
Четырехсторонние продольно фрезерные станки конспект
Обновлено: 07.07.2024
Рабочие органы четырехстороннего продольно-фрезерного станка состоят из двух горизонтальных шпинделей — верхнего и нижнего — и двух вертикальных шпинделей — правого и левого. В станках некоторых моделей дополнительно установлен пятый нижний горизонтальный шпиндель. Подача материала вальцово-гусеничная или вальцовая. Станки оборудованы направляющими линейками и прижимами. Все элементы закреплены на литой станине.
В процессе работы в подающий механизм непрерывно вручную или с помощью питающего устройства подают заготовки (доски). Захваченная подающими устройствами заготовка поступает на ножи нижней горизонтальной ножевой головки. Нижняя ножевая головка обрабатывает нижнюю пласть, создавая первую базовую поверхность, затем заготовка поступает к ножевой головке правого вертикального шпинделя, которая, обрабатывая кромку, образует вторую базовую поверхность. Базируясь на эти две поверхности, заготовка надвигается на ножевую головку левого вертикального шпинделя, строгающую вторую кромку, и, наконец, верхняя горизонтальная головка обрабатывает верхнюю пласть.
Шпиндели обычно укрепляют на суппортах, позволяющих изменять их положение при настройке в вертикальной и горизонтальной плоскостях. Это очень важно, так как четырехсторонние продольно-фрезерные станки рассчитаны на обработку заготовок (досок) различных размеров как по ширине, так и по толщине. Вертикальные шпиндели станков можно также наклонять в плоскости, перпендикулярной направлению подачи.
Дополнительный нижний пятый шпиндель И часто называют калевочным, он предназначен для выборки профиля в нижней пласти заготовок и для разделения их по ширине или толщине на отдельные бруски. В первом случае на шпинделе крепят профильные фрезы, во втором — дисковые пилы диаметром до 350 мм. В станках С16-4А калевочный суппорт можно переставлять из нижнего положения в верхнее для выборки глубокого профиля на верхней пласти заготовки (доски). Кроме того, в этих станках предусмотрена возможность поворота дополнительного шпинделя на 90°, что позволяет использовать его для деления заготовок по толщине.
Шпиндели вращаются с частотой 5000—6000 об/мин от индивидуальных электродвигателей. Часто на станках бывают установлены электродвигатели с удлиненными валами, которые являются одновременно шпинделями.
Шпиндели, выполненные отдельно от электродвигателей, соединены с ними муфтами или ременными передачами; в этом случае электродвигатели работают от тока промышленной частоты, во всех остальных — от электрического тока повышенной частоты (100 Гц).
Некоторые модели четырехсторонних продольно-фрезерных станков оборудованы гладильными ножами, установленными непосредственно за первым горизонтальным нижним шпинделем. Из трех установленных гладильных ножей два работают, а третий эксцентриком утопляется ниже направляющих и находится в резерве. Гладильные ножи снимают с обработанных нижних пластей заготовок мелкие неровности. Каждый нож установлен в выдвижной коробке под некоторым углом к направлению движения заготовок. Ножи можно передвигать по высоте (каждый в отдельности) эксцентриковыми валиками. Это необходимо для изменения толщины снимаемой стружки.
Гладильные ножи снимают длинную стружку, которую не могут удалять эксгаустерные устройства, поэтому станки дополнительно оборудуют устройством для дробления стружки, работающим от отдельного электродвигателя.
Если стружка забивается под гладильные ножи, то налицевой поверхности заготовки могут образоваться выпуклости, неровности, борозды и углубления. При обнаружении этого дефекта проверяют правильность установки ножа. Поворотом эксцентрика нож утопляют, коробку с ножом удаляют из станка для осмотра и вводят в работу резервный нож.
Стружка забивается под нож, когда между ним и стружколомателем имеется зазор (местный или по всей длине) или если нож выступает из стружколомателя меньше чем на 1—2 мм, а также когда задняя грань ножа находится ниже уровня стружколомателя. Устранив недостатки, коробку с ножом ставят на место.
При вальцово-гусеничной подаче цепь и вальцы работают от од-ного привода (часто с вариатором для бесступенчатого изменения скорости). Скорость подачи находится в пределах 4—42 м/мин. Верхние вальцы можно настраивать по высоте.
Вальцовый механизм подачи размещен в головной части станка, однако вальцы могут быть рассредоточены и вдоль станка. Поверхность у них рифленая или гладкая. Если вальцы устанавливают позади верхнего ножевого вала, их иногда покрывают резиной, что дает лучшее сцепление с поверхностью заготовки и в то же время сохраняет класс шероховатости ее обработки.
Направляющие устройства состоят из стальных плит и направляющих линеек. Плиты образуют опорную поверхность для заготовок. Опорную плиту переднего стола перед нижней горизонтальной ножевой головкой устанавливают по высоте, поворачивая маховичок винтового механизма, и достигают этим изменения толщины стружки, снимаемой с заготовки. Эта толщина не должна превышать высоты неровностей на поверхности заготовки.
Четырехсторонние продольно-фрезерные станки оборудованы централизованной системой управления, которая предусматривает блокировку, предотвращающую поломку отдельных элементов станка в случае, если станочник допустит ошибку в управлении станком.
Четырехсторонние продольно-фрезерные станки С10-2, С16-5, С16-4А, С25-01 имеют много общего по конструкции и отличаются в основном размерами и в отдельных случаях — порядком размещения рабочих органов, мощностью электродвигателей приводов.
Станок С10-2 предназначен для обработки одновременно четырех сторон заготовок и досок шириной до 100 мм (что указывается в индексе модели) и толщиной до 50 мм. Все станки моделей С16 предназначены для обработки заготовок и досок шириной до 160 мм и толщиной до 80 мм; станки С25-01 —для заготовок шириной до 260 мм и толщиной до 125 мм.
Станок С16-4А — основной в группе четырехсторонних продольно-фрезерных станков. Он предназначен для плоскостного фрезерования досок, брусков и планок одновременно с четырех сторон.
Станина станка чугунная, коробчатой формы. На суппортах станины закреплены электродвигатели, на их валах устанавливают ножевые головки. На станине закреплены также направляющие линейки и подпружинные ролики для прижима заготовок к столу станка и направляющей линейке.
Суппорт с электродвигателем нижней ножевой горизонтальной головки (первой по ходу подачи) может передвигаться по вертикали и фиксируется эксцентриковым зажимом. Суппорт с электродвигателем правой вертикальной головки (второй по ходу подачи) может перемещаться в поперечном направлении и фиксируется клеммным зажимом. Суппорт левой вертикальной головки (третьей по ходу подачи) перемещается по вертикали маховичком и фиксируется прихватом; в осевом направлении положение суппорта изменяют и фиксируют винтами.
Для установки подающих вальцов, ножевых головок и прижимных элементов на размер строгаемого материала на станке предусмотрены соответствующие шкалы. На станке установлен счетчик погонажа, пульт управления размещен на фронтонной части станины, электроаппаратура станка помещена в электрошкафу. Заготовки подаются в станок вручную ийи с помощью магазина, подхватываются подающими (двумя нижними и двумя верхними) вальцами от привода, включающего электродвигатель, вариатор, редуктор и шестеренчатую передачу. Скорость подачи изменяется бесступенчато.
Положение движущейся в процессе обработки заготовки определяется опорными столами и боковыми направляющими линейками.
Все шпиндели имеют оградительные устройства, которые одновременно служат приемниками для стружки. Перед механизмом подачи установлены ограничитель толщины досок и когтевая защита.
Система управления станком обеспечивает невозможность включения и работы механизма подачи при отключении хотя бы одного из электродвигателей рабочих органов, невозможность включения электродвигателей при неустановленных ограждениях.
Мощность электродвигателей станка и высокая скорость подачи позволяют применять при эксплуатации станка скоростные режимы обработки.
Станок С16-4А как станок с проходной обработкой, с бесступенчатой скоростью подачи может быть включен в автоматическую линию.
Четырехсторонний продольно-фрезерный станок С25-01 также является базовой моделью. Вальцовый механизм подачи с бесступенчатым изменением скорости установлен в переднем блоке станины. Конструкция станка позволяет дополнить его автоматическим магазинным питателем, для привода которого на одном из валов механизма подачи станка предусмотрена звездочка. Настройка подающих вальцов на толщину материала производится маховичками. Прижимные элементы, расположенные в зоне вертикальных шпинделей, смонтированы в общем блоке. При настройке прижимных элементов по высоте блок перемещается в вертикальной плоскости маховичком. Верхний горизонтальный ножевой вал установлен на суппорте в левой части станины. Для настройки его по высоте предусмотрен винтовой механизм перемещения суппорта с маховичком. Панель управления станка размещена в передней части станка, где находится рабочее место станочника.
Выбор режима работы
Режим работы выбирают по мощности наиболее загруженного электродвигателя и по классу шероховатости обработанной поверхности. Рассчитывают эти показатели так же, как и для рейсмусовых станков, но для всех электродвигателей рабочих органов. Затем выбирают скорость подачи по мощности наиболее загруженного двигателя при условии получения требуемого класса шероховатости обработанной поверхности.
Настройка станков
Четырехсторонние продольно-фрезерные станки в части настройки — наиболее сложные из всей группы продольно-фрезерных станков. У них настраивают режущие узлы, прижимные элементы и подающие устройства.
Верхняя образующая цилиндрической поверхности резания нижней горизонтальной ножевой головки, расположенной впереди остальных режущих инструментов станка, должна совпадать с рабочей поверхностью заднего (неподвижного) стола или быть выше ее на 0,02—0,05 мм. Положение ножевой головки относительно заднего стола проверяют так же, как и при настройке фуговального станка, т. е. контрольным бруском. Совпадение горизонтальной касательной к поверхности резания и рабочей поверхности заднего стола обеспечивают путем перемещения по высоте суппорта шпинделя ножевой головки, поворачивая эксцентриковый валик, на который опирается суппорт, или перемещая суппорт другими устройствами.
Передний (подвижный) стол станка устанавливают ниже заднего на величину слоя древесины, сострагиваемого с пласти заготовки. Этот размер зависит от припуска на обработку и составляет от 1 до 3 мм.
Если Конструкцией переднего стола предусматривается возможность перемещения по высоте только его губки, расположенной у ножевой головки, то толщину сострагиваемого слоя определяет положение этой губки. Такая конструкция стола позволяет легко изменять толщину снимаемого слоя древесины.
При настройке нижней горизонтальной ножевой головки для профильного фрезерования кроме ее установки по высоте необходимо регулировать ее положение по ширине стола. Для настройки используют эталонную деталь или отрезок ранее обработанной детали. Деталь помещают на задний стол над ножевой головкой и прижимают к правой вертикальной линейке.
Если предусмотрено последующее фрезерование кромок заготовки, то между эталонной деталью и линейкой кладут прокладки толщиной, равной толщине сострагиваемого правой ножевой головкой слоя древесины. Головку устанавливают в горизонтальном и вертикальном направлениях по эталонной детали и закрепляют.
Расположенную после нижней верхнюю горизонтальную ножевую головку устанавливают так, чтобы расстояние от режущих кромок ножей до расположенного под головкой стола равнялось толщине обработанных заготовок.
Если верхняя ножевая головка расположена первой на ходу заготовки, то одновременно настраивают и верхний стол, к рабочей поверхности которого заготовка прижимается верхней пластью при фрезеровании ее нижней пласти нижней горизонтальной ножевой головкой. Стол этот устанавливают над задним столом нижней горизонтальной ножевой головки параллельно поверхности стола на высоту, равную толщине фрезеруемой заготовки. Головку устанавливают так, чтобы горизонтальная плоскость резания совпадала с рабочей поверхностью верхнего стола.
Для профильной обработки пласти горизонтальную верхнюю ножевую головку настраивают так же, как и профильную нижнюю.
Правую вертикальную ножевую головку (или фрезу) устанавливают в горизонтальной плоскости так, чтобы обеспечивалось снятие с правой кромки заготовки слоя древесины заданной толщины. Для этого режущая кромка инструмента, имеющая наименьший радиус вращения (при профильном фрезеровании кромки), должна выступать влево за плоскость правой передней вертикальной линейки на величину, равную толщине снимаемого слоя древесины с наиболее выступающей части профиля. Левую вертикальную головку (фрезу) устанавливают в горизонтальном направлении на заданную ширину детали.
Рабочую поверхность левой направляющей линейки устанавливают в плоскости, касательной к окружности вращения режущей кромки инструмента, имеющей наименьший радиус, параллельно направлению подачи заготовки. В вертикальном направлении режущий инструмент устанавливают так, чтобы резцы его перекрывали толщину детали,
Для профильной обработки кромок фрезы на вертикальных шпинделях настраивают по эталонной детали. Фрезу перемещают по высоте, добиваясь совпадения ее профиля с профилем эталонной детали, прижатой к столу станка. Если после профильной обработки кромок предусмотрено снятие слоя древесины с нижней пласти заготовки, то фрезы настраивают по эталонной детали, уложенной на прокладке. Толщина прокладок должна быть равна толщине снимаемого слоя древесины. Опорная поверхность вальцов или гусеницы должна выступать над поверхностью стола на 0,3—0,5 мм. Нижние подающие органы настраивают путем перемещения их по высоте.
Верхние подающие вальцы устанавливают по высоте на расстоянии от поверхности нижних вальцов или гусеницы, равном толщине обработанной заготовки или несколько меньшем толщины (на 1—1(5 мм). Величину усилия прижима верхних подающих вальцов на заготовку регулируют сжатием пружин. Усилие прижима должно быть достаточным для преодоления сопротивления подаче; в то же время нельзя создавать слишком сильное давление вальцов на заготовку, так как это вызывает дополнительные усилия подачи.
При настройке вертикальных прижимов регулируют положение их по высоте и устанавливают величину усилия прижима.
Все вертикальные прижимные элементы, расположенные перед верхней ножевой головкой, устанавливают на 1,5 мм ниже горизонтальной плоскости продольного фрезерования головки, чтобы ели прижимали заготовку, даже если ее верхняя пласть окажется неиро-фрезерованной, и обеспечивали нормальную работу других режущих инструментов станка. Вертикальные прижимные устройства после верхней ножевой головки устанавливают ниже горизонтальной плоскости резания головки на 0,5 мм.
Горизонтальные левые прижимы устанавливают на уровне плоскости резания левой вертикальной головки (фрезы). Прижимы, служащие для подпора стружки перед режущими инструментами (горизонтальными и вертикальными), устанавливают на уровне плоскости резания инструмента, параллельной направлению подачи.
Прижимы должны предотвращать вибрацию заготовки или отход ее от базовых поверхностей. Величину прижима регулируют, подтягивая пружины.
После окончания настройки станка нужно убрать из зоны режущих инструментов и других механизмов станка посторонние предметы, проверить от руки легкость вращения режущих инструментов, поставить на станок все ограждения. Затем включить станок и провести пробную обработку заготовок. Проверив размеры и качество полученных деталей, при необходимости станок поднастраивают.
Правильно настроенный станок должен обеспечивать точность размеров и формы обработанных деталей с отклонениями от прямолинейности боковых кромок не более 0,2 мм на длине 1000 мм; от параллельности боковых кромок — не более 0,3 мм на длине 1000 мм; от перпендикулярности кромки и пласти — не более 0,15 мм на длине 100мм; от равномерности по толщине—по 2-му классу точнссти обработки.
После предварительной настройки станка на заданный размер обработки обрабатывают две-три пробные заготовки и по результатам измерения их считают настройку законченной или вносят в нее коррективы.
Эталлонная деталь, применяемая для настройки, представляет собой копию детали, изготовленную по точности на один класс выше, чем класс точности детали. Изготовляют эталон из древесины твердых пород или лучше из лигнофоля. Размеры эталона нужно периодически контролировать.
Использовать отрезок ранее обработанной детали допустимо при настройке станков на грубую обработку деталей по 3-му классу точности. Условия обработки пробных деталей, по которым поднастраи-вают станок, и сами детали должны быть ха рактерными для данной партии заготовок.
При настройке необходимо пользоваться точными измерительными инструментами.
Работа на станках
Четырехсторонний продольно-фрезерный станок обслуживают двое или трое рабочих. До начала работы следует убедиться в наличии достаточного количества заготовок и в исправности эксгаустер-ной системы,
Перед пуском станка проверяют исправность и правильность положения всех оградительных устройств, а перед настройкой отключают щит станка, на котором расположено кнопочное управление, чтобы предотвратить возможность ошибочного включения станка.
В четырехсторонний продольно-фрезерный станок нельзя направлять доски с крыловатостью, с глубокими рисками или кривые, а также пересушенные, с большим короблением.
В процессе работы станочник, стоя у питательного стола, следит за тем, чтобы доски по роликам стола шли в один ряд, без значительных перекосов, поправляя неправильно лежащие доски вручную Если станок не оборудован питательным столом, то доски или заготовки из штабеля укладывают на стол впереди станка. Материал следует подавать без межторцовых разрывов. При строгании коротких заготовок межторцовые разрывы приводят к остановке заготовки в станке, что может повлечь за собой образование на обработанной поверхности дефектов обработки (вырывы поперек детали, поджоги). Если при данной скорости подачи межторцовые разрывы неизбежны, следует снизить скорость подачи.
Станочник должен следить за правильным положением упоров, ограничивающих размеры подаваемых заготовок, так как попадание в станок заготовок с чрезмерными припусками может привести к поломке станка или к перегреву электродвигателей.
Размеры заготовок после фрезерования следует контролировать через каждые 20—30 мин, пользуясь калибрами. Если в процессе работы частота вращения одного из рабочих органов падает (обнаруживается по возникновению шума, несвойственного нормальной работе станка), станочник должен немедленно выключить подачу до тех пор, пока рабочие органы не будут вращаться с необходимой частотой вращения. При пробуксовке подающих вальцов, указывающей на ослабление прижимов, следует остановить станок и, осмотрев его, устранить причину, нарушающую нормальную подачу заготовок в станок.
При остановке станка следует проверить состояние электродвигателей и ременных передач. Если обнаружено недопустимое нагревание хотя бы одного электродвигателя, нужно остановить станок и устранить причину нагревания. Через 1,5—2ч работы необходимо фуговать и доводить ножи.
При загрязнении столы или вальцы следует очищать. Причиной появления сколов, вырывов, мшистости и ворсистости на обработанной поверхности может быть большая толщина снимаемого слоя древесины. Рубленая поверхность или большое различие в длине волн может быть из-за слабины в подшипниках.
Конструктивно сложные станки предназначены выполнять фуговочные, рейсмусовые, профильные, фрезерные операции за один проход. Рабочие узлы машин осуществляют вращение шпинделей с закреплёнными в них фрезами или другими режущими инструментами. Рабочими элементами оборудования считаются вращающиеся фрезы, головки с ножами и узел подачи.

Четырёхсторонний станок совмещает в себе распил изделия по длине, создаёт требуемый профиль, снимает стружку, делает вертикальный срез бруса.
Устройство и принцип работы
Основание станка — литая чугунная станина, в отсеках которой сосредоточены: четыре автономных электродвигателя, ременной привод, устройство подачи инструмента. Машина оснащена блоком управления, элементами безопасного ведения работ.
Вставки из резины, композита в основании станины обеспечивают поглощение вибрации, снижают шумовые эффекты. Загрузочный стол для перемещения доски, бруса укомплектован прижимными скобами, валиками, струбциной, другой вспомогательной оснасткой. Число рабочих консольных шпинделей варьирует в пределах 4-8 ед. исходя из перечня работ, (толщина снимаемой стружки, профиль заготовки, срезы продольный, поперечный) требований к конечной продукции.
Этапом начала эксплуатации считается настройка машины.
Важно, чтобы зазор между древесиной и столом не превышал 0,127 мм. Этот фактор приводит к дефекту обрабатываемой поверхности.

Плавная, непрерывная обработка пиломатериала возможна только при точной регулировке нижних роликов стола относительно режущей кромки ножа.
Правильная настройка предусматривает, чтобы установка роликов (обоих) соответствовала уровню нижних. Стол, как главный блок станка состоит из нижних и двух верхних фрез. Последний нож размещён на штативе с функционированием от отдельных моторов.
Плотное удержание маломерных заготовок выполняется автоматическим механизмом, работающим с пиломатериалом различной длины, толщины.
Пиломатериал после распила имеет кривизну поверхности, изгибы, трещины, подлежащие исправлению. Многопрофильные машины устраняют эти недостатки обработкой дерева с четырёх сторон.
- Стол рабочий и продвигающий.
- Нижний, верхний, левый, правый шпиндели.
- Вальцы подачи, сброса.
- Шпиндель сложных форм обработки.
Подающий стол с прижимными приспособлениями и регулировкой станины по высоте работает с материалом предусмотренной толщины. Прижимные ролики, смонтированные перед верхним патроном, выправляют деформированную древесину, поступающую на обработку.

Для тонкого материала используется дополнительный прижимной ролик перед первым нижним шпинделем. Выпрямление твёрдых древесных заготовок предпочтительно выполнять на столе с рифлёной плоскостью.
Подающие ролики работают вкупе с пружинами или пневмоприводным цилиндром. Отрегулированные ролики выполняют функции протяжки дерева. Контакт между древесным сырьём и столом достигается, если правильно настроить вертикальные фрезы. Режущая кромка первого правого шпинделя выполняет строгание, профилирование поверхности. Сам строгальный стол (литой) держится на прочном штативе, способствующем ограничению вибрации при эксплуатации.
Не допускается задержка продвижения заготовки, ибо это притупит и выведет из строя режущие элементы.
Станковые узлы обеспечивают эксплуатацию фрез под требуемым углом, что считается серьёзным преимуществом перед оборудованием с горизонтальным или вертикальным резанием. Подача, перемещение, выгрузка обрабатываемого изделия осуществляется приводными клиноременными, зубчатыми ремнями.

Операции контролируются с пульта управления, обеспечивая также соблюдение требований техники безопасности. Вариатор скорости подачи заготовки выполняет черновую и чистовую обработку.
Лёгкая смена профильных фрез считается еще одним фактором повышения производительности многопрофильных станков.
Периодически необходимая очистка шпинделя (стружка, древесная пыль) осуществляется мощным давлением воздуха.
Назначение четырёхстороннего станка
Оборудование предназначено изготавливать профильный пиломатериал, продукцию с гладкой поверхностью. Половая доска, паркет, плинтуса, брусья, наличники, мебельные, оконные изделия, ряд другой продукции относятся к номенклатуре, изготавливаемой на этом оборудовании.
Модели соотносятся к продольно-фрезерному и строгальным машинам:
- Рейсмусовый — строгание дерева на заданную толщину с обеих сторон за один проход.
- Строгальный – снятие стружки, профилирование.
- Фрезерный – придание древесине заданной конфигурации.
Четырёхсторонний строгальный станок управляется панелью, выполняющая операции пуск−остановка техники, фиксирует параметры обрабатываемой древесины, устанавливает рабочее положение шпинделей по сечению инструмента и размера заготовки.

Четырёхсторонний фрезерный станок по дереву делает распил пиломатериала указанного размера по длине, а также профилирование нужной конфигурации. Учитывая толщину дерева, нижний вертикальный нож перемещается вместе со столешницей станка.
Главный рабочий узел машины−вал со шпинделями, расположенными горизонтально снизу, и вертикально справа. Мощность, производительность зависит от строгальных механизмов. Машина управляется панелью, выполняя функции:
- Подача заготовки к режущим инструментам.
- Определение размера материала.
- Выставление сечения насадки.
- Пуск−стоп оборудования.
Классификация и отличия станков
Модели деревообрабатывающей серии классифицируются по функциональному признаку: рейсмусовый, фрезерный, строгальный, (фуговальный) другие, включая торцовочный, распиловочный, универсальный. Каждый из них имеет конкретное назначение.
Компактный четырёхсторонний станок выполняет:
- Строгание, создание базовой поверхности.
- Профилирование материала.
- Быструю замеуа режущего инструмента.
- Использование профильных ножей в нижнем и верхнем патроне.
- Визуальное определение размера материала по счётчику (до 0,1 мм).
- Вариация скорости (3-15 м/мин).
- Боковое перемещение шпинделей, что обеспечивается вращением рукоятки (вручную).

Оборудование выполняет обработку древесины требуемой точности, качества.
Прочная чугунная поверхность со слоем нанесенного (0,3 мм) хрома ограничивает износ рабочей плоскости.
Самодельный четырёхсторонний станок
Имеет ряд преимуществ, включая себестоимость готовой продукции. К достоинствам самодельного четырёхстороннего деревообрабатывающего станка относятся: возможность изготовления собственной конструкции, отвечающей поставленной задаче, получение из древесного сырья необходимого изделия.
Принцип работы самодельного станка в части выполнения технологических процессов не отличается от продукции заводского исполнения. Переносные варианты конструкций разнятся по весу, габариту.

Компактность позволяет разместить оборудование частного пользователя в неподготовленном помещении или гараже. Малая потребляемая мощность без дополнительной силовой электролинии обеспечивает стабильную работу станка.
Конструктивно четырёхсторонние машины делятся на лёгкие и тяжёлые серии. Первые ориентированы на погонную обработку древесины, а вторые работают с сырьём больших сечений.
Технические характеристики четырёхсторонних станков исходят из производительности, мощности приводов, скорости подачи, сечения материала. Необходимое оборудование линейки четырёхсторонних станков, подбирается исходя из технологических функций.
Таблица. Характеристики некоторых четырехсторонних станков (характеристики — компания-продавец, модель, количество шпинделей, ширина обрабатываемой заготовки, высота обрабатываемой заготовки, минимальная длина заготовки, диаметр шпинделя, частота вращения, скорость подачи, длина загрузочного стола, наличие фуговального суппорта, мощность двигателя 1 и 4 шпинделя, мощность двигателя 2 и 3 шпинделя, наличие калевочного суппорта, возможные положения калевочного суппорта, мощность двигателя калевочного суппорта, мощность двигателя подачи, мощность двигателя подъема траверсы, суммарная мощность двигателей станка, габариты станка, вес базового станка; компания производитель — БЗДС С23-4, Winner, Nortec, Gau Jing Machinery Industrial Co. Ltd GA-623H, Nortec, Machinery Industrial Co. Ltd GN-6S23, Griggio S.p.A. G 240/5, Griggio S.p.A. G 240/6, БЗДС С25-5a Pro, SCM Group Superset NT Plus, High Point M-180, High Point MX-180/5, Ledinek Superles 4V-S150, REX Bigmaster 310-K, SCM Group Topset Master, REX Timbermaster Type U-41-K, MIDA Alfa-500)
Рисунок 1. Схемы механизмов подачи
Рисунок 2. Схема карданного привода роликов механизма подачи с использованием червячных редукторов
Рисунок 3. Варианты расположения шпинделей в четырехсторонних станках
Таблицу и рисунки смотрите в PDF-версии журнала
И от того, насколько равномерным будет это перемещение, во многом зависит качество обрабатываемых деталей.
Механизмы подачи на четырехсторонних станках
Механизмы подачи четырехсторонних станков относятся к устройствам с фрикционной связью между заготовкой и подающими ее органами. Перемещение заготовок происходит за счет сцепления их поверхности с движущимися рабочими элементами конвейера подачи. При этом преодолевается сопротивление в виде приложенных к ним сил трения и продольных составляющих сил резания.
В четырехсторонних станках использовались и используются концентрированные механизмы подачи трех видов: гусеничный, вальцовогусеничный, вальцовый - и распределенные - роликовые (рис. 1).
Вальцовогусеничные механизмы также отличаются надежностью захвата и высоким усилием подачи заготовок. Используются преимущественно в станках для обработки тяжелых заготовок большого сечения, например, стенового бруса.
Вальцовые, состоящие из вальцов (вальцы - пара параллельных приводных валов, вращающихся навстречу друг другу), применялись в четырехсторонних станках изначально. Эти механизмы отличаются простой конструкцией, надежностью и невысокой чувствительностью к разнотолщинности продвигаемых заготовок.
Общий недостаток концентрированных механизмов подачи всех трех названных видов - продвижение коротких заготовок торец в торец; при косо обрезанных торцах возможно выдавливание заготовок в сторону и вверх, что приводит к необходимости увеличивать усилие верхних и боковых прижимов в станке, ведущее к повышению требуемого усилия подачи.
Поэтому в конструкции большинства выпускаемых сегодня четырехсторонних станков применяется распределенный механизм подачи в виде набора приводных роликов, расположенных друг за другом по всей длине рабочего стола.
Впервые четырехсторонний станок с таким распределенным механизмом подачи был представлен в 1960 году немецкой фирмой Harbs, а сегодня ими оснащается подавляющее большинство четырехсторонних станков. Достоинство роликового механизма - возможность подачи заготовок с межторцевым разрывом и обработки только одной заготовки, которая, не будучи подталкиваемой другими, следующими за ней, свободно проводится приводными роликами через весь станок. Причем и при подаче заготовок торец в торец последняя загруженная заготовка не остается зажатой в станке.
Ролики такого механизма подачи устанавливаются на единой балке на качающихся рычагах и одновременно играют роль верхних прижимов. В старых моделях станков прижим этих роликов к заготовкам выполнялся пружинами, а сегодня для этих целей используются пневмоцилиндры. Подъем балки вместе со всеми роликами и прижимами для настройки на размер обработки осуществляется с помощью моторизованного привода, что позволяет также получить свободный доступ к рабочему столу станка и его шпинделям для их осмотра и замены фрез.
Рабочая поверхность подающих роликов в станках рифленая. Приводные ролики, установленные за фрезой, осуществляющей окончательную обработку, покрываются слоем износостойкой пластмассы.
Привод подачи на четырехсторонних станках
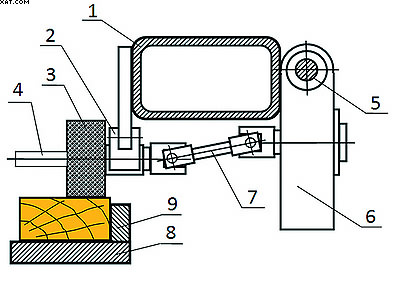
Рис. 2. Схема карданного привода роликов механизма подачи с
использованием червячных редукторов:
1 – балка;
2 – качающийся рычаг;
3 – подающий ролик;
4 – шпиндель подающего ролика;
5 – ось вращения червяков редукторов;
6 – червячный редуктор;
7 – карданный вал;
8 – рабочий стол станка;
9 – направляющая линейка
Первоначально привод вращения роликов таких механизмов подачи осуществлялся от общего вала, проходившего через всю подъемную балку, посредством конических зубчатых и цепных передач.
Но в 1970 году немецкая фирма Gubisch разработала четырехсторонний продольнофрезерный станок
мод. GN14, в котором впервые был применен карданный привод вальцов механизма подачи, используемый сегодня в конструкциях почти всех аналогичных станков. В таком приводе каждый из подающих роликов через карданную передачу присоединен к выходному валу своего червячного редуктора, а расположенные на одной оси червяки всех этих редукторов соединены муфтами и вращаются одновременно одним приводом (рис. 2), который также крепится на балке и поднимается вместе с ней.
В качестве такого привода для вращения роликов изначально использовались электродвигатели с вариаторами различной конструкции, обеспечивавшими бесступенчатое регулирование скорости подачи. В современных станках взамен вариаторов используется частотное регулирование скорости вращения электродвигателя механизма подачи с использованием электронных преобразователей.
Суппорты на четырехсторонних станках

Четырехсторонний строгальный станок High Point M-180
Любой четырехсторонний станок оснащается как минимум четырьмя суппортами: горизонтальными (нижним и верхним) и вертикальными (левым и правым). При этом левые суппорты могут быть наклоняемыми. В так называемых калевочных станках применяется дополнительный универсальный суппорт - калевочный.
В целях унификации каждый изготовитель оборудования старается сделать все эти суппорты одинаковыми. Однако на их конструкцию значительное влияние оказывает необходимость настроечных перемещений. Так, для нижних и правых по подаче шпинделей требуется радиальная настройка, и ее величина минимальна, поскольку она необходима только для регулирования припуска, снимаемого установленной на них фрезой. В то же время все левые и верхние шпиндели при настройке на размер обрабатываемой заготовки должны смещаться в значительных пределах. У всех шпинделей, как правило, также имеется возможность осевого перемещения для настройки положения профильных фрез.
В зависимости от конструкции, разработанной изготовителем станка, шпинделем служит или вал электродвигателя (моторшпиндели), или вал, установленный в подшипниках и приводимый во вращение электродвигателем через ременную передачу. В наиболее простых и дешевых станках один электродвигатель может вращать одновременно два вертикальных шпинделя.
Для передачи вращения электродвигателя к шпинделю в устаревших моделях используются клиновые ремни, а в современных - тонкие синтетические.
Точность и жесткость шпинделей во многом определяется подшипниками, в которых они установлены. Многие изготовители для удешевления своих станков применяют обычные подшипники, в то время как в дорогих и качественных используются подшипники повышенной точности.

Гибкий четырехсторонний продольно-фрезерный станок Superset NT PLUS
Считается, что использование станков с моторшпинделями малоэффективно, так как при замене в них подшипников возможно нарушение балансировки ротора, что может привести к снижению качества обработки. Кроме того, в суппортах с ременной передачей ремень служит демпфером, что предотвращает перегрузку двигателя; его замена в случае выхода из строя обойдется дешевле, чем замена моторшпинделя.
Калевочный суппорт четырехстороннего станка

Четырехсторонний станок БЗДС серии С25
Такой суппорт в зависимости от исполнения и модели четырехстороннего станка может работать по отношению к заготовке только снизу, снизу и слева, снизу и сверху, снизу и справа, а также снизу, сверху, слева, справа или наклоняться под любым углом.
Выбор технологических возможностей этого суппорта зависит от профилей сечения деталей, выпускаемых предприятием.
Калевочные суппорты на отечественных предприятиях в большинстве случаев, как правило, используются для выборки продольного углубления на нижней стороне обработанной детали, например, наличника, или для продольного раскроя фрезерованных заготовок на узкие детали.
Есть еще один нюанс: выбирая станок, многие производственники даже не задумываются о требуемой мощности этого шпинделя, что приводит к ошибкам при обработке деталей. Так, для простоты расчетов считается, что при раскрое пилами на выполнение одного пропила требуется мощность двигателя из расчета 1 кВт на 1 см толщины заготовки. То есть если с помощью калевочного шпинделя будет выполняться пиление заготовки толщиной 40 мм на три части (двумя пилами), то мощность его двигателя должна быть не меньше 8 кВт.
Четырехсторонний станок Griggio G 240/4, G 240/5, G 240/6
Мощность других шпинделей на четырехсторонних станках
Если провести несложный анализ коммерческих предложений на четырехсторонние станки, передаваемых нашими станкоторговыми компаниями своим потенциальным покупателям, то окажется, что мощность привода шпинделей в этом оборудовании почемуто очень часто одинакова.
Вместе с тем первая по подаче нижняя фреза в станке, создающая базу для дальнейшей обработки детали, снимает с заготовки довольно небольшой припуск, и требуемая мощность ее привода ниже, чем предлагают продавцы. Такой же недостаточной может быть мощность электродвигателя правой фрезы, поскольку она удаляет припуск на кромке заготовки, которая всегда заведомо уже наибольшей ширины пласти.
К тому же следующий далее шпиндель с левой фрезой должен быть мощнее, так как припуск, приходящийся на его долю, больше - включает в себя все плюсовые неточности ширины заготовки, образовавшиеся при раскрое пиломатериала.
Наиболее мощным из всех перечисленных должен быть привод верхней горизонтальной фрезы, которой удаляется увеличенный припуск, включающий в себя все неточности размеров заготовки по толщине и ширине. Опыт показал, что мощность ее двигателя должна быть не менее 11 кВт. Причем и этого может оказаться недостаточно, если предполагается обработка глубоких профилей.
Недостаток мощности хотя бы одного, любого, шпинделя ведет к необходимости снижения скорости подачи, что уменьшает производительность станка.
Состав и расположение шпинделей четырехсторонних станков
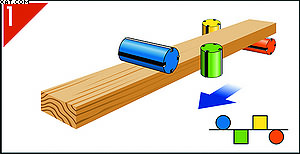
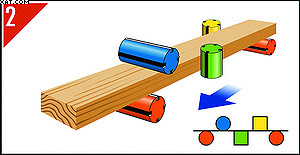
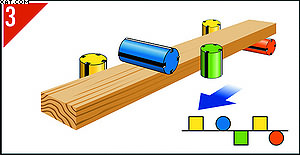
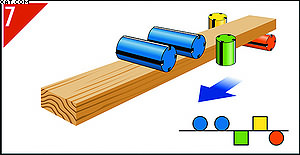
На рис. 3 в качестве примера приведены некоторые из возможных вариантов взаимного расположения шпинделей в четырехсторонних станках. Производственники должны выбрать их заранее, до приобретения станка, исходя из требуемого профиля обрабатываемой детали.
Так, при расположении шпинделей, показанном на рис. 3.1, возможна обработка деталей, имеющих прямоугольный профиль или неглубокое профилирование с четырех сторон. Состав шпинделей, приведенный на рис. 3.2, дает возможность фрезеровать глубокий профиль на нижней пласти детали, а конфигурация шпинделей, показанная на рис. 3.3, - на правой (по подаче) кромке.
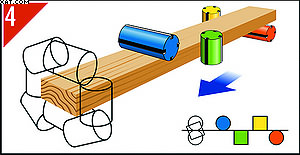
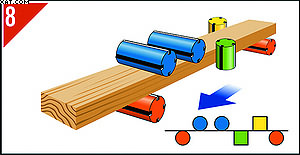
Если состав агрегатов станка соответствует представленному на
рис. 3.4, с помощью калевочного суппорта, помещаемого в различные положения, можно выполнять глубокие профили на всех поверхностях детали и осуществлять ее продольный раскрой.
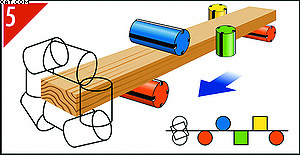
Дополнительный нижний шпиндель, как в схеме, изображенной на рис. 3.5, дает возможность, например, при фуговании с использованием гребенчатого рабочего стола, выравнивать поверхность нижней пласти детали и фрезеровать на ней профиль посредством калевочного шпинделя.
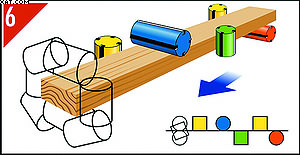
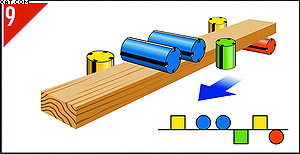
Для выборки глубокого профиля по левой кромке и другим поверхностям детали служат дополнительный вертикальный и калевочный шпиндели (схема 3.6).
Расположение шпинделей, соответствующее схеме 3.7, позволяет получать Uобразные профили, а изображенное на схеме 3.8 - Нобразные.
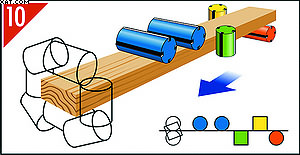
Схема расположения шпинделей, приведенная на рис. 3.9, дает возможность фрезерования профилей Кобразного сечения, а схема, показанная на рис. 3.10, - еще более сложных, с дополнительными продольными канавками.
На станках, в которых шпиндели расположены в соответствии со схемами на рис. 3.11 и 3.12, можно получать профили Хобразного сечения.
Шпиндели могут быть последовательно расположены и в другом порядке, например, в таком, который позволяет распределить припуск, снимаемый при формировании профиля, на две или даже три фрезы. Кроме того, некоторые профили не могут быть получены без наклона хотя бы одного шпинделя.
Поэтому ведущие станкостроители по заказу того или иного потребителя могут изготовить четырехсторонние станки, у которых имеется десять и более шпинделей. Сегодня станки с нестандартным расположением шпинделей часто встречаются на рынке отремонтированного, бывшего в употреблении оборудования.
Шум от четырехсторонних станков

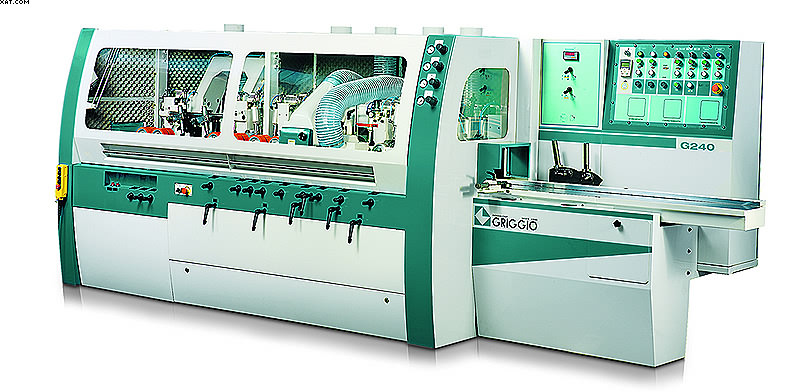
Рис. 4. Станок в звукоизолирующей кабине
Во многих странах предельно допустимый уровень шума на рабочем месте законодательно установлен в пределах 85 децибел (дБ). Там, где уровень шума превышает это значение, должны применяться средства защиты. Фактически, 85 дБ - это предельный уровень шума, воздействие которого на человека может продолжаться восемь часов без ущерба для слуха. Увеличение этого уровня шума на 3 дБ соответствует удвоению интенсивности воздействия и уменьшению в два раза допустимого времени воздействия звука. При уровне 88 дБ допустимое время воздействия составит четыре часа, при 91 дБ - два часа и т. д. Это означает, что шум 110 дБ ухо может переносить всего несколько минут.
Но именно такой уровень шума характерен для всех работающих четырехсторонних станков. И его снижению не помогает даже наличие у оборудования шумопоглощающих кожухов, как правило, открытых сзади станка и имеющих скорее декоративное, чем защитное назначение. Поэтому такие станки на производствах следует помещать в специальную звукоизолирующую кабину (рис. 4), а станочники во время работы в обязательном порядке должны носить антифоны.
Четырехсторонние станки - один из основных видов оборудования на любом деревообрабатывающем предприятии, и от их правильного выбора часто зависит не только качество продукции, но и производительность предприятия. Это означает, что при выборе станка следует обращать внимание не только на его цену, нужно еще внимательно изучить конструкцию такого оборудования и предложения потенциальных поставщиков, в частности, сравнив их с потребностями предприятия, и только тогда принимать окончательное решение о приобретении.

Таблица. Характеристики некоторых четырехсторонних станков
Полную версию статьи(с таблицами и иллюстрациями) смотрите в PDF-версии журнала.

Строгальные станки применяются в процессе обработки деревянной поверхности, чтобы придать заготовке требуемую форму и конфигурацию. После использования такого оборудования поверхность изделия получается идеально гладкая, без заусениц. Отметим, что при помощи горизонтальных строгальных станков осуществляется предварительная обработка поверхности перед дальнейшей работой на рейсмусовом станке.
Особенности 4-сторонних деревообрабатывающих станков

По своей функциональности четырехсторонний деревообрабатывающий станок может выполнять одновременно несколько работ: фугование, фрезерование, профилирование и рейсмусование. То есть, как видно, конструкция станка довольно сложная, про это и поговорим дальше.
Станки обычно используются для создания пиломатериала с профилем или плоской поверхностью. Характерная особенность состоит в том, что всю эту работу можно проводить за один проход. На этих четырехсторонних станках можно изготавливать такие деревянные изделия: половую или паркетную доску, клееный брус или профилированный, плинтуса, вагонку, имитацию бруса и любые погоночные или оконные элементы. Четырехсторонний деревообрабатывающий станок — это одна из разновидностей продольно-фрезеровального оборудования. Потому все 4-х сторонние устройства по дереву условно можно поделить на:
- Продольно фрезерный.
- Рейсмусовый строгальный.
Рейсмусовый станок по дереву применяется для строгания детали на указанную толщину одновременно с двух сторон. Четырехсторонний рейсмусовый станок изначально является строгальным и уже дополнительно имеет возможность профилировать. Профилирование этот аппарат может производить неглубокое, с простой конструкцией замка бруса небольшого размера.
Продольно фрезерный предназначен для распила материала по длине на указанный размер. Профилирование этот деревообрабатывающий станок может выполнять любой сложности. С учетом толщины строгаемой древесины нижний вал ножа передвигается в вертикальном направлении одновременно со столешницей устройства.
Одновременная обработка дерева с четырех сторон существенно снижает затрату времени, а, соответственно, увеличивает производительность любого производства. Именно это отличие делает четырехсторонний станок по дереву оптимальным оборудованием в строительных и мебельных сферах.
Основные критерии при выборе деревообрабатывающего станка:
- система и скорость подачи бруса;
- сечение пиломатериалов для возможной обработки;
- вес станка;
- мощность обработки;
- цена оборудования.
Все четырехсторонние станки можно классифицировать с учетом таких признаков:
- подача материала разным способом.
- функциональность;
- нагрузка.
Принцип работы и конструкция станка
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Конструкция разных узлов четырехстороннего станка
Чтобы понять, как работает оборудование, необходимо рассмотреть особенности конструкции станка, куда входит большое количество узлов, главные из которых рассмотрим более подробней.
Чугунная станина
В основании станка находится литая чугунина, она может иметь разный сплав и вставки, но обязательно поглощает определенное количество вибрации при работе оборудования и из-за большой массы почти сводит ее к нолю. Для подачи бруса также немаловажен материал, из которого сделан загрузочный стол. Для более удобной работы на столе могут находиться вспомогательные элементы: прижимные валики, линейка и так далее.
Рабочие инструменты

Число шпинделей в деревообрабатывающем станке может устанавливаться от 4 до 8 и более. Все они с учетом модели установлены в разные рабочие блоки с независимыми электродвигателями. Закреплены шпиндели консольно. Число шпинделей зависит от сложности профиля, толщины снятия древесины и потребностей во время обработки бруса.
Во фрезерном четырехстороннем продольном станке находятся рабочие ролики, которые делятся на: правые и левые, верхние и нижние. Основными в конструкции считаются ролики со шпинделями, которые находятся снизу горизонтально и справа вертикально. От того, какое именно количество строгально-коллеровочных элементов предусмотрено в оборудовании, зависит его мощность, производительность и класс.
В модельном ряде разных изготовителей четырехсторонних станков существует универсальное оборудование с элементом, который может заменять любой из вертикальных или горизонтальных шпинделей. Он может обрабатывать изделие под углом, то есть, находиться в качестве наклонного ролика.
По желанию заказчика на некоторые модели оборудования можно установить пильный вал. Это приспособление может по длине раскраивать широкое изделие, что позволяет создать материал с правильной геометрической формой и необходимого сечения.
Устройство подачи
Протяжка, подача и выгрузка изделий в четырехстороннем деревообрабатывающем оборудовании приводное. Вся работа происходит с помощью прижимных и зубчатых прорезиненных валиков. Этой системой можно управляться с пульта, но цена на эти компьютеризированные устройства выше.
Система управления и безопасности

Защитный кожух снижает шум во время обработки бруса, а также защищает оператора от различных травм. Смотровое стекло можно дополнительно оборудовать подсветкой.
Деревообрабатывающий четырехсторонний станок управляется с панели. С учетом модели оборудования с панели управления можно производить несколько действий: скорость подачи изделия к инструментам, установка размеров обрабатываемого бруса, выставляется положение шпинделей относительно диаметра и детали насадки (если оборудование полностью автоматическое), включение и выключение.
От вида оборудования зависит наличие в комплекте гидрошпинделя и джойтера и количество рабочих инструментов. Эти устройства подтачивают ножи непосредственно при обработке изделия.
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте.
Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.
Цена деревообрабатывающих станков

Приобрести продольно фрезерный четырехсторонний станок по дереву можно в специализированных строительных магазинах. Но наиболее выгодным будет купить станок непосредственно у производителя. Естественно, это относится только отечественным агрегатам, зарубежные (Итальянские, Немецкие, Китайские, Таиландские, и т. д.) приобретать напрямую выходит дороже, потому как цена на его транспортировку обойдется больше стоимости самого оборудования. В крупных мегаполисах, к примеру, СПб, Москва, Нижний Новгород или Казань, есть возможность взять оборудование в аренду у промышленных компаний либо в рассрочку непосредственно у изготовителя.
Основные моменты, на которые нужно обращать внимание, перед тем как приобретать технику, это:
- Надежность эксплуатации.
- Точность.
- Наличие сервисного обслуживания.
- Производительность.
- Цена оборудования.
Если деревообрабатывающий четырехсторонний станок планируется в качестве дополнения к уже работающей линии, то нужно учитывать и размеры техники.
Цена на четырехсторонний деревообрабатывающий станок зависит от таких факторов:
- функциональность;
- класс;
- отдаленность производителя;
- завода-производителя.
Немаловажно во время покупки учитывать технические параметры, тем более, сочетание разных вариантов обработки, скорость работы и массу оборудования.
Любое электрооборудование — это машина, которая со временем может ломаться и изнашиваться. Потому при покупке желательно подбирать самый прочный и износостойкий станок. Таким образом, вам придется реже оплачивать сервисное обслуживание, а перерывов в работе будет гораздо меньше. А от этого непосредственно будет зависеть рентабельность работы.
Сегодня у предпринимателей на первом месте находится не только прибыль, но и безопасность сотрудников. Потому важно чтобы у оборудования был предусмотрен в наличии металлический защитный кожух со звукоизоляцией, концевики, электрические тормоза и т. д.
Обработка изделий на оборудовании должна быть максимально качественной и точной. Для этого важно чтобы на устройстве была проделана статистическая и динамическая балансировка всех фиксаций деталей: вращающихся шпинделей и инструментов.
Существуют фирмы, которые лишь начали занимать свое место на отечественно рынке, потому цена на это оборудование у них меньше, а качество на должном уровне. Например, к этим компаниям относится немецкий бренд beaver. Чтобы уменьшить стоимость на свои изделия, фирма разместила производство в Китае и Тайване, но части для сборки изготавливаются в Германии. Покупать малоизвестный бренд тайваньского или китайского изготовления, это практически лотерея. Более того, отыскать запасные части на эту модель будет очень тяжело. Поэтому дешевые модели не нужно даже рассматривать.
Продольно-строгальный станок
Такое оборудование осуществляет одномоментное строгание заготовки за один проход со всех сторон. Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.
Шпиндели нужны для крепления ножевых головок, фрез, или патронов, которые оснащены фасонными ножами. Вертикальные шпиндели вместе с нижним ножевым валом монтируются на станину и рабочую плиту. Верхний ножевой вал осуществляет вертикальные движения, вследствие чего гарантируется заданная толщина строгания заготовки. Шпиндели могут двигаться в горизонтальной и вертикальной плоскости по отношению к толщине и ширине обрабатываемой заготовки.
Независимо от конструкции строгальные станки по дереву обладают отличным уровнем производительности, долговечности и экономичности. При этом они обеспечивают высокое качество конечного продукта, который будет соответствовать всем мировым стандартам качества.
Читайте также: