
Газовая сварка металлов конспект
Обновлено: 06.07.2024
Газовая сварка и резка металлов позволяют соединять между собой детали металлических конструкций в промышленности и быту. Это такой технологический процесс, при котором горючее газовое вещество с чистым кислородом под влиянием высоких температур сцепляет кромки поверхностей. Расстояние между ними заливают расплавленным материалом, источником которого является присадочная проволока.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.

Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали. В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
Коксовый газ
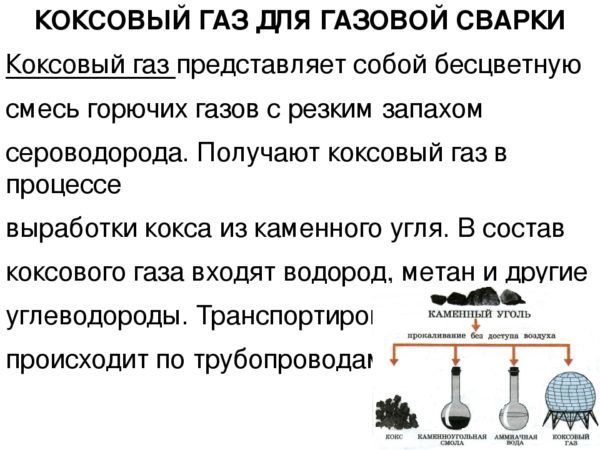
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Природный газ
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.

Материалы, подходящие для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
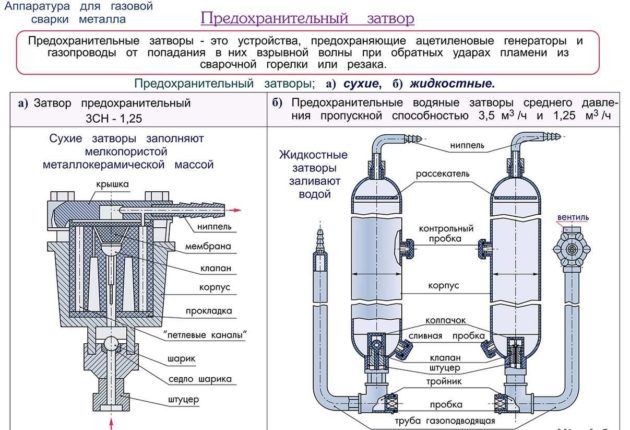
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
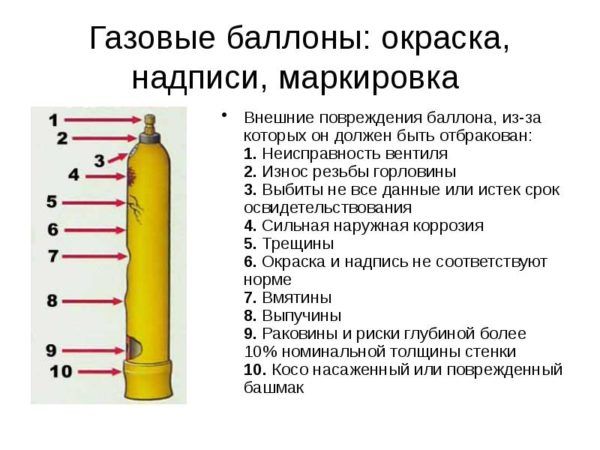
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.
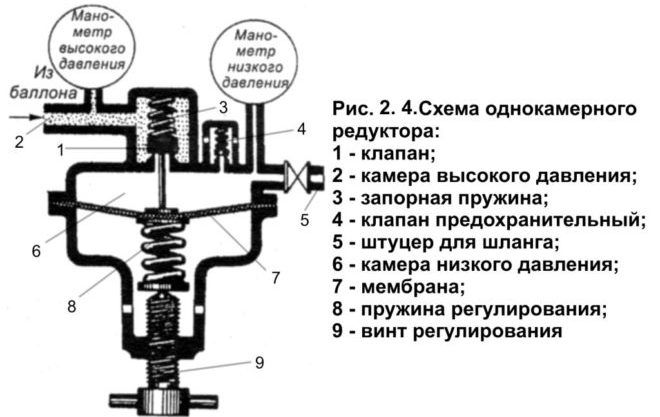
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
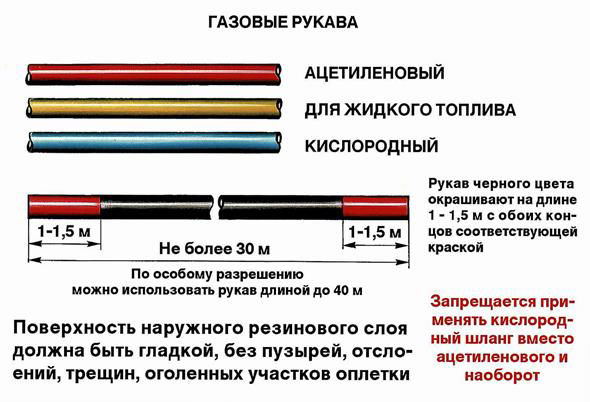
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
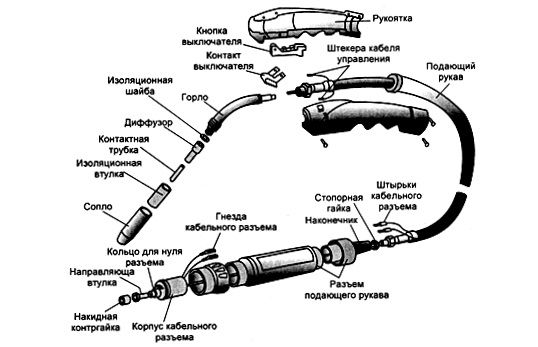
Газовая горелка
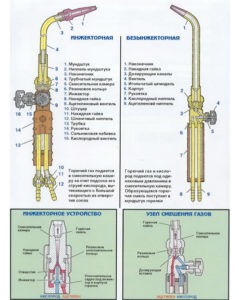
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
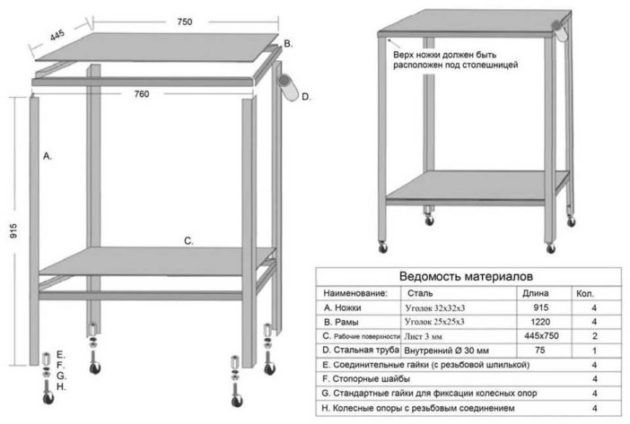
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
Газовые резаки
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно разделяется на периоды:

- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм; от №16; от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0 С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям. Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
Видео по теме: Работа резака и обучение резки металла

Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
Определение газовой сварки

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
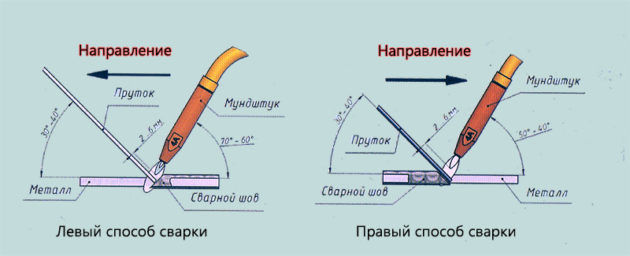
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.

Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.

Газовая сварка представляет собой процесс, в котором расплавление металла изделия и присадочного металла осуществляет за счёт теплоты, получаемой при сгорании горючего газа в кислороде. При этом способе сварки горючий газ является не только источником теплоты, но и средством защиты от проникновения азота и кислорода воздуха в сварочную ванну.
Для образования сварочного пламени при газовой сварке используют различные горючие газы (ацетилен, пропан, бутан, природный газ, водород) или пары горючих жидкостей: бензина, керосина и др. Однако из всего перечисленного наиболее широко применяется ацетилен (С2Н2), так как он обеспечивает получение пламени с более высокой температурой (3200°C). При этом следует отметить, что для работы по восстановлению отбракованных отливок из чугуна, алюминия и бронз целесообразней использовать заменители ацетилена, так как они менее дефицитны и более экономичны.
Ацетилен можно получить в генераторах воздействием на карбид кальция водой:
СаС2 + 2Н2О = С2Н2 + Са(ОН)2
Ацетиленовые генераторы взрывоопасны и нуждаются в специальном обслуживании. По этой причине для работы одного-двух постов используют преимущественно баллонный ацетилен. Ацетиленовый баллон емкостью 40 л предварительно заполняется активированным углём и на 1/3 заливается ацетоном. Ацетиленовый баллон всегда окрашивается в белый цвет. Хранение и эксплуатация таких баллонов безопасны.
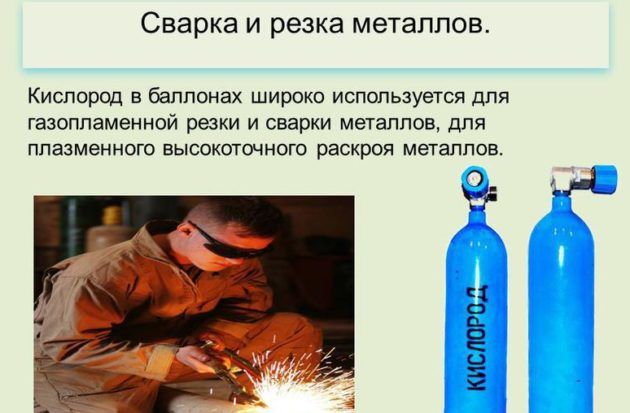
Технический кислород, используемый при газовой сварке, получают из сжиженного воздуха. К месту потребления его доставляют в специальных металлических баллонах, окрашенных в синий цвет.
Один баллон ёмкостью 40 л, наполненный кислородом под давлением 15 МПа, содержит 6000 л кислорода в свободном состоянии.
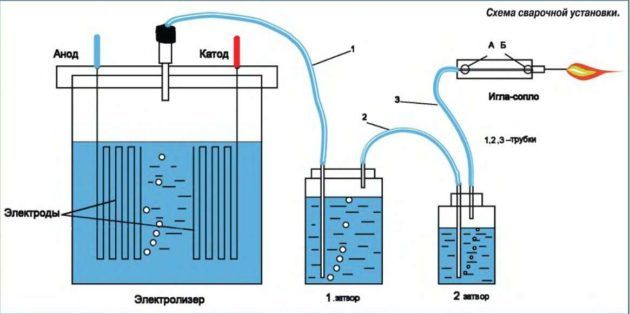
Питание газосварочного поста кислородом и ацетиленом осуществляется от ацетиленового и кислородного баллонов; от кислородного баллона и ацетиленового генератора; от ацетиленовой и кислородной рамп (централизованное снабжение). Последний способ питания применяют при значительном количестве постов газовой сварки и резки.

Схема питания газосварочного поста от баллонов представлена на рисунке. Для газовой сварки в основном применяют инжекторные горелки, так как они работают на ацетилене низкого давления и относительно безопасны в работе.
На рисунке представлена схема инжекторной горелки. По шлангу к вентилю (5), через него в инжектор (4) поступает кислород. Вытекая с большой скоростью и инжектора в смесительную камеру (3), струя кислорода создаёт разряжение, вызывающее подсос ацетилена. Ацетилен поступает по шлангу к соединительному ниппелю (6), а затем через корпус горелки в смесительную камеру, где образует с кислородом горючую смесь. Полученная смесь по трубке наконечника (2) через мундштук (1) выходит в атмосферу. При воспламенении смесь образует сварочное пламя.
На рисунке показано ацетилено-кислородное пламя. Оно имеет три зоны: 1 – ядро голубого цвета; 2 – рабочую зону, окрашенную в фиолетовый цвет; 3 – факел.

Рабочая зона состоит из продуктов неполного сгорания ацетилена (СО иН2). В этой зоне выделяется большое количество теплоты, а образующаяся газовая среда имеет восстановительный характер и надёжно защищает металл сварочной ванны от окисления и азотирования. Такое пламя называется нормальным.
его получения необходимо, чтобы в смеси газов на один объём химически чистого кислорода приходился один объём ацетилена. Однако на практике для питания горелки используют технический кислород, содержащий небольшое количество примесей. Этим объясняется, что реально для получения нормального пламени соотношение газов смеси составляет:
β = О2/С2Н2 = 1,1 – 1,2.
Нормальное пламя используют для сварки низкоуглеродистых, низколегированных и высоколегированных сталей, а также для сварки меди, никелевых сплавов, алюминия, цинка, свинца и др. При сварке цветных металлов, окислы которых не восстанавливаются газами пламени, необходимо применять флюсы, содержащие химические растворители этих окислов.
Окислительное пламя образуется при β = 1,3-1,5. Окислительным пламенем сваривают латуни.
Науглероживающее пламя получается при β = 1. Такое пламя используют при сварке высокоуглеродистых сталей, чугуна и при наплавке твёрдых сплавов.
Для выполнения процесса газовой сварки необходимо иметь ацетилен, кислород, сварочную горелку, присадочный пруток и соответствующий вспомогательный инструмент.
Тепловая мощность газового пламени условно определяется расходом горючего газа (в л/ч) и регулируется сменой наконечников и вентилями горелки.
В зависимости от требуемой мощности выбирают необходимый наконечник горелки. При использовании газовой сварки для изготовления металлических изделий предпочтительным типом соединения является стыковое. Нахлёсточное и тавровое соединения вследствие возникновении в изделии значительных собственных напряжений нежелательны, а при сварке изделий большой толщины недопустимы.
Сварка деталей толщиной до 2 мм осуществляется без скоса кромок и без зазора между листами или отбортовкой кромок. При толщине листа 2-5 мм соединение встык выполняют без скоса кромок, но с соответствующим зазором.
Сталь толщиной более 5 мм сваривают только встык с применением одностороннего или двустороннего скоса кромок.
По тепловой эффективности воздействия газосварочного пламени на металл изделия различают два способа газовой сварки – правый и левый. Практика сварки показывает, что при толщине изделия из стали до 3 мм более производительным является левый способ, а для изделий больших толщин – правый.

В зависимости от применяемого способа сварки и толщины свариваемого изделия диаметр присадочной проволоки (в мм) определяют по следующим формулам:
-для левого способа d = S/2 + 1
-для правого способа d = S/2 + 1
При сварки изделия толщиной более 15 мм диаметр проволоки принимают не более 6-8 мм.
Основное время (в мин), затраченное на сварку 1 м шва, определяют по формуле
где K – коэффициент, зависящий от вида металла и равный: для низко- и среднеуглеродистой стали 4-5; для меди и её сплавов, чугуна и легированной стали – 6; для алюминия – 4.
По популярности газовая сварка находится на втором месте после электродуговой. Технология относится к виду сварки плавлением. Газосварочное оборудование обеспечивает надежное соединение цветных и черных металлов.

Что такое газовая сварка
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.

У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Отличительной особенностью газовой сварки является возможность сваривать почти все металлы.
Достоинства и недостатки
К плюсам газовой сварки относят:
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
Газовую сварку металлов применяют для выполнения:
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Широкое распространение газопламенная сварка получила в строительстве, сельском хозяйстве, ремонтных мастерских.
Применяемое оборудование
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.

Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
Обратите внимание!
При высоком давлении или температуре ацетилен взрывается. Поэтому, по правилам безопасности установка водяного затвора обязательна.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Расходные материалы
Расходными называют сварочные материалы, необходимые для формирования швов. Для заполнения зазоров между соединяемыми деталями используется присадочная проволока. Ее диаметр выбирают в зависимости от толщины заготовок и способа сварки. Если проволоки нужной марки нет, ее можно заменить полоской металла, из которого сделаны детали.
Для защиты расплавленного металла от окисления при контакте с воздухом используют флюс, который создает защитную среду за счет выделения газов при нагреве. Особенно это актуально при сварке меди и алюминия, а также их сплавов. Для углеродистой стали такая защита необязательна. Во все виды флюса в качестве основного компонента входит борная кислота. Составы готовят в виде пасты, порошка, раствора. Флюс наносят на детали или присадочную проволоку.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.

В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
- Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.

У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Читайте также: