
Наладка станков автоматов и полуавтоматов конспект
Обновлено: 06.07.2024
Найди готовую курсовую работу выполненное домашнее задание решённую задачу готовую лабораторную работу написанный реферат подготовленный доклад готовую ВКР готовую диссертацию готовую НИР готовый отчёт по практике готовые ответы полные лекции полные семинары заполненную рабочую тетрадь подготовленную презентацию переведённый текст написанное изложение написанное сочинение готовую статью
Италия: исторический опыт организации системы здравоохранения, соц.обеспечения, пенсионного обеспечения
Станки автоматы и полуавтоматы
Основные понятия об автоматизации металлорежущих станков
Машиностроительное производство по своему характеру подразделяется на массовое, серийное и единичное с внутренним подразделением на мелкосерийное, среднесерийное и крупносерийное.
При массовом производстве технологическое оборудование специализируется на выполнение одинаковых, повторяющихся операций технологического процесса.
При серийном производстве технологическое оборудование специализируется на выполнение двух или нескольких закрепленных операций, чередующихся в определенной последовательности.
При единичном производстве технологическое оборудование загружается различными работами и не имеет закрепленных операций или объектов производства.
Важнейшим показателем, характеризующим тип производства, является номенклатура и количество выпускаемых изделий. При этом на одном и том же предприятии производство может иметь различный характер. Так при серийном характере производства основной продукции производство нормалей (болтов, винтов, гаек и т.д.) может носить массовый характер, а продукция инструментальных цехов - мелкосерийный или даже единичный.
Характер производства предъявляет определенные требования к технологическому оборудованию. Если в условиях массового производства со стабильными характеристиками выпуска продукции главным требованием к рабочим машинам является высокая производительность, то для условий серийного и единичного производства первостепенное значение приобретает универсальность и мобильность средств производства при обеспечении соответствующего качества продукции.
Под универсальностью понимается способность оборудования к переналадке на возможно широкий диапазон обрабатываемых изделий.
Мобильность определяется быстротой перехода с выпуска одних изделий на другие.
Как правило, чем выше производительность оборудования и степень его автоматизации, тем ниже показатели универсальности и мобильности.
Рекомендуемые материалы
Привод цепного транспортера с 2-х ступенчатым соосным однопоточным редуктором с косозубыми передачами
Таким образом, массовое производство одних и тех же изделий в течение длительного периода времени требует создания дорогостоящих, предельно автоматизированных, высокопроизводительных машин, длительное время сохраняющих свои эксплуатационные качества. К таким машинам относятся прежде всего станки-автоматы и полуавтоматы, а в условиях серийного производства - станки с ЧПУ. Из таких станков компонуются в дальнейшем гибкие производственные модули и системы, автоматические линии.
Обработка деталей на металлорежущих станках состоит из рабочих и вспомогательных операций. Во время рабочих операций осуществляется формирование требуемой поверхности, то есть производится процесс резания. К вспомогательным относят операции управления станком, установки, закрепления и снятия обрабатываемой детали, операции подвода и отвода инструментов, контроля размеров и т.д.
Автоматами называют станки, в которых весь цикл изготовления детали, начиная от загрузки заготовок и кончая выгрузкой готовых изделий полностью автоматизирован, то есть процесс изготовления деталей происходит без участия оператора. Оператор осуществляет только лишь загрузку станка на партию обрабатываемых деталей и первоначальный пуск.
Полуавтоматами называют станки, в которых весь цикл обработки деталей автоматизирован, а операции загрузки станка штучными заготовками, выгрузки готовых изделий, а также операции управления станком, т.е. его включение и выключение производятся оператором вручную при каждом цикле.
К станкам с ЧПУ обычно относят универсальные станки, в систему автоматического управления которых вводят числа или символы, отражающие величину и характер перемещений инструмента и детали относительно друг друга и работают по заданной программе. Как правило, такие станки характеризуются большой гибкостью, маневренностью и универсальностью в условиях современного динамического производства.
Классификация станков-автоматов и полуавтоматов.

Автоматизированные станки в основном подразделяют по размерам, роду обрабатываемой заготовки, технологическим возможностям (выполняемым операциям), по точности обработки, принципу действия, по конструкции, числу различных органов (шпинделей) и по типам (см. рис. 1).
Так все автоматизированные станки можно подразделить на вертикальные и горизонтальные, которые, в свою очередь делятся на автоматы и полуавтоматы, одношпиндельные и многошпиндельные и т.д.
Вертикальные станки обычно являются более тяжелыми и мощными, чем горизонтальные и предназначаются для обработки деталей большого диаметра и относительно небольшой длины.
Токарные автоматы и полуавтоматы предназначены для обработки деталей из прутка или штучных заготовок соответственно и позволяют выполнить следующие операции: точение продольное и поперечное, подрезание торцев, центрение отверстий, сверление, растачивание, зенкерование, нарезание наружных и внутренних резьб, накатывание рифлений, фасонную обработку, отрезку деталей, а при оснащении станков спец. приспособлениями - фрезерование шлиц, лысок и другие операции.

Рис.1
Системы управления автоматическими станками.
Системы автоматического управления обеспечивают работу станка по заранее заданной программе. Главное отличие автомата от обычного универсального станка состоит в том, что он по точной, заранее составленной программе выполняет определенный повторяющийся цикл работы.
Выбор системы управления во многом зависит от специфики технологического процесса, от конкретных производственных условий, в которых будет эксплуатироваться станок и от требований экономики.
Кроме того, система управления накладывает свои особенности на кинематику и конструкцию станков, систему транспортных и вспомогательных устройств,
так как они неотделимы от системы управления.
Однако любая система управления, независимо от ее технологического назначения, должна отвечать следующему ряду основных требований:
1. высокоточное исполнение команд на перемещение;
2. синхронизация перемещений в различных циклах;
3. высокая надежность работы;
4. мобильность при смене объекта производства;
5. простота конструкции и низкая стоимость;
6. оптимальное регулирование процесса обработки;
7. короткий цикл подготовки программы работы;
8. выполнение большого количества команд (переключение подач и частот вращения шпинделя, поворот резцовой головки, включение и выключение САЖ, смена инструмента и т.д.);
9. управление продолжительными циклами обработки без смены программоносителя.
Системы управления автоматов и полуавтоматов можно различать по следующим признакам: по принципу синхронизации, степени централизации управления, по методу воздействия, числу управляемых координат, виду программоносителя, по наличию или отсутствию обратной связи и т.д.
Централизованные системы управления характеризуются тем, что управление всем технологическим циклом осуществляется с центрального командного устройства (командоаппарата, пульта, распределительного вала, лентопротяжного устройства) независимо от действия и положения ИО. У таких систем управления (СУ) продолжительность рабочего цикла для каждого ИО является, как правило, величиной постоянной. Благодаря простоте схемы управления, надежности в работе удобству обслуживания и наладки централизованные СУ получили наибольшее применение в автоматах и полуавтоматах. К числу недостатков подобных систем можно отнести необходимость иметь дополнительные предохранительные устройства, так как команды с центрального пульта подаются вне зависимости от действия и положения исполнительных и рабочих органов.
Децентрализованные СУ, называемые иногда путевыми, осуществляют управление при помощи датчиков (чаще всего путевых переключателей и конечных выключателей), включаемых движущимися ИО. Эти системы основаны на управлении упорами. Все ИО связанны между собой так, что каждое последующее движение одного может происходить только лишь после окончания движения предыдущего ИО. Преимуществом этой системы управления является отсутствие блокировки, так как команды подаются только лишь после окончания предыдущей операции. Однако датчики расположены в рабочей зоне станков и нередко выходят из строя из-за попадания стружки, пыли, масла и выдают неправильные команды вследствие закорачивания электрических цепей. Кроме того, такие датчики являются еще недостаточно надежными в работе.
Смешанные СУ являются комбинацией первых двух систем. Здесь управление некоторыми элементами цикла осуществляется как в децентрализованной системе, а другими (остальными) от центрального командного, командного устройства. Например, управление всем циклом обработки детали осуществляется централизованно, а контроль выполнения очередных команд - при помощи путевых датчиков.
Наиболее важным и характерным признаком любой системы ПУ является способ задания программы обработки, выбор которого во многом зависит от назначения СУ, от структурной особенности и экономической целесообразности. Любая СУ выполняет строго определенный, заранее намеченный комплекс операций по обработке детали, составленный в виде программы работы автомата. Поэтому СПУ имеет программоноситель, который в той или иной отражает величину, траекторию, скорость и направление перемещения детали и инструмента.
По способу задания программы и виду программирования имеются:
1. системы управления упорами;
2. системы управления копирами;
3. системы управления распределительным валом;
4. СЦПУ (упоры, коммутаторы, штекерное табло);
5. системы ЧПУ (перфокарты, перфоленты, магнитные ленты и т.д.).
Наиболее высокой надежностью обладает СУ распределительным валом. Она представляет собой характерный пример централизованной разомкнутой СУ без обратной связи, обеспечивающей надежную и точную синхронизацию рабочего цикла любой сложности. Эта СУ получила широкое распространение в автоматах самого широкого распространения.
СУ упорами нашли широкое распространение в современных агрегатных станках и автоматических линиях.
СУ копирами, обладая целым рядом преимуществ (возможность обработки деталей со сложными поверхностями, универсальность и мобильность при наладке, широкая возможность автоматизации станков и т.д.) имеют и недостаток - невозможность работы несколькими инструментами, автоматизация только рабочих ходов и сравнительно высокая трудоемкость изготовления копиров.
Цикловые СПУ в отличие от СЧПУ более просты по структуре построения, конструкции и схеме их узлов. Они имеют меньшую стоимость, меньшую сложность освоения, достаточно высокую надежность работы, простоту устранения возникающих неисправностей, но и менее широкие возможности, чем СЧПУ.
Системы ЧПУ более сложны, чем ЦСПУ, более универсальны, обладают высокой гибкостью и переналаживаемостью оборудования на обработку новой детали, но и менее надежны. Несмотря на высокую пока еще их стоимость и сложность в обслуживании они находят все большее и большее применение, особенно при обработке сложных корпусных и дорогостоящих деталей.
Выбор той или иной СУ оказывает существенное влияние на все технико - экономические показатели автоматов и полуавтоматов: их производительность, надежность в работе и экономическую эффективность.
Производительность рабочих машин - это величина, обратная длительности рабочего цикла и суммарных внецикловых потерь. Учитывая только собственные внецикловые потери, получим;

. (1)
Здесь: tp - время рабочих ходов цикла;
tx - время холостых ходов;
åCi - потери по инструменту;
te - потери по оборудованию;
tпер - потери по переналадке;

Qпер - время затрачиваемое на переналадку станка при переходе на обработку другой детали;
а - размер партии обрабатываемых деталей. (1 10 шт./мин., автоматы должны строится по схеме группы 1.
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Практико-ориентированное задание
Цели задания :
Оценивает следующие компетенции:
ПК 2.1. Выполнять наладку автоматов и полуавтоматов.
ПК 2.2. Проводить инструктаж рабочих, занятых на обслуживаемом оборудовании.
ПК 2.3. Осуществлять техническое обслуживание автоматов и полуавтоматов.
Содержание практико-ориентированного задания:
Задание состоит из двух частей.
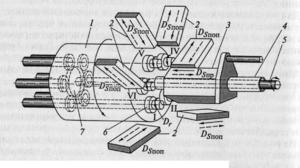
1. Заполните приведенную ниже таблицу, используя предложенное изображение фасонно-отрезного автомата.
Общий вид фасонно-отрезного автомата
2. Составьте инструктаж рабочих, занятых на обслуживаемом оборудовании по окончании работы (5 пунктов) :
По окончании работы:
Время выполнения задания – 45 минут.
Результаты выполнения задания предоставляются в виде заполненной таблицы и написанного инструктажа.
Критерии оценки:
- правильный ответ по пунктам 1-6 таблицы оценивается в 1 балл;
- инструктаж рабочих, занятых на обслуживаемом оборудовании по окончании работы (5 пунктов) оценивается в 6 баллов.
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов

Курс повышения квалификации
Охрана труда
- Сейчас обучается 132 человека из 45 регионов

Курс профессиональной переподготовки
Охрана труда

Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Дистанционные курсы для педагогов
Свидетельство и скидка на обучение каждому участнику
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 610 566 материалов в базе
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Свидетельство и скидка на обучение каждому участнику
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 13.12.2018 430
- DOCX 432.5 кбайт
- 7 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Ринейская Яна Владимировна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
Время чтения: 2 минуты
В Белгородской области отменяют занятия в школах и детсадах на границе с Украиной
Время чтения: 0 минут
Академическая стипендия для вузов в 2023 году вырастет до 1 825 рублей
Время чтения: 1 минута
Рособрнадзор предложил дать возможность детям из ДНР и ЛНР поступать в вузы без сдачи ЕГЭ
Время чтения: 1 минута
Школы граничащих с Украиной районов Крыма досрочно уйдут на каникулы
Время чтения: 0 минут
Отчисленные за рубежом студенты смогут бесплатно учиться в России
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.

Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.

Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.

Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные

Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения

Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные

Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.

Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
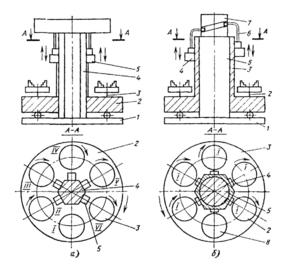
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
CNC Simulator - программа, которая пригодится тем, кто работает со станками с ЧПУ и тем кто только осваивает новые системы. После работы на симуляторе, теоретически, оператора можно сразу подпускать к станку не боясь получить кучу металлолома и поломаный станок.
CNC Simulator - программа, которая пригодится тем, кто работает со станками с ЧПУ и тем кто только осваивает новые системы. После работы на симуляторе, теоретически, оператора можно сразу подпускать к станку не боясь получить кучу металлолома и поломаный станок.

CNC Simulator - программа, которая пригодится тем, кто работает со станками с ЧПУ и тем кто только осваивает новые системы. После работы на симуляторе, теоретически, оператора можно сразу подпускать к станку не боясь получить кучу металлолома и поломаный станок.
CNC Simulator - программа, которая пригодится тем, кто работает со станками с ЧПУ и тем кто только осваивает новые системы. После работы на симуляторе, теоретически, оператора можно сразу подпускать к станку не боясь получить кучу металлолома и поломаный станок.
CNC Simulator - программа, которая пригодится тем, кто работает со станками с ЧПУ и тем кто только осваивает новые системы. После работы на симуляторе, теоретически, оператора можно сразу подпускать к станку не боясь получить кучу металлолома и поломаный станок.
Читайте также:
- Тушение пожаров и проведение аср в чердачных помещениях и на верхних этажах зданий конспект мчс
- Конспект урока первообразная и интеграл
- Значение витаминов в жизни человека конспект урока
- Конспект урока организменная среда жизни
- Конспект занятия по художественной литературе в старшей группе на тему осень щедрая пора