
Технология изготовления рельсов кратко
Обновлено: 03.07.2024
Для прокатки рельсов применяют слитки до 10 тонн, с каждого слитка получают 2 блюма, а с каждого блюма по 2 рельса длиной по 25 м. На рельсобалочных станах прокатка производится после вторичного нагрева блюмов до 1200 0 С. Через окно методической печи они подаются на подводящий рольганг обжимной клети, где за 5-7 проходов получают заготовки, имеющую грубую форму рельса длиной 9-12 м.
Далее заготовка поступает к черновой линии клетей трио. В каждой черновой клети осуществляется 3-4 прохода, в которых постепенно формируется заданный профиль. Полученный раскат шлепперами передается в чистовую рабочую клеть дуо, где за один проход окончательно формируется профиль готового рельса. Прокатные рельсовые полосы дисковыми пилами разрезают на мерные длины 25 метров с припуском на усадку металла. После резки рельсы проходят клеймовочную машинуи поступают в роликовогибочную машину для изгиба рельсов. Этот изгиб рельсов предназначен компенсировать последующее искривление рельсов в сторону головки в процессе охлаждения. Предварительный изгиб рельсов в горячем состоянии позволяет получить после охлаждения прямые рельсы и при окончательной правке уменьшить величину остаточных внутренних напряжений. На рельсобалочных станах, рельсы подвергаются замедлительному охлаждению или изотермической выдержке для предотвращения образования флокенов. Рельсы охлаждают в атмосфере цеха до 450-5000 0 С. Затем загружают в колодцы, выложенные огнеупорным кирпичом и закрывают теплоизолирующей крышкой. После охлаждения рельсы правят на роликовоправильной машине при температуре выше 60. Для получения труб. Длины и плоских торцов концы рельсов фрезируют. После этого рельсы поступают на стеллажи где они подвергаются тщательному контролю. Рельсы с недостатками подающимся исправлению зачисляются во 2 сорт.
4 Вариант 2 задание

Для прокатки рельсов применяют слитки до 10 тонн, с каждого слитка получают 2 блюма, а с каждого блюма по 2 рельса длиной по 25 м. На рельсобалочных станах прокатка производится после вторичного нагрева блюмов до 1200 0 С. Через окно методической печи они подаются на подводящий рольганг обжимной клети, где за 5-7 проходов получают заготовки, имеющую грубую форму рельса длиной 9-12 м.
Далее заготовка поступает к черновой линии клетей трио. В каждой черновой клети осуществляется 3-4 прохода, в которых постепенно формируется заданный профиль. Полученный раскат шлепперами передается в чистовую рабочую клеть дуо, где за один проход окончательно формируется профиль готового рельса. Прокатные рельсовые полосы дисковыми пилами разрезают на мерные длины 25 метров с припуском на усадку металла. После резки рельсы проходят клеймовочную машинуи поступают в роликовогибочную машину для изгиба рельсов. Этот изгиб рельсов предназначен компенсировать последующее искривление рельсов в сторону головки в процессе охлаждения. Предварительный изгиб рельсов в горячем состоянии позволяет получить после охлаждения прямые рельсы и при окончательной правке уменьшить величину остаточных внутренних напряжений. На рельсобалочных станах, рельсы подвергаются замедлительному охлаждению или изотермической выдержке для предотвращения образования флокенов. Рельсы охлаждают в атмосфере цеха до 450-5000 0 С. Затем загружают в колодцы, выложенные огнеупорным кирпичом и закрывают теплоизолирующей крышкой. После охлаждения рельсы правят на роликовоправильной машине при температуре выше 60. Для получения труб. Длины и плоских торцов концы рельсов фрезируют. После этого рельсы поступают на стеллажи где они подвергаются тщательному контролю. Рельсы с недостатками подающимся исправлению зачисляются во 2 сорт.
Железнодорожный транспорт не сможет ездить, если не будет железных дорог. Это касается и поездов в метро, и трамваев, что в общем-то, логично.
Железная дорога - конструкция довольно простая и была придумана ещё в древнем Риме. Но есть там свои хитрости. Любая железная дорога включает в конструкцию рельсы . Их нужно как-то изготовить и это не так просто, как кажется на первый взгляд.
Рельсы - это не просто два металлических куска, расположенных параллельно друг другу, а целая инженерная конструкция, для изготовления которой требуется использовать определенные подходы . Даже при использовании отработанной технологии периодически случаются такие несчастья, как выброс рельс или другие их непроизвольные повреждения.
Рельсы для железнодорожного транспорта традиционно изготавливаются из углеродистой стали . Качество любой стали определяется её химическим составом, микроструктурой и макроструктурой . Поэтому, все эти параметры должны контролироваться и на реальном производстве проверяются на так называемом ОТК. Контрольные образцы отбираются произвольно от каждой стандартной партии и исследуются на соблюдение обозначенных норм.
В состав исходного материала входит целый букет легирующих добавок . Это и марганец, который повышает твердость, кремний, который повышает износостойкость, ванадий и цирконий, которые выравнивают структуру стали.
Примеси фосфора и серы являются вредными и повышают хрупкость изделий, что категорически недопустимо.
После приготовления сплава по соответствующей рецептуре, из него изготавливается продукт для переплавки или так называемая шихта . Она плавится при определенном режиме, а полученные отливки подлежат обработке давлением.

Основная задача рельс – направлять колеса транспорта и принимать на себя нагрузку с последующим ее распределением на нижние элементы верхнего пути. В случае использования составов в зонах, передвижение в которых невозможно без электрической тяги, рельсы играют роль проводника тока, а для зон, применяющих автоблокировку, рельсы являются проводником.
Материал изготовления
В большинстве случаев для изготовления рельсов используется углеродистая сталь. На качество этого материала оказывают влияние некоторые факторы, например, микроструктура и макроструктура стали, ее химическое строение и т. д. Наличие углерода придает рельсе большей долговечности и надежности.
Однако избыток углерода в составе стали может оказать негативное воздействие. При его чрезмерном количестве значительно повышается хрупкость. Именно поэтому при добавлении углерода стоит позаботиться и о том, чтобы структура стали балы максимально прочной.
Для повышения качества исходного материала применяются и другие вещества. В последнее время все чаще прибегают к обработке рельсов марганцем. Это повышает устойчивость металла к повреждениям механического характера, делает его более долговечным и вязким. Добавление кремния в состав стали повышает ее износоустойчивость и твердость. Также можно использовать титан, ванадий и цирконий. Эти микроэлементы способны значительно улучшить качественные характеристики стали.
Ни в коем случае нельзя добавлять серные и фосфорные добавка, так как они делают сталь более уязвимой к ломке и повышают хрупкость. Очень часто в деталях, изготовленных с добавлением этих веществ, можно наблюдать наличие трещин и разломов.
Выше уже шла речь о том, что сталь имеет свою микроструктуру и макроструктуру. В качестве основного материала для первой структуры используется перлит. Его форма напоминает пластины, содержащие феррит. Добиться однородного состава стали можно с помощью ее закаливания, то есть обработать ее при очень высокой температуре. Закаливание повышает износостойкость, долговечность, надежность, жесткость и вязкость металла. Для макроструктуры наличие лишних веществ или пустот является недопустимым.
Физические характеристики рельсов

Настоящий профиль рельсов не всегда был таким. Он терпел изменения с течением времени. История помнит угловые, двухголовые, грибовидные, широкоподошвенные и другие рельсы.
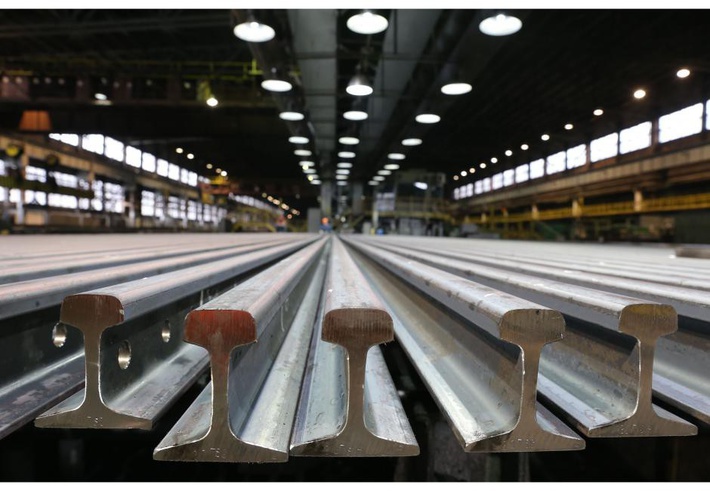
Конструкция современного широкоподошвенного рельса включает в себя подошву, головку и шейку, которая выступает в качестве соединительного элемента между этими двумя частями. Центральная часть делается немного выпуклой для того, чтобы нагрузка с колес переносилась на центральную область рельса. Места соединения шейки с подошвой и головкой имеют плавные формы. Для снятия напряжения с шейки ее делают в виде кривой. Чем шире основание подошвы рельса, тем выше ее боковая устойчивость.
Существует несколько стандартных размеров рельсов. Для Российской Федерации свойственно выпускать рельсы длинной 12,5, 25, 50, 100 м.
Также существует возможность выпускать рельсы и меньшей длины. Они используются на неровных участках железнодорожного пути. Длина бесстыкового пути составляет не менее 400 м и может достигать перегонной длины. Чем выше длина рельса, тем меньше сопротивление передвижения транспорта и, соответственно, ее износ. Сохранение стали при переходе на бесстыковой путь достигает 4 т на 1 км пути. Это возможно благодаря отсутствию элементов крепления в области стыков рельсов.
При расчете мощности материала необходимо учитывать такой параметр, как удельный вес на 1 м рельса. Его измерение принято проводить в килограммах.
Еще один элемент железнодорожного пути – шпалы. Они играют роль крепежного элемента. Благодаря развитию современных технологий появилась возможность производить шпалы не только из железобетона и дерева, но и из стали или пластика.
При расчете стоимости одного рельса учитывается его удельный вес, габаритные параметры (длина и ширина), твердость и степень износоустойчивость.
Типы рельсов

Для того чтобы правильно подобрать необходимы тип рельсов необходимо рассчитать загруженность линии и среднюю скорость, с которой по ней будет передвигаться транспорт. Для примера возьмем массивный рельс с большим весом. Он положительно влияет на износоустойчивость шпал и снижает экономические затраты на обслуживание линии за счет увеличения ее долговечности.
На сегодняшний день существуют такие виды рельсов:
- Железнодорожные. Этот тип считается наиболее популярным и востребованным. Вес 1 метра такой рельсы составляет 50-65 кг, длина – 12,5 или 50 м.
- Узкоколейные. Используются при необходимости создания узкого межрельсового пространства. Этот тип рельсов широко используется в горнодобывающей промышленности и в других местах с ограниченной проходимостью.
- Рудничные. С их помощью производится укладка бесстыковых путей. Также они очень популярны в промышленной сфере.
- Трамвайные. Название говорит само за себя. Не рассчитаны на большую загруженность линии. Эти рельсы весят относительно немного, что приводит к их быстрому износу.
- Крановые. Применяются в тех местах, где необходимо создание путей для перемещения подъемного крана.
- Подкрановые. Такие рельсы считаются наиболее тяжелыми. В некоторых случаях допускается укладка сразу в несколько рядов.
- Рамные. Их используются в местах постройки переводных механизмов.
- Контррельсовые. Используются при работе в верхних конструкциях ж/д путей.
- Остряковые. Сфера применения аналогична контррельсовому типу. Вид остряковых рельсов ОР43 можно выделить отдельно. Он используется для возведения ж/д путей.
Классификация рельсов осуществляется по нескольким параметрам:
- Наличию отверстий, предназначенных для соединительных элементов (болтов).
- Способу выплавления стали.
- Качеству. По этому параметру рельсы подразделяются на термоупрочненные и нетермоупрочненные.
Эти характеристики напрямую влияют на стоимость рельса.
Условные обозначения
На каждой рельсе присутствует маркировка, состоящая из нескольких групп цифр и букв. Каждая буква означает определенный параметр:
- А – тип рельса.
- В – категория качества.
- С – марка используемой стали.
- D – протяженность рельса.
- Е – наличие отверстий под болты.
- F – ГОСТ.
Например, маркировка рельса Р65-Т1-М76Т-25-3/2 ГОСТ Р 51685-2000 говорит о том, что это рельс железнодорожного типа категории Т1. Для его изготовления использовалась сталь марки М76Т. Длина рельса составляет 25 м. Имеет 3 отверстия для болтов на каждом конце. Соответствует указанному стандарту ГОСТ.
Тема: Химический состав рельсовой стали. Маркировка рельсов.
1. Образовательная: изучить основные понятия, формирование теоретических знаний, умений систематизировать и применять знания, формирование навыков упрочнения знаний и умений;
2. Воспитательная: воспитание самостоятельности, внимательности, коллективного сотрудничества; формирование ориентации студентов на высокий уровень профессиональной подготовки специалистов среднего звена;
3. Развивающая: развитие познавательного интереса к дисциплине, активности, памяти, способности выражать мысли.
РЕЛЬСОВАЯ СТАЛЬ. ХИМИЧЕСКИЙ СОСТАВ.
Сталь для их изготовления применяют трех видов:
До 1983 года была бессемеровская сталь
(Историческая справка) Литая сталь
В истории металлургии железа было три революционных переворота, оказавших глубочайшее влияние на весь ход человеческой истории:
· первый имел место еще в глубокой древности, когда появились сыродутные горны;
· второй произошел в средние века, после открытия переделочного процесса;
· третий пришелся на вторую половину XIX века и был связан с началом производства литой стали.
Сталь во все времена оставалась самым необходимым и желанным продуктом металлургии железа, потому что только она обладала той твердостью и крепостью, какие требовались для изготовления инструментов, оружия и деталей машин. Но прежде чем превратиться в стальное изделие, металл должен был подвергнуться целому ряду трудоемких операций. Сначала из руды выплавляли чугун. Потом чугун восстанавливали в мягкое железо. Наконец путем длительной проковки железной крицы получали из нее необходимую стальную деталь (или только заготовку к ней, которую затем подвергали окончательной отделке на металлорежущих станках). Производство мягкого железа и в особенности ковка долгое время оставались самыми узкими местами в процессе обработки железа. На них уходило больше всего сил и времени, а результаты далеко не всегда оказывались удовлетворительными. Особенно остро эта проблема стала ощущаться в XIX веке, когда резко возрос спрос на дешевую сталь.
Естественным образом у многих ученых и изобретателей возникла мысль, которую потом высказал Бессемер: каким образом получить металл со свойствами железа и стали, но в жидком виде, чтобы его можно было использовать для отливки? Разрешение поставленной проблемы потребовало нескольких десятилетий упорного труда многих металлургов. На этом пути было сделано несколько важных открытий и изобретений, каждое из которых составило эпоху в истории обработки железа. До конца XVIII века передел чугуна в мягкое железо происходил только в кричных горнах. Этот способ, однако, был неудобен во многих отношениях. Получавшийся в ходе него металл был неоднородным - местами приближался по своим качествам к ковкому железу, местами - к стали. Кроме того, работа требовала больших затрат времени и физических сил. Так как топливо (уголь) находилось в непосредственном соприкосновении с железом, к нему предъявлялись очень высокие требования, ведь любые примеси влияли на качество конечного продукта. Расход угля был очень велик (в среднем, на восстановление 1кг железа уходило до 4кг угля). В самых крупных горнах можно было за 24 часа получить не более 400 кг железа. Между тем рынок требовал все больше железа и стали. Для удовлетворения этих запросов необходимо было найти более совершенный способ переделки чугуна. Значительным шагом вперед на этом пути стал предложенный в 1784 году англичанином Кортом процесс пудлингования в специально созданной для этого печи. Принципиальное устройство пудлинговой печи состояло в следующем. В топке сжигали топливо. Продукты горения через каменный порог попадали в рабочее пространство печи, где на поду находился загруженный чугун с железистыми шлаками. Шлаки под действием пламени переходили в тестообразное состояние и частично расплавлялись. С повышением температуры чугун начинал плавиться и примеси его выгорали за счет кислорода, заключенного в шлаках. Таким образом чугун обезуглероживался, то есть превращался в крицу губчатого железа. Важное отличие пудлинговой печи от кричного горна заключалось в том, что она допускала использовать в качестве горючего любое топливо, в том числе и дешевый неочищенный каменный уголь, а объем ее был значительно больше. Благодаря пудлинговым печам железо стало дешевле. Вместе с тем в отличие от кричных горнов печь Корта не требовала принудительного вдувания. Доступ воздуха и хорошая тяга достигались благодаря высокой трубе.
Это была одна из причин, почему пудлинговые печи получили широкое распространение во всем мире. Однако существенным недостатком этих печей было то, что воздух обдувал только верхнюю часть чугуна. Для того чтоб восстановление железа шло равномерно и по всему объему, приходилось периодически открывать печь и перемешивать чугун. Это был тяжелый ручной труд. Кроме того, поскольку силы и возможности рабочего были ограничены, печь не могла быть слишком большой. (Чтобы допустить помешивание, Корт предусмотрел две трубы, из которых одна находилась под топкой, а вторая - в конце печи. Ее открывали в тот момент, когда требовалось снизить температуру).
Уже к середине XIX века пудлинговые печи перестали удовлетворять новым потребностям промышленности. Чтобы поспевать за спросом, приходилось строить на каждую большую домну несколько печей ( в среднем одну домну обслуживало десять пудлинговых печей). Это удорожало и усложняло производство. Многие изобретатели думали над тем, как заменить пудлингование более совершенным способом восстановления железа.
Раньше других эту задачу удалось разрешить английскому инженеру Бессемеру. К занятиям металлургии Бессемер пришел после многих лет работы над усовершенствованием артиллерийских орудий и снарядов. Он поставил перед собой цель найти способ производства высококачественной литой стали, из которой можно было бы отливать пушки. Наблюдая много раз за плавкой чугуна, он заметил, что твердое восстановленное железо образуется раньше всего у воздуходувных труб. Это навело его на мысль получать сталь путем усиленной продувки через расплавленный чугун воздуха. Первые свои опыты Бессемер провел в закрытом тигле, который он нагревал в горне с коксом. Результат превзошел самые смелые ожидания. Менее чем за час продувки он получил из чугуна первосортную сталь. Кроме того, дальнейшие опыты показали, что нет никакой необходимости вводить в металлургический процесс тепло извне. Дело в том, что чугун содержит собственный горючий материал в качестве примесей: кремний, марганец, углерод - всего около 45 кг горючих материалов на каждую тонну чугуна. Своим горением они позволяли значительно повысить температуру плавки и получать сталь в жидком состоянии.
В 1856 году Бессемер публично демонстрировал изобретенный им неподвижный конвертер. Конвертер имел вид невысокой вертикальной печки, закрытой сверху сводом с отверстием для выхода газов. Сбоку в печи было второе отверстие для заливки чугуна. Готовую сталь выпускали через отверстие в нижней части печи (во время работы конвертера его забивали глиной). Воздуходувные трубки (фурмы) находились возле самого пода печи. Так как конвертер был неподвижным, продувку начинали раньше, чем вливали чугун (в противном случае металл залил бы фурмы. По той же причине надо было вести продувку до тех пор, пока весь металл не был выпущен. Весь процесс длился не более 20 минут. Малейшая задержка в выпуске давала брак. Это неудобство, а также рая других недостатков неподвижного конвертера заставили Бессемера перейти к вращающейся печи.
Однако, после того как бессемеров метод стал применяться в промышленных условиях, результаты его оказались хуже, чем в лаборатории, и сталь выходила очень низкого качества. Два года Бессемер пытался разрешить эту проблему и наконец выяснил, что в его опытах чугун содержал мало фосфора, в то время как в Англии широко использовался чугун, выплавленный из железных руд с высоким содержанием фосфора. Между тем фосфор и сера не выгорали вместе с другими примесями; из чугуна они попадали в сталь и существенно снижали ее качество. Это, а кроме того высокая стоимость конвертера, привело к тому, что бессемеровский способ очень медленно внедрялся в производство. И 15 лет спустя в Англии большая часть чугуна переплавлялись в пудлинговых печах.
Гораздо более широкое применение конверторы получили в Германии и США. Наряду с бессемеровским способом производства стали вскоре огромную роль приобрел мартеновский способ. Суть его заключалась в том, что чугун сплавляли с железным ломом в специальной регенеративной печи. Эта печь была придумана и построена в 1861 году немецкими инженерами Фридрихом и Вильямом Сименсами для нужд стекольной промышленности, но наибольшее распространение получила в металлургии. В состав печи входили газопроизводители (или генераторы газа), сама печь с возобновителями теплоты (или регенераторами) для подогрева газа и воздуха и литейного отделения (двора). Генераторы и регенераторы были связаны между собой особой системой каналов для газа, воздуха и продуктов горения. Последние отводились в дымовую трубу высотой до 40 м, дававшей необходимую тягу.
Генераторы располагались под подом или по бокам печи. Регенераторы представляли собой особые камеры для нагрева газа и воздуха.
Специальные переменные клапаны направляли газ и воздух то в одну, то в другую, а продукты горения отводили в трубу. Горение происходило следующим образом. Газ и воздух нагревались каждый в своей камере, а затем поступали в плавильное пространство, где происходило горение.
Продукты горения, пройдя над подом печи, устремлялись в регенераторы и отдавали здесь большую часть своей теплоты кладке регенераторов, а затем уходили в трубу. Чтобы процесс происходил непрерывно, с помощью клапанов направляли воздух и газ то в одну пару регенераторов, то в другую. В результате такого продуманного теплообмена температура в печи достигала 1600 градусов, то есть превышала температуру плавки чистого безуглеродного железа. Создание высокотемпературных печей открыло новые горизонты перед металлургией.
К середине XIX века во всех промышленных странах имелись огромные запасы железного лома. Из-за высокой температуры тугоплавкости его не могли использовать в производстве. Французские инженеры Эмиль и Пьер Мартены (отец и сын) предложили сплавлять этот железный лом с чугуном в регенеративной печи и таким образом получать сталь. В 1864 году на заводе Сирейль они под руководством Сименса осуществили первую успешную плавку. Затем этот способ стал применяться повсюду.
Мартеновские печи были дешевле конвертеров и потому имели более широкое распространение. Однако ни бессемеровский, ни мартеновский способ не позволял получать высококачественную сталь из руды, содержащей серу и фосфор. Эта проблема оставалась неразрешенной в течение полутора десятилетий, пока в 1878 году английский металлург Сидней Томас не придумал добавлять в конвертер до 10-15% извести. При этом образовывались шлаки, способные удерживать фосфор в прочных химических соединениях. В результате фосфор выгорал вместе с другими ненужными примесями, а чугун превращался в высококачественную сталь. Значение изобретения Томаса было огромно. Оно позволило в широком масштабе производить сталь и фосфорсодержащих руд, которые в большом количестве добывались в Европе. С целом введение бессемеровского и мартеновского процессов дало возможность производить сталь в неограниченных количествах. Литая сталь быстро завоевала себе место в промышленности, и начиная с 70-х годов XIX века сварочное железо почти совершенно выходит из употребления. Уже в первые пять лет после введения мартеновского и бессемеровского производств мировой выпуск стали увеличился на 60%
Содержание углерода в современной рельсовой стали находится в пределах 0,71. 0,82%, в чугуне содержание углерода доходит до 4%. Кроме того чугун содержит до 1,5. 3,5% марганца, до 1,5. 2% кремния, а также фосфор, серу и другие примеси, содержание которых в стали должно быть значительно уменьшено. Основная задача при переплавке чугунав сталь заключается в удалении большей части углерода, марганца, кремния, серы и фосфора.
Мартеновская сталь по качеству лучше бессемеровской. Она менее хладноломка, так как имеет меньшую примесь фосфора, дает более плотный слиток, её химический состав более однороден, содержит меньше примесей. С 1983 г. производство рельсов по бессемеровскому способу прекращено.
Технические условия на изготовление рельсов установлены ГОСТ 24182-80.
В состав рельсовой стали, кроме железа, входят
· углерод (0,71. 0,82%),
· марганец (0,75. 1,05%),
· фосфор (не более 0,045%)
· медь (очень мало)
Углерод придает высокую твердость рельсовой стали. Повышение содержания углерода в мартеновской стали увеличивает её износостойкость. Верхние пределы содержания углерода установлены во избежание увеличения хрупкости стали и возникновения поверхностных дефектов, раковин, плен и т.п. Рельсы из стали с содержанием углерода выше среднего относятся к твёрдым. Рельсы из стали, содержание углерода в которых равно или ниже среднего значения, относятся к нормальным.
Марганец также повышает твёрдость и износостойкость стали, увеличивая одновременно и её вязкость.
Кремний в указанных ограниченных количествах увеличивает твёрдость металла.
Фосфор и сера — примеси вредные: при большом содержании фосфора рельсы становятся хрупкими при низких температурах, при большом содержании серы появляются трещины при прокате рельсов (красноломкость).
Небольшая примесь меди несколько повышает коррозионную стойкость стали.
Читайте также: