
Пайка твердыми припоями кратко
Обновлено: 04.07.2024
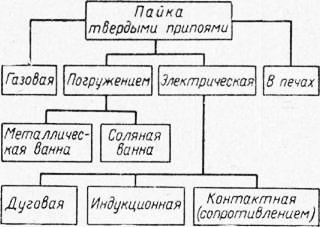
Имеется несколько способов пайки твёрдыми припоями. Эти способы могут быть классифицированы (фиг. 212) по способу нагрева металла в процессе пайки. Твёрдые припои иногда разделяются на тугоплавкие с температурой плавления 875—1100° и легкоплавкие с температурой плавления ниже 875°. Отдельную группу составляют алюминиевые припои. Обычные твёрдые припои раз
деляются на медные, медноцинковые, медноникелевые и серебряные. Наиболее важные твёрдые припои стандартизованы.
Состав и примерное назначение медноцннко — вых припоев по ГОСТ 1534-42 даны в табл. 24. Состав и примерное назначение серебряных припоев по ОСТ 2982 даны в табл. 25.
Кроме указанных стандартных припоев, представляют известный интерес и могут находить промышленное применение припои, указанные в табл. 26. В ряде случаев в качестве припоя используется технически чистая медь в температурой плавления 1083°.
жения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCЬ, фтористый калий K. F и другие галоидные соли щелочных металлов.
Стандартные серебряные припои (состав в процентах)
Темпера — j тура плав — і ления в °С
Пайка латуни, содержащей не
Пайка меди, бронзы, латуни, стали
Пайка меди и бронзы
Пайка ленточных пил
Для пайки нержавеющей стали применяется смесь из равных частей буры и борной кислоты, замешанных до густоты пасты на насыщенном водном растворе хлористого цинка.
Для пайки серого ковкого чугуна в флюсы часто вводятся сильные окислители, например хлорат калия, перекись марганца, окись железа и т. д., для выжигания графита и увеличения чистой металлической поверхности, смачиваемой припоем.
Разные твёрдые припои (состав в процентах)
Для пайки меди и медных сплавов. Для чёрных металлов не пригоден
Для пайки чугуна, никеле-
Для пайки стали, никеля,
Температура плавления в °С
Универсальный, для пайки меди и медных сплавов, стали, никеля
Эвтектический с высокой электропроводностью, пайка проводов
Легкоплавкий, самофлюсующий — ся, для меди и медных сплавов, не пригоден для чёрных металлов
Особо легкоплавкий, универсальный, для меди и медных сплавов, стали, никеля
Флюсы могут иметь форму порошка или пасты. Применяются также флюсы и в виде жидких растворов, например раствор буры в горячей воде. Иногда целесообразно применять прутки припоя, покрытые с поверхности флюсом. Флюсующее действие могут производить составные части самого припоя. Например, фосфор, окисляясь в фосфорный ангидрид, является хорошим флюсом для меди и медных сплавов, восстанавливая окислы и переводя их в легкоплавкие фосфорно-кислые соединения. Поэтому фосфористые медные припои не требуют флюсов для пайки медных сплавов, что очень удобно на практике.
Порошкообразные флюсы можно посыпать тонким слоем на кромки, причём часто применяется предварительный подогрев кромок, с тем, чтобы частицы флюса плавились, прилипая к металлу, и не сдувались пламенем горелки при пайке. В порошкообразный флюс можно также обмакивать конец прутка припоя, нагретый выше температуры плавления флюса, который прочно пристаёт к прутку.
Пасты и жидкие растворы наносятся кистью или в них обмакивается припой. Можно изготовлять пасту из флюса с порошкообразным припоем и наносить её на кромку перед пайкой.
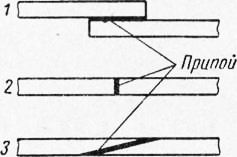
Для пайки имеют важное значение подготовительные работы, часто определяющие качество соединения. Широко применяются три основные формы паяных соединений: нахлёсточное, стыковое и соединение в ус (фиг. 213). Наиболее распространённым является нахлёсточное соединение, удобное для выполнения и весьма. прочное. Увеличивая перекрытие нахлёсточного соединения, можно повышать его прочность и в большинстве случаев достигнуть равно-
прочности с основным металлом. Стыковое соединение обладает лучшим внешним видом и при хороших припоях и правильном выполнении часто может обеспечить достаточную прочность (предел прочности может доходить до 40—45 кг! мм1). Стыковое соединение применяется в тех случаях, когда удвоение толщины металла нежелательно. Соединение в ус, требующее усложнённой подготовки кромок, совмещает преимущества стыкового и нахлёсточного соединений и обеспечивает хороший внешний вид и отсутствие выступающих кромок и удвоения толщины. Соединение в ус даёт возможность достичь равнопрочности с целым сечением за счёт увеличения рабочей площади соединения.
Существенное значение имеет величина зазора между соединяемыми кромками, которая должна быть малой как для улучшения всасывания жидкого припоя действием капиллярных сил, так и для увеличения прочности соединения. Для серебряных припоев рекомендуется зазор 0,05—
0,08 мм, для пайки медью в защитном газе рекомендуются зазоры не более 0,012 мм. Строгие требования к величине зазора предписывают достаточно чистую механическую обработку поверхностей, гак как грубая обработка, например опиловка напильником или опескоструивание, может быть причиной чрезмерного расхода припоя в соединении и резкого падения его прочности.
Для получения хорошего смачивания припоем, поверхность, подлежащая пайке, должна быть безукоризненно чистой.
Обезжиривание может производиться горячей щёлочью, трихлорэтиленом или четырёххлористым углеродом. Окислы удаляются травлением в кислотах с последующей тщательной промывкой и сушкой.
Механическая чистка производится протиркой концами, тонкой наждачной шкуркой, шлифованием тонкими номерами шлифовальных кругов, щётками и т. д. При сборке часто применяется предварительное нанесение флюса на кромки с размещением припоя между кромками; в этом случае применяется припой в форме фольги или тонкого порошка, или же припой в виде проволоки или ленты, помещаемой около места пайки.
Собранные детали перед пайкой должны быть достаточно прочно скреплены сжимами, проволочными связками, шпильками, точечной сваркой и т. д. с тем, чтобы устранить возможность смещения деталей при нагреве и в процессе пайки. Поверхность изделий, которая не должна облуживаться, покрывается перед пайкой пастой из мела, глины, графита или их смесей, или смачивается раствором хромовой кислоты и т. п. веществами, устраняющими прилипание припоя к поверхности изделия.
В соответствии с приведённой выше классификацией приведём краткое описание основных способов выполнения процесса твёрдой пайки.
Газовая пайка. При этом способе нагрев места пайки осуществляется газовыми горелками. Для пайки мелких деталей пользуются горелками, работающими на воздухе с природным (метаном) или другим горючим газом или же ацетиленом. Для крупных деталей применяются горелки, работающие на кислороде с метаном или другими горючими газами, в особенности ацетиленом. Кислородно-ацетиленовые горелки применяются как специального типа для пайки, дающие широкий факел, так и нормальные, сварочные. Специальные горелки для пайки дают менее концентрированный нагрев и охватывают пламенем сразу значительную поверхность; пламя поддерживается с небольшим избытком ацетилена.
Пайка погружением. При этом способе пайка производится погружением изделия в ванну с расплавленным припоем или в ванну с расплавленными солями. Для металлических ванн обычно используются медноцинковые припои. Расплавленный припой в ванне покрывается слоем флюса. Поверхность изделия, которая должна остаться чистой от припоя, смазывается пастами и растворами, препятствующими её смачиванию.
Соляные ванны для твёрдой пайки устраиваются по типу соляных ванн для термообработки стали. Особенно удобны ванны с электрическим нагревом. Соляная смесь обычно составляется из хлоридов калия и бария КС1 + ВаС12. Состав ванны для любого температурного интервала можно подобрать, меняя соотношения составных частей соляной смеси.
Детали собираются с нанесеним флюса на поверхность, подлежащую пайке, и с размещением припоя между кромками или около места соединения, после чего скрепляются и обмакиваются в ванну. Соляная ванна обеспечивает постоянный температурный режим с точностью ± 5° и защищает место пайки от окисления. Когда деталь вынута из ванны, её защищает от окисления при охлаждении плёнка расплавленных солей, которая по охлаждении может быть удалена промывкой в горячей воде. Применение соляных ванн для твёрдой пайки заслуживает большого внимания. Весьма вероятно широкое распространение этого метода в нашей промышленности в ближайшие годы.
Пайка погружением в ванны отличается высокой производительностью, однородностью качества пайки и может быть механизирована.
Электрическая пайка. Электрический нагрев места пайки может быть осуществлён различными методами: электрической дугой прямого или косвенного действия, пропусканием тока через место сварки, вихревыми токами, которые индуктируются в металле изделия
переменными магнитными полями, за счёт разогрева контакта между поверхностью изделия и токоподводящим электродом и т. д.
Для пайки дугой прямого действия медноцинковые припои мало пригодны, ввиду летучести цинка и сильного его испарения и выгорания под действием высокой температуры дуги. Наиболее пригодны тугоплавкие медные припои с содержанием фосфора или кремния. Для пайки используется угольная дуга, которая направляется преимущественно на конец стержня припоя, касающегося основного металла, и не должна расплавлять кромок изделия.
Угольная дуга косвенного действия (дуговая горелка) заменяет газовую горелку и даёт возможность выполнять процесс пайки всеми типами твёрдых припоев, как медноцинковых, так и серебряных. Технологически дуговая горелка менее удобна, чем газовая, и применяется обычно лишь при небольшом объёме работ по пайке.
Электрическая пайка сопротивлением может выполняться на нормальных сварочных контактных машинах или на специальных электрических аппаратах для пайки. Нагрев места пайки производится пропусканием через него тока большой силы. Ток получается от низковольтного трансформатора, встроенного в корпус аппарата для пайки и составляющего с ним одно целое.
Более универсальными электрическими аппаратами для пайки являются аппараты, работающие по способу горячего контакта между угольным или графитным электродом и изделием. Такой аппарат состоит из двух основных частей: понижающего трансформатора, подвижного или стационарного, и клещей для пайки, соединяемых с зажимами трансформатора гибкими проводами, которые могут иметь значительную длину, что придаёт установке гибкость и универсальность применения.
Понижающий трансформатор изготовляется по типу трансформаторов для электрических контактных сварочных машин. Первичная обмотка трансформатора делается секционированной, что даёт возможность регулировать напряжение вторичной обмотки и рабочую силу тока путём переключения витков первичной обмотки, как это делается в контактных машинах. Первичная обмотка трансформатора включается в электрическую цепь контактором с кнопочным управлением. Кнопка включения помещается на ручке паяльных клещей (фиг. 214) или выносится в форме отдельной переносной педали. Рабочие токоподводящие контакты паяльных клещей выполнены в форме сменных призматических блоков — брусков из электродного угля или графита. Зажатие детали производится зажимным винтом, включение нагревающего тока — кнопкой на ручке клещей. Рабочие токи для пайки обычно находятся в пределах 500—1000 а.
Паяльные клещи присоединяются ко вторичной обмотке трансформатора гибкими проводами достаточного сечения и требующейся длины (обычно до 2—3 м). Для пайки меди обычно пользуются фосфористыми медными припоями и для пайки стали серебряными
припоями. Фосфорно-медные припои для пайки чёрных металлов непригодны.
Пайка токами высокой частоты. В последнее время быстро развивается и начинает находить широкое промышленное применение новый весьма эффективный способ пайки токами высокой частоты. Метод основан на нагреве металла у места пайки вихревыми токами, которые создаются переменным магнитным полем высокой частоты. Переменное магнитное поле, в свою очередь, создаётся намагничивающими обмотками — индукторами. При приближении индуктора к поверхности изделия возникают вихревые токи в зоне металла, подвергающейся магнитному воздействию индуктора. Действие индуктора тем сильнее, чем меньше расстояние между индуктором и нагреваемым металлом. Для возможного уменьшения расстояния применяют индукторы с изоляцией из тугоплавкой эмали; в этом случае расстояние между индуктором и нагреваемым металлом может быть снижено до 0,3—0,5 мм.
Нагревание токами высокой частоты сосредоточивается в очень тонком поверхностном слое металла, в котором возникают вихревые токи. Нижележащие слои нагреваются вследствие теплопроводности. Малый объём разогреваемого металла позволяет вести нагрев весьма быстро с высоким к. п. д.
Процесс пайки отличается чистотой, удобством выполнения, легко поддаётся механизации и может быть хорошо приспособлен к условиям массового производства однотипных деталей. Все эти преимущества обеспечивают нагреву токами высокой частоты возможность широкого промышленного использования при пайке. Препятствием к применению токов высокой частоты пока служит довольно высокая стоимость и некоторая сложность установок для получения этих токов. По мере упрощения и удешевления установки найдут широкое применение для процесса пайки.
Пайка в печах. Нагрев под пайку может производиться также в различных печах, по устройству аналогичных печам для термообработки стали. Применяются, например, очковые печи с нефтяным отоплением, широко применяются муфельные печи, в особенности удобны электрические муфельные печи. Пайка ведётся посредством нагрева деталей с заранее нанесёнными флюсом и припоем, который закладывается между соединяемыми кромками или
помещается рядом с местом пайки. Пайка в печах с применением флюса трудоёмка, требует достаточно квалифицированной рабочей силы и не имеет перспектив на особенно широкое промышленное применение. Значительно важнее пайка в печах в восстановительной атмосфере; этот вид пайки имеет перспективы на широкое применение в массовом производстве.
Пайка твердыми припоями примечательна тем, что при ее проведении участок стыковки изделий должен прогреваться до температур порядка 450-ти градусов и более.
Такие припои называются тугоплавкими, а полученное с их помощью соединение сохраняет свои прочностные характеристики даже при сильном термическом нагреве.
В отличие от твердых пайка мягкими припоями предполагает использование низкотемпературных расходных материалов, которые обеспечивают надежное сцепление при значительно меньшем нагреве (порядка 200-300 ℃).
Они, как правило, применяются, при пайке изделий, эксплуатируемых в нормальных температурных условиях, и не гарантируют сохранения контакта при сильном нагреве.
Возможности твердых припоев широко используются в тех сферах, где требуется получать шов, по своим прочностным свойствам занимающие промежуточное положение между сваркой и низкотемпературной пайкой.
При этом особое внимание уделяется сохранению структуры материалов в зоне контакта, которые после обработки не должны терять первоначальных характеристик.
Твердосплавные соединения чаще всего востребованы в следующих ситуациях:

Использование технологии твердой пайки обеспечивает необходимую прочность получившегося соединения и его устойчивость к перегреву. Помимо этого твердосплавные методы применяются при ремонте изделий из меди или латуни, которые при работе подвергаются высокотемпературному воздействию.
В отличие от описанных выше твердых припоев сфера применения мягкой пайки ограничена нормальными условиями эксплуатации. К этому способу чаще всего прибегают при необходимости получения надежного соединения изделий и деталей из легкоплавких материалов, не подверженных чрезмерному нагреву и деформациям.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Использование в быту
Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Помимо этого, потребуется сам тугоплавкий припой, плавящийся при температурах свыше 450 градусов, а также специальная активная добавка, называемая флюсом.
Лишь при выполнении этих требований в результате паяльных работ удается получить достаточно надежное и твердое паяное соединение.
В качестве примера можно привести использование твердого припоя при спайке рамы велосипеда, восстановление которой другими методами не так эффективно и надежно.
Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Чаще всего восстановительному ремонту подлежат растапливаемые углем самовары или подобные им нагревательные приспособления из тугоплавких металлов.
Читать также: Самодельный ящик для инструментов в машину
Добавим к этому, что бытовая пайка твердыми припоями широко востребована и при проведении ремонтных работ, касающихся восстановления отдельных узлов холодильного и теплообменного оборудования.
В последнем случае для спайки медных трубок посредством газовой горелки потребуется твердый латунный припой, позволяющий получать прочное и надежное соединение, пригодное для эксплуатации в критических условиях.
Рассмотрим особенности работы с паяльными составами различной степени тугоплавкости на примере такой распространенной операции, какой является запайка труб.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.

Таблица флюсов
Особенности пайки трубных изделий
Порядок запайки труб мягкими припоями определяется следующей последовательностью рабочих операций:
- Сначала из труб подготавливается стыковой узел с раструбом, на внутреннюю поверхность которого наносится флюс для пайки мягким припоем.
- Затем тот же флюсовый состав наносится на внешнюю часть стыкуемой трубы, после чего паяльником большой мощности (не менее одного киловатта) готовый стык прогревается до температуры порядка 300-400 градусов.
- Контролировать степень нагрева стыковочного узла можно по изменению цветового оттенка флюса.
- После его потемнения в контактную зону вводится проволочный пруток припоя (иногда для лучшего контакта он приготавливается в виде мелкой стружки, заполняющей все стыковочные зазоры).
- При соприкосновении с прогретой зоной контакта припой плавится, а затем под воздействием флюса растекается по всей площади соединительного шва.
Высокотемпературная пайка с применением твердого состава отличается от уже описанных процедур следующими моментами.
Во-первых, при ее реализации на место стыка наносится флюс совсем иного состава, а во-вторых, вводимый в область пайки припой должен изготавливаться из тугоплавких составляющих.
И, наконец, для прогрева зоны контакта с твердыми свойствами используется специальное оборудование (термическая печь, газовая горелка или индукционное нагревательное устройство).
Как обработка медных заготовок, так и пайка стали в домашних условиях, предполагают использование обычной газовой горелки, всегда имеющейся в хозяйстве у любого частника.
Особое внимание нужно уделить последней стадии соединения трубных заготовок, когда после размягчения присадочной проволоки одна из труб проворачивается вокруг оси.
Вследствие этой операции еще не застывший припой наматывается на стыковую зону с последующим образованием надежного кольцевого шва.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Разновидности
Основной составляющей термостойких соединений, образующихся в результате пайки твердыми припоями, является медь, из которой изготавливаются практически все тугоплавкие расходные материалы.
Чистая медь в качестве сцепляющей составляющей применяется крайне редко. Как правило, она берется в соединении с другими металлами (серебром, цинком, кремнием или оловом).
Каждая из перечисленных добавок позволяет сделать припой более тугоплавким, а получившееся сочленение – прочнее и долговечнее.
Почти все эти примеси снижают температуру, при которой плавится сам твердый припой (у чистой меди этот показатель равен 1083 градусам).
Для высокотемпературной обработки металлов, как правило, используются медно-цинковые составы, идеально подходящие для пайки бронзовых или медных деталей (реже – стали).
Однако они обладают одним существенным минусом, проявляющимся в их плохой защищенности от вибрационных и ударных воздействий. С целью устранения этого недостатка применяется метод легирования другими металлами, заметно повышающими их прочностные характеристики.

Так, твердые латунные припои могут рассматриваться как медно-цинковые составы, прошедшие операцию легирования, благодаря которой они находят широкое применение при изготовлении твердосплавных резцов.
С основными характеристиками и областями применения различных видов припоев можно ознакомиться в сводных таблицах.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.

Пайка твердыми припоями
Пайка твердыми припоями
Пайку твердыми припоями применяют для получения прочных и термостойких швов.
Пайку твердыми припоями осуществляют, соблюдая следующие основные правила:
- как и при пайке мягкими припоями, повеохности подгоняют друг к другу припили-ванием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
- подогнанные детали в месте спая покрывают флюсом, на место спая накладывают кусочки- припоя (медные пластинки) и закрепляют мягкой вязальной проволокой;
- подготовленные детали (заготовки) нагревают паяльной лампой, в кузнечном горне или электропечи;
- когда припой расплавится, деталь снимают с огня и держаг в таком положении, чтобы припой не мог стекать со шва;
- затем деталь медленно охлаждают. Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения.
Применяют другой способ пайки: подготовленную деталь (изделие) нагревают и обсыпают бурой, затем нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
Дефекты при пайке, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения несмачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира; наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился.
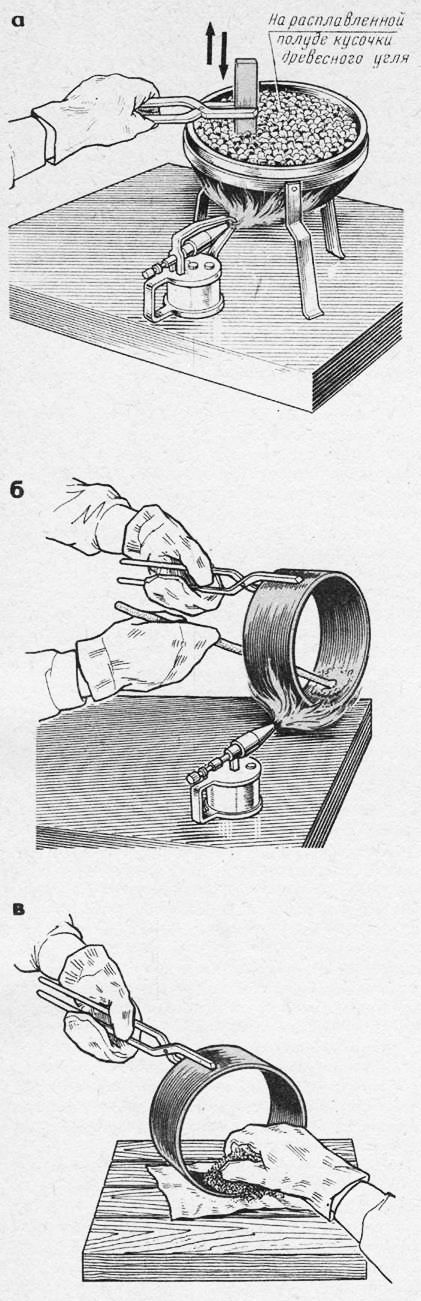
Рис. 1. Лужение деталей: а — погружением в ванну с оловом, б — нагрев деталей для облуживания, в — обслуживание растиранием олова
Безопасность труда при выполнении паяльных работ и лужении. Рабочие места, предназначенные для выполнения работ по пайке мелких деталей, должны оборудоваться местными вытяжными устройствами, обеспечивающими скорость движения воздуха непосредственно на месте пайки не менее 0,6 м/с.
В помещениях, где выполнялись паяльные работы, должно производиться мытье полов, сухая уборка пола не разрешается. Хранение одежды в помещениях, где производится пайка, запрещается.
В непосредственной близости от рабочих мест, предназначенных для выполнения работ по пайке мелких деталей мягкими припоями, должны устанавливаться: умывальник, бачок с 1%-ным раствором уксусной кислоты для предварительного обмывания рук и легкообмы-ваемые переносные емкости для сбора бумажных или хлопчатобумажных салфеток и ветоши. Около умывальника постоянно должны быть мыло, щетки, салфетки для вытирания рук. Применение полотенец общего пользования не разрешается.
Подготовка металлов и процесс пайки связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление.
Поэтому при пайке, и лужении необходимо соблюдать следующие правила;
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
после окончания работы и перед принятием пищи тщательно мыть руки мылом;
химикаты засыпать осторожно малыми порциями, не допуская брызг.
Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками в плетеных корзинах с мягкой прокладкой;
пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества теплоты. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
- не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, притирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
- при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
- при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать или наливать горючее в не-остывшую лампу; керосиновую лампу заправлять только керосином; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
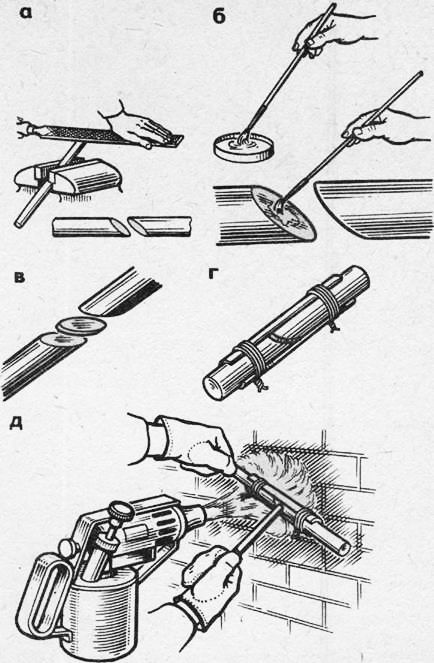
Рис. 2. Пайка твердыми припоями: а — подгонка поверхностей деталей, б — смазывание поверхностей деталей флюсом, в — вставка медной пластины, г — фиксирование соединяемых деталей направляющей прокладкой, д — нагрев деталей
Имеется несколько способов пайки твердыми припоями. Эти способы могут быть классифицированы по способу нагрева металла в процессе пайки. Обычно твердые припои разделяются на медные, медно-цинковые, медно-никелевые и серебряные. Отдельную группу составляют алюминиевые припои. Наиболее важные твердые припои стандартизованы.
Припой ПМЦЗ б из-за низкой прочности и хрупкости в машиностроении не применяется. Припои ПМЦ48 и ПМЦ54 ввиду недостаточной пластичности и низкой вибростойкости паянных ими соединений применяются мало. Наибольшее распространение получили припои JI62 и JIOK 62-06-04, дающие прочные паяные соединения. Предел прочности припоя JI62 составляет 30 кГ/мм2 при относительном удлинении 35 %.
Основой большинства флюсов для твердой пайки является бура Na2B407, кристаллизующаяся с десятью частями воды в крупные прозрачные бесцветные кристаллы Na2B407 • ЮН20. Кристаллическая бура начинает плавиться при 75 °С; по мере
усиления нагрева она постепенно теряет воду, сильно вспучиваясь и разбрызгиваясь, и переходит в безводную соль — плавленую или жженую буру, плавящуюся при температуре 783 °С. Бура в расплавленном состоянии может быть нагрета до высоких температур без заметного испарения; она весьма жидкотекуча и энергично растворяет окислы многих металлов, в особенности окислы меди.
Для пайки нержавеющей стали применяется смесь из равных частей буры и борной кислоты, замешанных на насыщенном водном растворе хлористого цинка до пастообразного состояния. При пайке серого ковкого чугуна для выжигания графита и увеличения чистой металлической поверхности, смачиваемой припоем, во флюсы часто вводят сильные окислители (хлорат калия, перекись марганца, окись железа и т. д.).
Флюсы могут иметь форму порошка или пасты. Применяются также флюсы и в виде жидких растворов, например раствор буры в горячей воде. Иногда целесообразно применять прутки припоя, покрытые флюсом. Флюсующее действие могут оказывать составные части самого припоя. Например, фосфор, окисляясь в фосфорный ангидрид, является хорошим флюсом для меди и медных сплавов, восстанавливая окислы и переводя их в легкоплавкие фосфорнокислые соединения. Поэтому фосфористые медные ири-пои не требуют флюсов для пайки медных сплавов, что очень удобно на практике.
Порошкообразные флюсы можно посыпать тонким слоем на кромки, причем часто применяется предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипая к металлу, и не сдувались пламенем горелки при пайке. В порошкообразный флюс можно также обмакивать конец прутка припоя, нагретый выше температуры плавления флюса, который прочно пристает к прутку. Пасты и жидкие растворы наносят кистью или в них обмакивают припой. Можно изготовлять пасту из флюса с порошкообразным припоем и наносить ее на кромку перед пайкой.
Существенное значение имеет величина зазора между соединяемыми кромками, которая должна быть малой как для улучшения всасывания жидкого припоя действием капиллярных сил, так и для увеличения прочности соединения. Для серебряных припоев рекомендуется зазор 0,05—0,15 мм; для пайки медью в защитном газе рекомендуются зазоры 0,1—0,2 мм. Строгие требования в отношении величины зазора заставляют производить достаточно чистую механическую обработку поверхностей, так как грубая обработка, например опиловка напильником или опескоструивание, может быть причиной чрезмерного расхода припоя в соединении и резкого падения его прочности.
Для хорошего смачивания припоем поверхность, подлежащая пайке, должна быть безукоризненно чистой. Обезжиривать можно горячей щелочью, трихлорэтиленом или четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей тщательной промывкой и сушкой.
Механическую очистку производят протиркой ветошью, тонкой наждачной бумагой, шлифованием мелкозернистыми шлифовальными кругами, щетками и т. д. При сборке часто предварительно наносят флюс на кромки и размещают припой между кромками; в этом случае применяют припой в форме фольги или тонкого порошка, или же припой в виде проволоки или ленты, помещаемой около места пайки.
Собранные детали перед пайкой должны быть достаточно прочно скреплены проволочными связками, шпильками, точечной сваркой и т. д., с тем чтобы устранить возможность смещения деталей при нагреве и в процессе пайки. Поверхность изделий, которая не должна облуживаться, покрывают перед пайкой пастой из мела, глины, графита или их смесей, или смачивают раствором хромовой кислоты и тому подобными веществами, устраняющими прилипание припоя к поверхности изделия.
Пайку изделий твердыми припоями применяют в том случае, если неразъемные соединения должны обладать достаточной прочностью (временное сопротивление 15—20 кгс/мм2).
Твердые припои имеют температуру плавления выше 450 °С.
Для нагрева изделий при пайке твердыми припоями используют различные методы: газовым пламенем (горелкой), в печах, в соляных ваннах, токами высокой частоты, на электрических контактных машинах.
Обычно пользователи нашего сайта находят эту страницу по следующим запросам:
сварка авто , сварка кузова , сварка порогов , сварка ремонт авто
9. Пайка твердым припоем
Пайка твердым припоем - это не совсем процесс сварки, о котором говорилось ранее. Основной металл не расплавляется в сварочную ванну. Основной металл нагревается, а пруток твердого припоя наплавляется на линию соединения двух деталей. Пруток твердого припоя изготовлен из латуни (сплав меди и цинка) и используется вместе с флюсом, который может содержаться непосредственно в прутке, или же вам придется окунуть пруток в флюс. Спаянные соединения такие же прочные, как и сварные швы, однако пайка особенно полезна в тех случаях, когда высокая температура, необходимая при сварке, может повредить основной металл или соседние детали, а также в случаях, когда соединяемые детали изготовлены из латуни или меди.
Пруток твердого припоя плавится при гораздо более низкой температуре, чем основной металл, поэтому основным принципом является нагревание основного металла до температуры немного выше, чем точка плавления прутка твердого припоя, поэтому именно основной металл, а не горелка плавит пруток. Перегрев прутка горелкой приведет к испарению цинка с прутка, что станет причиной ухудшения соединения. Пайка твердым припоем чаще всего выполняется, когда две детали соединяются внахлест, или для наплавки на изношенную или поврежденную поверхность литой детали, которая впоследствии будет восстановлена до оригинальной формы после пайки.
Края деталей, которые вы собираетесь спаять, необходимо тщательно очистить при помощи шлифовального круга, напильника или пескоструйного аппарата. Как только вы подобрали подходящий пруток для материала, с которым работаете (медь/цинк для железистых металлов), необходимо начать нагревать шов горелкой, используя более низкую температуру, чем при сварке. Необходимо переместить горелку назад на 50-75 мм от рабочей поверхности, а это намного большее расстояние, чем во время выполнения сварного шва. Как только металл нагреется докрасна, направьте пруток на прогретую область основного металла и убедитесь, что пруток плавится. Затем нагрейте соседний участок металла и поднесите пруток с флюсом. Продолжайте повторять данное действие, пока не выполните весь шов. Если вы намереваетесь выполнить длинный шов при помощи пайки твердым припоем, необходимо предварительно прогреть всю поверхность соединения. Как только металл достигнет необходимой температуры, пруток твердого припоя будет отлично плавиться в основном металле. Если основной металл слишком холодный, припой будет оставаться на поверхности, и, напротив, если температура слишком высокая, припой растечется по поверхности. Появление белого дыма обычно указывает на то, что данная область перегрелась, а дым – это испарения цинка. Подобное явление не только влияет на качество пайки, пары цинка могут вызвать неприятные ощущения при вдыхании. Даже если пруток не перегревать, пары цинка все равно будут выделяться во время пайки.
3.32. Пайка при помощи газовой горелки имеет широкое применение, например при ремонте литых деталей старых автомобилей. На иллюстрации показано, как используется покрытый флюсом электрод. Пайка - это не процесс плавления, поэтому она используется в ситуациях, когда высокие температуры, необходимые для плавления металла, могут стать причиной повреждений рабочей поверхности или соседних компонентов.
Именно поэтому пайку всегда необходимо выполнять в хорошо вентилируемом помещении и обязательно использовать респиратор, чтобы предотвратить отравление вредными парами. Пайка часто используется для соединения деталей гальванизированного металла, так как в таком случае соединение будет прочнее ,чем при стандартной газовой сварке. Однако сочетания паров, выделяющихся при пайке, и паров металлов с гальваническим покрытием рекомендуется избегать, если только вы не выполняете пайку на свежем воздухе.
Лужение – это процесс нанесения тонкого слоя свинца на поверхность, обработанную флюсом, перед расплавлением основного припоя. Процедура очень похожа на пайку твердым припоем, однако при пайке тонких металлов, лужение обычно происходит в один этап, а не в два. Пайка больших швов требует нанесения тонкого слоя латуни на поверхности, при этом во время пайки твердым припоем детали будут легче соединяться. Флюс для пайки может входить в состав прутка, что очень удобно, или, возможно, придется установить металлическую емкость с флюсом на стол для сварки. Затем вы будете нагревать край прутка и окунать его во флюс (смотрите иллюстрацию). Как только вы начали процесс пайки твердым припоем, пруток всегда будет достаточно горячим, чтобы окунать его во флюс. Прутки, предварительно покрытые флюсом, очень удобны для применения, однако покрытие очень хрупкое, и может быть повреждено при неаккуратном обращении. Данные прутки необходимо хранить в сухом месте.
При пайке тонкого листового металла, перекрытие между двумя панелями является главным критерием прочного шва. Если перекрытие составляет 19 мм и более, соединение будет прочнее, чем основной металл. Так как твердый пруток для пайки плавится при температуре, примерно, 538 °С, в то время, как точка плавления стали составляет 1482 °С, следовательно, при пайке тонкий металл практически не будет деформироваться, именно поэтому пайка твердым припоем традиционно использовалась в ремонтных кузовных работах на протяжении многих лет. Перекрытие в спаянном соединении делает область соединения намного прочнее, поэтому создание шва такого, как установка заплатки на панель кузова потребует гораздо меньшей обработки при помощи молотка перед окраской (смотрите иллюстрацию).
3.33. Большая часть сварщиков используют прутки и порошок флюса, так как прутки, предварительно покрытые флюсом, очень чувствительны к воздействию влаги и могут быть повреждены. Твердый пруток для пайки нагревается при помощи горелки, затем погружается в емкость с флюсом, после этого вы может припаять примерно 24,5-50 мм шва.
3.34. Нахлесточные соединения наиболее подходят для пайки твердым припоем, так как при соединении внахлест панелей листового металла контактная поверхность для пайки латуни намного больше. Как и при сварке, прихватите края деталей перед началом выполнения пайки.
3.35. Перед пайкой необходимо предварительно идеально очистить металл, так как флюс предназначен для использования только на чистых поверхностях. Во время пайки придется держать горелку подальше от рабочей поверхности, чтобы избежать перегрева латуни.
Пайка твердым припоем будет неэффективной при стыковых швах, так как для достаточного сцепления с микронеровностями поверхности каждой детали припоя будет недостаточно, вы также можете использовать полоску металла на обратной стороне стыкового соединения, таким образом обеспечив перекрытие обеих деталей и отличную область сцепления для пайки твердым припоем.
Хотя пайка твердым припоем все еще используется при реставрации старых автомобилей, не стоит использовать ее при ремонте современных автомобилей, так как их кузов изготовлен из легкосплавных металлов. В действительности, некоторые производители автомобилей предупреждают, что для ремонта панелей кузова ни в коем случае не стоит использовать газосварочное оборудование, поэтому для ремонта следует использовать только электродуговую сварку плавящимся электродом, так как область нагрева более узкая.
Кроме стали вы также можете паять другие металлы, например, нержавеющую сталь, бронзу и даже алюминий, при условии использования специального алюминиевого прутка. Если у вас есть вопросы относительно текущего проекта, вы можете обратиться за помощью к специалистам в местном специализированном магазине по продаже сварочного оборудования, например, относительно выбора подходящего прутка для пайки.
Одним из преимуществ пайки твердым припоем является возможность соединения различных материалов, что невозможно при использовании газосварочного оборудования. Вы также можете спаять металлы различной толщины. При использовании обычной газовой сварки, необходимо обладать огромным опытом, чтобы умело распределять большее количество тепла на более плотный металл, при этом не допуская прогорания более тонкого металла. При пайке твердым припоем, вам не нужно нагревать основные металлы выше точки плавления твердого прутка.
После выполнения шва при помощи пайки твердым припоем вы увидите, что флюс остался на поверхности основного металла в виде корки, которую необходимо удалить при помощи металлической щетки (вы можете предварительно растворить корку при помощи воды, в таком случае ее удаление будет намного проще).
Читайте также: