
Классификация видов сварки кратко
Обновлено: 02.07.2024
В промышленности и строительстве, а также при ремонте сварка получила широкое распространение. В чем заключается суть процесса, какая принята классификация и каковы основные характеристики каждого класса вы узнаете из этой статьи.
1. Определение процесса сварки
Для стыковки деталей в промышленности и строительстве используют различные технологии. Лидерскую позицию удерживает сварка. Она широко используется в машиностроении и других отраслях промышленности, при проведении строительных и ремонтных работ. Такую популярность можно объяснить высокой надежностью конструкций, получаемых в результате, и их прочностью. Технология экономически выгодна, отличается высокой производительностью.
Сварка — это технологический процесс, в результате которого образуются неразъемные соединения материалов. Иногда понятие ошибочно относят только к технологии соединения металлических элементов. На деле же разнообразные виды сварки позволяют надежно скрепить не только металл, но и стекло, графит, керамику, пластик. Соединение происходит под воздействием температуры на межатомном уровне, в результате деформирования, либо при сочетании двух способов.
На физическом уровне при сварке атомы и молекулы соединяемых поверхностей образуют прочные связи. Чтобы такие соединения возникли, необходимо соблюдать некоторые условия:
- свариваемые поверхности нужно очистить от загрязнений, оксидов, инородных атомов;
- для облегчения взаимодействия атомов между собой должна произойти их энергетическая активация;
- свариваемые заготовки необходимо разместить на таком расстоянии, которое можно было бы сопоставить с межатомным расстоянием в элементах.
В процессе остывания происходит образование сварочного шва на стыке.
2. Классификация видов сварки
Существующие виды сварки можно поделить на три класса. Эти большие группы выделяют на основании таких различий:
- специфика техники;
- характеристики свариваемого материала;
- особенности защиты процесса сварки от воздействия воздуха.
Способ воздействия на детали — это главный критерий, который позволяет выделить следующие три вида этого процесса:
- Термическая сварка. Совершается при помощи тепла, с применением дополнительных материалов. Источником тепловой энергии при данном виде сварки может служить газовое пламя, плазменный поток, электрическая дуга. Под воздействием высокой температуры присадочный металл плавится, получившаяся жидкость заполняет промежутки между элементами. После остывания получается неразъемное соединение.
- Механическая сварка. Главную роль в соединении элементов играет наружное воздействие на свариваемые детали. Все виды механической сварки предполагают деформацию поверхностей, которая приводит к плотному скреплению на молекулярном уровне. При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.
- Комбинированная сварка. Также известна как термомеханическая, заключается в сочетании перечисленных выше способов. В таком процессе используется давление и тепловая энергия. Например, металл могут предварительно нагреть до нужной температуры, а затем при помощи внешнего воздействия образуется неразъемное соединение.
В каждый из перечисленных классов входит несколько видов сварочного процесса. Основной критерий для разделения — это источник энергии, которая воздействует на свариваемые поверхности.
3. Термический класс сварки
Приведенные ниже способы сварки связаны с образованием сварочной ванны в ходе процесса. Ее образование происходит при участии двух металлов: основного и присадочного. Присадочным металлом при термической сварке может выступать металлический пруток, электрод. Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
3.1 Дуговая
Дуговая сварка наиболее распространена. Для нее не нужны специальные приспособления или инструменты. Для дуговой сварки необходим мощный стабильный разряд электричества в ионизированной атмосфере газов. Во время зажигания дуги происходит ионизация дугового промежутка, которая поддерживается на протяжении всего горения.

Зажигание дуги — это процесс, происходящий в три этапа:
- Контакт металлической заготовки и электрода вызывает короткое замыкание. Оно служит для достижения температуры, необходимой при сварке.
- Затем инструмент отводится на небольшое расстояние (от 3 до 6 мм). Такое действие провоцирует начало термоэлектронной эмиссии электронов.
- Предыдущие действия позволяют добиться возникновения устойчивого дугового разряда. Это происходит, так как дуговой промежуток становится электропроводным.
Данный вид сварки разделяется на три подгруппы исходя из метода соединения деталей:
Материал, число электродов, а также способ их включения в цепь электротока формируют еще одну классификацию дугового вида сварки на несколько подвидов:
- Сварка неплавящимся электродом дугой прямого действия. Используется графитный или вольфрамовый электрод, присадочный материал применяется не всегда.
- Сварка плавящимся электродом дугой прямого действия. Применяется металлический электрод, одновременно происходит плавление основного металла.
- Сварка косвенной дугой. Как правило, этот способ предполагает использование двух неплавящихся электродов.
- Сварка трехфазной дугой. Горение дуги при таком способе происходит между электродами, а также между основным металлом и каждый электродом.
3.2 Газовая
При газовой сварке источником тепла выступает пламя. Это делает данный способ пригодным для использования в полевых условиях и местах, где нет доступа к электричеству, так как питание от электросети не требуется. Еще одно характерное отличие газовой сварки от дуговой — нагрев и остывание свариваемых поверхностей происходят достаточно медленно и плавно. Поэтому технология подходит для соединения тонкостенной стали, цветных металлов, а также для проведения наплавки.

Данный вид предполагает расплавление металла под воздействием пламени, которое образуется в результате горения смеси горючих газов с кислородом. Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
3.3 Лучевая
Области применения лучевого вида сварки — радиодетали, электронные схемы и другие микродетали. Сам процесс происходит под воздействием светового луча. В отличие от других видов сварки, этот должен происходить в специальной камере с вакуумной средой. В противном случае луч будет рассеиваться из-за плотности воздуха.
Способность соединять микро-детали — это отличительное преимущество такого способа, чего нельзя достичь при применении любого другого. Технология широко применяется в радиоэлектронной отрасли.

Лазерную сварку отличают швы высокой точности. В то же время нагревание поверхностей минимально, поэтому даже тонкий материал в результате соединения не деформируется. Такой способ позволяет направлять энергию с помощью призмы в труднодоступные места, которые не получилось бы соединить, применяя другие виды соединений.
Источником энергии может выступать не только световой луч, но и поток электронов из электронной пушки.
3.4 Термитная
Термит, который используют при данном виде соединения деталей, представляет собой специальную смесь для расплавления металла. В ее состав входят алюминий, магний, металлическая окалина. Смесь в виде порошка засыпают в жаропрочную емкость и разжигают с помощью электрической дуги, пропастрона или специального шнура. Тепло, которое выделяется при горении термита, плавит кромки деталей. Расплавленная деталь, смешиваясь с металлом свариваемых деталей, образует неразъемное соединение — происходит сварка.

Соединение, которое получается в результате, отличается высокой прочностью. Этим объясняется востребованность и популярность данного вида сварки в работе с крупногабаритными изделиями. В частности, способ применяется для стыковки труб, рельсов, а также для наплавки крупногабаритных изделий.
3.5 Электрошлаковая
Ни один другой из приведенных видов не подходит для соединения толстых металлических деталей толщиной от 5 см до 3 метров лучше, чем электрошлаковый. При такой сварке вертикально установленные заготовки с двух сторон закрывают с помощью подвижных ползунов из меди с водяным охлаждением. На поддон насыпают слой флюса, который служит источником тепла, а под ним зажигают дугу. Расплавленный флюс становится токопроводящим, он хорошо плавит кромки основного металла и присадочную проволоку.
Сварку такого типа применяют для работы со всеми видами стали, чугуна, некоторыми цветными металлами. Промышленное значение электрошлакового способа очень велико, благодаря экономической выгоде. Чем больше площадь поверхности, которая поддается сварке, тем рациональнее его использование.
4. Термомеханический класс сварки
Термомеханические или комбинированные виды сварочного соединения применяются тогда, когда другим способом невозможно создать ровный шов. Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
- кузнечная;
- контактная;
- диффузионная.
Каждый из них предполагает комбинацию теплового и механического воздействия на соединяемые детали.
4.1. Кузнечная
Соединение железных заготовок при помощи молота и наковальни было известно задолго до возникновения современных видов сварки.
Качество соединения напрямую зависит от мастерства кузнеца, а также от того, насколько хорошо поверхности были очищены от налета перед началом работы. Мастер, производящий сварку данным способом, нагревает заготовки в горне и соединяет их ударами молота, положив друг на друга.

Соединить таким образом получится только пластичные металлы. Невысокая производительность и недостаточная надежность привели к низкой востребованности кузнечного вида сварки. Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
4.2 Контактная
Сварное соединение формируется в процессе пластической деформации. Контактная сварка названа так потому что нагрев происходит благодаря прилеганию поверхности иглы к изделию. В точках контакта выделяется максимальное количество теплоты, которое способствует достижению термопластичного состояния или плавления. Дальнейшее сдавливание провоцирует образование новых точек контакта. Это, в свою очередь, способствует сближению поверхностей на межатомные расстояния, то есть, сварке.

Существуют различные классификации данного процесса по типу сварного соединения, виду сварочной машины, роду питающего трансформатор тока. По типу сварочного соединения выделяют несколько видов для решения разных задач:
- стыковая — нагревается вся площадь контакта;
- точечная — образуются соединения в местах сдавливания под воздействием тока;
- шовная — предполагает соединение деталей внахлест с помощью роликовых электродов;
- рельефная — на плоскости предварительно наносятся выступы, которые разглаживаются после подачи тока.
Контактной сваркой можно легко соединить мелкие детали. Она высокопроизводительная, легко автоматизируется. По этой причине такую сварку используют в машиностроении в составе роботизированных комплексов.
4.3 Диффузионная
Технология базируется на диффузии, то есть взаимном проникновении атомов соединяемых материалов при плотном прижатии друг к другу. Сварку проводят в вакуумной среде или среде инертного газа. В начале процесса детали помещают в специальную камеру, где их закрепляют и начинают передавать усилие. Под воздействием электрического тока происходит нагревание поверхностных слоев металла до близких к плавлению температур. Этому виду соединения металлов способствует высокая диффузионная способность атомов. Более надежное скрепление деталей можно обеспечить, если оставить их на некоторое время под воздействием тока.

Сварку этого типа применяют при плохо контрастирующих материалах. Распространение этого способа не настолько широкое, как у других в группе.
5. Механический класс сварки
Главная особенность способов сварки, относящихся к данному классу, — механическое воздействие на металл с целью нагревания. Выделяемое тепло плавит металл, происходит его соединение. Способы, с помощью которых производят сварку — трение, взрыв, давление, ультразвук.
5.1 Трение
Суть процесса: вращение и давление оказываются на свариваемые металлические элементы. Технология сварки трением считается перспективной разработкой. В процессе могут вращаться как обе заготовки, так и одна из них, в то время как другая неподвижно закреплена.
В зависимости от особенностей технологии различают такую сварку:
- Трение с перемешиванием.
- Инерционная.
- Колебательная.
- С непрерывным приводом.
- Радиальная.
- Орбитальная.
Во всех случаях сила трения разогревает металл до температуры плавления, что делает возможной сварку деталей.
Основные преимущества данного способа заключаются в его высоком качестве и прочности полученной конструкции, небольшом энергопотреблении в сравнении с другими методами. Сварку таким способом можно применять для соединения металлов с разной температурой плавления. Процесс хорошо поддается автоматизации и широко используется в промышленных целях. Чаще всего такую сварку применяют при работе со стержневыми конструкциями и трубами небольшого диаметра.
5.2 Холодная
Применение этого способа сварки предполагает соединение деталей давлением. Неразъемное крепление образуется, когда элементы деформируются и вдавливаются друг в друга. Стыковка деталей становится возможна благодаря межатомным связям.
Холодную сварку делят на три категории:

Технологию применяют для соединения шин, труб или проволоки. Для получения качественного и прочного соединения холодной сваркой необходимо тщательно подготовить место стыка. Результат также зависит от степени сжатия и характера воздействия — вибрационного или статичного.
5.3 Взрывом
Детальная методика данного способа сварки до сих пор не разработана, он считается одним из самых редких.
Процесс сварки взрывом начинается с установки привариваемой заготовки над основным металлом. Затем на привариваемую часть устанавливают детонатор. В качестве взрывных веществ чаще всего используют состав гранулотола, аммонита, гексогена.
После взрыва ударная волна на большой скорости направляет подвижную деталь — она ударяется о нижнюю пластину. Давление в месте контакта значительно превосходит прочность металлов, при котором они переходят в жидкое состояние. За доли секунды происходит молекулярное соединение двух металлических деталей с общей кристаллической решеткой. То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.

Сварку взрывом используют в промышленных целях для соединения разнородных металлов. С ее помощью изготавливают крупногабаритные заготовки и детали, в том числе биметаллические, а также наносят износостойкий слой толщиной до 45 мм на металлические заготовки.
5.4 Ультразвуковая
Ультразвуковой сваркой называют соединение деталей при помощи ультразвуковых волн. Они создают колебания, которые сближают атомы свариваемых заготовок на расстояние, позволяющее им соединиться в общую структуру. Высокое качество соединений делает ультразвуковую сварку достаточно востребованной, несмотря на высокую стоимость оборудования, в производстве электросхем маленьких размеров, соединении металлов с неметаллами. Сварку можно применять точечно, контурно или шовно.

Перед проведением ультразвукового соединения деталей не нужно предварительно очищать поверхности, что экономит время. При сварке элементов из пластмассы важную роль играет возможность контролировать температурный диапазон во избежание перегрева. Ультразвук нагревает поверхность за доли секунды, не выделяя вредные пары и газы.
Череповецкий завод металлоконструкций имеет многолетний опыт изготовления мостовых конструкций, навесов, настилов, гидротехнических сооружений и других металлоконструкций. Сварка и сборка происходит с соблюдением технологий и стандартов качества. Наши клиенты получают продукцию в оговоренный срок и по выгодным ценам.
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. (ГОСТ 2601-84).
Сущность сварки заключается в сближении элементарных частиц свариваемых частей на столько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочность соединения.
Так как свариваемые поверхности неоднородны, имеют макро- и микро неровности, оксидные пленки, загрязнения, то для сварки необходимо приложить внешнюю энергию.
Классификация способов сварки.
Сварка металлов подразделяется по физическим, техническим и технологическим признакам. Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного шва. По ГОСТ19521-74 сварка металлов делится на три класса: термических, термомеханический, механический. (рис.1)
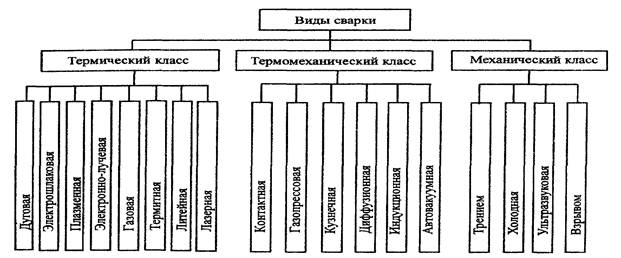
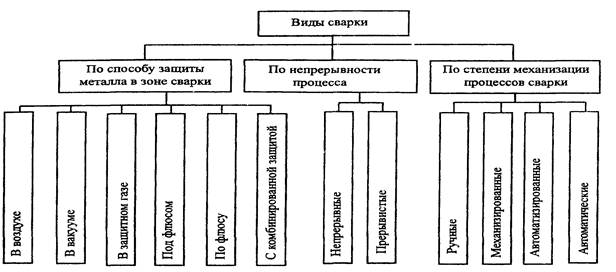
Рис.2 Классификация видов сварки по техническим признакам.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, термомеханическому - с использованием тепловой энергии и давления, механическому – с использованием механической энергии.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень механизации процесса. (Рис.2)
Технологические признаки устанавливаются для каждого способа отдельно.
К технологическим признакам для газовой сварки можно отнести: мощность пламени, вид пламени, диаметр присадочной проволоки и т.д.
Дуговая сварка, при которой расплавление металла свариваемых деталей и электрода(или присадочного материала) производится теплотой, выделяемая электрической дугой. Дуговую сварку можно производить в ручную, полуавтоматически и автоматически.
Билеты для электросварщиков ручной сварки 4, 5 разряда
Билет 1
Классификация видов сварки. Краткая характеристика.
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. (ГОСТ 2601-84).
Сущность сварки заключается в сближении элементарных частиц свариваемых частей на столько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочность соединения.
Так как свариваемые поверхности неоднородны, имеют макро- и микро неровности, оксидные пленки, загрязнения, то для сварки необходимо приложить внешнюю энергию.
Классификация способов сварки.
Сварка металлов подразделяется по физическим, техническим и технологическим признакам. Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного шва. По ГОСТ19521-74 сварка металлов делится на три класса: термических, термомеханический, механический. (рис.1)
Рис.2 Классификация видов сварки по техническим признакам.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, термомеханическому - с использованием тепловой энергии и давления, механическому – с использованием механической энергии.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень механизации процесса. (Рис.2)
Технологические признаки устанавливаются для каждого способа отдельно.
К технологическим признакам для газовой сварки можно отнести: мощность пламени, вид пламени, диаметр присадочной проволоки и т.д.
Дуговая сварка, при которой расплавление металла свариваемых деталей и электрода(или присадочного материала) производится теплотой, выделяемая электрической дугой. Дуговую сварку можно производить в ручную, полуавтоматически и автоматически.
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Термомеханический класс сварки
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.

В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.

Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.

Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.

В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.

Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.

Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).

Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.

Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.

Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.

Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.

К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: