
Монтаж сердечников кабелей связи кратко
Обновлено: 07.07.2024
Монтаж кабелей связи.
Работы по монтажу кабелей связи включают в себя несколько этап. Перечислим их:
- осмотр и приёмка строительных длин кабеля;
- проведение необходимых земляных работ;
- сращивание строительных длин кабелей, заливка герметиком, монтаж изолирующих муфт;
- установка замерных столбиков;
- фиксация местоположения муфт;
- монтаж оборудования оконечной заделки;
- проверка герметичности кабеля;
- проведение работ по монтажу средств защиты кабеля;
- испытание электрических параметров кабеля;
- составление исполнительной документации.
Монтажные и измерительные работы по кабелю ведутся бригадой специалистов, в состав которой входят инженер, мастера, спайщики, механики, обслуживающий персонал.
Рабочие оснащаются необходимыми материалами и монтажным инструментом, механизмами для земляных работ, автотранспортом и необходимым культурно-бытовым инвентарем. Специалисты готовят, комплектуют и сдают исполнительную документацию, в которую входят: паспорта на строительные длины кабеля и установленное оборудование, структурная схема размещения муфт, паспорта на монтаж муфт, протоколы испытания герметичности оболочки на усиленном участке.
Классификация муфт.
На сегодняшний день существует огромное разнообразие муфт для кабеля. Они различаются по своим техническим характеристикам и способу соединения строительных длин кабеля.
Прямая муфта – изделия, посредством которого соединяют кабели напрямую.
Дополнительная муфта – элемент на вставке в строительную длину, где монтаж осуществляется только напрямую.
Симметрирующая муфта - элементы кабеля в данном случае соединяются по операторам симметрирования.
Конденсаторная муфта – вариант, при котором производится включение конденсатора.
Пупиновская муфта – соединение через катушки индуктивности.
Удлинительная муфта – вариант, при котором процесс сращивания происходит через удлинительные элементы.
Стыковая муфта – случай, когда сросток высокочастотного кабеля, в котором происходит симметрирование скрещиванием и контурами противосвязи.
Разветвительная муфта – вариант, при котором элементы магистрального кабеля распределяются по заданной схеме.
Газонепроницаемая муфта типа ГМС – два элемента на входе и выходе газонепроницаемой пробки, в которых жилы кабеля соединяются с жилами ГМС.
Газонепроницаемая изолирующая муфта типа ГМСИ – в отличие от ГСМ имеется изолирующий промежуток.
Газонепроницаемая муфта типа ОГКМ – изделие для коаксиальной пары с разборной газонепроницаемой пробкой.
Электроизолирующая муфта МИС – элемент с изолирующим промежутком на корпусе для сращивания кабеля напрямую.
Порядок нумерации элементов кабеля:

а) четверка звездной скрутки кабеля с парами 1 и 2 (красно-желтая) и 3 и 4 (зелено-синяя);
б) счет повивов в кабеле;
в) схема для счета в высокочастотном симметричном кабеле;
г) схематическое изображение коаксиального кабеля КМ-4 с центральной четверкой желтого цвета;
д) малогабаритный кабель МКТ-4 с центральной парой и контрольной жилой по центру и парами 1 красно-белая, 2 зелено-белая, 3 и 4 сине-белая, пятая – центральная пара и одиночная контрольная жила.
е) схематическое изображение коаксиального кабеля типа КМ-8/6 с обозначениями счета пар и одиночных жил.
Обозначение элементов кабельной линии.
В случае прокладки кабеля связи в грунте нумерация производится слева направо по ходу счёта усилительных пунктов.
Счёт обслуживаемых пунктов осуществляется от административного центра высшего назначения к низшему. На магистралях одинакового значения нумерацию производят с севера на юг и с запада на восток, а на кольцевых магистралях - по ходу часовой стрелки; на магистралях трубопроводов - по ходу течения в трубопроводе.

На представленной схеме изображена нумерация элементов кабельной линии.
До разделки концов кабеля проверяется герметичность и сопротивление изоляции шланговых изолирующих покровов сращиваемых отрезков кабеля. Затем производится электрическая проверка сердечника кабеля; концы сращиваемых кабелей укладывают на монтажные козлы, закрепляют и разделывают по заданным размерам. Около обреза джута (наружного шланга) бронь зачищают до блеска и залуживают на одну треть окружности захватом обеих лент. На залуженные места накладывают бандаж из медной проволоки, концы которой не обрезают, так как они используются для перепайки брони сращиваемых кабелей, а в кабелях - без изолирующих покровов и с оболочкой (муфтой). Бандаж припаивается к броне. По отметкам среза оболочки делают круговые надрезы и от них к концам кабеля — по два продольных надреза с расстоянием между ними 5—6 мм. Надрезанную полоску свинцовой оболочки снимают плоскогубцами (рис. 11.1), оболочку раздвигают и удаляют. Разделка концов кабеля перед монтажом показана на рис. 11.2. До начала монтажа цилиндрическую муфту надвигают на один из концов кабеля. Четверки и пары разбивают по повивам. Сращивание жил начинают с центрального повива. Технология сращивания и изоляция сростка показаны на рис. 11.3. В многочетверочных кабелях места скрутки смежных четверок сдвигают друг с другом относительно друг друга так, чтобы они распределялись равномерно по всей длине сростка. Пропайка скрутки жил производится в стаканчиковом оловянном-свинцовым припоем типа ПОС.
После просушки над пламенем паяльной лампы (особенно кабелей с бумажной изоляцией жил) сросток обматывают двумя слоями кабельной бумаги, между которыми укладывается паспорт на смонтированную муфту (рис. 11.4).

Рис. 11.1. Удаление свинцовой оболочки

Рис. 11.2.Разделка концов кабеля перед монтажом муфты:
1 — джут; 2 — проволочный бандаж; 3 — броня; 4 — оболочка; 5 - бандаж из ниток; 6 — жилы; 7 - провода для перепайки брони и оболочки; 8 - пропайка бандажа

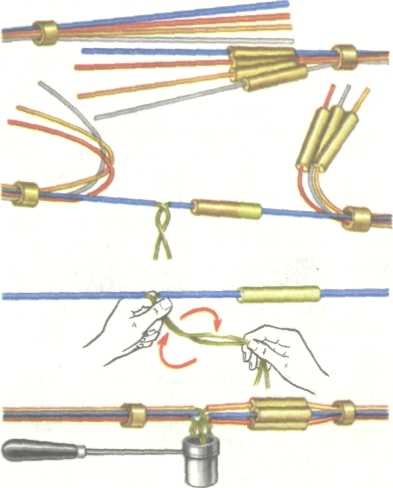
Рис. 11.3. Сращивание жил междугороднего кабеля
Сращивание жил кабелей ГТС производится либо скруткой, либо соединителями сжимаемого типа. Горячая пайка жил, как правило, применяется. На рис. 11.5 показано сращивание жил способом скрутки Известно много разновидностей соединителей сжимаемого типа, но наибольшее использование находит многопарный соединитель. На рис 11.6 показан соединитель на 20 жил кабеля. Контактирование сращиваемых жил обеспечивается сжатием соединителей с помощью пресс-техники. При этом изоляция жил прорезается на остриях контактов и происходит надежное электрическое соединение одновременно всех жил. Достоинством таких соединителей являются хорошее и стабильное контактное сопротивление и надежная изоляция жил. Многопарные соединители особенно эффективны при монтаже крупных кабелей связи (свыше 500X2).
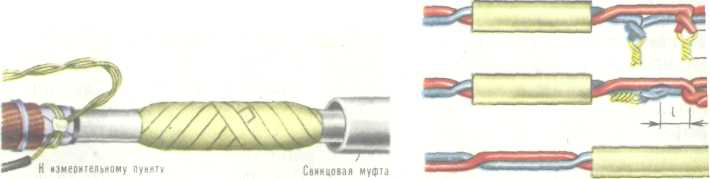
Рис. 11.4. Сросток перед запайкой свинцовой муфты
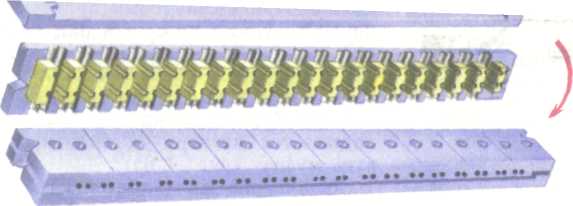
Рис. 11.5. Сращивание жил кабеля ГТС
Рис. 11.6. Десятипарный соединитель для кабелей ГТС
Особенности монтажа кабелей с алюминиевыми жилами состоят в сварке концов скрученных жил на пламени паяльной лампы или газовой горелки с применением специального флюса, например флюса Ф-54А при рабочей температуре плавления 200°С. Соединение алюминиевых жил с медными осуществляют с помощью медно-алюминиевой вставки, представляющей собой отрезок алюминиевой проволоки, покрытой на одном конце слоем меди
До разделки концов кабеля проверяется герметичность и сопротивление изоляции шланговых изолирующих покровов сращиваемых отрезков кабеля. Затем производится электрическая проверка сердечника кабеля; концы сращиваемых кабелей укладывают на монтажные козлы, закрепляют и разделывают по заданным размерам. Около обреза джута (наружного шланга) бронь зачищают до блеска и залуживают на одну треть окружности захватом обеих лент. На залуженные места накладывают бандаж из медной проволоки, концы которой не обрезают, так как они используются для перепайки брони сращиваемых кабелей, а в кабелях - без изолирующих покровов и с оболочкой (муфтой). Бандаж припаивается к броне. По отметкам среза оболочки делают круговые надрезы и от них к концам кабеля — по два продольных надреза с расстоянием между ними 5—6 мм. Надрезанную полоску свинцовой оболочки снимают плоскогубцами (рис. 11.1), оболочку раздвигают и удаляют. Разделка концов кабеля перед монтажом показана на рис. 11.2. До начала монтажа цилиндрическую муфту надвигают на один из концов кабеля. Четверки и пары разбивают по повивам. Сращивание жил начинают с центрального повива. Технология сращивания и изоляция сростка показаны на рис. 11.3. В многочетверочных кабелях места скрутки смежных четверок сдвигают друг с другом относительно друг друга так, чтобы они распределялись равномерно по всей длине сростка. Пропайка скрутки жил производится в стаканчиковом оловянном-свинцовым припоем типа ПОС.

После просушки над пламенем паяльной лампы (особенно кабелей с бумажной изоляцией жил) сросток обматывают двумя слоями кабельной бумаги, между которыми укладывается паспорт на смонтированную муфту (рис. 11.4).
Рис. 11.1. Удаление свинцовой оболочки
Рис. 11.2.Разделка концов кабеля перед монтажом муфты:
1 — джут; 2 — проволочный бандаж; 3 — броня; 4 — оболочка; 5 - бандаж из ниток; 6 — жилы; 7 - провода для перепайки брони и оболочки; 8 - пропайка бандажа
Рис. 11.3. Сращивание жил междугороднего кабеля
Сращивание жил кабелей ГТС производится либо скруткой, либо соединителями сжимаемого типа. Горячая пайка жил, как правило, применяется. На рис. 11.5 показано сращивание жил способом скрутки Известно много разновидностей соединителей сжимаемого типа, но наибольшее использование находит многопарный соединитель. На рис 11.6 показан соединитель на 20 жил кабеля. Контактирование сращиваемых жил обеспечивается сжатием соединителей с помощью пресс-техники. При этом изоляция жил прорезается на остриях контактов и происходит надежное электрическое соединение одновременно всех жил. Достоинством таких соединителей являются хорошее и стабильное контактное сопротивление и надежная изоляция жил. Многопарные соединители особенно эффективны при монтаже крупных кабелей связи (свыше 500X2).
Рис. 11.4. Сросток перед запайкой свинцовой муфты
Рис. 11.5. Сращивание жил кабеля ГТС
Рис. 11.6. Десятипарный соединитель для кабелей ГТС
Особенности монтажа кабелей с алюминиевыми жилами состоят в сварке концов скрученных жил на пламени паяльной лампы или газовой горелки с применением специального флюса, например флюса Ф-54А при рабочей температуре плавления 200°С. Соединение алюминиевых жил с медными осуществляют с помощью медно-алюминиевой вставки, представляющей собой отрезок алюминиевой проволоки, покрытой на одном конце слоем меди
Монтаж кабелейв свинцовых оболочках с медными жилами в бумажной изоляции (марки ТГ).Жилы сращиваются скруткой или скруткой с пропайкой в зависимости от их диаметров. Сростки изолируются бумажными гильзами с попарной вязкой жил с обеих сторон гильз. Весь пучок жил прошпаривается массой МКП или просушивается горячим воздухом, а затем обматывается бинтом из прошпаренного миткаля. На сросток надвигается свинцовая муфта и стыки запаиваются оловянно-свинцовым припоем ПОССу-30-2 со стеарином в качестве флюса.
Монтаж кабелейв свинцовых оболочках под стальными лентами брони с медными жиламив бумажной изоляции (марки ТБ).При монтаже кабеля марки ТБ выполняются те же операции, что и при монтаже кабеля марки ТГ, но, кроме того, броневые ленты и джут (кабельная пряжа) закрепляются проволочными бандажами, а на свинцовой муфте устанавливается защитная чугунная муфта, которая заполняется массой МКБ.
Восстановление наружных покровов кабелей с однородными полиэтиленовыми оболочками.Для сварки полиэтиленовых муфт с полиэтиленовыми оболочками кабелей и частей муфт между собой наиболее широкое применение находит способ наплавления на стыки полиэтиленовой ленты, нагреваемой через защитный слой стеклоленты пламенем паяльной лампы или газовой горелки. Нагрев ведется циклами в течение регламентированного времени.
Толщина слоя намотки полиэтиленовой ленты должна приблизительно соответствовать радиальной толщине оболочки кабеля. Поверх полиэтиленовой ленты с натяжением наматываются два слоя стеклоленты с 50%-ным перекрытием. Всю поверхность стеклоленты равномерно нагревают пламенем паяльной лампы или газовой горелки. С отвердевшего, но еще не остывшего стыка снимают стеклоленту.
Для этих же целей может успешно применяться так называемый способ медных вкладышей. Медные нагреватели-вкладыши вводятся в щель между концами муфты и оболочки кабеля или между частями муфты. Участок, под который они заведены, плотно обматывается резиновым жгутом, сдавливающим свариваемые поверхности. Затем хвостовую часть вкладышей нагревают умеренным пламенем паяльной лампы или газовой горелки. Когда в зазорах между половинками вкладышей начинает выступать расплавленный полиэтилен, их сначала поворачивают на угол 35 . 45 градусов, после чего снова прогревают в течение 0,5. 1,0 мин и затем принудительно извлекают из стыка с помощью двух плоскогубцев. Этот способ характеризуется достаточно высоким качеством и производительностью, но требует точного подбора вкладышей по форме и размерам кабелей и муфт.
Восстановление наружных покровов кабелей с однородными поливинилхлоридными оболочками (ТПВ).Как правило, восстановление наружных оболочек кабелей ТПВ осуществляется сваркой поливинилхлоридных муфт с оболочками кабелей и частей муфт между собой с помощью медных вкладышей, нагреваемых пламенем паяльной лампы или газовой горелки.
При сварке вкладышами поливинилхлоридных оболочек кабелей и муфт технология отличается от описанной выше для полиэтиленовых оболочек и муфт тем, что в данном случае при достаточном нагреве (до температуры 180 . 200°С) вкладыши выпадают самопроизвольно и их не приходится извлекать из стыка принудительно. Резиновый жгут удаляется через 2 . 3 мин после выпадения вкладышей. Требования к точности подбора вкладышей по форме и размерам остаются такими же, как и в случае сварки полиэтилена.
Следует заметить, что надобность в сварке поливинилхлоридных оболочек кабелей и муфт возникает весьма редко, так как прокладка таких кабелей в канализации и земле запрещена в нашей стране уже более 10 лет и их использование (емкостью до 100 пар) ограничивается лишь прокладкой по стенам зданий и подвеской на тросах.
В мировой практике для соединения как однородных, так и разнородных оболочек кабелей и муфт широкое распространение получили термоусаживаемые трубки различных диаметров. Эти пластмассовые трубки, предварительно подвергнутые радиоактивному облучению и растянутые в разогретом виде, фиксируются затем охлаждением. Будучи снова нагретыми, такие трубки самопроизвольно усаживаются до размеров, которые они имели перед растяжением. В зависимости от степени растяжения при изготовлении эти трубки выпускаются с коэффициентом усадки при повторном нагреве вдвое, втрое и даже впятеро. Такие трубки обычно выпускаются покрытыми изнутри подклеивающим слоем. Надвинутая на стык муфты с оболочкой кабеля или частей муфт между собой и прогретая паяльной лампой, газовой горелкой или источником инфракрасного излучения, такая трубка, усаживаясь, плотно обжимает стык, а расплавившийся при этом подклеивающий слой заполняет люфты и надежно герметизирует соединение.
Внутри сухих помещений распределительные кабели в пластмассовых оболочках с числом пар до 100 включительно допускается соединять соответствующими пластмассовыми муфтами без применения сварки. Стыки обматываются не менее чем четырьмя слоями липкой пластмассовой ленты. В этих же условиях пластмассовые оболочки кабелей с числом пар до 20 включительно допускается восстанавливать без применения муфт, а лишь с обмоткой соединения не менее чем четырьмя слоями липкой пластмассовой ленты.
Монтаж муфт кабелей в стальных гофрированных оболочках (ТСШп и ТПСШп).Сердечники кабелей ТСШп монтируются аналогично кабелям ТГ, а ТПСШп - аналогично кабелям ТПП и ТПВ. Концы стальных гофрированных оболочек облуживаются паяльной пастой ПМКН-10, и к ним припоем ПОССу-30-2 припаивается свинцовая муфта соответствующих размеров. При прокладке непосредственно в грунте свинцовые муфты кабелей защищаются чугунными муфтами, заливаемыми массой МКБ. При прокладке кабелей в канализации чугунные муфты не применяются. В этом случае участки стальной гофрированной оболочки между обрезами внешних полиэтиленовых шлангов и пайками свинцовой муфты обматываются несколькими слоями липкой полиэтиленовой и поливинилхлоридной ленты. Свинцовая муфта защищается полиэтиленовой муфтой, приваренной одним из перечисленных способов к наружному полиэтиленовому шлангу кабелей ТСШп или ТПСШп.
Монтаж муфт подвесных кабелей марки ТППС с встроенным канатом (тросом).Полиэтиленовая перемычка между канатом и кабелем на определенной длине прорезается ножом, и кабель отделяется от каната. Сращивание жил и восстановление полиэтиленовых оболочек кабелей ТППС производится так же, как и кабелей ТПП. Концы встроенных канатов (тросов) сращиваются в обжимаемой специальными клещами стальной гильзе, которая затем защищается полиэтиленовой муфтой-трубкой, привариваемой одним из указанных способов к отделенной от кабеля оболочке каната.
Монтаж муфтна стыке кабелей в полиэтиленовой (ТПП) и свинцовой (ТГ) оболочках.Монтаж осуществляется с применением специальных манжет, рассчитанных на надежное сопряжение полиэтилена со свинцом. Манжеты изготовляются в мастерских, где испытываются на герметичность. В комплекте с манжетой может применяться как свинцовая, так и полиэтиленовая муфта, однако свинцовая предпочтительнее.
При монтаже на линии манжета надевается на один из стыкуемых кабелей соответствующей стороной (полиэтиленовой или полуженной частью металлической трубки) и либо припаивается к свинцовой оболочке кабеля припоем ПОССу-30-2, либо сваривается одним из указанных выше способов с полиэтиленовой оболочкой кабеля другой стороны сростка. После монтажа сростка муфта приваривается или припаивается одной стороной к переходной манжете, а другой стороной - к оболочке второго из стыкуемых кабелей.
Стык кабелей в стальной гофрированной оболочке (ТСШп или ТПСШп) с кабелями в полиэтиленовой оболочке (ТПП) осуществляется с применением тех же специальных переходных манжет, что и при монтаже стыка кабелей в полиэтиленовой оболочке (ТПП) с кабелями в свинцовой оболочке (ТГ).
Сращивание жил кабелей местных сетей связи.Жилы кабелей местных сетей могут сращиваться либо скруткой, либо скруткой с пропайкой в зависимости от их диаметров, либо с помощью сжимаемых соединителей (см. рис. 2.35).
При сращивании скруткой жил кабелей местной связи с пожильным изолированием сростков бумажными (для кабелей ТГ) или полиэтиленовыми (для кабелей ТПП, ТПВ) гильзами для фиксации сращиваемых пар или четверок и предотвращения смещения гильз жилы в бумажной изоляции связываются с обеих сторон прошпаренными суровыми нитками.

На пары или четверки жил в полиэтиленовой изоляции вместо вязки надвигаются надетые заранее общие групповые полиэтиленовые колечки - по одному с каждой стороны группы полиэтиленовых гильз.
Широкое применение получил метод изолирования не индивидуально сростка каждой жилы, а группы жил - пары или четверки - одной общей полиэтиленовой гильзой большего размера и увеличенной длины.
Более прогрессивным, чем ручная или механизированная скрутка, является способ сращивания жил кабелей местных сетей связи с применением индивидуальных сжимаемых соединителей.
Отличительная особенность данных соединителей заключается в том, что они исключают необходимость снятия или прогрева изоляции соединяемых участков жил. Контакт сращиваемых жил достигается при сжатии соединителей; острые зубцы внутренней, металлической обкладки, изолированной снаружи, врезаются в медные жилы на строго определенную глубину. Сжимаемые соединители обеспечивают более стабильное и меньшее по величине контактное сопротивление сростков жил по сравнению с обычными скрутками.
Восстановление на сростках наружных покровов кабелей в свинцовых и стальных оболочках свинцовыми муфтами.В связи с широким внедрением кабелей в пластмассовых оболочках кабели в свинцовых оболочках к настоящему времени применяются ограниченно и вовсе не находят применения при емкости менее 50 пар.
Следует также заметить, что для кабелей емкостью 50 пар и более в стальных гофрированных и алюминиевых оболочках применяются свинцовые соединительные и разветвительные муфты. Они же применяются на стыках кабелей в разнородных оболочках.
Соединительные муфты.Для кабелей марки ТГ и ТБ с числом пар до 100 применяются цельные свинцовые соединительные муфты (рис. 2.36, а). Для тех же кабелей с числом пар 150 и более используются свинцовые соединительные муфты, составленные из двух частей (рис. 2.36, б). В этом случае запаиваются не два, а три шва - средний и два крайних.
Разветвительные муфты.Конструкция круглой свинцовой разветвительной муфты (перчатки) схематически показана на рис.2.36, в.
Типовые свинцовые разветвительные муфты предусматривают разветвление основного кабеля не более чем на три направления (пальца).

Рис. 2.36. Свинцовые муфты:
а - цельная соединительная; б - соединительная из двух половин; в - круглая разветвительная; г - станционная разветвительная; D- диаметр муфты на конусе второй половины; d-диаметр муфты на прямом участке; d1 -диаметр муфты на конусе; d2 - диаметр муфты на прямом участке стыка; d3 - диаметр муфты на стыке разветвления; d4 - внутренний диаметр одного разветвления; d5 - внутренний диаметр одного разветвления; L - общая длина муфты; l- размер муфты до конусной части; l1 - длина конуса; l2 - длина стыка двух половин муфты; l3 - длина перехода от стыка к одной половине; l4 - длина участка разветвления; l5 - длина стыка; l6 - длина перехода от стыка к разветвлению
На рис. 2.36, г показана станционная свинцовая разветвительная муфта, используемая в случаях ввода из канализации в шахту кабелей в свинцовых оболочках (ТГ).
Соединительные полиэтиленовые муфты.На рис. 2.37, дано эскизное изображение муфты полиэтиленовой соединительной МПС для небронированных кабелей в полиэтиленовой оболочке, а на рис. 2.37, б - МПСБ, для бронированных кабелей в полиэтиленовой оболочке.

Рис. 2.37. Полиэтиленовые соединительные муфты МПС: а - для небронированных кабелей в полиэтиленовой оболочке, б - МПСБ для бронированных кабелей в полиэтиленовой оболочке: 1 - опорные кольца.

Рис. 2.38. Полиэтиленовые разветвительные муфты МПР: а - на два, б - на три направления.
Станционные разветвительные полиэтиленовые муфты.На рис. 2.39, а дано эскизное изображение станционных разветвительных полиэтиленовых муфт МПРС на 6, 8 и 12 направлений, а на рис. 2.39, б и в соответственно - на 18 и 24 направления.

Рис. 2.39. Станционные разветвительные полиэтиленовые муфты МПРС: а - на 6, 8 и 12 направлений, б - 18 направлений, в - 24 направления.
Скрутку жил применяют для уменьшения взаимных электромагнитных влияний. Она также снижает влияние внешних электромагнитных полей на кабельные цепи, облегчает взаимное перемещение жил при изгибах кабеля и обеспечивает ему более устойчивую и круглую форму. Жилы в многожильных кабелях скручивают концентрическими повивами (слоями), смежные повивы—в противоположных направлениях. Изолированные жилы скручивают в группы несколькими способами.
Простую кабельную скрутку применяют только в многожильных кабелях, состоящих из одинаковых изолированных жил, используемых в однопроводных цепях. В этом случае жилы укладываются концентрическими слоями или повивами вокруг центральной жилы.
Сложную кабельную скрутку выполняют из жил, предварительно скрученных в элементарные группы симметричных кабелей.
Существует несколько типов скруток жил.
Парная скрутка (П) — два изолированных провода (кабельные жилы) скручивают в пару с шагом скрутки не более 300 мм (рисунок 3.5,а).Скрученные в кабеле пары представляют собой взаимно скрещенные элементарные группы с расстоянием между крестами, равным шагу скрутки. Данную скрутку применяют преимущественно в телефонных кабелях местной связи.
Шагом скрутки называют расстояние по длине скрученной группы, которое соответствует полному обороту любой из жил вокруг оси скрутки. Так же определяют шаг скрутки групп, но при этом вместо обычной жилы рассматривают какую-либо из групп.
Четверочная, или звездная, скрутка (З) (рисунок 3.5,б)—четыре изолированные жилы, расположенные по углам квадрата, скручивают с шагом скрутки 150—300 мм. Разговорные пары в этой скрутке образуются из противоположных жил. Так, жила a и b образуют одну пару, а жилы c и d — другую, жила а — красного, b — желтого, с — синего, d— зеленого цветов.
Рисунок 3.5 – Виды скруток
Тройная скрутка — три изолированных жилы скручены или расположены параллельно в один ряд. Скрутка шестеркой скручена из трех пар.
Восьмерочная скрутка (В)—восемь жил группы (рисунок 3.5,в)располагают концентрически вокруг сердечника из изоляционного материала, например стирофлексного или полиэтиленового корделя. Из восьми жил могут быть образованы две четверки: нечетная и четная. Всего могут быть получены четыре основные и две фантомные пары с одинаковыми параметрами. Для уменьшения влияния между цепями систематически меняют взаимное расположение жил по длине (в муфтах).
При скрутке элементы кабеля с воздушно-бумажной изоляцией деформируются, изоляция обжимается и группы несколько западают друг в друга. Поэтому наряду с диаметром описанной вокруг группы окружности (расчетный диаметр) существует понятие об эффективном диаметре группы (фактическом). Например для парной скрутки dрп= 1,71d, dэп = 1,65d для звездной, dрз= 2,41d, dэз= 2,2d.
Наиболее экономичной, обеспечивающей лучшую стабильность электрических параметров, является звездная скрутка. Эта скрутка получила преимущественное применение в кабелях многоканальной связи, но она несколько уступает парной скрутке по взаимным влияниям между соседними цепями. При согласованных шагах звездной скрутки защищенность между цепями в разных четверках больше, чем между цепями внутри четверки. Эта скрутка обеспечивает вполне достаточную защищенность от взаимных помех между цепями. Парная скрутка является наиболее простой в производстве и применяется в основном при изготовлении местных (городских) кабелей.
Скрученные в группы изолированные жилы систематизируют по определенному закону и объединяют в общий кабельный сердечник. В зависимости от характера образования сердечника различают две системы скрутки: повивную и пучковую.
При повивной скрутке группы располагаются последовательными концентрическими слоями вокруг центрального повива из одной—пяти групп. Смежные повивы скручены во взаимно противоположных направлениях. Такое расположение повивов облегчает также отделение их друг от друга при монтаже кабеля.
При однородной кабельной скрутке для образования повивов в кабеле применяют пять различных форм скрутки с 1, 2, 3, 4 и 5 группами в центральном повиве. Диаметр центрального повива при различном числе групп определяют по формуле:
где d—диаметр группы; п—число групп в центральном повиве (две—пять).
Зная число групп (элементов) в центральном повиве, можно определить их число в последующих повивах. Так, если имеется какая-либо кабельная скрутка, у которой, считая от центра, повив имеет т групп, то в следующем повиве будет п групп, где п = т + 6. Следовательно, при повивной скрутке число групп (элементов) в каждом последующем повиве увеличивается на шесть по сравнению с предыдущим. Исключением из этого правила является второй повив в том случае, когда в первом (центральном) повиве имеется лишь одна группа. Тогда во втором повиве увеличение будет не на шесть, а на пять групп.
Так как группы каждого последующего повива накладываются на предыдущий по винтовой линии, то длина жил кабеля увеличивается по сравнению с длиной кабеля (рисунок 3.6). Удлинение жил кабеля учитывается через коэффициент укрутки, определяемый по формуле:
Параметр χ равен 1,02. 1,07.
Рисунок 3.6 – Наложение повивов в группы
При пучковой, скрутке группы (пары, четверки и т. п.) скручиваются в одну сторону и с одним шагом в пучки или пучок, из которых (которого) образуется сердечник. Пучки могут быть элементарными и главными.
Элементарные пучки состоят не более чем из 20 групп (пар, четверок и т. п.) и служат для образования скруткой их сердечника или главных пучков, из которых скручиванием формируется сердечник. В сердечнике главные пучки расположены повивами. В каждом повиве сердечника повивной или пучковой скрутки имеется одна счетная и одна направляющая группы (пары, четверки, пучки).
Направляющая группа, отличающаяся расцветкой изоляции хотя бы одной из жил (групп) от всех других групп (пар, четверок, пучков) повива, служит для определения направления, в котором должен быть произведен отсчет для нахождения искомой группы (как правило, красного цвета).
Счетная группа (пара, четверка, пучок), также отличающаяся расцветкой изоляции хотя бы одной из жил (групп) от всех других групп повива, служит для нахождения искомой группы (как правило, черного цвета).
Перечисленные системы скрутки относятся к сложным системам правильной повивной скрутки. При однородной скрутке все скручиваемые в сердечник группы одинаковы, а при неоднородной — сердечник формируется из разных групп, например с парами и четверками, с жилами разного диаметра и т. п.
Изолированные жилы могут скручиваться непосредственно в сердечник без предварительного формирования групп по системе простой правильной повивной скрутки (рисунок 3.7,а).При числе жил до семи они скручиваются в пары, тройки, четверки и повив из пяти, шести или семи жил. Если число жил более семи, они скручиваются повивами вокруг одной—пяти жил.
С применением системы простой правильной повивной скрутки (рисунок 3.7,а) изготавливаются кабели для сигнализации и блокировки без парной скрутки жил, контрольные и силовые кабели и др.
Сердечники пучковой скрутки (рисунок 3.7,б)формируют в основном при изготовлении городских телефонных кабелей.
Сердечники правильной повивной скрутки с парной (рисунок 3.7,в)и звездной скруткой жил применяются при изготовлении симметричных магистральных высокочастотных и низкочастотных кабелей, городских телефонных кабелей и др.
Монтаж кабелей связи является наиболее ответственной работой, так как от качества монтажа в значительной степени зависит качество телефонной связи. Большинство работ по монтажу кабелей связи связано с монтажом муфт.
На ГТС в основном используют соединительные, разветвительные, изолирующие, газонепроницаемые муфты. Монтаж муфт выполняется в колодцах кабельной канализации, шахтах, коллекторах, котлованах. Монтируются также муфты кабелей, прокладываемых по стенам зданий и подвешиваемых на столбовых и стоечных опорах.
Соединительной муфтой сращивают два кабеля одинаковой емкости.
Разветвительная муфта (перчатка) служит для распаивания кабеля большой емкости на два или более кабелей меньшей емкости.
Изолирующая муфта о6еспечивает прерывание электрического контакта металлической оболочки соединяемых кабелей без нарушения герметичности.
Газонепроницаемая муфта представляет собой газонепроницаемую пробку, обеспечивающую герметичность кабельной линии по ее концам.
Разделку концов сращиваемых муфт выполняют с учетом размеров муфт. Размеры муфт подбирают в зависимости от типов монтируемых кабелей, их емкости и диаметра жил. Муфты должны выступать на 10. 15 мм за обрезы оболочек или защитных шлангов кабелей. Сращивание токопроводящих жил и восстановление их изоляции в зависимости от местных условий осуществляется ручной скруткой путем изолирования с помощью гильзы каждой жилы или пары жил, механизированной скруткой сразу четырех жил, а также при помощи групповых сжимаемых соединителей (модулей). При ручной скрутке с изолированием пары жил общей гильзой (полиэтиленовой или бумажной) скрутки разносят друг от друга на 10 мм и отгибают в разные стороны (рис. 8.5, а).
Рисунок 8 5 − Сращивание жил кабеля: а − ручной скруткой с изолированием обшей гилью; б − групповым сжимающим соединителем: 1 − корпус: 2 − крышка. 3 − клемма. 4 − изоляция жилы, 5 − токопроводящая жила
Наиболее прогрессивным способом монтажа является использование групповых соединителей, например соединителя на10 пар (СМЖ-10). Соединитель СМЖ-10 имеет две части − корпус и крышку (рис. 8.5, 6). Сращиваемые жилы вводят в корпус соединителя, который устанавливают в гнездо пресса. Затем на корпус накладывают крышку. При помощи пресса обе части соединителя сжимаются, жилы вдавливаются в щели контактных элементов, изоляция жил прорезается острыми гранями и обеспечивается хороший электрический контакт.
Восстановление кабельных оболочек осуществляют после восстановления поясной изоляции готового кабельного сердечника и экрана (для кабелей с пластмассовыми оболочками). Свинцовые оболочки восстанавливают при помощи свинцовых муфт и припоя марки ПОССу-30. Алюминиевые оболочки восстанавливают горячей пайкой, склеиванием и прессованием Пластмассовые оболочки и защитные шланги кабелей ГТС восстанавливают пластмассовыми муфтами способом сварки. Основным способом сварки полиэтиленовых муфт является сварка при помощи наплавления полиэтиленовой ленты под слоями стеклоленты.
Монтаж оптических кабелей
На ГТС оптические кабели связи используют на соединительных линиях между станциями и прокладывают в телефонной канализации, поэтому монтаж соединительных муфт кабеля осуществляется в основном в кабельных колодцах.
Подготовка ОВ к сращиванию. Процесс подготовки ОВ к сращиванию включает в себя операции снятия первичного защитно-упрочняющего покрытия волокна и скалывания для получения хорошо обработанной торцевой поверхности волокна, а также обтирку зачищенных концов мягким материалом, пропитанным растворителем (спиртом).
В настоящее время в ОК, выпускаемых отечественной промышленностью, используются ОВ только с эпоксиакрилатным первичным зашитно-упрочняющим покрытием. Такое покрытие может быть удалено либо механическим, либо химическим способом.
Для удаления эпоксиакрилатного покрытия механическим способом используется инструмент, основным рабочим элементом которого служат стальные лезвия толщиной 0,3 мм. Защитное покрытие желательно удалять за один проход. При этом повреждение поверхности световода должно быть минимальным. Необходимо тщательно подобрать усилие зачистки, что требует приобретения навыков и постоянной тренировки. Механический способ удаления покрытия уменьшает прочность сварного соединения примерно на 10%. Надрезание покрытия и последующее его стягивание вызывают на поверхности ОВ миниатюрные повреждения вследствие фрикционных сил, создаваемых скольжением ножа инструмента (лезвия) и сдираемого покрытия по поверхности стекла. Зачищенное ОВ закрепляют в держателях сварочного аппарата, что также повреждает его поверхность.
Наиболее удобным, исключающим указанные дефекты является химический cnoco6 снятия эпоксиакрилатного покрытия с помощью подогретого до определенной температуры растворителя. Для этой цели целесообразно использовать специальное нагревательное устройство типа УН-1. Конец ОВ погружают в подогретый растворитель (например, ацетон) и выдерживают в течение некоторого времени (как правило, около 20. 25 с). Покрытие разбухает, отстает от поверхности световода и легко снимается механическим путем с помощью чистой мягкой ветоши.
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей или комбинации этих нагрузок, вызывающих рост трещины и облом световода в данном месте. Торцевая поверхность должна быть плоской, гладкой и перпендикулярной оси ОВ. При скалывании поверхность торца может быть зеркальной (давление резца оптимально и диаметр ОВ близок к номинальному), с ребристой и волнистой зонами (не подобрано давление резца на ОВ либо диаметр ОВ отклоняется от номинального значения), иметь небольшой выступ (отклонение диаметра ОВ от номинального). Зеркальная зона обеспечивает наилучшие условия для соединения ОВ, ребристая зона характеризует область, где трещина начинает разветвляться, волнистая является промежуточной между двумя первыми.
Электронные устройства скола ОВ. Стабильно высокое качество сколов ОВ при минимальных требованиях к квалификации персонала получают при использовании автоматических устройств − электронных скaлывателей. Волокно с удаленным покрытием фиксируется в инструменте. Под действием электронноуправлиемогo двигателя резец вибрирует с низкой частотой и нарастающей амплитудой, приближаясь к волокну, которое натягивается синхронно с частотой вибрации резца. При нанесении резцом насечки на поверхности волокна под действием растягивающих усилий ОВ обламывается. Электронные скалыватели могут быть использованы как при монтаже, так и при подготовке к измерениям многомодовых и одномодовых кабелей. Скол одномодовых ОВ рекомендуется выполнять только с помощью электронных скалызателей.
Способы срагцивания ОВ. В настоящее время для соединения ОВ кабелей связи применяется сварка ОВ. Сварку проводят с помощью электрической дуги, кислородно-водородной горелки, хлороводородной горелки, СО-лазера, плазменного генератора.
Из всех способов практическое применение при монтаже ОК в процессе строительства и эксплуатации ВОЛС нашел только способ сварки с помощью электрической дуги.
При сварке одномодовых волокон приходится решать сложные инженерные задачи, связанные с необходимостью обеспечения малых значений осевого и углового смещений, например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 5. 8 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную.
В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Известны два основных способа контроля качества автоматической юстировки ОВ.
При первом способе качество юстировки оценивают по уровню мощности оптического сигнала, проходящего через стык ОВ, а ввод и вывод оптического излучения в ОВ осуществляют через участки изгиба волокна в специальных устройствах.
При втором способе принцип работы системы контроля заключается в следующем. Если пучок света падает перпендикулярно на торец ОВ, то возникает отраженный поток света, анализ распределения мощности которого позволяет определять профиль показателя преломления и выявлять максимум оптической мощности, т.е. оптическую ось.
Как правило, потери на стыках одномодовых ОВ, выполненных методом сварки, выполненной автоматическим сварочным аппаратом, составляют 0,05. 0,01 дБ.
Разъемное соединение оптических кабелей. Разъемные соединители применяются в оконечных разделочных муфтах и 19-дюймовых полках, а также в промежуточных кроссах.
Соединитель SC, дизайн которого принадлежит японской фирме NTT, считается самым перспективным и применяется во всех отраслях, связанных с ВОЛС. Соединитель ST применяется в сетях передачи данных. Резьбовой соединитель, FC преимущественно используется с одномодовым волокном, но менее удобен, чем SC, кроме того, он не имеет дуплексного аналога.
Поэтому для линии связи целесообразно применять соединители типа SC и ST. Вносимые потери при применении соединителей SC для волокна SMF составляют менее 0,5 дБ; соединителей ST для волокна SMF составляют менее 0,7 дБ .
Типовые значения потерь в разъемных соединителях различного типа приводятся в таблице 8.1.
Таблица 8.1 − Параметры основных типов разъемных соединителей волоконных световодов [11]
Средние потери, дБ на длине волны 1,3 мкм
В случае использования переходных розеток с одного типа соединитёля на другой значение потерь принимается равным потерям, вносимым одним ST-коннектором с керамическим наконечником.
Коммутаинонно-распределительные устройства. Муфты. Основными требованиями к конструкции коммутационно - распределительных устройств являются:
- надежная защита световодов оптического кабеля от механических повреждений;
- возможность закрепления концов кабеля;
- удобство размещения в корпусе технологического запаса волокна с соблюдением заданного радиуса изгиба, защитных гильз сварных соединителей и корпусов механических сплайсов (при их наличии). Потребность в таком запасе обусловлена как необходимостью выноса сращиваемых волокон за пределы корпуса муфты, например, для установки в сварочный аппарат, так и необходимостью обеспечения возможности повторного сращивания в случае обнаружения каких-либо дефектов;
- создание простого и удобного доступа к волокнам, сплайсам, розеткам и коннекторам разъемных соединителей во время ремонтных и профилактических работ;
- обеспечение удобства подключения коннекторов и розеток разъемных оптических соединителей;
- хорошие массогабаритные показатели в сочетании с большой емкостью и высокой плотностью упаковки оптических портов.
Промежуточные (линейные) защитные муфты применяются главным образом для сращивания кабелей внешней прокладки. Потребность в установке муфты возникает при ремонтах поврежденного кабеля, а также при переходе с кабеля большей емкости на два или более кабеля меньшей емкости.
Муфты обеспечивают размещение технологического запаса волоконных световодов, укладку защитных гильз или сплайсов сростков на специальных кассетах и защиту их от механических повреждений, предохранение внутреннего объема оптических кабелей от воздействия влаги. Смонтированные муфты укладываются в коллекторах и колодцах кабельной канализации, имеются варианты, допускающие укладку непосредственно в грунт, болото или под воду на глубину до 10 м, а также для подвески на столбах воздушных линий связи.
Основой муфты являются полимерный или металлический корпус в форме цилиндра или параллелепипеда (реже − диска), в котором размещается лоток с кассетами для укладки оптических сростков и механические фиксаторы кабелей. В конструкции муфты предусматриваются элементы герметизации внутреннего объема, а также обеспечения непрерывности броневых и упрочняющих элементов кабеля (рис. 8.6).
Корпус муфты может состоять из двух частей, разделенных в продольном направлении. Нижняя часть используется в качестве монтажного основания для лотка с кассетами, верхняя часть выполняет функцию крышки. На таких корпусах часто имеются внешние ребра жесткости. Во втором варианте корпус муфты представляет собой цельный цилиндр, который надвигается на лоток после завершения операций сращивания и укладки световодов. Такой корпус обычно закрепляется с двух сторон конусообразными переходами.

Рисунок 8.6 − Кабельная муфта: 1 − оптический кабель: 2 − волокно: 3 − сросток: 4 − термоусаживаемая муфта
Рабочий температурный диапазон промежуточных муфт с металлическим корпусом составляет от -40 до +50 ° С, муфты с полимерным корпусом могут эксплуатироваться при температурах до -60 ° С.
Герметизация муфты осуществляется холодным и горячим способами с помощью заливочной массы, термоусаживаемых трубок, прокладок и манжет, а также специальных мастик и герметизирующих лент. Некоторые типы муфт за счет применения в их конструкции высококачественных герметизирующих прокладок и манжет, а также крепления крышки на ботах допускают многократную сборку и разборку и за счет этого более технологичны в работе.
При монтаже соединительных муфт на ОК на подводных переходах для электрического соединения металлических проволок соединяемых строительных длин кабеля и обеспечения высокой механической прочности применяется специальный каркас, состоящий из двух фланцевых дисков и фиксирующих трубок между ними.
Очень важным этапом, от которого зависит надежность работы ОВ, являются выкладка их в кассете и фиксация защитных гильз. Для предотвращения выпадения гильз между фиксаторами вводят небольшое количество липкого полиизобутиленового компаунда. Кассету закрывают крышкой и в двух местах скрепляют липкой лентой. Одновременно к ней прикрепляют паспорт на смонтированную муфту.
Читайте также: