
Назначение покрытия электрода кратко
Обновлено: 02.07.2024
В состав качественных электродных покрытий входят следующие группы компонентов: стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие (клеящие).
Стабилизирующие (ионизирующие) – это мел, поташ, известняк, древесный уголь и др. Имеют самый низкий потенциал ионизации порядка 4,2 В, а в дуговом промежутке при сварке стальными электродами выделяется много паров железа с потенциалом ионизации 7,8 В. Если к газу с высоким потенциалом ионизации добавить небольшое количество паров с низким потенциалом, то понизится средний эффективный потенциал ионизации газовой смеси, резко увеличится степень её ионизации и электропроводность, дуга будет гореть устойчиво.
Газообразующие – древесная мука, хлопчатобумажная пряжа, крахмал, пищевая мука, декстрин, оксицеллюлоза, мрамор, магнезит и др. Они при сгорании создают газовую защиту, предохраняя тем самым зону сварочной дуги от попадания кислорода и азота из воздуха.
Шлакообразующие – титановый концентрат, марганцевая руда, полевой шпат, мрамор, кварцевый песок, доломит, ильменитовый и рутиловый концентраты, гранит и др. Защищают расплавленный металл сварочной ванны от воздействия кислорода и азота воздуха, а при затвердевании ванны образовавшийся механический покров шлака замедляет охлаждение шва.
Раскисляющие - кремний, марганец, а также титан, алюминий, графит и др. Находясь в расплавленном металле шва, легко вступают в химическое соединение с кислородом и в виде окислов всплывают на поверхность сварочной ванны, переходя затем в шлак. Раскислители чаще всего вводят в покрытие в виде ферросплавов: ферросилиция, ферромарганца, ферротитана и др.
Легирующие - хром, никель, молибден, вольфрам, титан, марганец, кремний и др. Выводятся в покрытие также в виде тонко измельченных ферросплавов для получения высококачественного наплавленного металла, чаще для повышения механических свойств, износостойкости, жаростойкости, сопротивления коррозии.
Связующие – водные растворы силиката натрия и калия, называемые жидким стеклом, декстрин. Связующие придают компонентам вид пасты и прочно удерживают покрытие на стержне.
Формовочные добавки – бетонит, каолин, декстрин, слюда и др. Вещества придают покрытию лучшие пластические свойства.
С целью повышения производительности сварки в покрытие добавляют железный порошок, содержание которого может составлять до 60% массы покрытия.
Покрытие служит для:
· поддержания устойчивого горения дуги;
· защиты зоны сварочной дуги от воздействия кислорода и азота воздуха;
· образования на поверхности сварочной ванны и металле шва слоя шлака, который защищает сварочную ванну от доступа воздуха и замедляет охлаждение шва;
· раскисления металла шва;
· легирования металла шва.
В состав качественных электродных покрытий входят следующие группы компонентов: стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие (клеящие).
Стабилизирующие (ионизирующие) – это мел, поташ, известняк, древесный уголь и др. Имеют самый низкий потенциал ионизации порядка 4,2 В, а в дуговом промежутке при сварке стальными электродами выделяется много паров железа с потенциалом ионизации 7,8 В. Если к газу с высоким потенциалом ионизации добавить небольшое количество паров с низким потенциалом, то понизится средний эффективный потенциал ионизации газовой смеси, резко увеличится степень её ионизации и электропроводность, дуга будет гореть устойчиво.
Газообразующие – древесная мука, хлопчатобумажная пряжа, крахмал, пищевая мука, декстрин, оксицеллюлоза, мрамор, магнезит и др. Они при сгорании создают газовую защиту, предохраняя тем самым зону сварочной дуги от попадания кислорода и азота из воздуха.
Шлакообразующие – титановый концентрат, марганцевая руда, полевой шпат, мрамор, кварцевый песок, доломит, ильменитовый и рутиловый концентраты, гранит и др. Защищают расплавленный металл сварочной ванны от воздействия кислорода и азота воздуха, а при затвердевании ванны образовавшийся механический покров шлака замедляет охлаждение шва.

Раскисляющие - кремний, марганец, а также титан, алюминий, графит и др. Находясь в расплавленном металле шва, легко вступают в химическое соединение с кислородом и в виде окислов всплывают на поверхность сварочной ванны, переходя затем в шлак. Раскислители чаще всего вводят в покрытие в виде ферросплавов: ферросилиция, ферромарганца, ферротитана и др.
Легирующие - хром, никель, молибден, вольфрам, титан, марганец, кремний и др. Выводятся в покрытие также в виде тонко измельченных ферросплавов для получения высококачественного наплавленного металла, чаще для повышения механических свойств, износостойкости, жаростойкости, сопротивления коррозии.
Связующие – водные растворы силиката натрия и калия, называемые жидким стеклом, декстрин. Связующие придают компонентам вид пасты и прочно удерживают покрытие на стержне.
Формовочные добавки – бетонит, каолин, декстрин, слюда и др. Вещества придают покрытию лучшие пластические свойства.
С целью повышения производительности сварки в покрытие добавляют железный порошок, содержание которого может составлять до 60% массы покрытия.
Электрод, предназначенный для соединения отдельных деталей, в большинстве случаев, представляет собой стержень из металла, который снаружи защищен специальным покрытием. Оно также известно под названием обмазка.
Покрытие электродов осуществляет функцию преграды между зоной сварки и воздухом, что исключает возникновение окислительного процесса. Обмазка применяется для электродов, предназначенных для соединения изделий из различных материалов, но имеет некоторые различия в зависимости от типов этих расходных элементов.

Назначение покрытия
Все виды электродов делятся на неметаллические, к которым относятся графитовые и угольные, и металлические. В свою очередь электроды, изготовленные из металла, разделяются на неплавящиеся и плавящиеся. Неплавящимся электродам покрытие не требуется, зато плавящиеся элементы нуждаются в защите. Эту функцию осуществляет специальная обмазка металлического внутреннего стержня, состоящая из нескольких компонентов.
Электроды с покрытием способствую образованию прочного, качественного шва без трещин и пор. Во время сварочного процесса образует оболочка из шлака, которая осуществляет защиту от негативного внешнего влияния. Она увеличивает время остывания соединения, благодаря чему из шва успевают выходить все посторонние включения, снижающие его качество.

Сварка покрытыми электродами обеспечивает стабильность горения дуги и простоту ее зажигания. Благодаря содержанию в обмазке ферросплавов из сварочной ванны происходит удаление кислорода - главного виновника образования пор в месте соединения.
Покрытие позволяет формировать облачко, состоящее из угарного и других газов. Оно осуществляет предохранение от окисления атмосферным воздухом. Насыщение расплава легирующими элементами улучшает качество соединения. Следствием удаления из расплава кислорода является процесс раскисления, что обеспечивается находящимися в обмазке таких веществ, как алюминий, титан, молибден, хром, марганец, графит. Эти компоненты более активно, чем кислород взаимодействуют с кислородом, связывая его.
Для придания соединению пластичности в обмазку добавляют бентонит и каолин. Для некоторых видов электродов в обмазку добавляют железный порошок, чтобы увеличить коэффициент наплавки.
Ручная дуговая сварка покрытыми электродами обеспечивает получение надежного и долговечного соединения металлических изделий.
Размеры покрытия
При осуществлении различных сварочных работ большую роль играет правильный выбор электродов. Чем большую толщину имеет свариваемое изделие, тем большим диаметром должен обладать электрод. В зависимости от этого выставляется величина тока на оборудовании.
Дуговая сварка покрытыми электродами требует грамотный выбор этих расходных элементов. При выборе электродов следует подвергать анализу величину размеров покрытия на нем. Каждое значение диаметра требует конкретную толщину покрытия. Обмазка наносится на определенной длине стержня.


Для электродов, считающихся наиболее качественными, толщина обмазки находится в диапазоне от 0,5 до 2,5 миллиметров. У электродов с маленьким диаметром этот размер не превышает 0,3 миллиметра. Масса покрытия составляет примерно половину от значения общего веса расходного элемента.
Обмазкой, представляющей собой твердое пористое вещество, покрывают практически весь стержень, за исключением небольшого участка на его краю, размером приблизительно 20-30 миллиметров. Этот участок оставляют для того, чтобы поместить электрод в специальный держатель для его фиксации, что приводит к удобству работы с ним.
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:

Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия - целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Интересное видео

Электрод для ручной дуговой сварки – это металлический стержень с защитным покрытием-обмазкой. Составляющие покрытия обеспечивают защиту зоны сварки от окисления воздухом, способствуют усилению ионизации. Стержни с обмазкой применяют как для черных, так и для цветных металлов, а также сплавов.
Назначение покрытия электродов
Основная задача, которую возлагают производители на покрытие электродов для ручной дуговой сварки – это защита плавящегося металла. Они предохраняют плавящийся металл от взаимодействия с воздухом, предотвращая окисление, делают готовый шов качественным и прочным.
При работе со сварочным аппаратом защитная обмазка создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей.
Защитный слой из шлака снижает скорость, с которой остывает металл, и быстроту его отвердевания, благодаря чему из него успевают выйти газовые и другие включения, которые негативно сказываются на прочности конструкции. Как правило, защитное напыление состоит из целого комплекса шлакообразующих элементов, таких как каолин или концентрат титана.
Какие функции обеспечивает качественное покрытие
Обмазка, покрывающая стержни из металла, выполняет целый ряд основных и второстепенных задач. Из первостепенных можно выделить:

- Предохранение самой дуги и металла в области сварочной ванны от взаимодействия с присутствующими в составе атмосферы азота, кислорода, а также водорода, который содержится в паре воды. Обмазка стержня создает двухступенчатую защиту: пары углекислого газа и углеродных окисей, обволакивающие рабочий участок, и пленку шлака на поверхностном слое расплавленного металла;
- обеспечение качественной кристаллизации шва без образования пор, зашлаковки и трещин.
Второстепенные, но не менее важные задачи:
- обеспечение бесперебойного горения дуги в широком спектре режимов работы, упрощение процесса зажигания. Стабильность дуги реализуется за счет присутствия в поверхностном слое стержня компонентов, которые не склонны к ионизации в большом объеме. Это способствует увеличению количества ионов, стабилизирующих горение, в дуговом пространстве;
- удаление из металла сварочной ванны растворенного в нем кислорода. Для этого в состав обмазки добавляют ферросплавы, которые легче и быстрее, чем сам металл, вступают с кислородом в реакцию;
- очистка металла шва от примесей (рафинирование).
Диаметр покрытия
В продаже можно встретить много марок электродов, предназначенных для разных видов металла и силы предполагаемых нагрузок на будущую конструкцию. Стержни с обмазкой имеют два значения диаметра: диаметр самого электрода и общий диаметр стержня и напыления. При выборе подходящего варианта диаметр является одним из определяющих факторов: чем он больше, тем большую толщину металла можно соединить с помощью стержня.
Важно! Режим работы сварочного аппарата выставляется, исходя из толщины соединяемых деталей и диаметра стрежней. Важно правильно рассчитать силу тока, так как при слишком сильном токе металл можно просто прожечь насквозь, а при слишком слабом не получится образовать дугу.
Диаметр стрежня с обмазкой влияет не только на простоту работы с материалом при сварке, но также обеспечивает нужные характеристики выполненного соединения, влияет на прочность получившейся конструкции.
Так, к примеру, электроды, имеющие маркировку Э42А и Э46, используют для сварки деталей из низколегированных видов стали.
Толщина покрытия

Синяя обмазка электрода марки МР-3С
Помимо характеристик нанесенного на электродный стержень покрытия и диаметра самого электрода при подборе материалов для сварки также ориентируются на толщину защитной обмазки.
Толщина обмазки стержня электрода – это соотношение общего диаметра (D) и диаметра внутреннего стержня (d). То есть, более толстый электрод может иметь меньшую толщину покрытия, если у него меньшее значение соотношения D/d.
Для каждого диаметра внутреннего стержня существует своя толщина покрытия. Всего существует 4 категории электродов, различающиеся толщиной покрытия:
- тонкие или стабилизирующие электроды (для их обозначения используется буква М) с соотношением 1,2 или более;
- средние электроды (обозначаются буквой С) с соотношением 1,45 или больше;
- толстые, имеющие соотношение меньше или равное 1,8, которые еще называют качественными (маркируются буквой Д);
- особо толстые электроды, так же входят в категорию качественных и имеют соотношение диаметров свыше 1,8 (можно узнать по букве Г в маркировке).

Толщина покрытия качественных электродов колеблется в диапазоне от 0,5 до 2,5 мм, что составляет 20-40% от массы внутреннего стержня. Если учитывать железный порошок, то диаметр составит 3,5 мм, а массовая доля – 50%. Такие электроды применяют, когда нужен шов высокого качества, способный выдержать большие нагрузки.
Тонкие или стабилизирующие электроды, толщина обмазки которых примерно 0,1-0,3 мм, делают горение дуги ровным и непрерывным, но никак не влияют на качественные показатели наплавляемой стали.
Типы покрытия электродов для ручной сварки
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Кислое
Главное преимущество обмазки кислого типа – при сварочных работах вероятность образования пор в области шва стремится к нулю, даже если места приварки элементов друг к другу покрыты следами ржавчины или окалиной. Кислое покрытие способствует равномерному горению дуги и легкому ее зажиганию. Этот вид электродов используют, когда требования к готовой конструкции минимальны.

Стержни с кислой защитой хорошо работают как при постоянном, так и при переменном токе. Наиболее ощутимые недостатки – брызги при сварке, токсичные испарения, риск появления горячих трещин при сваривании.
Основное
За счет слабого окисления такого покрытия оно способствует легкому избавлению от кислорода плавящегося металла. Шов, сделанный с применением электрода с основной обмазкой, защищен от возникновения горячих трещин. Электрод данного типа нужно прокаливать перед работой, чтобы исключить вероятность появления пор в шве. Из-за сложности поддержания горения дуги производить сварку электродами с основным покрытием нужно только с использованием источника постоянного тока обратной полярности (относится не ко всем, но к большинству марок).

Целлюлозное
Также стержни с покрытием из целлюлозы отлично подходят для односторонней сварки с качественным проплавлением в области корневого шва. Использование стержней дает хороший результат при сварке, осуществляемой в вертикальном положении.
Не рекомендуется применение для сварки стали, имеющей высокий процент углерода и других легирующих компонентов в составе. Еще один минус – высокая степень восприимчивости к большим температурам и вероятность брызг расплавленного металла в процессе работы.
Рутиловое

Не используйте электроды со сколотой обмазкой
При сварке электродами средней и большой толщины возможна работа во всех допустимых положениях. Если толщина покрытия, на котором выполняются сварочные работы, особо толстая, то эффективнее всего проводить сварку в нижнем положении. Электроды с рутиловой обмазкой не стоит использовать для сварки элементов, которые будут эксплуатироваться в условиях высоких температур.

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.

При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Области применения
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Области применения
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
-
– рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Области применения
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
.jpg)
Электроды для сварки
Начинающему сварщику необходимо узнать, из чего состоит электрод и как правильно его выбрать. В случае ошибки даже опытный мастер не сможет выполнить шов качественно. Выпускается более 200 видов расходников под разные задачи.

Сведения об электродах
Изделие представляет собой стержень длиной 25-45 см из электропроводящего материала.
Назначение материалов
Сварочный электрод нужен для создания стабильного электродугового разряда.
Благодаря его высокой температуре кромки соединяемых заготовок плавятся и сливаются воедино.
Дуга возникает при следующих условиях:
- расходник и детали подключены к источнику тока;
- промежуток между ними составляет 2-4 мм.
Классификация элементов
Расходники делятся на типы:
Первый тип по составу покрытия делится на виды:
- Кислые.
- Основные.
- Целлюлозные.
- Рутиловые.
Толщина покрытия характеризуется отношением диаметров D электрода и d стержня.
Различают 4 вида:
- Особо толстое – D/d больше 1,8.
- Толстое – менее 1,8.
- Среднее – менее 1,45.
- Тонкое – менее 1,2.
Особенности эксплуатации
По типу электрода подбирают ток:
Первый вариант обеспечивает более высокое качество шва. Различают 2 подвида:
От полярности зависит температура нагрева расходника и заготовки.
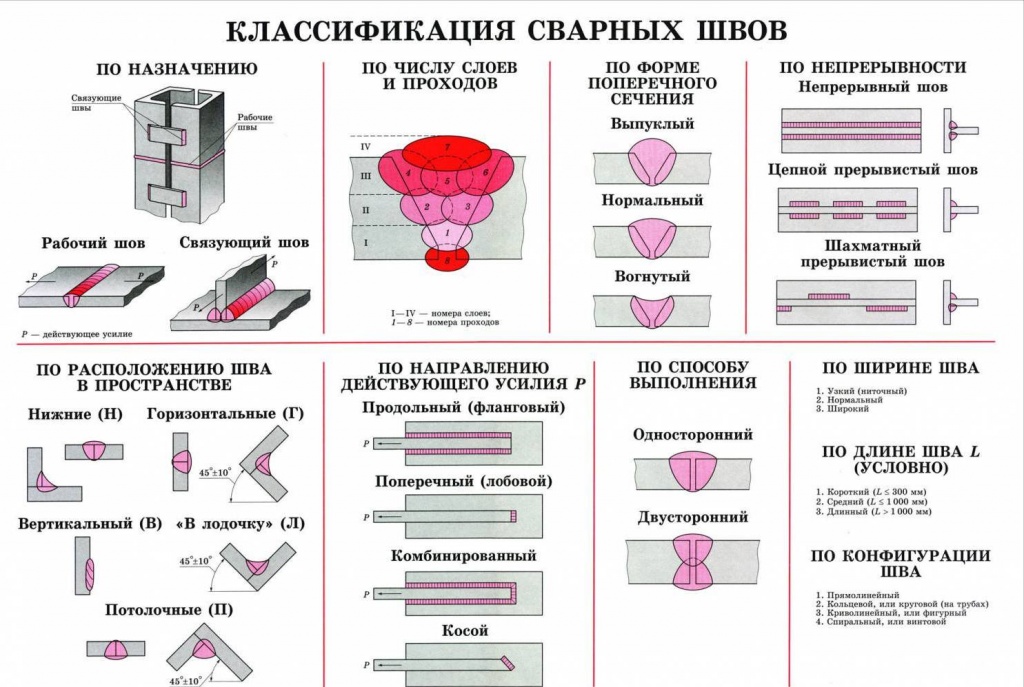
Различают 4 вида швов:
- Потолочные.
- Вертикальные снизу вверх.
- Те же в противоположном направлении.
- Нижние.
Некоторые электроды не позволяют выполнять потолочные и вертикальные швы из-за высокой текучести металла в сварочной ванне.
Надежность соединения зависит от следующих параметров:
Длину дуги стремятся делать наименьшей. В противном случае происходит следующее:
При большой величине промежутка между расходником и заготовкой шов получается грязным и неаккуратным.
Коротко о марках электродов
ГОСТ 9467-75 устанавливает единую буквенно-цифровую систему обозначения расходников.
Марку записывают в виде дроби, например:
- Числитель – Э46-МР-3 АРС-3-УД.
- Знаменатель – Е432(3)-Р21.
Первый символ числителя обозначает способ сварки. В данном случае – ручная дуговая (литера Э).

Следующая позиция – марка электрода (МР-3).
Следующий символ обозначает тип стали:
- У – углеродистую и низколегированную;
- Л – легированную;
- Т – теплостойкую;
- В – высоколегированную с особыми свойствами.
Следующая буква обозначает толщину покрытия:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
Первый символ знаменателя – тип электрода по международной системе обозначений. В данном примере – плавящийся (литера E).

Далее указывают прочность на разрыв в десятках МПа. Для данного расходника это 430 (МПа).
Следующая цифра означает относительное удлинение расходника. 2 – это 24% и более.
Далее цифрой обозначают допустимую температуру. Например, 3 – до -20°С, 6 – до -50°С и т.д.
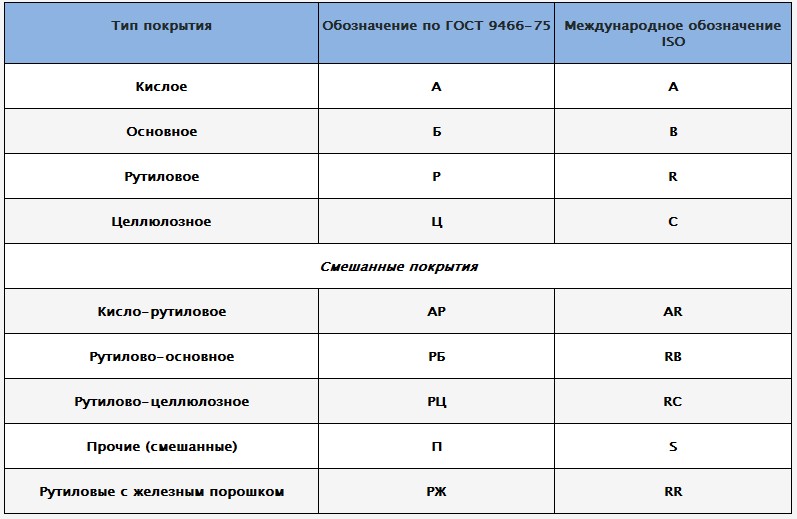
Следующим символом зашифрован тип покрытия:
- Р – рутиловое;
- А – кислое;
- Б – основное;
- Ц – целлюлозное.
Обмазку смешанного типа обозначают сочетанием букв. Например, РЦ расшифровывается как рутилово-целлюлозный.
Присутствие в покрытии железного порошка показывают литерой Ж: РЖ, АЖ и т.д.
Предпоследней цифрой в марке зашифрованы допустимые пространственные положения шва:
- 1 – все;
- 2 – все, кроме вертикальных в направлении сверху вниз;
- 3 – нижние, горизонтальные на вертикальной плоскости и вертикальные снизу вверх;
- 4 – нижние и нижние в лодочку.
Особенности покрытия электродов
Обмазка – это твердое пористое вещество. Ей покрывают весь стержень за исключением крайнего участка длиной в 20-30 мм, предназначенного для фиксации в электрододержателе.

Какую роль выполняет покрытие
В результате сгорания смеси происходит следующее:
- Формируется облако из угарного и прочих газов. Они нужны для защиты расплава от окисления атмосферным воздухом.
- Образуются свободные ионы, поддерживающие горение дуги. Частицы выступают переносчиками заряда.
- Из стали удаляется кислород (происходит раскисление).
- Расплав насыщается легирующими элементами. Они улучшают свойства материала.
- Свежий шов покрывается шлаком. Он защищает металл от окисления атмосферным воздухом и замедляет его остывание. В результате газы и примеси успевают покинуть шов до кристаллизации, предотвращается появление трещин.
Перечисленные эффекты проявляются в разной степени в зависимости от вида обмазки.
Свойства компонентов покрытия
Для стабилизации дуги используются вещества с низким ионизационным потенциалом:
- Поташ, аммиачная селитра, хромат калия.
- Силикатный клей с натрием или калием (жидкое стекло). Одновременно играет роль связующего вещества.
- Бария карбонат.
- Титановый концентрат.
- Карбонат кальция (мел).
Облако защитных газов образуют компоненты:
- Целлюлоза.
- Декстрин.
- Пищевая и древесная мука.
- Крахмал.
- Мрамор.
Шлак образуется благодаря следующим элементам:
- Мрамору.
- Калию, полевому и плавиковому шпату.
- Мелу.
- Титановому концентрату.
- Кварцевому песку.
- Марганцевой руде.
- Рутилу, ильмениту.
Для раскисления вводятся в виде ферритов следующие вещества:
- Алюминий.
- Титан.
- Молибден.
- Хром.
- Марганец.
- Графит.
Эти элементы активнее железа реагируют с кислородом, связывая его.
Помимо перечисленных компонентов, применяются и другие.
Для придания пластичности вводятся т.н. формующие добавки – бентонит и каолин.
Некоторые марки содержат железный порошок, увеличивающий коэффициент наплавки.
Цвет электродов
Обмазки имеют следующий окрас:
Приведенный перечень соответствует большинству изделий, но встречаются и зеленые основные расходники, белые кислые и т.д.
Как производится электродное покрытие
Оболочка изготавливается в следующем порядке:
- Компоненты перетирают в муку.
- Их просеивают через систему сит и смешивают с точным соблюдением пропорций.
- В сухую смесь вводят жидкое стекло (связующее).
- Покрытие тщательно перемешивают.
Применяют 2 способа нанесения обмазки на проволоку:
Необходимо точно соблюдать количество компонентов и равномерно распределять их. Поэтому для производства покрытия требуется специальное оборудование.
Как влага влияет на материалы
Все виды покрытия электродов из-за высокой пористости хорошо впитывают воду. В результате они теряют защитные и другие свойства, что приводит к ухудшению качества шва.
Необходимо делать следующее:
- Хранить изделия из открытой пачки в специальном герметичном пенале с теплоизолированными стенками, которые предотвращают конденсацию влаги.
- Перед работой подсушивать расходники в особых печах, соблюдая длительность и температуру, указанные на упаковке.
Если изделие не было использовано в течение 2-3 часов, его снова придется прокаливать.
Число процедур ограничено 3-4 (указано на упаковке). Многократный прогрев приводит к осыпанию покрытия.
Рабочие свойства рутиловой оболочки в полной мере проявляются при наличии небольшого количества влаги. Поэтому такие изделия сушат при температуре не выше +200°С, а к работе приступают только через сутки.
Основные типы электродов
Состав покрытия электродов оказывает существенное влияние на эксплуатационные характеристики расходника.
Кислые
В покрытиях этого типа шлакообразующими компонентами выступают оксиды железа и марганца, реже титана. Есть марки с добавлением кремнезема. С целью формирования газовой защиты в состав смеси вводят органические вещества: оксицеллюлозу, декстрин, крахмал.
.jpg)
- Заготовки можно не зачищать от ржавчины и окалины. Поры в шве не образуются, поскольку шлаки кислых покрытий связывают окислы железа.
- Есть возможность варить длинной дугой (при повышенном напряжении). Некоторые другие расходники в таких условиях дают пористый шов.
- Стабильность дуги высокая, что позволяет выполнять сварку переменным током. Разряд легко зажигается повторно. Подходит трансформатор с относительно небольшим напряжением холостого хода – 60-70 В.
- Высокий коэффициент наплавки обеспечивает хорошую производительность. Для некоторых марок он достигает 11-12 г/А*ч.
- Швы можно выполнять во всех пространственных положениях.
Изделия с кислым покрытием выпускают под марками ЦМ-7, СМ-5, ОММ-5, МЭЗ-4. Из-за высокой токсичности их применяют ограниченно. Рекомендуется замена на рутилово-кислые.
Основные (б)
В покрытии преобладают минералы с содержанием карбоната кальция и магния: мрамор, доломит, плавиковый шпат или магнезит. При сгорании содержащийся в них углерод превращается в углекислый и угарный газы. Одновременно образуются оксиды магния и кальция.
Последнее обстоятельство делает расходники с основным покрытием самыми подходящими для следующих задач:
- изготовления жестких конструкций;
- выполнения многослойных швов большой толщины;
- сварки стали с высоким содержанием углерода и серы.
Недостаток – низкая стабильность дуги. Содержащийся в обмазке фтор служит деионизатором. Поэтому электродами с основным покрытием варят преимущественно на постоянном токе обратной полярности. Исключением являются изделия с добавкой поташа или жидкого стекла, способные работать с переменным напряжением. Эти вещества служат источником калия и натрия – элементов с низким потенциалом ионизации. Поташ хорошо впитывает воду, для просушки требуется температура в 350-400°С.
Факторы повышенной пористости:
- Наличие на поверхности заготовок окалины и ржавчины. Шлаки основного покрытия не связывают окислы железа, и те вызывают нарушения в структуре металла.
- Влажность покрытия от 2-2,5%. Вода выступает источником водорода, который активно впитывается раскисленной сталью.
- Длинная дуга и большие зазоры. Ухудшается газовая защита материала, и он насыщается азотом. Помимо пористости, наблюдаются охрупчивание стали и склонность к старению.
По химическому составу металл, наплавленный электродом из низкоуглеродистой сварочной проволоки, соответствует спокойной стали (доля Si составляет 2-5%). По его механическим характеристикам расходники соответствуют обозначению Э42А-Э50А.
Марки электродов с основным покрытием: ЛКЗ-70, СМ-11, УОНИ-13/45, УОНИ-13/55, НИАТ-3М и др.
Изделиями УП-1/55 и УП-2/55 можно варить на переменном токе.
Целлюлозные (ц)
Данный вид покрытия сделан в основном из горючих органических веществ. В этом качестве используют целлюлозу, древесную и травяную муку. Добавляют тальк, органические смолы, ферросплавы.

- Большой объем защитных газов и малое количество шлаков. Это позволяет выполнять качественные швы с низкой пористостью во всех пространственных положениях.
- Большая глубина провара. Она объясняется оттеснением металла из сварочной ванны потоком газов.
- Стабильное горение дуги.
Недостаток – повышенная разбрызгиваемость.
Большая глубина провара играет важную роль в следующих соединениях:
- в односторонних, выполняемых на весу;
- стыках трубопроводов (это формирует корень шва);
- в прочих, производимых в монтажных условиях.
Данный тип расходников не подходит для следующих конструкций:
- Выполненных из высокоуглеродистых и легированных сталей (склонных к закаливанию). Органическая составляющая насыщает металл в сварочной ванне водородом. Тот проникает в пришовную зону и лишает сталь пластичности, вследствие чего появляются холодные трещины.
- Сделанных из высокоуглеродистой стали с большой долей серы. Шов проявляет склонность к горячим трещинам.
- С жесткими требованиями к качеству сборки по зазорам.
Целлюлозным покрытием обладают электроды марок ОМА-2, ЦЦ-1, ВСЦ-2, ВСЦ-3, ВСЦ-4А, ВСЦ-60, ОМА-2. В основном они используются для сварки низкоуглеродистых сталей. При соединении заготовок из низколегированной стали с помощью таких расходников проваривают только корень шва.
Рутиловые (р)
Минерал рутил в основном состоит из диоксида титана. Кроме него, в обмазке присутствуют ферромарганец, кремнезем, мел или карбонат магния.
По химическому составу материал, наплавленный изделиями из низкоуглеродистой сварочной проволоки, соответствует полуспокойной стали (доля Si составляет 0,1-0,2%). По его механическим свойствам электроды соответствуют обозначению Э42-Э46.
В большинстве случаев в качестве газообразующих вводятся органические присадки. Это приводит к насыщению расплава водородом и, как следствие, повышенной пористости шва. Данные показатели находятся в допустимых пределах, если покрытие не пересушено.
Для этого соблюдают условия:
- расходники прокаливают при температуре +200°С в течение 60 минут;
- к работам приступают спустя сутки после процедуры.
Прочие факторы повышенной пористости:
- чрезмерная сила тока;
- сварка тонкого металла расходниками большого диаметра;
- выполнение тавровых соединений с зазором.
Рутиловое покрытие имеют электроды марок МР-3, АНО-1, ОЗС-4, ОЗС-6, ЗРС-1, ЗРС-2.
Дополнительные виды электродов
Расходники делятся на группы по способу работы.
Неплавящиеся электроды
Изделия предназначены для автоматической и полуавтоматической сварки.
В рабочую зону подают:
Тугоплавкие расходники покрытия не имеют.
Они изготавливаются из следующих материалов:
- Вольфрама. Металл используется в чистом виде или с добавкой тория, лантана, церия, иттрия или циркония. Тип присадки определяют по цветовой маркировке.
- Искусственного прессованного графита.
- Электротехнического угля.
Неплавящимися расходниками варят:
Плавящиеся электроды
Изделия данного типа используются в ручной дуговой сварке.

В процессе работы материал стержня переносится в сварочную ванну.
Расходники изготавливают из сварочной проволоки Св-08 или Св-08А.
Используются следующие виды стали (всего 77 марок):
- углеродистая;
- легированная;
- высоколегированная.
Изделие подбирают в соответствии с материалом заготовок.
Электроды из цветмета
Такие расходники используют для соединения заготовок из алюминия, меди, никеля, прочих цветных металлов и их сплавов. Подбирают стержень из того же материала, что и свариваемые детали.
Используют следующие марки:
Электроды для сварки алюминия делают из проволоки Св-А1 с галогенидным покрытием. Они подходят всем маркам металла.
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Расходники КМ-100 и им подобные выполнены из медной проволоки и снабжены основным покрытием (фтористо-кальциевым). Оно характеризуется пониженным выделением кислорода, оказывающего разрушительное действие на металл. Возможно соединение меди с углеродистой сталью.
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Электроды для контактной сварки тоже делают из меди или бронзы.
Расходники марки МЗОК и им подобные изготавливают из никелево-медной проволоки с покрытием основного типа.
- постоянный ток; ;
- любое пространственное положение шва.
Как выбирать электроды
Тип расходника определяется материалом конструкции и условиями ее эксплуатации.
Рекомендуются следующие марки:
Диаметр электрода подбирают по толщине заготовки:
| Толщина заготовки, мм | Диаметр расходника, мм |
| 1,5-2 | 2 |
| 3 | 2,5 или 3 |
| 4-5 | 3 или 4 |
| 6-12 | 4 или 5 |
| Более 13 | 5 или 6 |
Заготовки толщиной менее 1,5 мм вручную не сваривают.
С диаметром расходника взаимосвязана сила сварочного тока. Рекомендуемая величина указана на упаковке.
Читайте также: