не всегда можно обнаружить простым осмотром. В частности, отверстие под палец смещено относительно центральной оси симметрии поршня, а на его юбке имеются разрезы и проточки, которые, при неправильной установке поршня, могут вызвать его разрушение и поломку.
Кроме того, детали многоцилиндровых двигателей подбираются методом селекции по размерам и массе, чтобы уменьшить дополнительные инерционные нагрузки.
По этим причинам монтаж узлов и деталей КШМ требует внимательности и знаний правил их сборки.
Особенности сборки поршней и гильз цилиндров
Точная установка поршня при сборке вызвана ослаблением юбки прорезью с одной стороны и смещением поршневого пальца от оси цилиндра в сторону. При установке поршней, имеющих выточки под клапаны, необходимо следить за правильным расположением выточек, иначе можно погнуть стержни клапанов при запуске двигателя.
При установке гильз резиновые уплотнительные кольца обязательно следует менять на новые.
Поршень, палец и шатун комплектуются из деталей только одной размерной группы. Во избежание задиров на сопряженных поверхностях сборку пальца с поршнем производят после нагрева поршня в чистом масле до температуры 80…100 ˚С.
Особенности сборки поршневых колец
Компрессионные кольца устанавливаются на поршень так, чтобы выточка на внутренней поверхности колец была обращена вверх (рис. 1). При этом стыки замков колец должны быть смещены друг относительно друга на 180˚ при двух и на 120˚ при трех компрессионных кольцах.
При установке составных маслосъемных колец замки их плоских дисков располагаются под углом 180˚ один к другому и под углом 90˚ к замкам компрессионных колец. При этом замки осевого 3 и радиального 4 расширителей должны быть расположены под углом 90˚ к ним.

При установке чугунного маслосъемного кольца замки всех поршневых колец располагают относительно друг друга под углом 90˚.
Особенности сборки шатунной группы
На боковой поверхности стержня шатунов наносят метки, номер шатуна и его массу.
При установке на двигатель с V-образным расположением цилиндров поршня в сборе с шатуном метка или номер на стрежне шатуна и стрелка на днище поршня для левого ряда цилиндров должны быть направлены в одну сторону, а для правого ряда – в разные стороны.
Кроме того, на крышках шатунов некоторых двигателей выбивается порядковый номер цилиндра. Сами крышки при сборке должны быть закреплены на шатуне в том же положении, что и до разборки, для чего на крышках наносят метки, которые обращены в ту же сторону, что и метка на стержне шатуна или его номер.
Особое внимание следует уделять монтажу крышек коренных подшипников в блок-картер двигателя. Каждая крышка должна быть установлена строго на свое место, поскольку при изготовлении блок-картера на заводе-изготовителе отверстия под коренные шейки коленчатого вала, образованные крышками и блоком, растачиваются после сборки этих деталей совместно, после чего их нельзя менять местами.
Обычно крышки коренных подшипников имеют цифровую нумерацию, указывающую их место в блок-картере, тем не менее, при демонтаже этих деталей их следует тщательно метить, чтобы при сборке случайно не поменять местами.
При сборке КШМ следует соблюдать требуемые величину моментов и порядок затяжки болтов или шпилек крепления подшипников коленчатого вала, а также головки блока цилиндров.
Болты и шпильки головки блока цилиндров затягиваются в строго определенной последовательности – от центра к краям, крест-накрест, чтобы избежать ее коробления при затяжке.
Зачастую домашним слесарям приходится сталкиваться с ремонтом паровых двигателей, двигателей внутреннего сгорания, компрессоров, поршневых насосов.
Работа всех этих механизмов основана на преобразовании поступательного движения поршня во вращательное движение вала, и наоборот: они преобразуют вращательные движения вала в поступательные движения поршня. Называются такие двигатели кривошипно-шатунными механизмами (рис. 68).

Рис. 68. Сборка кривошипно-шатунного механизма: а – кривошипно-шатунный механизм: 1 – поршень; 2 – шатун; 3 – коленчатый вал; 4 – маховик.

Рис. 68 (продолжение). Сборка кривошипно-шатунного механизма: б – шатунно-поршневая группа перед сборкой: 1 – поршень; 2 – поршневые кольца; 3 – поршневой палец; 4 – шатун; 5 – верхний вкладыш; 6 – нижний вкладыш; 7 – болт; 8 – гайка со шплинтом; 9 – крышка нижней головки; 10 – втулка; в – щипцы для монтажа поршневых колец.
Сборочными единицами кривошипно-шатунного механизма являются:
– коленчатый вал (кривошип или кривошипный диск в зависимости от вида двигателя) – наиболее ответственная часть механизма; именно он преобразует поступательные движения поршневой группы во вращательные (и наоборот);
– шатун механизма, который соединяет коленчатый вал (кривошип или кривошипный диск) с поршневой группой;
– поршневая группа – этот элемент механизма передает осевое усилие, создаваемое в цилиндре давлением пара или газа (в двигателях внутреннего сгорания и паровых котлах), или, напротив, воспринимает осевые усилия от вращения вала, осуществляя сжатие и подачу воздуха, газа или жидкости (в компрессорах и поршневых насосах).
Сборка кривошипно-шатунного механизма происходит поэтапно: собирают отдельно поршень, осуществляют предварительную сборку шатуна, сочленяют поршень с шатуном и устанавливают шатунно-поршневую группу на вал.
Сборка поршня начинается с подбора его по гильзам цилиндров, и главное здесь – обеспечить необходимую герметичность (поршень, помимо преобразования одного вида энергии в другую, должен препятствовать проникновению масла из картера в цилиндр, а также отводить в стенки цилиндра и в смазывающий материал теплоту, которая возникает при сгорании топлива; вместе с этим поршень не должно заклинивать и между гильзой цилиндра и поршнем должен находиться смазочный слой). Необходимой герметичности можно достигнуть правильным подбором зазора между стенками цилиндра и поршнем, причем зазор этот должен быть неодинаков по высоте поршня в связи с неравномерным его нагревом (а соответственно, и расширением) во время работы. Наименьший зазор в холодном состоянии должен приходиться на нижнюю часть поршня, именно она центрирующая для поршня. Примерный зазор составляет: для поршней из чугуна – от 0,001 до 0,002 диаметра цилиндра, для поршней из алюминия – от 0,002 до 0,004 диаметра.
В верхней и нижней частях поршня в канавки устанавливают поршневые кольца. Кольца эти должны обладать определенной упругостью (ее принимают за усилие сжатия до касания замка, равное 35–70 Н). К сборке допускаются только качественно обработанные кольца: без трещин, следов обработки, разрушения граней. Для установки колец применяют специальные щипцы (рис. 68, в), разводящие концы колец, но ограничивающие этот развод, так как чрезмерно большой развод является причиной поломки колец или образования на них трещин. При установке колец замки (места стыков концов колец) должны быть сдвинуты относительно замков соседних колец под углом 90, 120 и 180°, величина зазора в замках должна быть в пределах 0,02–0,5 мм.
При предварительной сборке шатуна в его верхнюю головку запрессовывают втулку и производят чистовое развертывание отверстия втулки (поскольку в процессе запрессовки его диаметр уменьшается). Затем подбирают верхний и нижний вкладыши, их внутренняя и наружная поверхности должны быть чистыми, гладкими, без царапин, рисок, вмятин и других дефектов. Вкладыши тщательно протирают салфетками, обдувают, устанавливают на место, закрывают нижней головкой и закрепляют ее болтами с гайкой. Далее проверяют правильность отверстия под подшипники с обеих сторон (на предмет обнаружения эллипсности и конусообразности), для чего используют индикаторный нутромер.
Собранный шатун сочленяют с поршнем поршневым пальцем. Зазор между цилиндрической поверхностью пальца и стенок отверстия втулки шатуна при нагревании во время работы механизма должен находиться в пределах 0,03–0,05 мм, поэтому палец пригоняют к отверстию втулки шатуна с малым зазором или натягом. При запрессовке пальца поршень (без колец) рекомендуется нагреть в масляной ванне до температуры 80–90 °C, а сам палец – смазать маслом. Запрессовку производят деревянным молотком.
При установке шатунно-поршневой группы на коленчатый вал нижнюю головку шатуна разбирают, шатунную шейку вала смазывают тонким слоем смазочного масла, поршень с шатуном вставляют в цилиндр и нижнюю головку вновь собирают, резьбовое соединение гайка-болт стопорят шплинтом.
При установке шатуна на шейку вала между поверхностями шейки вала и вкладышей шатуна необходимо оставить зазор (при диаметре шейки 80–100 мм – не более 0,08–0,14 мм) для смазочного материала. Величину зазора вычисляют как разницу между внутренним диаметром вкладышей шатуна в сборе и наружным диаметром шейки вала.
Этот зазор также позволяет шатуну самоустанавливаться при несовпадении осей цилиндра и шейки вала.
В некоторых случаях для преобразования вращательных движений в поступательные и наоборот использовать кривошипно-шатунный механизм не представляется возможным. В этих случаях применяют его разновидности: эксцентриковый, кривошипно-ползунный, кривошипно-кулисный и пр. Однако эти виды механизмов используются в основном в станкостроении, при производстве промышленного оборудования для металло-, деревообработки и т. д. Для домашнего мастера они вряд ли будут представлять интерес.

Назначение и конструкция кривошипно-шатунного механизма.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное, и наоборот. Кривошипно-шатунные механизмы первого типа применяют значительно реже, в основном в компрессорах и поршневых насосах. Кривошипно-шатунные механизмы второго типа находят широкое применение в двигателях внутреннего сгорания, паровых машинах и других типах машин-двигателей. К основным деталям, обеспечивающим работу кривошипно-шатунного механизма, относятся маховик, коленчатый вал (кривошип), шатун, поршневой палец, поршень, цилиндр, подшипники (коренные и шатунные).
Маховик служит для уменьшения неравномерности вращения коленчатого вала и вывода поршней из мертвых точек (крайних верхнего и нижнего положений). Обладая большой массой и инерцией, маховик облегчает пуск двигателя и обеспечивает плавный переход от одной частоты вращения к другой.
Шатун механизма обеспечивает соединение коленчатого вала (кривошипа или кривошипного диска) с поршневой группой.
Поршневая группа воспринимает осевые усилия от коленчатого вала и шатуна, осуществляя сжатие и подачу воздуха, газов и жидкостей под давлением (компрессоры и насосы), или передает осевые усилия шатуну и коленчатому валу при сгорании рабочей смеси в цилиндре двигателя (двигатели внутреннего сгорания).
Для обеспечения оптимальных условий работы кривошипно-шатунный механизм должен отвечать следующим техническим требованиям.
- Зеркало цилиндра после обработки должно иметь высокую точность, правильную геометрическую форму и шероховатость поверхности Ra не более 1,2 мкм.
- Зазоры в сопряжениях должны находиться в пределах, предусмотренных техническими условиями на собираемый механизм.
- Отверстия во вкладышах шатунов и коренных подшипников, коренные и шатунные шейки коленчатого вала должны иметь правильную геометрическую форму и малую шероховатость поверхности в пределах, указанных в технических условиях.
- В многоцилиндровых механизмах допускается различие в массе поршней не более ±0,5%.
- Поршневые кольца должны прилегать к поверхности цилиндра без зазора, а их упругость — соответствовать техническим нормам, установленным на собираемый механизм.
Кривошипно-шатунный механизм состоит из двух сборочных единиц: шатунной и поршневой групп, соединенных между собой и с коленчатым валом (кривошипом).
Технологический процесс сборки кривошипно-шатунного механизма состоит из четырех самостоятельных операций;
- Установка коленчатого вала.
- Сборка шатунной группы.
- Сборка поршневой группы.
- Общая сборка механизма.
Установка коленчатого вала.
Прежде чем приступить к установке коленчатого вала, необходимо пришабрить посадочные места под вкладыши коренных шеек в корпусе и картере и установить вкладыши. Затем на вкладыши картера устанавливают коленчатый вал и на него устанавливают корпус, предварительно поместив прокладки между картером и корпусом. Корпус соединяют с картером болтами и затягивают их. После соединения корпуса и картера болтами коленчатый вал проворачивают, а затем снимают корпус и коленчатый вал. Оценивают состояние вкладышей картера и корпуса и, в случае необходимости, пришабривают выступающие места.
Установку и снятие корпуса и коленчатого вала производят до тех пор, пока не будет достигнута требуемая точность прилегания коленчатого вала к вкладышам подшипника, которая определяется по плавности и легкости вращения коленчатого вала в коренных подшипниках.
Конструкция и сборка шатунной группы.
Сборку шатунной группы (рис. 1) начинают с запрессовки втулки 2 в верхнюю головку 3 шатуна, обеспечивая при этом совпадение смазочной канавки 1, выполненной во втулке и предназначенной для подачи смазки к поршневому пальцу, со смазочным отверстием 5 шатуна. Совпадение смазочной канавки и отверстия обеспечивается при запрессовке втулки заподлицо с торцами верхней головки шатуна.
После запрессовки втулки в верхнюю головку шатуна и восстановления геометрических размеров и формы ее отверстия переходят к сборке нижней головки шатуна, представляющей собой разъемный подшипник скольжения.
Контроль качества сборки шатунной группы.
После сборки нижней головки шатуна необходимо проверить соответствие ее геометрических размеров и формы требованиям технических условий на сборку. Контроль этих параметров наиболее целесообразно проводить при помощи микрометрического нутромера, который позволяет определить не только точность размеров, но и отклонения формы отверстия нижней головки шатуна от круглости и цилиндричности. Далее переходят к проверке шатуна на прямолинейность, двойной изгиб и параллельность осей отверстий его нижней и верхней головок.

Рис. 1. Шатун:
1 — смазочная канавка; 2 — втулка; 3 — верхняя головка шатуна; 4 — болты; 5 — смазочное отверстие; 6 — прокладка; 7 — гайки; 8 — крышка; 9, 10— вкладыши
Контроль прямолинейности осуществляется при помощи приспособления (рис. 2, а), на пальцах 4 и 7 которого устанавливают шатун 6, закрепляя его винтом 8. Затем на палец 4, на котором размещается верхняя головка 5 шатуна 6, устанавливают призму 3 так, чтобы запрессованные в ней штифты касались контрольной плиты 2. Если все три штифта касаются плиты, то шатун прямолинеен. Наличие зазора между плитой и хотя бы одним из штифтов свидетельствует об отклонении шатуна от прямолинейности. Величину отклонения шатуна от прямолинейности определяют, используя щуп 1.
Контроль шатуна на двойной изгиб выполняют, используя приспособление (рис. 2, б), на пальце 11 которого закрепляют нижнюю головку шатуна, выдвинув предварительно ограничитель 12 до упора в торец нижней головки шатуна, и измеряют при помощи глубиномера 10 расстояние от торцевой поверхности верхней головки шатуна до контрольной плиты 9. Затем шатун поворачивают на 180° и вновь проводят измерения. По разности показаний, полученных в процессе измерений, определяют соответствие шатуна техническим условиям.
Контроль параллельности осей отверстий верхней и нижней головок шатуна осуществляется при помощи приспособления (рис. 2, в), на пальцах 13 и 15 которого устанавливают шатун 14. Затем на палец 15 устанавливают призму 16 так, чтобы запрессованные в нее штифты касались контрольной плиты 17. Если между плитой и хотя бы одним из штифтов имеется зазор, то это свидетельствует об отклонении осей отверстий нижней и верхней головок шатуна от параллельности.

Рис. 2. Контроль сборки шатуна выполнением проверок:
a — прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий; 1 — щуп; 2,9, 17— плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя головка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
Определение наличия трещин осуществляется рентгеновским или ультразвуковым методами. В некоторых случаях наличие трещин может быть определено простукиванием шатуна (при наличии трещин возникает глухой дребезжащий звук).
Конструкция и сборка поршневой группы.
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.

Рис. 3. Поршневая группа:
1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Сборка поршня и шатуна в единый механизм.
Соединение поршня с шатуном осуществляется при помощи поршневого пальца тремя способами:
- палец закрепляют неподвижно в бобышках поршня, а шатун при этом может совершать колебательное движение относительно пальца (рис. 4, а);
- палец закрепляется неподвижно в верхней головке шатуна и может при этом свободно поворачиваться в бобышках поршня (рис. 4, б);
- палец может свободно поворачиваться относительно посадочного места в верхней головке шатуна и бобышках поршня — так называемый плавающий палец (рис. 4, в, г).

Рис. 4. Варианты соединения поршневого пальца с шатуном:
а — закреплен неподвижно в бобышках поршня; б — закреплен неподвижно в головке шатуна; в, г — может свободно поворачиваться относительно посадочных мест (плавающий палец)
Выбор того или иного способа соединения зависит исключительно от конструкции механизма и его назначения. Тем не менее, мировой опыт показывает, что наиболее предпочтительным является использование в сборочной единице плавающего пальца.
При установке поршневого пальца в соединении поршень — шатун необходимо обеспечить невозможность осевого смещения поршневого пальца. Предупреждение осевого смещения может быть осуществлено различными способами, но наиболее широко применяют пружинные (стопорные) кольца, которые устанавливают в специальные канавки, выполненные в бобышках поршня. Такие кольца изготавливают либо из стальной проволоки квадратного или круглого сечения, либо штампуют из листовой стали. В любом случае стопорные кольца должны быть подвергнуты термической обработке — закалке.
Контроль качества сборки шатуна с поршнем.
Обязательным условием, выполнение которого необходимо при сборке кривошипно-шатунного механизма, является обеспечение параллельности осей поршневого пальца и нижней головки шатуна. Контроль этого параметра после соединения поршня с шатуном выполняется при помощи специальных приспособлений.
В условиях единичного и мелкосерийного производства такой контроль может быть осуществлен при помощи приспособления, показанного на рис. 5. Нижнюю головку шатуна 2 устанавливают на разжимную оправку так, чтобы образующая поршня касалась контрольной плиты 1, и проверяют отсутствие зазора между юбкой поршня и контрольной плитой. Затем сборочную единицу поворачивают на 180° вокруг вертикальной оси и вновь проверяют зазор между юбкой поршня и контрольной плитой. Отсутствие зазора в обоих случаях свидетельствует о параллельности осей нижней головки шатуна и поршневого пальца, т.е. о качественной сборке узла.

Рис. 5. Прибор контроля шатуна в сборе на параллельность осей поршневого пальца и нижней головки шатуна: 1 — контрольная плита; 2 — нижняя головка шатуна
В условиях крупносерийного и массового производства для этих же целей применяют более совершенное приспособление (рис. 6). Нижнюю головку шатуна устанавливают на распорную втулку 5, привод которой осуществляется от пневматического цилиндра 6. Поршень устанавливают в подвижной 2 и неподвижной 4 призмах (подвижная призма прижимается к поверхности поршня пружиной 3) и одновременно подают сжатый воздух, обеспечивая закрепление сборочной единицы на распорной втулке. Положение подвижной призмы фиксируется индикатором 1 по показаниям отсчетного устройства. Затем сборочную единицу снимают с приспособления, поворачивают на 180° и вновь закрепляют в приспособлении, фиксируя положение стрелки отсчетного устройства индикатора. По разности показаний отсчетного устройства при двух закреплениях сборочной единицы определяют отклонение осей нижней головки шатуна и поршневого пальца от параллельности. Полученные данные сравнивают с требованиями технических условий на сборку.

Рис. 6. Прибор контроля шатунно-поршневой группы в условиях крупносерийного и массового производства:
1 — индикатор; 2 — подвижная призма; 3 — пружина; 4 — неподвижная призма; 5 — распорная втулка; 6 — пневматический цилиндр
Соединение шатунно-поршневой группы с коленчатым валом.
После сборки шатунно-поршневой группы и ее контроля устанавливают поршневые кольца в канавки поршня, а поршень в цилиндр, после чего нижнюю головку шатуна соединяют с шатунной шейкой коленчатого вала (кривошипа).
При установке поршневых колец большое значение имеет величина зазора в стыке колец, которая должна находиться в пределах 0,3…0,8 мм. При большей величине зазора может произойти прорыв газов. Слишком малая величина зазора может привести к появлению задиров на стенках цилиндра.
Поршневые кольца поступают на сборку окончательно обработанными. Но все-таки перед установкой колец на поршень рекомендуется проверить их упругость, плотность прилегания к зеркалу цилиндра и величину зазора между торцами колец. Надевают кольца на поршень, используя специальные приспособления, например щипцы, изображенные на рис. 7. После установки колец на поршень их необходимо расположить таким образом, чтобы стыки (замки) колец были сдвинуты один относительно другого на угол, кратный числу колец (например, при наличии трех колец замки должны располагаться под углом 120°), и проверить величину зазоров между кольцами и стенками канавок поршня.

Рис. 7. Щипцы для установки поршневых колец:
1,9 — губки; 2, 3, 7, 8 — оси; 4, 6 — рукоятки-рычаги; 5 — пружина; 10, 14 — регулировочные болты; 11 — штифты; 12 — металлическая лента; 13 — поршневое кольцо
Когда поршневые кольца надеты на поршень, их диаметр превышает диаметр поршня. Поэтому чтобы опустить поршень в цилиндр, необходимо использовать специальное приспособление, имеющее коническое отверстие, меньший диаметр которого равен диаметру цилиндра, а больший — несколько превышает диаметр колец, надетых на поршень. Такое приспособление устанавливают на торце цилиндра, а поршневые кольца, сжимаясь при опускании, легко в него входят.
При установке шатунно-поршневой группы и ее соединении с коленчатым валом необходимо обеспечить перпендикулярность осей коленчатого вала и цилиндра. Контроль перпендикулярности осей осуществляется по схеме, приведенной на рис. 8. Вдоль геометрической оси цилиндра натягивают струну 2, а на шатунной шейке коленчатого вала 1 устанавливают рейсмас 3 так, чтобы его острие касалось этой струны. Коленчатый вал поворачивают на 180° и проверяют касание острия рейсмаса натянутой вдоль оси цилиндра струны (в случае касания взаимная перпендикулярность осей коленчатого вала и цилиндра считается установленной).

Рис. 8. Приспособление для контроля перпендикулярности осей шатунных шеек коленчатого вала и оси цилиндра:
1 — шатунная шейка коленчатого вала; 2 — струна; 3 — рейсмас
После контроля взаимного расположения осей коленчатого вала и цилиндра соединяют нижнюю головку шатуна, представляющую собой разъемный подшипник скольжения, с шатунной шейкой коленчатого вала.
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
Детали кривошипно-шатунного механизма можно разделить на:
- неподвижные — картер, блок цилиндров, цилиндры, головка блока цилиндров, прокладка головки блока и поддон. Обычно блок цилиндров отливают вместе с верхней половиной картера, поэтому иногда его называют блок-картером.
- подвижные детали КШМ — поршни, поршневые кольца и пальцы, шатуны, коленчатый вал и маховик.
Кроме того, к кривошипно-шатунному механизму относятся различные крепежные детали, а также коренные и шатунные подшипники.

Блок-картер
Блок-картер — основной элемент остова двигателя. Он подвергается значительным силовым и тепловым воздействиям и должен обладать высокой прочностью и жесткостью. В блок-картере устанавливают цилиндры, опоры коленчатого вала, некоторые устройства механизма газораспределения, различные узлы смазочной системы с ее сложной сетью каналов и другое вспомогательное оборудование. Блок-картер изготавливают из чугуна или алюминиевого сплава литьем.
Цилиндр
Цилиндры представляют собой направляющие элементы ⭐ кривошипно-шатунного механизма. Внутри их перемещаются поршни. Длина образующей цилиндра определяется ходом поршня и его размерами. Цилиндры работают в условиях резко изменяющегося давления в надпоршневой полости. Их стенки соприкасаются с пламенем и горячими газами, имеющими температуру до 1500… 2 500 °С.
Цилиндры должны быть прочными, жесткими, термо- и износостойкими при ограниченном количестве смазки. Кроме того, материал цилиндров должен обладать хорошими литейными свойствами и легко обрабатываться на станках. Обычно цилиндры изготавливают из специального легированного чугуна, но могут применяться также алюминиевые сплавы и сталь. Внутреннюю рабочую поверхность цилиндра, называемую его зеркалом, тщательно обрабатывают и покрывают хромом для уменьшения трения, повышения износостойкости и долговечности.
В двигателях с жидкостным охлаждением цилиндры могут быть отлиты вместе с блоком цилиндров или в виде отдельных гильз, устанавливаемых в отверстиях блока. Между наружными стенками цилиндров и блоком имеются полости, называемые рубашкой охлаждения. Последняя заполняется жидкостью, охлаждающей двигатель. Если гильза цилиндра своей наружной поверхностью непосредственно соприкасается с охлаждающей жидкостью, то ее называют мокрой. В противном случае она называется сухой. Применение сменных мокрых гильз облегчает ремонт двигателя. При установке в блок мокрые гильзы надежно уплотняются.
Цилиндры двигателей воздушного охлаждения отливают индивидуально. Для улучшения теплоотвода их наружные поверхности снабжают кольцевыми ребрами. У большинства двигателей воздушного охлаждения цилиндры вместе с их головками крепят общими болтами или шпильками к верхней части картера.
В V-образном двигателе цилиндры одного ряда могут быть несколько смещены относительно цилиндров другого ряда. Это связано с тем, что на каждом кривошипе коленчатого вала крепятся два шатуна, один из которых предназначен для поршня правой, а другой — для поршня левой половины блока.
Блок цилиндров
На тщательно обработанную верхнюю плоскость блока цилиндров устанавливают головку блока, которая закрывает цилиндры сверху. В головке над цилиндрами выполнены углубления, образующие камеры сгорания. У двигателей жидкостного охлаждения в теле головки блока предусмотрена рубашка охлаждения, сообщающаяся с рубашкой охлаждения блока цилиндров. При верхнем расположении клапанов в головке имеются гнезда для них, впускные и выпускные каналы, отверстия с резьбой для установки свечей зажигания (у бензиновых двигателей) или форсунок (у дизелей), магистрали смазочной системы, крепежные и другие вспомогательные отверстия. Материалом для головки блока обычно служит алюминиевый сплав или чугун.
Плотное соединение блока цилиндров и головки блока обеспечивается с помощью болтов или шпилек с гайками. Для герметизации стыка с целью предотвращения утечки газов из цилиндров и охлаждающей жидкости из рубашки охлаждения между блоком цилиндров и головкой блока устанавливается прокладка. Она обычно изготавливается из асбестового картона и облицовывается тонким стальным или медным листом. Иногда прокладку с обеих сторон натирают графитом для защиты от пригорания.
Остов двигателя
Соединенные друг с другом неподвижные детали кривошипно-шатунного механизма являются остовом двигателя, воспринимающим все основные силовые и тепловые нагрузки, как внутренние (связанные с работой двигателя), так и внешние (обусловленные трансмиссией и ходовой частью). Силовые нагрузки, передающиеся на остов двигателя от несущей системы ТС (рама, кузов, корпус) и обратно, существенно зависят от способа крепления двигателя. Обычно он крепится в трех или четырех точках так, чтобы не воспринимались нагрузки, вызванные перекосами несущей системы, возникающими при движении машины по неровностям. Крепление двигателя должно исключать возможность его смещения в горизонтальной плоскости под действием продольных и поперечных сил (при разгоне, торможении, повороте и т.д.). Для уменьшения вибрации, передающейся на несущую систему ТС от работающего двигателя, между двигателем и подмоторной рамой, в местах крепления, устанавливаются резиновые подушки разнообразных конструкций.
Поршневую группу кривошипно-шатунного механизма образует поршень в сборе с комплектом компрессионных и маслосъемных колец, поршневым пальцем и деталями его крепления. Ее назначение заключается в том, чтобы во время рабочего хода воспринимать давление газов и через шатун передавать усилие на коленчатый вал, осуществлять другие вспомогательные такты, а также уплотнять надпоршневую полость цилиндра для предотвращения прорыва газов в картер и проникновения в него моторного масла.
Поршень
Поршень представляет собой металлический стакан сложной формы, устанавливаемый в цилиндре днищем вверх. Он состоит из двух основных частей. Верхняя утолщенная часть называется головкой, а нижняя направляющая часть — юбкой. Головка поршня содержит днище 4 (рис. а) и стенки 2. В стенках проточены канавки 5 для компрессионных колец. Нижние канавки имеют дренажные отверстия 6 для отвода масла. Для увеличения прочности и жесткости головки ее стенки снабжены массивными ребрами 3, связывающими стенки и днище с бобышками, в которых устанавливается поршневой палец. Иногда оребряют также внутреннюю поверхность днища.
Юбка имеет более тонкие стенки, чем у головки. В ее средней части расположены бобышки с отверстиями.
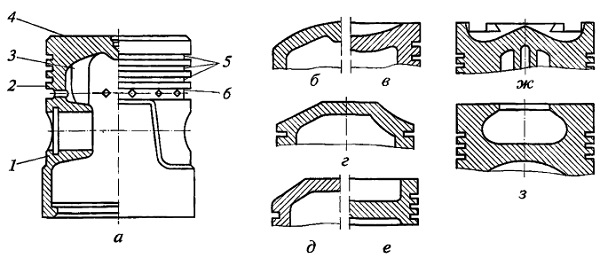
Рис. Конструкции поршней с различной формой днища (а—з) и их элементов:
1 — бобышка; 2 — стенка поршня; 3 — ребро; 4 — днище поршня; 5 — канавки для компрессионных колец; 6 — дренажное отверстие для отвода масла
Днища поршней могут быть плоскими (см. а), выпуклыми, вогнутыми и фигурными (рис. б—з). Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней. Самой простой и технологичной является плоская форма. В дизелях применяются поршни с вогнутыми и фигурными днищами (см. рис. е—з).
При работе двигателя поршни нагреваются сильнее, чем цилиндры, охлаждаемые жидкостью или воздухом, поэтому расширение поршней (особенно алюминиевых) больше. Несмотря на наличие зазора между цилиндром и поршнем, может произойти заклинивание последнего. Для предотвращения заклинивания юбке придают овальную форму (большая ось овала перпендикулярна оси поршневого пальца), увеличивают диаметр юбки по сравнению с диаметром головки, разрезают юбку (чаще всего выполняют Т- или П-образный разрез), заливают в поршень компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна, или принудительно охлаждают внутренние поверхности поршня струями моторного масла под давлением.
Поршень, подвергающийся воздействию значительных силовых и тепловых нагрузок, должен обладать высокой прочностью, теплопроводностью и износостойкостью. В целях уменьшения инерционных сил и моментов у него должна быть малая масса. Это учитывается при выборе конструкции и материала для поршня. Чаще всего материалом служит алюминиевый сплав или чугун. Иногда применяют сталь и магниевые сплавы. Перспективными материалами для поршней или их отдельных частей являются керамика и спеченные материалы, обладающие достаточной прочностью, высокой износостойкостью, низкой теплопроводностью, малой плотностью и небольшим коэффициентом теплового расширения.
Поршневые кольца
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько больше диаметра цилиндра. При введении в цилиндр такого кольца в сжатом состоянии оно создает плотное соединение. Для того чтобы обеспечить возможность расширения установленного в цилиндре кольца при нагревании, в замке должен быть зазор 0,2…0,4 мм. С целью обеспечения хорошей приработки компрессионных колец к цилиндрам часто применяют кольца с конусной наружной поверхностью, а также скручивающиеся кольца с фаской на кромке с внутренней или наружной стороны. Благодаря наличию фаски такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне (см. рис. а). Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
Поршневой палец
Поршневой палец служит для шарнирного соединения поршня с шатуном. Он представляет собой трубку, проходящую через верхнюю головку шатуна и установленную концами в бобышки поршня. Крепление поршневого пальца в бобышках осуществляется двумя стопорными пружинными кольцами, расположенными в специальных канавках бобышек. Такое крепление позволяет пальцу (в этом случае он называется плавающим) проворачиваться. Вся его поверхность становится рабочей, и он меньше изнашивается. Ось пальца в бобышках поршня может быть смещена относительно оси цилиндра на 1,5…2,0 мм в сторону действия большей боковой силы. Благодаря этому уменьшается стук поршня в непрогретом двигателе.
Поршневые пальцы изготавливают из высококачественной стали. Для обеспечения высокой износоустойчивости их наружную цилиндрическую поверхность подвергают закалке или цементации, а затем шлифуют и полируют.
Поршневая группа состоит из довольно большого числа деталей (поршень, кольца, палец), масса которых по технологическим причинам может колебаться; в некоторых пределах. Если различие в массе поршневых групп в разных цилиндрах будет значительным, то при работе двигателя возникнут дополнительные инерционные нагрузки. Поэтому поршневые группы для одного двигателя подбирают так, чтобы они несущественно отличались по массе (для тяжелых двигателей не более чем на 10 г).
Шатунная группа кривошипно-шатунного механизма состоит из:
- шатуна
- верхней и нижней головок шатуна
- подшипников
- шатунных болтов с гайками и элементами их фиксации
Шатун
Шатун соединяет поршень с кривошипом коленчатого вала и, преобразуя возвратно-поступательное движение поршневой группы во вращательное движение коленчатого вала, совершает сложное движение, подвергаясь при этом действию знакопеременных ударных нагрузок. Шатун состоит из трех конструктивных элементов: стержня 2, верхней (поршневой) головки 1 и нижней (кривошипной) головки 3. Стержень шатуна обычно имеет двутавровое сечение. В верхнюю головку для уменьшения трения запрессовывают бронзовую втулку 6 с отверстием для подвода масла к трущимся поверхностям. Нижнюю головку шатуна для обеспечения возможности сборки с коленчатым валом выполняют разъемной. У бензиновых двигателей разъем головки обычно расположен под углом 90° к оси шатуна. У дизелей нижняя головка шатуна 7, как правило, имеет косой разъем. Крышка 4 нижней головки крепится к шатуну двумя шатунными болтами, точно подогнанными к отверстиям в шатуне и крышке для обеспечения высокой точности сборки. Чтобы крепление не ослабло, гайки болтов стопорят шплинтами, стопорными шайбами или контргайками. Отверстие в нижней головке растачивают в сборе с крышкой, поэтому крышки шатунов не могут быть взаимозаменяемыми.
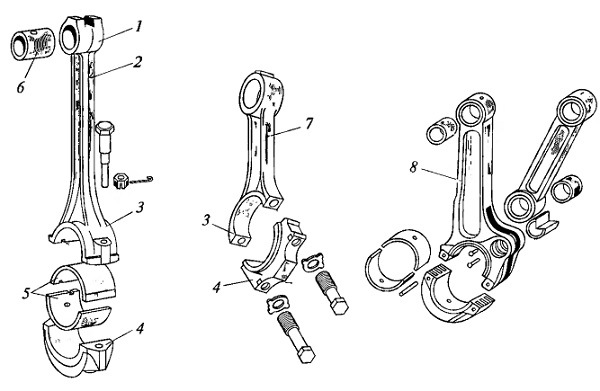
Рис. Детали шатунной группы:
1 — верхняя головка шатуна; 2 — стержень; 3 — нижняя головка шатуна; 4 — крышка нижней головки; 5 — вкладыши; 6 — втулка; 7 — шатун дизеля; S — основной шатун сочлененного шатунного узла
Для уменьшения трения в соединении шатуна с коленчатым валом и облегчения ремонта двигателя в нижнюю головку шатуна устанавливают шатунный подшипник, который выполнен в виде двух тонкостенных стальных вкладышей 5, залитых антифрикционным сплавом. Внутренняя поверхность вкладышей точно подогнана к шейкам коленчатого вала. Для фиксации вкладышей относительно головки они имеют отогнутые усики, входящие в соответствующие пазы головки. Подвод масла к трущимся поверхностям обеспечивают кольцевые проточки и отверстия во вкладышах.
Для обеспечения хорошей уравновешенности деталей кривошипно-шатунного механизма шатунные группы одного двигателя (как и поршневые) должны иметь одинаковую массу с соответствующим ее распределением между верхней и нижней головками шатуна.
В V-образных двигателях иногда используются сочлененные шатунные узлы, состоящие из спаренных шатунов. Основной шатун 8, имеющий обычную конструкцию, соединен с поршнем одного ряда. Вспомогательный прицепной шатун, соединенный верхней головкой с поршнем другого ряда, нижней головкой шарнирно крепится с помощью пальца к нижней головке основного шатуна.
Коленчатый вал
Коленчатый вал, соединенный с поршнем посредством шатуна, воспринимает действующие на поршень силы. На нем возникает вращающий момент, который затем передается на трансмиссию, а также используется для приведения в действие других механизмов и агрегатов. Под влиянием резко изменяющихся по величине и направлению сил инерции и давления газов коленчатый вал вращается неравномерно, испытывая крутильные колебания, подвергаясь скручиванию, изгибу, сжатию и растяжению, а также воспринимая тепловые нагрузки. Поэтому он должен обладать достаточной прочностью, жесткостью и износостойкостью при сравнительно небольшой массе.
Конструкции коленчатых валов отличаются сложностью. Их форма определяется числом и расположением цилиндров, порядком работы двигателя и числом коренных опор. Основными частями коленчатого вала являются коренные шейки 3, шатунные шейки 2, щеки 4, противовесы 5, передний конец (носок 1) и задний конец (хвостовик 6) с фланцем.
К шатунным шейкам коленчатого вала присоединяют нижние головки шатунов. Коренными шейками вал устанавливают в подшипниках картера двигателя. Соединяются коренные и шатунные шейки при помощи щек. Плавный переход от шеек к щекам, называемый галтелью, позволяет избежать концентрации напряжений и возможных поломок коленчатого вала. Противовесы предназначены для разгрузки коренных подшипников от центробежных сил, возникающих на кривошипах вала во время его вращения. Их, как правило, изготавливают как единое целое со щеками.
Для обеспечения нормальной работы двигателя к рабочим поверхностям коренных и шатунных шеек необходимо подавать моторное масло под давлением. Масло поступает из отверстий в картере к коренным подшипникам. Затем оно через специальные каналы в коренных шейках, щеках и шатунных шейках попадает к шатунным подшипникам. Для дополнительной центробежной очистки масла в шатунных шейках имеются грязеуловительные полости, закрытые заглушками.
Коленчатые валы изготавливают методом ковки или литья из среднеуглеродистых и легированных сталей (может применяться также чугун высококачественных марок). После механической и термической обработки коренные и шатунные шейки подвергают поверхностной закалке (для повышения износостойкости), а затем шлифуют и полируют. После обработки вал балансируют, т. е. добиваются такого распределения его массы относительно оси вращения, при котором вал находится в состоянии безразличного равновесия.
В коренных подшипниках применяют тонкостенные износостойкие вкладыши, аналогичные вкладышам шатунных подшипников. Для восприятия осевых нагрузок и предотвращения осевого смещения коленчатого вала один из его коренных подшипников (обычно передний) делают упорным.
Маховик
Маховик крепится к фланцу хвостовика коленчатого вала. Он представляет собой тщательно сбалансированный чугунный диск определенной массы. Кроме обеспечения равномерного вращения коленчатого вала маховик способствует преодолению сопротивления сжатия в цилиндрах при пуске двигателя и кратковременных перегрузок, например, при трогании ТС с места. На ободе маховика закреплен зубчатый венец для пуска двигателя от стартера. Поверхность маховика, которая соприкасается с ведомым диском сцепления, шлифуют и полируют.
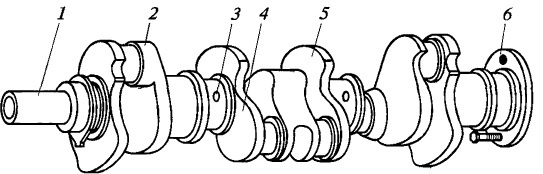
Рис. Коленчатый вал:
1 — носок; 2 — шатунная шейка; 3 — коренная шейка; 4 — щека; 5 — противовес; 6 — хвостовик с фланцем
Читайте также: