
Нарезание наружной резьбы кратко
Обновлено: 04.07.2024
Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
- по расположению витков — наружные и внутренние;
- по направлению винтовой линии — правые и левые;
- по форме профиля канавки — треугольные, трапецеидальные, прямоугольные, упорные и специальные;
- по направлению образующей — цилиндрические и конические;
- по системе размеров — метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента:
- резьбовые резцы (стержневые и фасонные однониточные и многониточные);
- метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.);
- круглые плашки;
- резьбонарезные головки;
- резьбовые фрезы.
1. Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б). Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° — для ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков. Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.

Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и конические (рис. 2; а, б).

Рис. 2. Образование режущей поверхности в комплекте метчиков: а — цилиндрической конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам.
Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).

Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями — подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.

Рис. 4. Универсальный вороток: а — отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.

Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки — семи-восьми ниткам.

Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.

Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).

Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).

Рис. 9. Клуппы: а — для раздвижных плашек; б — для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
2. Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а).

Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки.
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
- Полезные советы
- О дереве и лесе
- Строение дерева и древесины
- Характеристика пород
- Свойства древесины
- Пороки древесины
- Пиломатериалы
- Сушка древесины
- Интересное о дереве
- Тайны древесного ствола
- Шиповые соединения брусков
- Оборудование рабочего места
- Пиление
- Строгание
- Сверление
- Соединение гвоздями
- Соединение шурупами
- Соединение на клею
- Отделка поверхности изделий
- Выжигание по дереву
- Выпиливание лобзиком
- Резьба по дереву
- Инкрустация по дереву
- Токарные работы по дереву
- Интересное о металлах
- Станки по обработке металлов
- Оборудование рабочего места
- Металлы и сплавы
- О свойствах металлов
- Сортовой прокат
- Нарезание внутренней резьбы
- Нарезание наружной резьбы
- Опиливание металла
- Рубка металла
- Пиление слесарной ножовкой
- Измерение штангенциркулем
- Измерение микрометром
- Разметка проката
- Виды проката
- Отделка изделий
- Гибка металла
- Правка заготовок
- Разметка заготовок
- Графическое изображение
- Резание металла ножницами
- Сверление отверстий
- Соединения заклёпками
- Процесс изготовления деталей
- Изделия из проволоки
- Тонколистовой металл и проволока
- Электродвигатели
- Источники и проводники
- Оснащение рабочего места
- Электробезопасность
- Электроарматура и светильнии
- Монтаж и ремонт
- Измерительные приборы
- Однофазный переменный ток
- Трёхфазный переменный ток
- Выпрямители переменного тока
- Электромагниты
- Электрозвонок и электрореле
- Электроцепь и электросхема
- Пять заблуждений о клееном брусе
- Светодиодные экраны и электронное табло
- Чем нарезать резьбу
- Трансформаторы
- Вышивка бисером
- Функции станков с ЧПУ
- Стандартизация
- Освещение
- Техэкспертиза
- Обработка стекла
- Робототехника
- Деревообработка
- Изготовление окон
- Строительство
- Вальцовочное оборудование
- Стабилизаторы напряжения для дома
- Технология токарных работ в промышленности
- Алюминиевые сплавы
- Искусственное старение древесины
- Упругость и прочность металла
- Всё о плазменной резке
- Использование станков в производстве
- Особенности гибки металла
- Пресс-ножницы
- Сушильные камеры
- Листовая штамповка – основные ее преимущества
- Железное кружево
- Термовоздушная станция – современная альтернатива паяльнику
- Ядерный взрыв или атака инопланетян. О новых технологиях обработки материалов.
- Страхование
Нарезание наружной резьбы
Нарезание наружной резьбы

Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька - цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт - цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
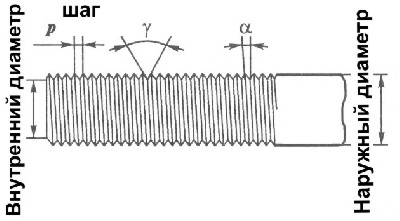
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.

По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.

Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
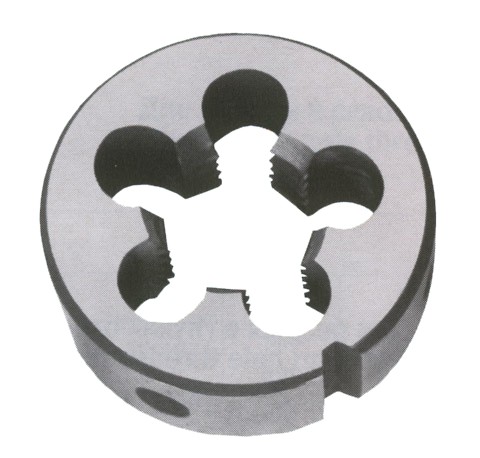
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.

Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.

Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы - это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы - диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля - угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля - участок профиля, соединяющий боковые стороны выступа.
Впадина профиля - участок профиля, соединяющий боковые стороны канавки.
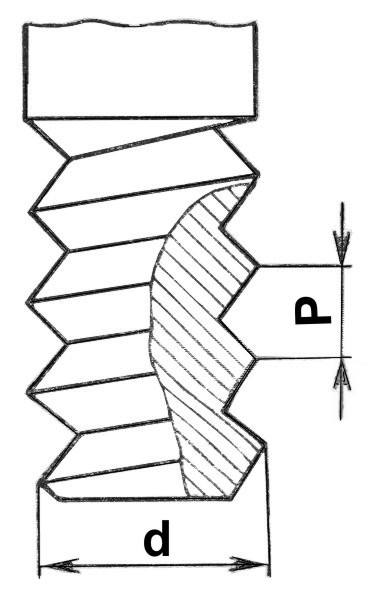
Шаг резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы - угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля - угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба - имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба - имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба - применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы - применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы - крупная, нормальная и мелкая - применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба - применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая - трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба - применяется для червяков.

Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.

Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
.jpg)
Нарезание наружной и внутренней резьбы представляет собой обработку стержня или отверстия детали, при которой применяются резьбонарезные инструменты. Резьба представляет собой спираль, основанием которой служит коническая или цилиндрическая поверхность с винтовой линией с постоянным шагом. Она является обязательной частью болтов, гаек, труб и т. д. Резьбу можно классифицировать по нескольким параметрам:
- По назначению: ходовые и крепёжные. С помощью ходовой резьбы преобразуют вращательное движение в поступательное. Крепёжные применяются для соединения деталей.
- По форме профиля: трапециевидные, прямоугольные, треугольные (метрические и дюймовые), круглые.
- По расположению: внутренние и наружные.
- По числу заходов: много- и однозаходные. Последние отличаются наличием всего одной винтовой канавки.
- По форме исходной поверхности: конические и цилиндрические. Первые создают высокую герметичность, и поэтому их часто применяют при работе с жидкостями или высоким давлением.
- По направлению: левые и правые. У первых канака идёт против часовой стрелки, у вторых – по часовой стрелке.
Технология нарезания резьбы имеет несколько способов:
- Выдавливание прессом – это работа с цветными сплавами и пластмассами.
- Литьё годится только для получения из цветных пластмасс и цветных металлов резьб с погрешностями в точности.
- Абразивная обработка ведётся с помощью шлифования для производства точных ходовых резьб.
- Накатывание – это самый высокопроизводительный и самый качественный способ нарезания резьбы.
- Лезвийная обработка резанием. Она применяется чаще, чем другие методы нарезания резьбы. В эту группу ходят: нарезание внутренних резьб метчиками, нарезание наружных резьб плашками, вихревая обработка наружных и внутренних резьб, резьбофрезерованние наружных и внутренних резьб дисковыми и червячными фрезами, нарезание наружних и внутренних резьб резьбонарезными головками, точение внутренних и наружных резьб резьбовыми гребёнками и резцами.
- Электрофизическая и электрохимическая обработка используется для производства деталей с резьбой из хрупких материалов, материалов высокой твёрдости, керамики и т.д.
Резьба может быть внутренней или наружной
.jpg)
Наружная резьба выполняется на токарных станках при помощи плашек (нарезание конической резьбы, треугольной и цилиндрической резьбы), гребёнок (для серийного производства для резки сквозной резьбы), резцов (для очень точной и качественной резьбы). Круглые плашки используются при заготовительных, монтажных работах для резки наружной резьбы в один проход с диаметром до 52 мм . Чтобы получить больший диаметр отверстия для нарезания резьбы надо использовать другие виды плашек.
Метчики, гребёнки и резцы – это приспособление для нарезания резьбы внутренней. Диаметры отверстий под нарезание резьбы до 50 мм получаются при использовании метчиков. Большую популярность имеют машинные, гаечные и ручные метчики.
Для нарезания резьбы используются разные виды инструментов. Один из самых популярных инструментов – это токарный станок. Режимы резания при нарезании резьбы на станке с ЧПУ выставляются на основе общемашиностроительных нормативов режимов резания. Режимы полных возможностей токарного станка должны быть в самом начале при обтачивании торцевых и наружных поверхностей.
Для качественной резьбы нужно качественно подобрать диаметр стержня и сверла для подготовки отверстия. Считается, что наружный диаметр резьбы должен быть на 0,3- 0,4 мм больше диаметра стержня. Для примера ниже представлена таблица для нарезания резьбы метрической (нарезается плашками):
Читайте также: