
Автоматическая дуговая сварка кратко
Обновлено: 05.07.2024
Автоматической дуговой сваркой называют механизированный процесс дуговой сварки, в котором управление дугой и подачу присадочного материала производят специальными механизмами.
При ручной сварке максимальная доля стоимости работы приходится на рабочую силу и сравнительно небольшую часть составляют расходы на электроды и электроэнергию. Кроме того, что ручная сварка дорога, она не может давать такого однородного и высокого по качеству шва, как автоматическая. Наконец, автоматическая сварка в 2—3 раза производительнее ручной.
Преимущества механизации процесса дуговой сварки были понятны и изобретателям ее —- Бенардосу и Славянову, и ими были построены первые образцы электросварочных автоматов.
Автоматическую сварку применяют при массовом или крупносерийном производстве однородных сварочных работ.
Сварка металлическим электродом. Увеличение производительности при механизированной сварке достигается: 1) отсутствием необходимости смены электродов, так как электродный материал подается в виде проволоки, поступающей с мотка; 2) возможностью значительно повышать силу сварочного тока, что увеличивает скорость наплавки присадочного материала.
Возможность увеличения силы тока здесь достигается тем, что при ручной сварке ток подключают к электроду в верхней его части (примерно на расстоянии 300 мм от дуги), а при автоматической — на расстоянии около 100 мм и менее от дуги. Подключение тока у конца электрода вызывает сильный нагрев всего электрода и ограничивает возможность увеличения тока. В случае подвода тока вблизи дуги это обстоятельство исключается.
Агрегат для автоматической сварки составляют: 1) мотор-генератор или трансформатор; 2) автоматическая сварочная головка, снабженная механизмом для автоматического регулирования длины дуги и подачи присадочного материала; 3) каретка и механизм передвижения сварочной головки или изделия (при неподвижной головке).
Для защиты металла от атмосферного воздуха при автоматической сварке металлическими электродами применяют флюсы или обмазки.
Флюсы подаются из бункера в виде гранулированной массы, насыпаемой на шов одновременно с подачей проволоки. Расплавленный флюс окружает место сварки, концентрируя в нем тепло, вследствие чего увеличивается количество расплавляемого основного металла, приходящегося на единицу веса присадочного.
Простейший способ нанесения ионизирующих обмазок на электродную проволоку состоит в погружении мотка ее в 10—15%-ный водный раствор ионизатора (например, поташа) с последующей просушкой. Небольшое количество остающегося на проволоке ионизатора оказывается достаточным для получения устойчивой дуги на переменном токе. Для нанесения больших количеств обмазки проволоке можно придавать, например, крестообразное сечение; проволоку такого сечения пропускают через резервуар с обмазочной пастой, заполняющей углубления в профиле проволоки.
На фиг. 379 показана схема устройства сварочной головки для металлического электрода. Присадочная проволока наматывается на барабан 1 и пропускается в приемную трубку 2; ролики 3 служат для подачи проволоки к изделию 7 через бронзовый мундштук 4, к которому подключается ток: механизм коробки передач 5 получает движение от электродвигателя 6.

В настоящее время такие автоматы в России почти не применяют в связи с переходом на автоматическую сварку под слоем флюса.
Скоростная автоматическая сварка под слоем флюса. Академией наук под руководством акад. Е. О. Патона разработан способ дуговой сварки голым электродом под гранулированным флюсом, позволяющий увеличить производительность дуговой сварки в производственных условиях в 5—10 раз по сравнению с ручной.
Другими существенными преимуществами автосварки под флюсом являются:
а) более однородное и высокое качество наплавленного металла по сравнению с ручной сваркой;
б) экономия в электродной проволоке вследствие отсутствия угара и разбрызгивания металла проволоки во время сварки, а также огарков электродов (кусков электрода, остающихся в электрододержателе при ручной сварке после расплавления каждого электрода);
в) экономия электроэнергии вследствие лучшего использования тепла дуги;
г) отсутствие надобности в защитных приспособлениях для глаз сварщиков (дуга горит под слоем флюса) и специальной вентиляции, необходимой при ручной сварке качественными электродами;
д) возможность замены квалифицированных сварщиков ручной сварки менее квалифицированными, так как основные операции выполняет автомат.
Для автоматической сварки под флюсом требуется более тщательная сборка свариваемых изделий, чем при ручной сварке, и правильная настройка всей аппаратуры.
Автоматическая сварка нашла в России широкое применение не только при изготовлении изделий, имеющих сварные швы большой протяженности (сварные балки, резервуары, судовые конструкции и т. п.), но и при сварке мелких швов, например, при обварке связей котлов, шпилек, электрозаклепок и т. п. На фиг. 380 показана схема автоматической дуговой сварки под слоем флюса. Так как дуга образуется под слоем гранулированного флюса, окисления и азотирования наплавленного металла воздухом не происходит. Вследствие большой концентрации тепла под слоем флюса и повышенной силы тока, применяемого при автоматической сварке, разделка шва под автоматическую сварку отличается от обычной: для листов толщиной до 8 мм вместо скоса кромок дают зазор в 2—2,5 мм, при больших толщинах дается скос в 30—45° и зазор около 1 мм.

Полуавтоматическая сварка лежачим электродом. Промежуточным способом между ручной и автоматической дуговой сваркой является сварка лежачим электродом. Сущность этого способа заключается в следующем: в разделку шва укладывают толстообмазанный электрод, присоединенный к одному сварочному проводу; другой провод присоединяют к основному металлу; дуга между лежачим электродом и основным металлом возбуждается угольным или металлическим стержнем. Зажженная дуга перемещается вдоль шва по мере расплавления лежачего электрода. Такой способ не требует сложного оборудования и дает однородный, хорошего качества шов. На фиг. 381, а представлена схема этого способа сварки, на фиг. 381, б показано положение лежачего электрода при стыковом и тавровом соединении деталей.

Толщина обмазки электродов, применяемых при таком способе сварки, должна быть несколько большей, чем при обычных способах, и изготовление более тщательным в части эксцентричности нанесения слоя покрытия. К недостаткам этого способа следует отнести недостаточно глубокий провар корня шва, трудность осуществления криволинейных швов, трудность сварки по прихваткам и невозможность регулирования сечения шва при данном диаметре электрода.
Автоматическая сварка угольным электродом. Сварку можно производить открытой дугой и под слоем флюса. Автоматы, работающие на угольных электродах, отличаются от работающих на металлических только в отношении подачи электрода. Угольный электрод расходуется гораздо медленнее металлического, и горение угольной дуги по сравнению с горением металлической весьма устойчиво даже при значительном изменении ее длины, поэтому при работе с угольным электродом условия механизации процесса легче, чем при работе с металлическим.
Защита наплавленного металла при сварке открытой дугой производится посредством обмазочной пасты, которой покрывают основной металл, или при помощи подаваемого в дугу бумажного шнура, пропитанного квасцами в смеси с 25%-ным раствором поташа.
Угольные автоматы можно применять при сварке стальных листов толщиной от 1 до 10 мм. Скорость сварки листов малых толщин может достигать 80 м/час. Автоматическую дуговую сварку угольным электродом обычно ведут или без присадочного материала, или с присадочным материалом, предварительно заложенным в разделку шва.
Вследствие того, что горение угольной дуги очень устойчиво, для обслуживания двух-трех автоматов иногда достаточно одного рабочего.
Наиболее эффективной является сварка угольным электродом при соединении деталей из тонкой малоуглеродистой стали без присадочного металла на постоянном токе прямой полярности.
Сварка- это самый надежный вид неразъемных соединений металлических и пластмассовых деталей. Дуговая сварка черных и цветных металлов в стеснённых условиях, вредных для здоровья средах проводится с помощью автоматизированных сварочных комплексов. Автоматическая дуговая сварка: что это такое, где применяется, какие бывают разновидности, какие могут встретится особенности- на эти вопросы ответит данная статья.
Суть процесса и варианты

Электрическая дуга, возбуждаемая между движущимся электродом и поверхностью заготовки, выделяет большое количество тепла. Металл детали плавится и заполняет зазор между соединяемыми деталями. При удалении электрода расплав застывает, соединяя детали в единое целое.
Для того, чтобы защитить рабочую зону от контакта с кислородом и азотом воздуха, а также с содержащимися в нем водяными парами, ее окружают слоем флюса. Это специальный порошок, при сгорании которого выделяются защитные газы. Кроме того, в состав флюса входят легирующие элементы и другие добавки, улучшающие качество сварного шва.
[stextbox состав которого описан в ГОСТ 16130-72, может быть включен в состав сварочной порошковой проволоки. Иногда инертным газом заполняют весь объем сварочной камеры, тогда нужда в порошке отпадает.[/stextbox]
Автоматический сварочный станок следит за расстоянием между концом электрода и заготовкой. Существует несколько кинематических разновидностей таких станков:
- головка неподвижна, свариваемые трубы вращаются в приводных валках;
- головка перемещается по заданному пути на манипуляторе;
- головка закреплена на самоходном шасси (тракторе), которое двигается по заданной траектории внутри свариваемого объекта.
Автоматический станок выполняет такие сварочные работы, как:
При выполнении сложных видов соединений применяются такие приемы, как предварительная проварка корневой части и подварка тыльной части шва.
Области применения
В домашних мастерских ввиду дороговизны оборудования и материалов автоматическая сварка применяется редко. Зато в производственных условиях, где окупаемость обеспечивается большими объемами работ, автоматы используются для:
- работы с цветными и черными металлов в различных комбинациях;
- соединения заготовок толщиной от 1, 5 до 200 мм;
- сборки особо ответственных изделий- корпусов атомных и химических реакторов, сосудов давления и других;
- сварки внутренних швов трубопроводов и емкостей.
[stextbox Автоматическая сварка позволяет удалить оператора из сварочной зоны, значительно улучшая условия труда и безопасность производства.[/stextbox]
Преимущества

Сварка ручная и автоматическая используют схожие сварочные технологии. Автоматическому способу сварки присущи такие преимущества, как:
- повышенная производительность, скорость выше в несколько раз;
- высокая стабильность параметров шва;
- возможность глубокой проплавки;
- сборка сосудов и труб, в том числе больших размеров;
- значительное снижение как общей трудоемкости, так и потребности в высококвалифицированных сварщиках;
- значительное улучшение условий труда и безопасности производства.
Отдельные плюсы дает использование флюсов, как порошкообразных с подачей из накопителя по шлангу, так и включаемых в состав сварочной проволоки. В их число входят:
- предотвращает брызги из сварочной ванны;
- стабилизирует параметры электродуги;
- замедляет охлаждение материала шва, улучшая его свойства;
- защищает расплав от воздействия кислорода, азота и водяных паров, содержащихся в воздухе;
- способствует раскислению материала шва и интеграции в него легирующих присадок.
Флюсовый порошок в ходе сварки используется не полностью. Современные тракторы счищают и собирают остатки порошка вместе с окалиной. На более старых моделях это делается вручную после остывания шва, перед нанесением защитных лакокрасочных покрытий.
Разновидности
Применяется несколько разновидностей технологии автоматической сварки. На одних агрегатах манипулятор перемещает головку, на других, применяемых для соединения труб, головка неподвижна, а вращается заготовка. Самоходные шасси перемещают трактора по заданному пути внутри или снаружи соединяемых деталей. Кроме кинематических схем, различаются и способы создания защитной атмосферы вокруг сварной зоны.
В среде аргона
Аргонная сварка проводится неплавким вольфрамовым электродом в защитной среде чистого аргона или его смеси с другими инертными газами.
Газовая смесь подается под небольшим давление в сварочную зону через форсунку, встроенную в головку. Способ применяется как с неподвижной головкой, так и на тракторных системах. Аргонная сварка особенно широко распространена при соединении нержавеющих сплавов и некоторых цветных металлов.
Порошковой проволокой
В этом случае используется плавкий электрод. Он представляет собой сварочную проволоку сложного поперечного сечения. под металлической оболочкой расположены каналы, напененные спрессованным флюсовым порошком. Эта проволока подается в зону сварки с постоянной скоростью специальным механизмом.
Высокая стоимость изготовления такой проволоки окупается снижением трудоемкости операций по внесению порошкообразного флюса вдоль линии шва и последующей уборки его остатков.
Плазменная сварка
В данной технологии применяется электродуги, возбуждается между двумя неплавкими электродами в потоке ионизированного аргона либо гелия. Плазменная дуга благодаря повышенной температуре позволяет эффективно сваривать заготовки из высоколегированных сплавов, в том числе и большой толщины. Таким методом проваривают кольцевые швы, присоединяющие крышки и днища сосудов. Присадочная проволока при необходимости подается в зону сварки специальным механизмом.
Инструменты для обеспечения
Автоматический сварочный станок – это законченный технологический комплекс, осуществляющий большую часть технологических операций по созданию сварного соединения.
Однако следует понимать, что они не всегда могут выполнять большую часть подготовительных и завершающих операций, таких, как:
- механическая зачистка зоны шва;
- обезжиривание;
- зачистка окалины;
- подготовка поверхности и нанесение защитных покрытий.
В большинстве случаев эти работы проводятся, как и прежде, вручную. Для них требуются угловые шлифмашины, проволочные щетки, распылители для растворителей и ветошь. Лишь самые современные модели тракторов способны осуществлять предварительную зачистку области шва.
Аппарат автоматической электродуговой сварки подразумевает программное управление как режимами сварки, так и подачей заготовки (или перемещению трактора по ней). Поэтому важным узлом современным машин является процессорный блок, содержащий программы управления. Программа формируется в постпроцессоре на основании данных трехмерной модели изделия, загружаемой из приложения параметрического моделирования.
На создание, проверку и отладку такой программы затрачивается рабочее время высококвалифицированных специалистов, поэтому экономическая эффективность автоматической сварки достигается в двух случаях:
- производство серии изделий;
- выпуск уникальных, но очень ответственных конструкций (аэрокосмическая отрасль, атомная энергетика и т.п.).
Единичное изделие или небольшую серию обычных деталей эффективнее сделать с помощью полуавтоматической сварки. В этом случае сварщик ведет головку вдоль линии шва вручную, а режимы, подача проволоки и защитного газа управляются механизмами.
Конструкция аппаратов
Основные элементы конструкции сварочного автомата, общие для всех разновидностей, следующие:
- источник питания: мощный инверторный блок, позволяющий получать сварочный ток необходимого напряжения, силы и полярности;
- сварочная головка, закрепляется на аппарате неподвижно либо на манипуляторе, в ней крепятся либо неподвижные неплавкие электроды, либо механизм подачи сварочной (присадочной) проволоки, а также форсунки для подачи защитного газа;
- механизм подачи заготовки для неподвижных станков;
- самоходное шасси для тракторов;
- место хранения запаса газа и проводок;
- система управления, содержащая программу управления сварочными режимами и перемещением.
В зависимости от применяемой технологии и вида свариваемых заготовок, автоматические станки могут оснащаться дополнительным оборудованием:
- система инерционного позиционирования для ориентации внутри протяженных конструкций;
- камеры видеонаблюдения для визуального контроля оператором хода сварки;
- системы подготовки зоны соединения к сварке и механизмы зачистки шва.
Исходя из требований конкретной технологии, в конструкцию аппарата могут вноситься существенные изменения, включающие в себя изменение длины и степеней свободы манипуляторов, оснащение шасси магнитными креплениями, специфических настроек сварочных режимов и другие.
Часть из них может быть выполнена на производственной площадке силами сервисных подразделений. Для серьезных изменений в конструкции необходимо вмешательство завода изготовителя.
Режимы и особенности
Автоматизированная сварка позволяет использовать большие значения сварных токов. Для нее рекомендуют следующие значения тока I в зависимости от диаметра проволоки D:
| D, мм | I, А |
| 2 | 200-300 |
| 3 | 350-500 |
| 4 | 400-700 |
| 5 | 500-1000 |
При монтаже трубопроводов проводится большой объем однотипных операций.
Чтобы максимально повысить их эффективность и снизить непроизводительные затраты энергоресурсов и материалов, формируется техкарта. В ней перечисляется:
- трудоемкость с детализацией по составу бригады и посменной плановой выработке
- потребность во вспомогательных механизмах (кран, бульдозер и т.п.);
- технологические схемы и указания;
- плановый расход ресурсов.

При сварке в герметичных сварочных камерах их объем целиком заполняется инертными газами, а аппарат выполняет свою работу в автономном режиме. Оператор наблюдает за процессом через видеокамеру и в случае возникновения нештатной ситуации может вовремя вмешаться.
Использование аппаратов автоматической электрической дуговой сварки позволяет достичь исключительного качества и стабильности параметров сварных соединений. Они исключают утомляемость сварщика, влияние на качество его состояния здоровья. Кроме того, автоматические станки позволяют проводить работы в труднодоступных местах. Они существенно улучшают условия труда и безопасность производства, исключая близость персонала к сварочной зоне.
Сварка под флюсом. При автоматической дуговой сварке управление электрической дугой, подачу присадочного материала и флюсов, установку и передвижение каретки вдоль шва осуществляют специальные механизмы.
Схема установки и процесс автоматической сварки горизонтального стыкового шва электродной проволокой под слоем флюса показаны на рис. 1.3.5.
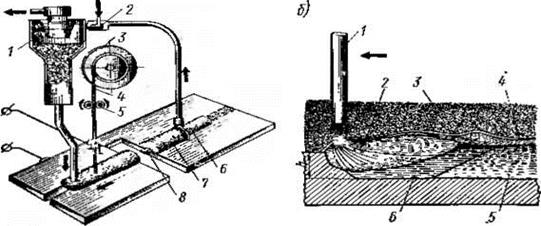
Рис. 1.3.5. Автоматическая дуговая сварка под флюсом:
а — схема установки: 1 — бункер, 2 — флюсоотсасывающее устройство; 3 — кассетa, 4 — электродная головка: 5 — подающий механизм сварочной головки; 6 —шлаковая корка; 7 — флюс; 8— сварной шов; б — процесс сварки; 1 — электрод, 2— газовый пузырь; 3—флюс: 4 — слой шлака; 5 — металл шва; 6 — ванна жидкого металла; h— глубина провара
При автоматической сварке под слоем флюса применяют ток до 3000–4000 А.
Применение автоматической дуговой сварки под толстым слоем флюса (сварка закрытой дугой) позволяет значительно увеличить мощность дуги (до 150 кВт и более); повысить производительность сварки в 5–10 раз по сравнению с ручной за счет глубокого проплавления основного металла; улучшить прочностные свойства и получить более чистый наплавленный металл, чем при ручной дуговой сварке. Это объясняется более полной защитой расплавленной ванны и лучшей металлургической обработкой расплавленного металла шлаком.
Возбуждаемая дуга расплавляет не только электрод и основной металл, но и часть флюса. Расплавленный металл электрода в виде отдельных капель перемешивается с расплавленным флюсом и оседает в сварочной ванне. Образующиеся при высокой температуре дуги паро- и газообразные вещества – продукты частичного испарения металла, разложения флюсов и остатки воздуха, находящегося в слое гранулированного порошкообразного флюса – создают вблизи дуги замкнутую газовую полость. Последняя изолирует дугу от атмосферного воздуха.
Большая плотность тока и направленное давление газов способствуют движению металла и шлака в расплавленной ванне, обеспечивают глубокий провар основногометалла и, в конечном итоге, высокие механические свойства.
Аргоно - дуговая сварка. Аргон – инертный газ – хранят и транспортируют в специальных стальных баллонах под давлением 15 МН/м 2 (МПа). Для сварки меди и ее сплавов применяют аргон, содержащий кислорода до 0,02%, а для сварки низколегированных и хромоникелевых сталей – чистый аргон. При сварке алюминиевых и магниевых сплавов суммарное содержание примесей в аргоне может составлять от 0,05 до 0,1%. Аргоно-дуговую сварку осуществляют тремя способами: ручной сваркой неплавящимся (вольфрамовым) электродом; полуавтоматической и автоматической сваркой неплавящимся электродом; то же, плавящимся электродом.
Сварку неплавящимся электродом обычно ведут на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. При сварке неплавящимся электродом дуга горит между вольфрамовым (или угольным) электродом и свариваемым изделием. В зону пламени дуги подается присадочный пруток, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну расплавленного металла. Сварка осуществляется специальной горелкой, в которой укреплен электрод . По каналу горелки в зону дуги подается аргон.

Сварку плавящимся электродом осуществляют проволокой диаметром 0,6–3,0 мм. Химический состав электродной проволоки выбирают в зависимости от свариваемого металла, требуемой прочности шва и т. д.
Аргоно-дуговую сварку применяют для толстостенных изделий из углеродистой и легированной стали и сплавов на основе алюминия, магния и титана.
Сварка в среде углекислого газа – наиболее экономичный способ сварки малоуглеродистых и среднелегированных сталей. Углекислый газ транспортируют в баллонах емкостью 40 дм 3 под давлением 5—10 МН/м 2 (Па). В таком баллоне содержится 25 кг жидкой кислоты, которая, испаряясь, образует 12,725 м 3 углекислого газа. В пищевой углекислоте содержится не более 1,5% примесей, в том числе не более 0,1 % влаги.
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматической и автоматической. При этом можно использовать электродную проволоку диаметром 0,6—2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако следует учитывать, что при сварке некоторые элементы металла (С, Ti, Mg, Al, V и др.) выгорают. Для компенсации окислительного действия углекислого газа повышают содержание в электродной проволоке раскисляющих элементов (Мп, Si).
Для получения плотного, беспористого металла шва и уменьшения разбрызгивания металла при сварке необходимо поддерживать наиболее короткую дугу (1,5—4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее эффективна для соединения тонких деталей. При сварке деталей малой толщины (до 2 мм) напряжение на дуге должно быть примерно 22 В, ток 60—150 А, расстояние от сопла горелки до металла 7—14 мм. Для сварки деталей средней толщины принимают ток 250—500 А, напряжение на дуге 26—34 В, расстояние от сопла горелки до металла 15—25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной полярности. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 15—25 дм 3 /мин при рабочем давлении 50 кН/м а (кПа).
На полуавтоматических и автоматических установках скорость сварки достигает 60 м/ч.
Сварка под флюсом. При автоматической дуговой сварке управление электрической дугой, подачу присадочного материала и флюсов, установку и передвижение каретки вдоль шва осуществляют специальные механизмы.
Схема установки и процесс автоматической сварки горизонтального стыкового шва электродной проволокой под слоем флюса показаны на рис. 1.3.5.
Рис. 1.3.5. Автоматическая дуговая сварка под флюсом:
а — схема установки: 1 — бункер, 2 — флюсоотсасывающее устройство; 3 — кассетa, 4 — электродная головка: 5 — подающий механизм сварочной головки; 6 —шлаковая корка; 7 — флюс; 8— сварной шов; б — процесс сварки; 1 — электрод, 2— газовый пузырь; 3—флюс: 4 — слой шлака; 5 — металл шва; 6 — ванна жидкого металла; h— глубина провара
При автоматической сварке под слоем флюса применяют ток до 3000–4000 А.
Применение автоматической дуговой сварки под толстым слоем флюса (сварка закрытой дугой) позволяет значительно увеличить мощность дуги (до 150 кВт и более); повысить производительность сварки в 5–10 раз по сравнению с ручной за счет глубокого проплавления основного металла; улучшить прочностные свойства и получить более чистый наплавленный металл, чем при ручной дуговой сварке. Это объясняется более полной защитой расплавленной ванны и лучшей металлургической обработкой расплавленного металла шлаком.
Возбуждаемая дуга расплавляет не только электрод и основной металл, но и часть флюса. Расплавленный металл электрода в виде отдельных капель перемешивается с расплавленным флюсом и оседает в сварочной ванне. Образующиеся при высокой температуре дуги паро- и газообразные вещества – продукты частичного испарения металла, разложения флюсов и остатки воздуха, находящегося в слое гранулированного порошкообразного флюса – создают вблизи дуги замкнутую газовую полость. Последняя изолирует дугу от атмосферного воздуха.
Большая плотность тока и направленное давление газов способствуют движению металла и шлака в расплавленной ванне, обеспечивают глубокий провар основногометалла и, в конечном итоге, высокие механические свойства.
Аргоно - дуговая сварка. Аргон – инертный газ – хранят и транспортируют в специальных стальных баллонах под давлением 15 МН/м 2 (МПа). Для сварки меди и ее сплавов применяют аргон, содержащий кислорода до 0,02%, а для сварки низколегированных и хромоникелевых сталей – чистый аргон. При сварке алюминиевых и магниевых сплавов суммарное содержание примесей в аргоне может составлять от 0,05 до 0,1%. Аргоно-дуговую сварку осуществляют тремя способами: ручной сваркой неплавящимся (вольфрамовым) электродом; полуавтоматической и автоматической сваркой неплавящимся электродом; то же, плавящимся электродом.
Сварку неплавящимся электродом обычно ведут на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. При сварке неплавящимся электродом дуга горит между вольфрамовым (или угольным) электродом и свариваемым изделием. В зону пламени дуги подается присадочный пруток, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну расплавленного металла. Сварка осуществляется специальной горелкой, в которой укреплен электрод . По каналу горелки в зону дуги подается аргон.
Сварку плавящимся электродом осуществляют проволокой диаметром 0,6–3,0 мм. Химический состав электродной проволоки выбирают в зависимости от свариваемого металла, требуемой прочности шва и т. д.
Аргоно-дуговую сварку применяют для толстостенных изделий из углеродистой и легированной стали и сплавов на основе алюминия, магния и титана.
Сварка в среде углекислого газа – наиболее экономичный способ сварки малоуглеродистых и среднелегированных сталей. Углекислый газ транспортируют в баллонах емкостью 40 дм 3 под давлением 5—10 МН/м 2 (Па). В таком баллоне содержится 25 кг жидкой кислоты, которая, испаряясь, образует 12,725 м 3 углекислого газа. В пищевой углекислоте содержится не более 1,5% примесей, в том числе не более 0,1 % влаги.
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматической и автоматической. При этом можно использовать электродную проволоку диаметром 0,6—2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако следует учитывать, что при сварке некоторые элементы металла (С, Ti, Mg, Al, V и др.) выгорают. Для компенсации окислительного действия углекислого газа повышают содержание в электродной проволоке раскисляющих элементов (Мп, Si).
Для получения плотного, беспористого металла шва и уменьшения разбрызгивания металла при сварке необходимо поддерживать наиболее короткую дугу (1,5—4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее эффективна для соединения тонких деталей. При сварке деталей малой толщины (до 2 мм) напряжение на дуге должно быть примерно 22 В, ток 60—150 А, расстояние от сопла горелки до металла 7—14 мм. Для сварки деталей средней толщины принимают ток 250—500 А, напряжение на дуге 26—34 В, расстояние от сопла горелки до металла 15—25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной полярности. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 15—25 дм 3 /мин при рабочем давлении 50 кН/м а (кПа).
На полуавтоматических и автоматических установках скорость сварки достигает 60 м/ч.

Виды и способы сварки
При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
.jpg)
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.

Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
.jpg)
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
.jpg)
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Читайте также: