
Газы присадочная проволока и флюсы для газовой сварки кратко
Обновлено: 05.07.2024
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.

Подготовка к работе

Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Если толщина металла не превышает 5 мм, то для сварки шва подойдет присадочный круг 2 – 3 мм. При угловых и тавровых соединениях, где катет шва составляет 3 – 5 мм используют проволоку или прут диаметром 3 – 4 мм.
Материал диаметром 4 – 5 мм применяют при размере места соединения 6 – 8 мм. Перед началом сварки необходимо проверить состояние присадочного материала при наличии следов смазки удалить обезжиривающим средством.
Любой присадочный материал при сварочных работах не должен быть источником образования опасных и вредных веществ. Для этого производители постоянно улучшают качество продукции, для повышения механических свойств используют легирующие элементы, совершенствуют технологический процесс для повышения производительности и качества сварки.
Проволока для сварки алюминия и его сплавов, меди и ее сплавов
Алюминиевая проволока сварочная, а также проволока из алюминиевых сплавов изготавливается согласно ГОСТу №7871-75. Для работы с алюминием рекомендуем использовать марки Св-АК-5, Св-А1 и Св-АМц. Состав проволоки должен быть схож с составом детали.

Для сварки меди и медных сплавов применяется проволока, изготовленная по стандарту ГОСТ №16130-90. Рекомендуем использовать марки проволоки М1 или МСр1. Также можно применять присадочные прутки марки М1р и М3р.
Для работы с другими цветными металлами (например, бронзой или латунью) применяйте проволоку с таким же составом, что и сама деталь. В этом случае марка проволоки не так важна.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом. Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по ссылке.
Особенности применения
Сварочная проволока для газовой сварки ацетиленом (или любым другим горючим газом) перед применением должна быть тщательно очищена от грязи, масла, следов коррозии, краски, окалины и пр. Формируйте швы медленно и равномерно. Не допускайте разбрызгивания металла во время сварки. После остывания валик шва должен быть гладким и однородным на вид. Не допускается присутствие дефектов (пор, трещин, включений шлака и пр.). Следите за тугоплавкими окислами, они не должны попадать в сварочную ванну. А чаще всего они попадают в зону сварки именно с присадочным материалом. Сами окислы образовываются из-за реакции азота с кислородом. Температура их плавления выше, чем у основного металла. По этой причине швы становятся неоднородными и некачественными.
Виды применяемых горючих газов
Баллон
Газовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
Технический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях – до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.










Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.
Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем. При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба.
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.
Сварочные расходные материалы поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
Разновидности
Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.
Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.
Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.
Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.
Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.
Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.
Кислород. С целью получения высокой температуры пламени для нагревания металла при сварке и резке горючие газы или пары сжигают в смеси с технически чистым кислородом. По ГОСТ 5583—58 выпускается технический кислород трех сортов: высшего сорта чистотой не ниже 99,5%; 1-го чистотой не ниже 99,2% и 2-го сорта чистотой не ниже 98,5% 02 по объему. Остаток в 0,5— 1,5% составляют азот и аргон. Чистота кислорода имеет некоторое значение для сварки, так как при снижении чистоты кислорода с 98 до 97% его расход на 1 м шва увеличивается примерно на 1,5%.
При кислородной резке чистота кислорода имеет очень большое значение, так как даже незначительное понижение чистоты кислорода существенно сказывается на увеличении его расхода.
1 м3 кислорода при 1 ата и 20 ° весит 1,33 кг. Кислород получают из атмосферного воздуха, а в некоторых случаях —из воды путем разложения ее электрическим током (электролиз). К сварочным постам кислород доставляется в баллонах под давлением 150 ати или по трубопроводу под давлением 5—30 ати. Большие количества кислорода хранят и перевозят также в жидком виде в специальных изолированных цистернах при атмосферном давлении. Перед использованием для сварки и резки жидкий кислород испаряют, превращая его в газ.
Горючие газы. В качестве горючих газов при сварке и резке применяют ацетилен, водород, пропан и нефтяные газы, природный газ и другие горючие, а также пары бензина и керосина. Основные данные о различных горючих приведены в табл. 63.
Ацетилен является наиболее распространенным горючим, применяемым для газовой сварки и резки. Он представляет собой газообразное химическое соединение углерода с водородом и имеет химическую формулу СгН2. Технический ацетилен не имеет цвета.
но обладает резким характерным запахом. Длительное вдыхание технического ацетилена может вызвать головокружение и даже отравление. 1 ма ацетилена при 20° весит 1,09 кг. При наличии источника воспламенения ацетилен способен взрываться при условии, что его давление превышает 1,5—2 ати. Смеси ацетилена с кислородом и воздухом способны взрываться даже при атмосферном давлении, если содержание ацетилена в смеси с кислородом колеблется в пределах 2,8—93% и в смеси с воздухом — в пределах 2,2—81%.
Взрывы ацетилена обладают большой разрушительной силой и представляют опасность для людей и оборудования. Поэтому при использовании ацетилена необходимо строго соблюдать правила техники безопасности.
Технический ацетилен получают из карбида кальция путем разложения последнего водой. При этом в ацетилен из карбида кальция попадают вредные примеси, загрязняющие ацетилен; сероводород, аммиак, фосфористый водород, кремнистый водород. Эти примеси могут ухудшать свойства наплавленного металла и поэтому удаляются из ацетилена промывкой в воде и химической очисткой. Особенно нежелательна примесь фосфористого водорода, со - держагие которого в ацетилене более 0,07% повышает взрывоопасность последнего.
Карбид кальция (СаС2) представляет собой кускообразное вещество темно-серого или коричневого цвета, с удельным весом 2,26. В техническом карбиде кальция содержится чистого карбида кальция 80—90%, а остальное — примесь извести. Карбид кальция упаковывается в герметические барабаны из кровельной стали по 100—130 кг и в таком виде доставляется потребителям. Размеры кусков равны от 2 до 80 мм. Частиц размером менее 2 мм (пыли) в техническом карбиде должно быть не более 3 %. Чем крупнее куски, тем больше ацетилена можно получить при разложении 1 кг карбида кальция. В среднем при разложении 1 кг технического карбида кальция получается от 230 до 280 л ацетилена. Процесс разложения карбида кальция водой происходит по реакции;
В процессе газовой сварки все металлы и их сплавы, соединяясь с кислородом окружающего воздуха и кислородом сварочного пламени, образуют оксиды, которые имеют более высокую температуру плавления, чем сам металл. Для защиты расплавленного металла от окисления и удаления образовавшихся при сварке оксидов применяют сварочные порошки или пасты, называемые флюсами.
Флюс для газовой сварки вещества, которые вводят в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся оксидов и неметаллических включений.
При газовой сварке флюс применяется в виде порошков, паст или легкоиспаряющейся жидкости. В первых двух случаях он подается в зону сварки вручную, т. е. наносится на кромки свариваемого металла и на присадочные прутки, либо вносится в ванну в процессе сварки периодическим погружением присадочного прутка в сосуд с флюсом.
В случае применения флюса в виде паров (например, флюса БМ-1 при сварке меди, медных и никелевых сплавов) он подается в пламя горелки автоматически в строго дозированном количестве специальным прибором.
В процессе газовой сварки флюсы, вводимые в сварочную ванну, расплавляются и образуются с окислами легкоплавкие шлаки, всплывающие на поверхность сварочной ванны. При этом пленка покрывает расплавленный металл шва, предохраняя его от дальнейшего воздействия атмосферного воздуха. Необходимость применения флюсов при сварке металлов и сплавов, высоколегированных сталей и чугуна вызывается тем, что при нагревании металлов до высокой температуры на их поверхности образуется оксидная пленка, которая при расплавлении переходит в сварочную ванну, препятствуя при этом надежному сплавлению основного и присадочного металла. При сварке углеродистых сталей флюсы, как правило, не применяют.
К сварочным флюсам, применяемым при газовой сварке и пайке, предъявляют следующие требования:
-
должен быть более легкоплавким, чем основной и присадочный металлы;
- расплавленный флюс должен хорошо растекаться по нагретой поверхности металла, т. е. обладать достаточной жидкотекучестью;
- расплавленный флюс не должен выделять ядовитых газов в процессе сварки и вызывать коррозию сварочного соединения;
- флюс должен обладать высокой реакционной способностью, активно раскислять окислы, переводить их в более легкоплавкие химические соединения или удалять их, растворяя так, чтобы процесс растворения заканчивался до затвердевания сварочной ванны;
- образовавшийся в процессе сварки шлак должен хорошо защищать металл от окисления кислородом и азотом воздуха;
- шлаки должны хорошо отделяться от шва после сварки;
- плотность флюса должна быть меньше плотности основного и присадочного металла, чтобы в процессе сварки образуемый флюсом шлак всплывал на поверхность сварочной ванны, а не оставался в металле шва;
- флюс должен сохранять свои свойства на протяжении всего процесса сварки:
- флюс должен быть дешевым и недефицитным.
В зависимости от вида свариваемого металла в сварочной ванне образуются основные и кислые оксиды. Если образуются основные оксиды, то применяют кислый флюс, если кислые - основной флюс. В обоих случаях реакция протекает по следующей схеме:
кислотный оксид + основной оксид = соль.
В качестве флюсов используют буру, борную кислоту, оксиды и соли бария, калия, лития, натрия, фтора и др. Состав флюса выбирают в зависимости от свойств свариваемого металла. При сварке чугуна в сварочной ванне образуется кислый оксид SiO2, для растворения его вводят сильные основные оксиды - К2O, Na2O. В качестве основных флюсов применяют углекислый натрий Na2CO3, углекислый калий К2СO3 и буру Na2B4O7.
При газовой сварке меди, латуни образуются основные оксиды (Cu2O, ZnO, FeO и др.), поэтому для растворения их вводят кислые флюсы. Они обычно представляют собой соединения бора.
При кислородной резке нержавеющих сталей, чугуна и цветных металлов флюс вводится в струю режущего кислорода. Основой флюса для кислородной резки служит железный порошок.
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
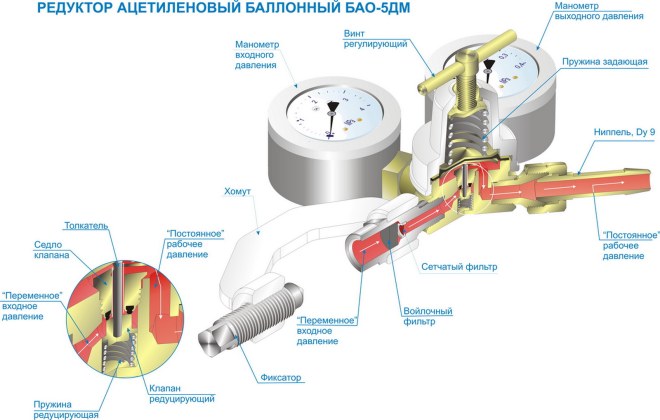
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Оборудование необходимое для сварки
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
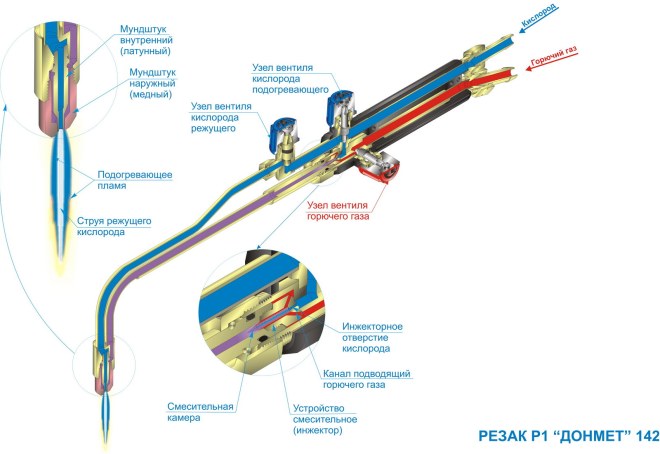
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
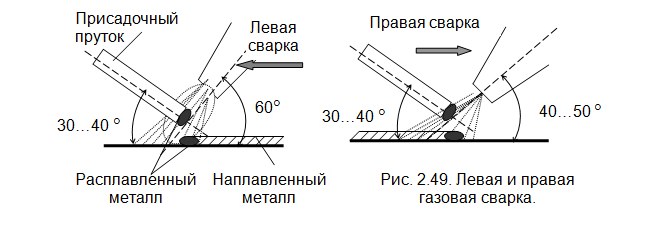
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
Читайте также: