
Механическая ножовка это кратко
Обновлено: 06.07.2024
На механической ножовке заготовки отрезают ножовочным полотном, которое получает возвратно-поступательное перемещение от механического привода. Режущие зубья на полотне направлены в одну сторону, поэтому полотно прижимается к заготовке только во время рабочего хода, а при обратном ходе приподнимается гидравлическим механизмом. Вследствие этого износ ножовочного полотна уменьшается, а производительность ножовки увеличивается. [10]
При работе механических ножовок полотно необходимо охлаждать. Охлаждают его эмульсией, подаваемой на полотно специальным насосом. Обычную эмульсию приготовляют в виде раствора: на 10 л воды 1 кг жидкого мыла и 0 5 кг олифы. Все это тщательно перемешивают и кипятят. После остывания эмульсия готова к употреблению. [11]
Разрезают металл ручной и механической ножовкой , а также ножницами - ручными и механическими, рычажными, параллельными и дисковыми. Для разрезания кровельного железа и тонких листов толщиной до 0 5 мм применяют ручные ножницы. [12]
Резка заготовок производится механической ножовкой , ленточной пилой, дисковой пилой, гильотинными ножницами, абразивным кругом, нагретым инструментом, ультразвуком ( см. гл. [13]
Отрезной ножовочный станок ( механическая ножовка ), модель 872А ( рис. 27), предназначен для резки металла толщиной более 12 - 15 мм. [15]
Механизированная резка осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального и специального оборудования.
Механическая приводная ножовка (рис. 117). Представляет собой металлорежущий станок, имеющий станину 1 и стол 2, на котором устанавливаются машинные тиски 3 для закрепления заготовки 6. На станине смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8.

Рис. 117. Приводная ножовка
В целях предупреждения нагрева полотна при резании применяется охлаждение маслом, эмульсией и водой. Охлаждающая жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое применение при выполнении слесарно-сборочных работ.
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на валу его укреплен барабан 3 с замкнутым спиральным криволинейным пазом 4, по которому ходит палец б ползуна 7 с ножовочным полотном 1.

Рис. 118. Электромеханическая ножевка
При вращении барабана ножовочное полотно получает возвратно-поступательное движение и осуществляет резание металла. Во время работы ножовка упирается скобой в заготовку и поддерживается за рукоятку 5.
Пневматическая ножовка (рис. 119). Состоит из шланга 1, рукоятки 2, пусковой кнопки 3, ножовочного полотна 4, поворотного барабана 5, преобразователя движения 6, пневматического двигателя 7. Максимальная толщина разрезаемого металла 5 мм. Наименьший радиус 50 ММ, скорость резания 20 м/мин.

Рис. 119. Пневматическая ножовка
Ручные электрические и пневматические ножницы. Находят широкое применение в промышленности электрические и пневматические ручные ножницы, которыми вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножницы И-31 (рис. 120) предназначены для резания листовой стали толщиной до 2,7 мм. В корпус 1 вмонтирован электрический двигатель мощностью 370 вт, а в картер 2 — ножевая головка.

Рис. 120. Ручные электрические ножницы И-31
Вал двигателя через червячную передачу вращает эксцентрик 3, на котором жестко закреплен кулачок. Нижний неподвижный нож 8 крепится к скобе 9. При вращении эксцентрика 3 кулачок 4 заставляет качаться сидящий на пальце 5 ножевой рычаг 6 с верхним ножом 7 и разрезать металл. Производительность электроножниц И-31 до 3 м/мин.
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости — 3 мм, наибольшая скорость резания — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного проката (пруток квадрат, уголок, швеллер) и листов, а также пробивки отверстий.
Пневматическая пила (рис. 121) применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор 1, червячное колесо которого смонтировано на одной оси со специальной дисковой фрезой 3. Закрепляется груба специальным зажимом 2, который установлен на хвостовике 5. Зажим крепится шарнирно к рукоятке 4.

Рис. 121. Пневматическая пила
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов фрезы 150—200 об!мин.
Дисковые пилы. Эти пилы делятся на универсальные, маятниковые и пилы трения. Универсальной дисковой пилой (рис. 122) разрезают профильный металл различных сечений под любым углом, выполняют продольные разрезы, надрезы или вырезы. На чугунной станине 1 пилы укреплена вертикальная колонка 2, на которой смонтирован поворотный кронштейн 5 с направляющими 8. По направляющим перемещается электродвигатель, на валу 7 которого установлен режущий диск 10. Кронштейн можно поворачивать вокруг колонки и опускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском осуществляется поворотом рукоятки 9. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками 3, 4 и 6.

Рис. 122. Дисковая пила
Широкое применение находят электрические и газовые способы резки металла.
В СССР впервые в мире были разработаны анодно-механический, электроискровой и электродуговой способы резки металла.
Анодно-механический способ разрезания металла основан на использовании электрической эрозии, т. е. разрушения электрическими разрядами.
Применение указанного способа дает возможность разрезать металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-механический способ, основан на использовании явления электрической эрозии.

В отличии от рубки, другим видом механической резки является резка снятием части материала. Этот процесс состоит в том, что режущий инструмент и разрезаемый материал перемещаются один относительно другого и в это время инструмент отделяет от материала часть его, превращая в стружку. При резке металлов таким способом широко применяются ленты и диски, снабженные зубьями. Зубья представляют собой работающие один за другим резцы. Расстояние (или шаг) между зубьями зависит от ширины обрабатываемой детали и твердости металла. Чем больше ширина детали или чем мягче металл, тем большим должен быть шаг.
К пилам, рабочей частью которых является лента, относятся ручные ножовки, механические ножовки, ленточные пилы. К пилам с рабочей частью в виде диска относятся дисковые пилы и пилы трения или фрикционные пилы.
Ножовка по металлу ручная.
Ножовка для ручной резки металла (рис. 1) представляет собой тонкую стальную ленту с режущими зубьями по ребру — ножовочное полотно, которое натянуто между концами скобообразного станка 1. Натяжение полотна в станке осуществляется посредством гайки-барашка 4 у подвижного зажима 3, называемого подвижной серьгой. Ножовочное полотно является режущим элементом ножовки — рабочей частью ее. Рабочий, двигая руками ножовку вперед и обратно и слегка нажимая на разрезаемый металл, производит резку металла.
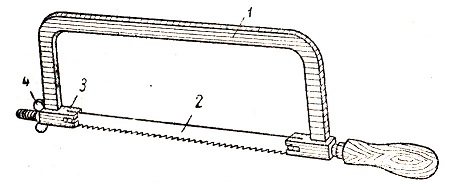
Рис. 1. Ножовка.
Станок ножовки применяется двух типов: цельный и раздвижной, из которых последний более удобен, так как дает возможность вставлять полотно различной длины.
Как установить ножовочное полотно по металлу?!
Ножовочное полотно имеет отверстия на концах для закрепления в станке ножовки. Полотно должно быть в станке достаточно натянуто во избежание изгиба и поломки.
Длина ножовочного полотна по металлу.
Длина ножовочного полотна бывает от 150 до 400 мм при ширине от 10 до 25 мм и толщине от 0,6 до 1,25 мм с числом зубьев от 10 до 32 шт. на дюйме (25,4 мм)
Как выбрать полотно для ножовки по металлу?!
Ножовочное полотно для работы выбирается в зависимости от величины и формы изделия, а также от твердости металла: чем металл тверже, тем мельче и чаще должны быть зубья ножовочного полотна. Тонкие изделия разрезают ножовочным полотном с мелкими и частыми зубьями, а для резания широких изделий применяют полотна с крупными зубьями.
Зубья ножовочных полотен.
Для разрезания деталей из высокоуглеродистой стали применяют полотно с 18 зубьями на 1 дюйм. При резании деталей из низкоуглеродистой стали, а также из латуни и меди выбирают полотно с 24 зубьями на 1 дюйм. При разрезании листового металла берут полотна с большим количеством зубьев, доходящим до 32 на 1 дюйм
Резка металла ножовкой.
Перед началом работы ножовкой надо наметить место реза, надрезав его ребром трехгранного напильника во избежание скольжения полотна ножовки по поверхности металла. В случае увода полотна при резке в сторону необходимо деталь повернуть на 1/4 оборота вокруг продольной оси и резку начинать снова, иначе полотно может сломаться. Зубья ножовочного полотна наклонены в одну сторону, поэтому они режут только при движении ножовки вперед. Это необходимо учитывать и в целях экономии затраты сил, работающим: нажимать на ножовку нужно только при рабочем движении, т. е. при движении ножовки вперед.
Давление на ножовку надо производить равномерно. Усилие давления на ножовку зависит от твердости металла изделия и его величины: давление меньше при мягких металлах и изделиях малого размера и больше — при твердых металлах и больших размерах изделия. В конце резки нажим ослабляется. Неправильное давление на ножовку может привести к поломке зубьев и полотна.
Работа ножовкой выполняется без охлаждения, но для уменьшения трения полотна о стенки пропила применяют смазку из сала или графитовой мази.
Поломка одного зуба часто ведет к поломке других, соседних с ним. Поэтому, чтобы ножовка после поломки зуба работала удовлетворительно, необходимо сточить на точиле рядом со сломанным два-три зуба, а из прорези удалить остатки сломанного зуба ножовки. Новое полотно заводить в прорез нужно осторожно, со слабым давлением, так как новое полотно -толще старого и при сильном нажиме может сломаться.
Механическая ножовка.
С целью повышения производительности и замены ручного труда для резки применяются механические ножовки (рис. 2). Рабочей режущей частью, как и у ручной ножовки, является ножовочное полотно, натянутое на подвижной части станка. Давление на полотно создается передвижным грузом. Возвратно-поступательное движение полотна осуществляется кривошипным механизмом, приводимым в движение от электродвигателя. Подача производится или вручную, или ходовым винтом от электродвигателя.

Рис. 2. Механическая ножовка.
У ленточных пил полотно представляет собой бесконечную ленту с зубьями, натянутую на двух шкивах.
Один из шкивов приводится во вращение от электродвигателя.
Пилы, рабочей частью которых являются ленты, вследствие малой производительности, нашли незначительное применение при изготовлении котельных конструкций.
Дисковая пила станок.
В котельном производстве почти исключительно применяются дисковые пилы (рис. 3).

Рис. 3. Дисковая пила:
1 — станина; 2 — салазки; 3 —головка; 4 — диск; 5 — поворотный стол.
Материалом для изготовления дисков пилы служит углеродистая и быстрорежущая стали. При диаметрах до 400 — 500 мм диски делаются из целого листа с вырезанными по окружности зубьями. Во избежание заедания диска в разрезаемом металле зубья его разводятся.
У дисков крупных размеров зубья делаются вставными, изготовленными из качественной стали. Диск, к которому крепятся зубья, делается из низкоуглеродистой стали. Заточка пил производится на заточных станках.
Диск вращается от электродвигателя, а подача в зависимости от разрезаемого профиля, регулируется автоматически при помощи ходового винта от электродвигателя или вручную — рычагом. При работе диск охлаждается эмульсией.
Станки снабжаются зажимным устройством для закрепления разрезаемого материала. При резке на дисковых пилах получается чистый рез, не нуждающийся в дальнейшей обработке. Однако операция резки малопроизводительна.
Фрикционная пила (пила трения).
Гораздо большую производительность дают фрикционные пилы, или, как их называют, пилы трения. Диск этих пил изготовляется из низкоуглеродистой стали специального проката. Привод осуществляется от электродвигателя, сообщающего диску окружную скорость до 6500 м/мин.
Стол станка имеет зажимное приспособление для крепления материала. Принцип действия пил трения основан на том, что диск вращающийся с большой скоростью, при соприкосновении с разрезаемым материалом доводит его до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу.
Резка металла на фрикционной пиле (пиле трения).
При работе диск необходимо непрерывно поливать водой, направляя ее в зону трения. Подаваемая вода значительно сокращает разогрев диска и разрезаемого металла. Разрез получается ровным, чистым, но с наплывами по его краям. Наплывы легко снимаются зубилом. У кромки разрезаемого металла образуется зона слабых структурных изменений шириной в 1—2 мм, которую необходимо удалить в случае изготовления особо ответственных конструкций. При изготовлении котельных конструкций ленточные и дисковые пилы в основном применяются для резки профильного, материала: уголков, швеллеров, двутавров, труб и т. д.
Механическая ножовка состоит из станины, стола (на котором зажимают в тисках обрабатываемый материал), тисков (передвигаемых вдоль стола и поворачиваемых вокруг своей оси), хобота (направляющей для рамки с полотном) и электродвигателя.
Механическая ножовка

До этого мы рассматривали виды разрезания в основном листового металла. На станке, показанном на рисунке выше, разрезают металл различного профиля. Механической ножовкой можно отрезать (разрезать) круглый, квадратный, угловой, а также металл других профилей.
Чтобы работающее полотно не перегревалось, его охлаждают маслом, эмульсией или водой.
Охлаждающая жидкость подается через трубопровод к месту резания и охлаждает режущую часть полотна.
Правила безопасности
- Прочно и правильно закрепляйте полотно в рамке: туго натянутое полотно может лопнуть, что опасно для работающего.
- Надежно зажимайте заготовку в тисках.
- Убирайте обрезки и заготовки у рабочего места, оно должно быть чистым.
- При разрезании крупных и тяжелых заготовок поддерживайте отрезаемую часть, чтобы она не попала на ноги, рукой или используйте подставки.
Вопросы
- Какие способы разрезания металлов вы знаете?
- Как устроена механическая ножовка и для чего ее применяют?
- Какие причины вызывают поломку ножовочного полотна?
- Для чего охлаждают ножовочное полотно при работе?
- При каком ходе ножовочного полотна происходит разрезание: при ходе вперед (от себя) или назад (на себя)?
Газовая резка металлов
Изучая и отрабатывая приемы резания металлов, вы познакомились с инструментами и станками для резания листового и различных профилей металлов ручным и механическим способами. Вам известно, что существуют и другие способы резания металлов. Одним из них является газовая резка, которую в школьных мастерских не применяют. Но знать о таком способе нужно. Вы, наверное, не раз видели, как на стройках, заводах и на базах металлолома металл режут при помощи огня, специальными устройствами. Вот с этим видом резки мы вас и познакомим.
Газовая резка
Газовой резкой называется процесс сжигания металла в струе кислорода. Этим способом разрезают в основном обычную поделочную сталь с небольшим содержанием углерода. Высококачественные, нержавеющие стали, чугун разрезают особыми способами. Цветные металлы и их сплавы не поддаются газовой резке из-за низкой температуры плавления.
В качестве горючего для подогрева применяют газ ацетил лен, а также пары бензина и керосина. А режет металл кислород, подаваемый под высоким давлением. Режущим инструментом является газовый резак.
Газовый резак

Резак готовит смесь горючего газа или паров горючей жидкости с кислородом и подает на разрезаемый металл.
Резак состоит из следующих частей:
- держателя с вентилями и штуцерами;
- отводных трубок — одной для подачи ацетилена, другой для подачи кислорода;
- мундштука и сопла, где образуется пламя, расположенных на концах отводящих трубок. К штуцерам подсоединяют шланги с кислородом и ацетиленом.
Резка металла происходит следующим образом. От специальных баллонов по шлангам к резаку поступает газ (ацетилен) и кислород. Вначале открывают вентиль с газом и зажигают его. При помощи пламени металл в месте разрезания нагревают до температуры плавления и направляют на это место струю кислорода под давлением. Металл разрезается.

Присоединение резака к баллонам для газовой резки
Вопросы
- Почему описанный вид резки металла называется газовым?
- Что служит режущим инструментом для газовой резки металлов?
- Как происходит процесс газовой резки?

Разрезание металла механическими ножовками и пилами
Разрезание металла механическими ножовками и пилами
Повышение производительности труда при разрезании металла достигается за счет применения механических ножовок и различных приводных пил. В ряде случаев эта работа производится и на токарных, фрезерных и отрезных станках.
Механические ножовки делят на две группы: стацибнарные и переносные.
Стационарная механическая ножовка представляет собой металлорежущий станок. Ома состоит из чугунной станины со столом и хоботом. Хобот служит направляющей для пильной рамы, в которой устанавливается ножовочное полотно. Вместе с рамой полотно совершает возвратно-поступательное движение, врезается в заготовку 6 и разрезает ее. Охлаждается ножовочное полотно в процессе разрезания эмульсией, поступающей по трубке. Ножовка приводится в действие электродвигателем. Станочные ножовочные полотна изготовляют из стали марки РЭ или ШХ15 толщиной от 1,2 до 2,5 мм.
Переносная механическая ножовка удобна при разрезании металла на месте выполнения слесарно-сборочных работ. В корпусе этой ножовки (рис. 85,6) помещен электродвигатель, на вал которого насажен барабан. В спиральный паз барабана входит палец, соединенный с ползуном, на котором укреплено ножовочное полотно. При вращении барабана ножовочное полотно получает возвратно-поступательные движения и производит разрезание металла. Во время работы ножовка упирается скобой и поддерживается за рукоятку.
Разрезание труб и профильного металла, а также резка листовой стали по криволинейным контурам производится пилами различных конструкций. Пилы подразделяют на дисковые (круглые) и ленточные.
Дисковые пилы нашли широкое применение в промышленности. Они делятся на универсальные, маятниковые и пилы трения. Рабочей частью пилы является диск с режущими зубьями или гладкий диск (в пиле трения).

Универсальная дисковая пила применяется для разрезания профильного металла различных сечений, для продольных разрезов, надрезов или вырезов, а также для резки профилей под любым углом. Она состоит из чугунной станины (стола), на которой укреплена вертикальная колонка. На колонке смонтирован поворотный кронштейн с направляющими для электродвигателя, на оси которого устанавливается режущий диск. Кронштейн можно поворачивать вокруг колонки и спускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском в процессе резания осуществляется рукояткой. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками.
Маятниковая пила состоит из одностоечной чугунной станины, на которой смонтированы поворотный стол и кронштейн с качающейся подставкой электродвигателя. От подставки отходит хобот с режущим диском и рукояткой. Для разрезания металлический уголок, швеллер, трубу и другую заготовку укладывают на поворотном столе с опорой на специальные планки. Процесс разрезания пилой сводится к плавному опусканию хобота с вращающимся режущим диском на металл и последующей плавной подаче диска.

Режущие диски диаметром до 400—500 мм делают из целых листов инструментальной стали толщиной 1— 3,5 мм. В дисках больших размеров применяют вставные зубья из быстрорежущей стали. Заточка дисков производится на заточных станках.
Принцип действия пил трения основан на том, что режущий диск, вращающийся с большой скоростью, при соприкосновении с разрезаемым металлом нагревает его в месте реза до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу. Поверхность разреза получается ровной, чистой, но с наплывом по краям. Наплыв легко снимается зубилом. Стол пилы имеет зажимное приспособление для крепления металла. Режущий диск такой пилы изготовляется из низкоуглеродистой стали специального проката.
Листы, профильный металл и трубы нарезают также на ленточных пилах. Такой способ особенно эффективен при разрезании толстых листов со сложными или криволинейными очертаниями при последующей отделке вырезов на внутренних и наружных поверхностях.
Режущее полотно ленточной пилы представляет собой бесконечную стальную ленту шириной от б до 25 мм и толщиной от 0,6 до 1,4 мм с насеченными по кромке зубьями. Узкие ленты применяют для резки по криволинейным контурам с малыми радиусами закругления.
Наибольшее распространение для разрезания листов, труб и профилей из алюминиевых сплавов нашла ленточная пила ЛС-80.
Процесс резки листового металла на этой пиле сводится к подаче листа, уложенного на стол станка, под движущуюся на шкивах режущую ленту. Разрезание ведется по разметочным рискам. Ленточная пила должна иметь хорошее ограждение, перекрывающее всю ленту, за исключением той ее части, которая выполняет работу резания.
Читайте также: