
Опишите кратко последовательность сборки трапа
Обновлено: 02.07.2024
Целью конструкторско-технологической разработки является внесение изменений в конструкцию изделия, технологического оснащения, производственного оборудования, а также базовый техпроцесс с целью повысить экономическую и техническую эффективность производства.
Задачами конструкторско-технологической разработки являются:
1) Обзор патентов и других информационных источников по проектируемой конструкции технологического оснащения.
2) Разработка вариантов конструкции технологического оснащения.
3) Информационный обзор по технологии сварки изделия.
4) Выбор и обоснование технически возможных и рациональных вариантов сварки изделия и вариантов контроля сварных соединений.
5) Экономическое сравнение наиболее технически рациональных вариантов изготовления или восстановления изделия.
2.Обзор патентов и других информационных источников по проектируемой конструкции технологического оснащения.
ПРИСПОСОБЛЕНИЕ ПРИЖИМНОЕ С ПНЕВМОПРИВОДОМ
Изобретение относится к машиностроению, к области сварочного производства.
Известно приспособление прижимное с винтовым прижимом содержащее корпус, оправу, шток, забнюю бабку. Для поджатия свариваемого изделия в осевом направлении применяется корпус, прикрепленный к штоку, и путем применения мускульной силы рабочего с помощью вентеля изделие закрепляется для дальнейших операций.
Недостатками такого приспособления являются невозможность регулировать силу зажима изделия, ненадежность и быстрый износ конструкции приспособления, низкая применимость в серийном производстве.
Наиболее близким по технической сущности и достигаемому результату является устройство для сборки под сварку, которое состоит из корпуса, механизм разжима, прижимное устройство в корпусе неподвижно смонтирована ось. На оси с возможностью поворота установлена втулка с жестко закрепленными консолями, которыми подвижно соединены рычаги б с сегментами. На сегментах жестко закреплены кронштейны, шарнирно связанные с корпусом.
Недостатками данного устройства для сборки под сварку являются сложность конструкции, большие габариты и масса.
Задачей, на решение которой направлено заявляемое устройство является повышение качества и точности сборки заготовокднища сепаратора, а также повышение производительности труда, увеличение надежности и получение более упрощенной конструкции оснастки.
Данная задача решается за счет того, что в заявленном устройстве уменьшено количество трущихся пар, убрана винтовая пара, осуществлявшие осевое поджатие детали, а повышенную производительность труда и надежность конструкции придается за счет применения уплотнительных колец для предотвращения утечек воздуха.
Работает устройство следующим образом.
Шток приводится в движение сжатым воздухом. Он же подается от магистрали через ниппель в полость стакана 3, что приводит в движение поршень 9, при этом конус 15 передвигается вместе с штоком 16 и тем самым приводит в движение сектора 1 через ролики 14. Одновременно с конусом 15 передвигается крышка 5, которая фиксирует детали.Вал передает усилие системе из восьми кулачков 1, которые прижимают изделие, центрируя ее. После сварки давление в камере пневмоцилиндра стравливается, и за счет подачи воздуха в другой сектор камеры пневмоцилиндра, шток 16 перемещается в исходное состояние, ослабляя разжатие изделия кулачками.
3.Разработка варианта конструкции технологического оснащения.
Приспособление прижимное с пневмоприводом (рисунок 3.1) для базирования и фиксации сварного изделия трапа на сварочной операции.
Рисунок 3.1- Приспособление сборочно-сварочное
Изобретение относится к сварочному производству и может быть использовано при сварке металлических изделий.
Известно приспособление для сборки и сварки состоящий из ручных прижимов и основания.
Однако известное приспособление для сборки и сварки не обеспечивает высокую производительность.
Наиболее близким по технической сущности и достигаемому результату к заявленному изобретению, принятому за прототип является приспособление для сборки содержащий основание и упоры для крепления деталей.
Недостатком известного является большая затрата времени на прижатие изделия к основанию.
Цель изобретения повысить производительность сборки.
Поставленная цель достигается тем что, приспособление снабжают пневмоприжимами.
На чертеже изображено приспособление для сборки и сварки.
Устройство состоит из призм в сборе 1, упоров 2, стола 3, кронштейнов 10, оси 9, швеллеров 5,6,14-19, пластин 11-16, болтов М10 19, гаек М16 23, пневмоцилиндров 22.
Устройство работает следующим образом.
При повороте ручки распределителя по рукаву поступает в пневмоцилиндры 22 сжатый воздух, тем самым прижимается изделие к упорам 2.
Использование устройства данной конструкции позволяет увеличить производительность в 2 раза.
Свариваемость - это способность материала к образованию при данном технологическом процессе соединений с требуемыми свойствами. Кроме свойств основного материала, свариваемость определяется режимом и способом сварки, покрытия электродов или защитной атмосферы, составом и свойствами присадочного материала, конструктивными особенностями изделия.[4]
Для данной стали Ст.3сп технологию сварки выбирают из условий обеспечения комплекса требований, главные из которых близость свойств сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. Но иногда допускается снижение требований к некоторым показателям механических свойств сварного соединения. Так в металле швов не должно быть дефектов, таких как трещины, непровары, подрезы, поры и другие. Также сварное соединение должно быть стойким против перехода в хрупкое состоянии. Иногда вводят
требования высокой коррозионной стойкости сварных соединений, их работоспособности в условиях повышенных или пониженных температур, вибрационных и ударных нагрузок.
Механические свойства металла шва и сварного соединения зависят от его структуры, определяемой химическим составом, условиями остывания сварной конструкции и термообработкой. При сварке стали Ст.3сп металл шва незначительно отличается по составу от основного металла. Это отличие в основном сводится к снижению содержания в металле шва углерода и повышению содержания марганца и кремния. По Сэкв стали разделяют на 4 группы:
Первая группа – это Сэкв. не более 0,25%. Эти стали не дают трещин при обычных способах сварки. И их сварка ведется без подогрева и для не требуется последующая термообработка.
Вторая группа - это Сэкв. не более 0,2 -0,35%. Для того чтобы получить сварное соединение с хорошим качеством требуется соблюдение режима сварки. Также требуется применятьспециальныеприсадочныеметаллы и особо тщательнуюочисткусвариваемыхкромок и нормальные температурныеусловия.
Третья группа – это Сэкв. в пределах 0,35-0,45. Эти стали, которые в обычныхусловиях сварки склонны к образованиютрещин. Для них требуется предварительный подогрев до 250-400°С с последующимотпуском.
Четвертая группа - это Сэкв. не более 0,45%. Такие стали трудно поддаются сварке и склонны к образованиютрещин. Сварка этих сталей должнавыполняться с предварительнымподогревом и последующейтермообработкой.[4]
Посчитаем Сэкв. по формуле (2.2.1.1)
Эта сталь относиться к I группесвариваемости и удовлетворяетпоставленнымтребованиям, а именно: хорошаясвариваемостьвсеми способами, и не требуетподогрева и последующейтермообработки, обеспечиваетпрочностьвсейсварнойконструкции. При Cэкв
Преимуществами выпрямителя дугового ВД-306 являются:
- сварочный ток регулируется плавно в одном диапазоне;
При ручной дуговой сварке используются покрытые электроды типа УОНИИ 13/55-3,0 ГОСТ9466-75 диаметром dэ=3 мм.
5.Оборудование применяемое на базовом предприятии.
Механизированная сварка в CO2 плавящимся электродом
выпрямителем ESAB MIG 400t
Модель ESAB Mig 400t (рис.4.1.1) – мощный выпрямитель с тиристорным регулированием напряжения для полуавтоматической сварки тяжелых металлоконструкций. Плавная регулировка напряжения и скорость подачи проволоки, а также три разъема индуктивности и удобные панели управления на выносном подающем механизме, легко задают параметры для различных режимов сварки. В таблице 4.1.1 приведены технические характеристики сварочного полуавтомата ESAB Mig 400t.
Рисунок 4.1.1 – Выпрямитель ESABMIG 400t
Таблица 4.1.1 Основные технические характеристики ESABMIG 400t.
Напряжение питающей сети трехфазного переменного тока, В
Частота питающей сети, Гц
Диапазон регулирования сварочного тока , А
Номинальный сварочный ток при ПВ=100%, А
Номинальный сварочный ток при ПВ=60%, А
Номинальный сварочный ток при ПВ=45%, А
Напряжение холостого хода, В
Диаметр электродной проволоки, мм
Пределы регулирования скорости подачи электродной проволоки, м/мин
Рабочая температура, С
Габаритные размеры, мм
При полуавтоматической сварке в CO2 в данном проекте используются электроды Св-08Г2C диаметром dэ=1,2мм (ГОСТ 2246-70). [8]
Колонна для сварочного полуавтомата КСП-2
Колонны для сварочных полуавтоматов (КСП) предназначены для установки сварочных полуавтоматов. Так при его использовании Кисть сварщика не испытывает нагрузки (примерно 700 г), как это происходит при сварке без использования колонны.
Наличие подъёма стрелы облегчает процесс обслуживания.
Расширение зоны обслуживания за счёт наличия двухплечевой консоли.
Благодаря наличию консоли оборудование защищено от механических повреждений, что продлевает срок его службы.
Таблица 4.2.1 Основные технические характеристики ESABMIG 400t.
Радиус зоны обслуживания(max), мм
Вертикальный ход консоли, мм
Вылет консоли, мм
Угол поворота консоли вокруг оси колонны (max), град
Угол наклона площадки с полуавтоматом (max), град
Маршевая скорость перемещения колонны( шасси), м/с
Нагрузка на конец консоли (max).кН
Габаритные размеры, мм
5. Неразрушающий контроль сварных соединений
Неразрушающий контроль сварных соединений
5.1 Виды возможных дефектов.
В сварных соединениях возможны следующие наружные дефекты:
- трещины всех видов и направлений;
- подрезы;
- наплавы, прожоги и незаваренные кратеры;
- несоответствие формы и размеров требованиям стандартов, технических условий или проекта;
- поры, выходящие за пределы норм;
1. Местные подрезы. При этом их глубина не должна превышать 1 мм, а протяженность - 10% длины шва.
2. Поры, выявляемые при визуальном контроле составляет: допустимый максимальный размер дефекта 1,2мм, допустимое число дефектов на любые 100 мм шва 5шт.
В сварных соединениях не допускаются следующие внутренние дефекты:
- трещины всех видов и направлений, в том числе микротрещины, выявленные при микроисследовании;
- подрезы;
- незаваренные кратеры;
Размеры швов должны соответствовать размерам, указанным на чертеже. В настоящее время существует ряд методов контроля: визуальный, оптический, акустический, магнитный, электромагнитный, радиоволновой, радиационный, течеискание. При выборе метода контроля следует учитывать следующие важнейшие требования:
- высокая достоверность контроля;
- высокая надёжность аппаратуры и возможность использования её в различных условиях;
- возможность механизации контроля.
5.2 Визуально-измерительный контроль.
Визуальный контроль материала и сварных соединений, выполняют с целью выявления поверхностных повреждений (трещин, коррозионных повреждений, деформированных участков, наружного износа элементов и т.д.), образовавшихся в процессе эксплуатации изделий.
Измерительный контроль сварных соединений и материала выполняют с целью определения соответствия геометрических размеров конструкций и допустимости повреждений материала и сварных соединений, выявленных при визуальном контроле требованиям рабочих чертежей.
При визуальном контроле материала и сварных соединений проверяют:
- отсутствие или наличие механических повреждений поверхностей;
- отсутствие или наличие формоизменения элементов конструкций (деформированные участки, провисание и другие отклонения от первоначального расположения);
- отсутствие (наличие) трещин и других поверхностных дефектов, образовавшихся (получивших развитие) в процессе эксплуатации;
- отсутствие коррозионного и механического износа поверхностей.
6. Экономическое обоснование выбора варианта технологического процесса
Изготовление любого изделия характеризуется многовариантностью возможных технологических решений. В зависимости от выбранной последовательности операций, их характера, способа выполнения, применяемого оборудования и технологической оснастки будут изменяться затраты на изготовление изделия. [3]
Экономическая целесообразность проекта определяется на основе расчёта и сопоставления технико-экономических показателей базового и проектного варианта. Экономическая эффективность технологического процесса в большинстве случаев может быть повышена при увеличении количества рассмотренных технически рациональных проектных вариантов. В данном курсовом проекте сравнение базового варианта технологического процесса производится с двумя новыми вариантами: проектный 1 с использованием механизированная сварка самозащитной порошковой проволокой, проектный 2 с использованием ручной дуговой сварки плавящимся электродом. Технологические характеристики вариантов технологического процесса приведены в приложении А.
Сравнение экономической эффективности вариантов технологического процесса изготовления сварной конструкции проводится на основе расчета приведенных затрат на годовую программу выпуска.
Капитальные вложения включают стоимость производственных зданий или их частей, заготовительного, сварочного, контрольного оборудования, а также внутрицехового транспорта, сборочно-сварочных приспособлений, оснастки и производственного инвентаря со сроком службы более одного года.
В общем случае технологическая себестоимость включает следующие составляющие: затраты на основные материалы; затраты на покупные комплектующие изделия; затраты на основную и дополнительную
заработную плату производственных рабочих; затраты на вспомогательные материалы; затраты на содержание и эксплуатацию оборудования; затраты на технологическую оснастку; затраты на технологическую энергию; затраты на освоение. [4]
По данным расчетов суммарная приведенная себестоимость годовой программы выпуска трапа составила:
- базовый вариант –395618,67рубля;
- первый проектный вариант – механизированная сварка порошковой самозащитной проволокой 389374,96рубля;
- второй проектный вариант – ручная дуговая сварка 380324,13рублей.
По приведенным данным видно:
- экономический эффект от применения механизированной сварки порошковой самозащитной проволокой по сравнению с базовой сваркой составил 16243,71рубля;
- экономический эффект от применения ручной дуговой сварки составил 15294,54рублей.
Следовательно, мы можем сделать вывод, что наиболее целесообразным вариантом признается первый проектный вариант. Этот экономический эффект объясняется тем, что при сварке порошковой проволокой производительность выше, затраты на содержание и эксплуатацию технологической оснастки, затраты электроэнергию, затраты на заработную плату меньше, по сравнению с базовой сваркой, а также тем что на приспособлении по сравнению с базовым вариантом установлены пневмоприжимы.
Экономические характеристики вариантов сварки и экономический расчёт приведёны в приложении А.
Мало кто знает, что такое канализационный трап и для чего он используется. Подобная система предназначена для отведения сточных вод в канализацию. Трапами оснащаются бесподдонные душевые кабины, используемые в общественных местах и частных домах. Обустройство системы начинают на этапе черновой отделки помещения.
Канализационный трап может быть изготовлен как из ударопрочного пластика, так и из нержавеющей стали или чугуна.
Назначение и устройство сливного оборудования
Трап для канализации устанавливают на предприятиях пищевой или химической промышленности, в общественных банях, бассейнах и прачечных. Устройство душевой комнаты с применением таких систем обходится дешевле установки кабин с поддоном.
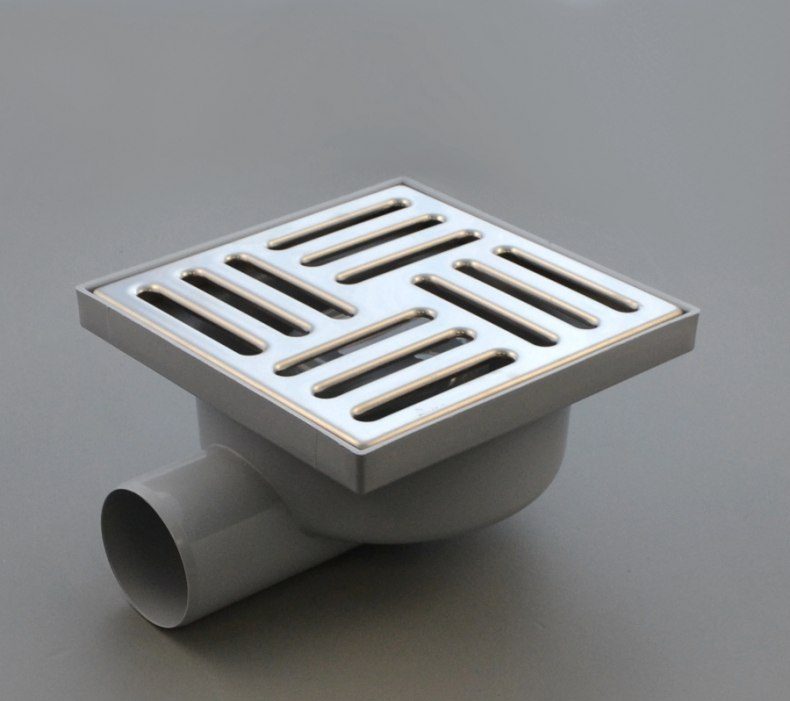
Сантехнический трап состоит из таких элементов:
- Водоприемный лоток . Деталь предназначена для сбора и выведения стоков. Крепежный элемент лотка помогает надежно зафиксировать гидроизоляционный слой пола.
- Сифон с защитной решеткой . Предотвращает попадание крупных частиц мусора и грязи в канализационную систему. Гидрозатвор удерживает газы, являющиеся причиной появления неприятного запаха в помещении. Трапы снабжаются механическими или сухими сифонами.
- Отвод с муфтой . Располагается в нижней части корпуса. Отвод соединяет сливную систему с канализационной трубой.
- Вспомогательные элементы . Уплотнительные средства повышают герметичность сантехнической арматуры. При покупке трапа нужно собрать изделие и проверить наличие зазоров. Дополнительно подготавливают соединительные гайки и трубы нужного размера.
Разновидности материалов для производства оборудования
Слева – вертикальный, справа – горизонтальный канализационный трап.
В зависимости от материала изготовления трапы делятся на такие виды:
- Чугунные . Отличаются высокой пропускной способностью. При установке оборудования могут возникать сложности. Изделиями из чугуна оснащаются душевые кабинки общественных учреждений.
- Пластиковые . Нечувствительны к воздействию агрессивных веществ. Положительными качествами считают доступную цену, небольшой вес и длительный срок службы. Полимерные сливы применяются при обустройстве канализационных систем в квартирах и частных домах.
- Стальные . Нержавеющий металл отвечает высоким санитарным требованиям. Стальные трапы устанавливаются в детских садах, стационарах, столовых. Металлический корпус прост в монтаже. Его легко очищать от загрязнений.
Обзор цен на разные модели оборудования
Стоимость трапа из нержавеющей стали составляет 3 тыс. руб. Пластиковое оборудование обходится в 2200 руб. При наличии гидрозатвора стоимость увеличивается до 5 тыс. руб.
Особенности конструкции
На основании строения выделяют такие типы сливного оборудования:
- Горизонтальные . Сточные воды в таких системах отводятся в сторону. Трап легко установить своими руками. Диаметр втулки должен соответствовать размеру канализационной трубы.
- Вертикальные . Корпус, представляющий собой высокое кольцо, способен отводить большой объем стоков. Рекомендуется выбирать изделия диаметром более 100 мм. Верхняя часть слива не должна располагаться над уровнем пола.
Пропускная способность трапа бывает разной. При установке в квартире этот параметр должен составлять не менее 1,2 л/секунду. Защитная решетка имеет круглую, квадратную или прямоугольную форму. Использование 2 последних типов облегчает укладку плитки.
Установка сливной системы
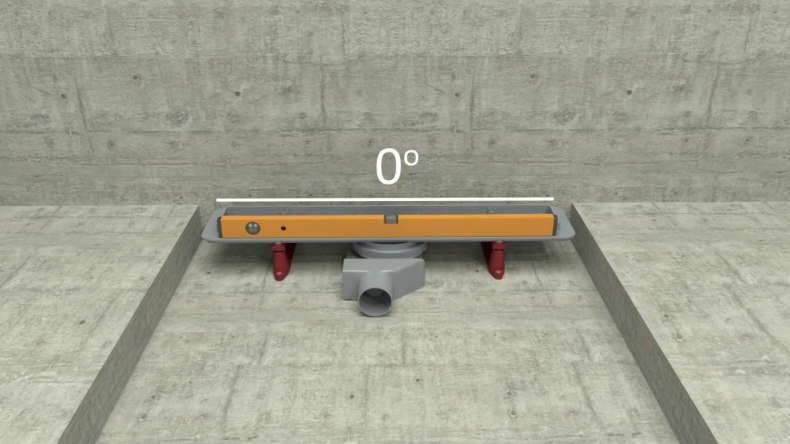
При монтаже канализационного трапа требуется изменение высоты пола. Быстрому оттоку воды способствует обустройство наклона в 15 см.
Порядок проведения работ включает такие этапы:
- Укладка теплоизоляционного слоя . Для этой цели подойдут листы пенополистирола толщиной 4-5 см.
- Обустройство черновой стяжки . Заливают слой бетона толщиной 5 см.
- Формирование гидроизоляционного слоя.
- Создание уклона . Выполняется путем заливки бетонной смеси.
- Облицовка . На специальный раствор укладывается кафельная плитка.
Оптимально, если установка канализационного трапа будет проводиться на этапе капитального ремонта.
Подготовка к работе
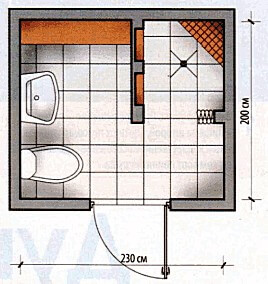
Перед началом монтажа вычисляют толщину всех уровней пола. Наименьшую точку уклона определяют с учетом размера трапа. Перепад должен составлять не менее 1 см на 1 м. При выборе меньшего уклона вода будет застаиваться в душевой кабине. Расстояние от защитной решетки до стены должно быть равно размеру облицовочной плитки. Это избавляет от необходимости нарезки материала.
Теплоизоляция и черновая стяжка
Укладка теплоизоляционного материала происходит только после установки и фиксации трапа к полу.
Порядок утепления пола ванной комнаты при установке трапа включает такие этапы:
- Подсоединение слива к канализационной системе . На этом этапе важно правильно создавать уклон трубы. Места соединений обрабатывают герметиком.
- Монтаж теплоизоляционных плит . Изолятор препятствует деформации бетонной стяжки при перепадах температур.
- Заливка цементной стяжки . Толщина слоя зависит от высоты трапа. Раствор равномерно распределяют возле наружных поверхностей трапа. Выравнивают стяжку на уровне крепления трапа. В результате должна получиться прочная поверхность, выдерживающая вес нескольких человек.
Гидроизоляция пола
Наилучшим вариантом считается использование материала “изопласт”, укрепленного стекловолокном. Он устойчив к механическим повреждениям и перепадам температур. Полотна накладываются внахлест. Для размягчения стыков используют горелку. Края листов заводят под фланец.
При укладке гидроизолятора возле стен делают нахлест до уровня второго слоя пола. Края прогревают и приклеивают к поверхности. После застывания водостойкой мембраны сифон вводят в корпус трапа. Соединение уплотняют кольцом.
Трап для душа – это сливное отверстие, которое монтируется в полу ванной комнаты под плиткой и используется в сборных стационарных душевых кабинах, которые не имеют поддона.
Одно из последних модных веяний в сантехническом оборудовании — системы скрытого слива для душевых комнат. Из инструкции вы узнаете, как возвести перегородку, и оборудовать поддон, обеспечить надёжную гидроизоляцию и установить трап для душа под отделку кафельной плиткой.
Системы скрытого слива
- Обустройство душевой комнаты
- Подготовка к монтажу
- Монтаж игидроизоляции внутрипольного трапа
- Особенности монтажа и гидрозащиты пристенного слива
Обустройство душевой комнаты
Довольно часто современный ремонт санузла подразумевает обустройство душевой комнаты вместо кабины или поддона с ширмой. Это достаточно удачное решение, обеспечивающее высокий уровень гигиены и эстетики, но для правильной реализации задумки нужно учесть ряд особенностей.

При самостоятельном обустройстве душевого поддона появляется возможность избавиться от трудностей с подъёмом уровня пола, что необходимо для правильной разуклонки канализационной трубы. Коммуникации могут пролегать как в стене, так и под полом, при этом минимальная высота подъёма уровня для трапов составляет 50–60 мм.
Пол поддона должен быть не только выше покрытия в санузле, но и обнесен бортом. Для этих целей удобно использовать газобетон: этот материал прост в обработке, что позволяет возводить кладку любой конфигурации. Благодаря теплосберегающим качествам газобетона пол в душе будет быстрее разогреваться от горячей воды.
Образованный поддон должен иметь гидроизоляцию отдельную от той, которая выполнена по всей мокрой зоне санузла. Напуск гидроизоляции на стены должен быть выше бортов, которые и сами гидроизолируются по верхней плоскости с подворотом на наружную сторону.

Для установки скрытого пристенного трапа обязательно потребуется изготовить нишу и штрабу в стене или полу. Перегородка из газоблока позволяет сделать это без врезания в капитальную конструкцию, отделяющую санузел. Такое решение выгодно для небольших ванных комнат: перегородка лишь немногим шире борта, в то же время пропадает необходимость городить фальшстену и трудиться над корректным примыканием ширмы.
Трудность инсталляции трапа в том, что нишу и штрабу нужно проделать заранее, учтя при этом толщину подготовительной отделки и плитки. Для корректной работы слива недопустимо, чтобы полости скрытой установки оставались без защитного покрытия и гидроизоляции.
Подготовка к монтажу

Работы по монтажу душевого слива разнесены на несколько этапов с привязкой к определённым операциям по выполнению внутренней отделки санузла. Для определения точного порядка следует изучить монтажную инструкцию для выбранного изделия.
Импортные производители прилагают к трапам достаточно подробное руководство по установке и специальные шаблоны для разметки. Бюджетная продукция сопровождается лишь лаконичным эскизом, хотя последовательность монтажа по нему можно установить достаточно точно. При распаковке изделия из КНР можно обнаружить инструкцию от другого изделия, либо полное отсутствие руководства по монтажу. К счастью, китайские трапы имеют типовое устройство и порядок их установки во многом похож, тогда как европейские производители могут использовать весьма оригинальные решения для обеспечения дополнительной надёжности крепления и гидроизоляции.
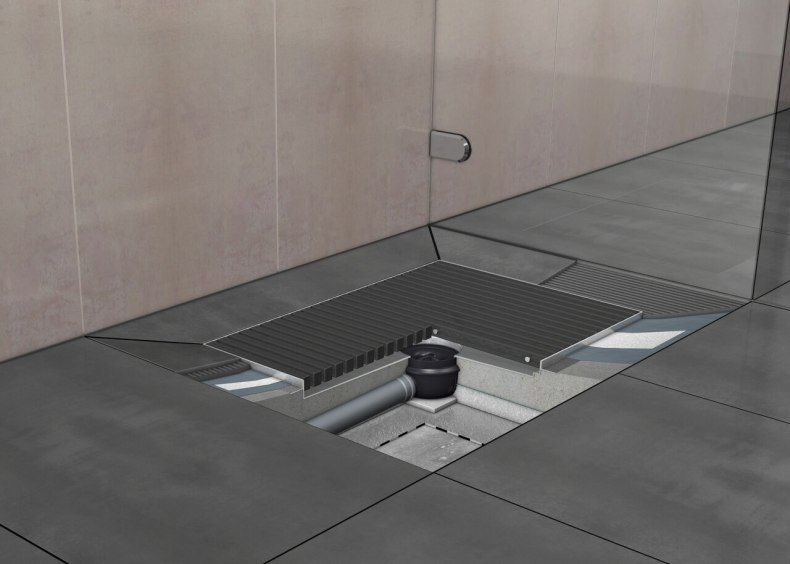
Существует две разновидности душевых трапов: внутрипольные и угловые, которые монтируются вместе с душевой системой инсталляции. Подготовка к установке трапов первого типа заключается только в изготовлении технических полостей для приёмной воронки и отрезка сливной трубы. После этого трап крепится путём замуровки строительной смесью на минеральном вяжущем, затем сверху выполняется стяжка с уклоном 1–2% к сливному отверстию .
В большинстве инструкций по монтажу душевых трапов предусмотрена заливка стяжки на полу душа после того, как воронка, сифон и труба надёжно зафиксированы в нужном положении механическим креплением. Однако производители, предлагая подобное решение, умалчивают о сложностях доставки достаточно большого количества бетонной смеси на верхние этажи многоквартирных зданий и о риске расслоения кустарного пескобетона при заливке такого толстого слоя.

Кроме того, наличие массивной бетонной плиты под полом душа увеличит его теплоёмкость и сделает неприятно холодным. Нивелировать такой эффект можно только путём использования бетона на вспученных вулканических породах, который сам по себе достаточно дорогой. По этим причинам закладка основной части пола газосиликатными блоками с попутной организацией углублений под элементы сливной системы видится куда более рациональным вариантом.
При монтаже трапа как системы душевой инсталляции сливная воронка крепится к раме, которая сама надёжно закреплена к стене и несёт на себе также смеситель, органы управления и систему трубопроводов. В этом случае никак не избежать обустройства ниши в стене. Большинство конструкций предполагают монтаж в каркасную фальшстену, плоскость которой отстоит от несущей от 50 до 80 мм.

Обустроить такую нишу по ходу кладки газосиликатной перегородки не составит большой проблемы, при этом не потребуется проведения грязных и пыльных работ. Но обязательно нужно учесть необходимость крепления обшивки поверх металлической рамы таким образом, чтобы её плоскость совпала с основной поверхностью перегородки. В большинстве случаев для этого удобно использовать аквапанель — будет достаточно одного листа. При этом нишу нужно расширить на 50мм с каждой стороны, чтобы удобно закрепить на прямых подвесах профиль, а к нему — систему инсталляции.
Совет 1: Для надёжного крепления в газобетон используйте либо специальный крепеж, либо специальные методы.
Совет 2: Заранее начертите схему кладки газоблоков выбранного формата, разметьте все технологические углубления. Так вы получите возможность подрезки фрагментов блоков по ходу кладки, в конце останется лишь немного сгладить неровности теркой.
Монтаж и гидроизоляция внутрипольного трапа
Существует два способа монтажа трапа в газобетонный пол:

- Заделать полости быстротвердеющим раствором на гипсовых вяжущих, а затем выполнить стяжку с разуклонкой;
- После механического закрепления сантехнической арматуры залить пол смесью с высокой подвижностью, а после частичного схватывания вывести уклонообразующую поверхность по маякам.Важно: не следует использовать разнородные материалы. Если заделка полостей выполнялась гипсовой смесью, то и стяжку необходимо выполнять ей же. Это также касается заделки борозд, остающихся после удаления маяков.
Если сантехника крепится замуровкой, первыми устанавливаются корпус сливной горловины и гидрозатвора. Высота установки такова, чтобы борта отверстия были выше газобетона на величину минимального слоя той смеси, которая будет использоваться при разуклонке. Уклонообразующая стяжка сходит на нет у борта сливной воронки и поднимается во всех направлениях с уклоном 8–12 мм/м.
Минимальная и максимальная высота пола в душевой определяется пропускной способностью системы слива: для качественной продукции производитель указывает оптимальные значения уклона труб в зависимости от диаметра.
Гидроизоляция внутрипольного слива выполняется в несколько этапов по мере сборки душевого трапа. После заливки стяжки наносится первый слой, который покрывает область не менее 50 см в каждую сторону от трапа. После высыхания по периметру приёмной горловины проклеивается герметизирующая лента. Далее с подъёмом на стены выполняется сплошная гидроизоляция мокрой зоны под укладку плитки.
Надёжными можно считать следующие виды гидрозащиты:
- Битумная мембрана, армированная стеклотканью. Рекомендуется приобретать гидробарьер, имеющий минерализованную наружную поверхность, либо разогреть поверхность гидроизоляции феном до лёгкого оплавления и присыпать сухим просеянным песком.
- Водостойкая штукатурка. Наносится слоем до 15 мм, что вызывает необходимость выравнивания стен на границах мокрой зоны. В то же время штукатурка может использоваться в качестве корректирующего слоя для выравнивания поверхностей.
- Полимерцементная обмазочная гидроизоляция. Удобна в нанесении, легко поддается минерализации каменной крошкой.
- Наплавляемая гидроизоляция для плоских кровель с минерализованной поверхностью. Требует повышенной аккуратность при выполнении стыков и сопряжений, для работы потребуется газовая горелка с регулируемым пламенем и двуручный валик для прокатывания швов.
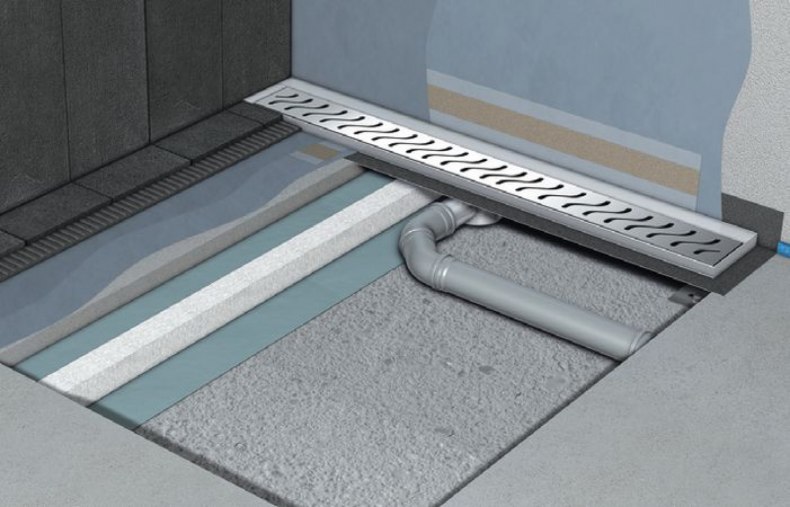
Особенности монтажа и гидрозащиты пристенного слива

В стандартном варианте рама крепится к каркасу фальшстены, для чего нужно лишь заранее расположить стоечные профили средними полками навстречу друг ко другу, связав их с соседними с помощью 2–3 перекладин на каждую сторону. Если инсталляция устанавливается внутрь газобетонной перегородки, крепление осуществляется либо напрямую при условии наличия спецкрепежа, либо посредством всё того же стоечного профиля, развёрнутого средней полкой к себе и закреплённого на половинках прямых подвесов.
Полка профиля, обращенная к боковой стенке ниши, крепится крайним фрагментом подвеса — пластиной с перфорацией. Остаток используется для крепления с обратной стороны. Таким образом сначала к профилю нужно с шагом в 40 см прикрутить перфорированные пластины, затем закрепить их к боковой стенке саморезами 60–70 мм, после чего усилить крепление Г-образными элементами, установленными на противоположную полку профиля и прикреплёнными к задней стенке ниши.
В зависимости от устройства, рама инсталляции может крепиться только к капитальным конструкциям, либо также и к каркасу фальшстены. В первом случае выполняется крепление низа инсталляции к полу на распорные анкеры и верха к стене с использованием длинных стальных шпилек.

Порядок выполнения гидроизоляции аналогичен внутрипольному трапу. После застывания стяжки и удаления остатков демпферной ленты защищается от протечек прилегающая к трапу область, при установке некоторых моделей на этом этапе наклеивается мембрана, приклеенная производителем по контуру горловины. Завершающий этап — нанесение основного слоя гидроизоляции сплошным слоем, при этом заход на стену в области расположения трапа должен составлять не менее метра, либо до высоты расположения душевого излива.
После завершения работы над гидроизоляцией мокрой зоны укладывается кафельное покрытие, отступ которого от горловины слива определяется инструкцией по сборке. После этого в порядке, установленном руководством по монтажу, устанавливаются уплотнения и защитная решётка, производится герметизация примыканий водостойкими силиконом.
Современным типовым застройкам присущ минимализм. Площадь для размещения ванной настолько мала, что владельцы квартир все чаще превращают ее в душевую.

Душевые кабины, приобретаемые в магазинах, имеют высокий поддон: он становится препятствием для людей, имеющих проблемы с ногами. Можно сделать душ с ровным полом своими руками. Главной задачей установки душевой кабины является правильный монтаж слива в полу.

Содержание
Назначение трапа для душа
- Отводить использованную воду из душа;
- Улавливать мусор;
- Задерживать канализационные запахи;
- Обеспечивать герметичность пола.
Материал изготовления сантехнического узла не должен быть подвержен коррозии, поэтому его изготавливают из пластмассы или нержавеющего металла. Внешняя форма данного устройства может иметь разнообразную конфигурацию: круглую, овальную, прямоугольную, квадратную и треугольную.

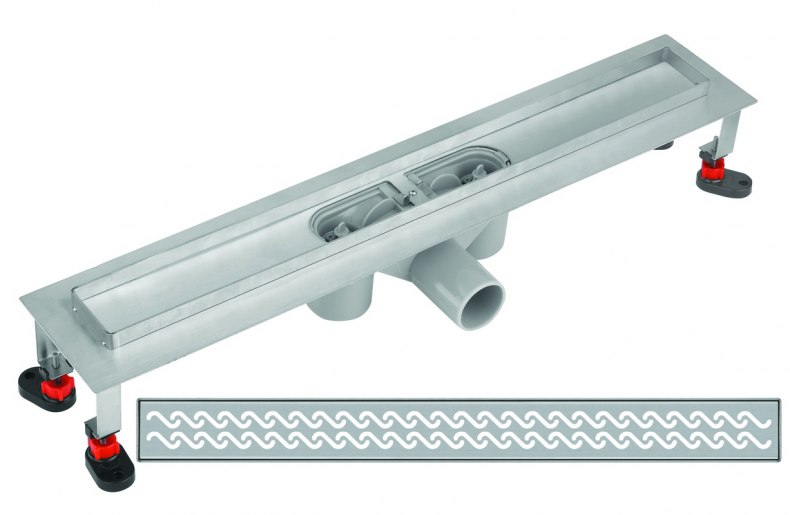
По месту установки – точечные сливные отверстия (в любом месте пола), линейные и пристеночные трапы ставятся вдоль стен или в углах душевой.







Для удобства монтажа современные устройства имеют изменяемую высоту сборки. Существует возможность подобрать трапы с одиночным выпуском или проходным. Проходной имеет два отвода для воды. При выборе нужно обратить внимание на диаметр выпусков, они должны совпадать с диаметром труб. Можно произвести пробную сборку.

Устройство трапа для душа
- Гидрозатвор (сухой затвор) – сифоны, блокирующие канализационные запахи;
- Декоративная (она же защитная) решетка, находится наравне с полом;
- Защитное кольцо;
- Прижимной фланец обеспечивает герметичность трапа с гидроизоляцией;
- Корпус устройства.

Проще устанавливать душевую при строительстве дома. Если приходится монтировать в уже готовом доме, то придется в начале переделать полы в месте установки.

Должен получиться своеобразный пирог из пяти слоев:
- Теплоизоляция;
- Слой укрепления пола;
- Слой гидроизоляции;
- Второй слой укрепления;
- Напольная плитка.
Пошаговая инструкция по установке трапа
Установка трапа происходит одновременно с укладкой теплоизоляции, гидроизоляции, работой с цементно-песочной смесью и выкладкой кафельной плитки. Поэтому тип инструмента зависит от вида работ.

Количество материала можно легко рассчитать, если учитывать рекомендации производителя, указанные на упаковке. Учитывая небольшую площадь душевой, расход будет маленьким.
- Пенополистирол для укладки теплоизоляции;
- Цементно-песочная смесь (ЦПС) для создания укрепления и выравнивания;
- Изопласт, мастика и лента для гидроизоляции;
- Комплект трапа и набор труб ПВХ;
- Кафельная плитка;
- Плиточный клей;
- Герметик и затирка.

Сборка трапа своими руками
Выбрав место для размещения кабины, можно приступать к демонтажу старого напольного покрытия. Для этого понадобится перфоратор, тяжелый молоток и зубило (лучше с рукояткой). Долбить придется до бетонного основания.












Если в этом месте лежит старая чугунная труба, то ее необходимо заменить на новую, пластиковую (диаметр 40 или 50 мм).

Работу нужно начинать с тщательной обработки пола и стен водонепроницаемой мастикой.
Сборка сливного узла
Перед установкой следует рассчитать место установки сливного отверстия, чтобы во время укладки плитки не возникли сложности. Декоративные элементы некоторых трапов имеют такие же размеры, что и плитка. При правильном расположении отверстия, решетка заменит одну из плиток.

Отвод врезается в канализационную трубу, все стыки и соединения обязательно промазать сантехническим герметиком. Если требуется теплоизоляция, то можно уложить на бетонное основание пола пенополистирол, вырезав на нем контуры конструктивных деталей сантехники.
Как вариант, можно сделать теплый пол, проложив специальный подогревающий кабель. Из-за небольшой площади, ограниченного времени работы расход электроэнергии будет незначительным.

Укладка стяжки
Перед созданием стяжки необходимо все границы пола и стены закрыть. Один из вариантов – демпферная лента, лучше самоклеящаяся. Она плохой проводник тепла, не впитывает влагу и безразлична к температурным скачкам.
После проклейки ленты можно приступать к укладке замешенной цементно-песочной смеси. Уложенный раствор выравнивается с помощью правила (большая линейка). Если не уложены рейки, придется делать уклон в сторону отверстия (достаточно 1 см на 1 м пола).

Укладка гидроизоляции
К защите пола и стен от влаги можно приступать после высыхания стяжки – примерно 4 дня. Вырезается мембрана по размерам душевой, делается отверстие для трапа, укладывается и прижимается фланцем при помощи винтов.

Особое внимание стоит обратить на углы и стыки: их можно защитить от влаги дополнительно. Для лучшего прилипания изопласт разогревается и прижимается к поверхности, образуя надежную защиту от воды.

Вместо мембраны можно использовать мастики:

Уложенный раствор стоит периодически смачивать для более прочного и равномерного затвердевания.

Декорирование плиткой
Никто не захочет мыться в комнате с цементными полами. Причины понятны всем. Поэтому на заключительном этапе происходит укладка керамической плитки. Выбор плитки огромный, главное условие, чтобы она не была скользкой.







Технологий и инструкций по работе с керамикой много. В душевой начинать укладывать плитку стоит от трапа к стенам. Если размечено верно, то подрезать возле стен ничего не придется. После застывания клея нужно произвести затирку швов, используя водонепроницаемый материал.
Читайте также: