
Процессы формирования неразъемных соединений кратко
Обновлено: 05.07.2024
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1000 р./ак.ч.
Введение
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения деталей. К ним относятся соединения сварные, паяные, соединения, получаемые склеиванием, соединения заклепками и т.д.
6.1 Соединения сварные
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия. Сварка — это процесс получения неразъемного соединения путем сплавления металлов деталей и сварочного электрода. При сплавлении образуется сварной шов.
Существует много видов сварки и способов их осуществления, например:
Сварные соединения (швы) делятся на следующие виды:
- стыковое, обозначаемое буквой С (Рисунок 6.1, а-е);
- угловое, обозначаемое буквой У (Рисунок 6.1, ж);
- тавровое, обозначаемое буквой Т (Рисунок 6.1, з, и);
- нахлесточное, обозначаемое буквой Н (Рисунок 6.1, к, л);

Рисунок 6.1 — Виды сварных швов
Кромки свариваемых деталей могут быть подготовлены: с отбортовкой (Рисунок 6.1, а), без скосов (Рисунок 6.1, б, е, ж, к), со скосом одной кромки (Рисунок 6.1, в), со скосом обеих кромок (Рисунок 6.1, г), с двумя симметричными скосами одной кромки (Рисунок 6.1, д, и) и др.
Шов может быть односторонний (Рисунок 6.1, а, б, в, г, ж, к) и двусторонний (Рисунок 6.1, д, е, з, и, л).
На чертежах к буквенному обозначению сварного шва добавляют цифровое, которое характеризует всю совокупность конструктивных элементов сварного шва, т.е. вид подготовки кромок, толщину свариваемых деталей и т.д.
Например, стыковое соединение, односторонний шов без скосов обеих кромок для деталей толщиной S = 1…6 мм — обозначается С2; тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина деталей S = 12…100 мм — обозначается Т9, см. таблицу ниже, на которой представлены некоторые обозначения типов сварных швов.

Шов характеризуется размером катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях). Шов может быть непрерывным (Рисунок 6.2, а), прерывистым с цепным расположением свариваемых участков (Рисунок 6.2, б) и непрерывным с шахматным расположением свариваемых участков (Рисунок 6.2, в).
 | ||
| а | б | в |
Рисунок 6.2 — Расположение сварочных швов
Выступающую часть шва над поверхностью основного металла называется выпуклостью или усилением шва (Рисунок 6.3). Шов может выполняться по замкнутой (Рисунок 6.4, а) или незамкнутой линии (Рисунок 6.4, б).
 | |
| а | б |
Рисунок 6.3 — Усиление шва
 | |
| а | б |
Рисунок 6.4 — Замкнутая (а) и незамкнутая (б) линии шва
На Рисунке 6.5, а показаны примеры условных обозначений сварных швов:
- верхний шов (изображен штриховой линией) нахлесточного соединения, выполнен ручной электродуговой сваркой при монтаже изделия, по незамкнутой линии, катет шва 5 мм, шов прерывистый с цепным расположением провариваемых участков, l-50 мм и t-100 мм;
- нижний шов таврового соединения выполнен при монтаже изделия ручной электродуговой сваркой, шов прерывистый цепной, l-50 мм, t-100 мм, катет шва 5 мм, шов выполняется при монтаже изделия.
Рисунок 6.5 — Пример изображения и обозначения сварного шва на чертеже
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (Рисунок 6.6, а) или под полкой линии-выноски, проводимой от оборотной стороны (Рисунок 6.6, б).
Линию-выноску начинают односторонней стрелкой.
 | |
| а | б |
Рисунок 6.6 — Схема нанесения условного обозначения сварного шва
В условном обозначении шва могут быть применены знаки, представленные в таблице 6.1.
Таблица 6.1- Условные обозначения типа сварного шва

В скобках приведено изображение знаков при обозначении шва с оборотной стороны, т.е. при записи условного обозначения шва под полкой линии-выноски.
Все знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
На Рисунке 6.7 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312-72.

Рисунок 6.7 — Условное обозначение сварного шва
1 — Обозначение стандарта на типы и конструктивные элементы швов
2 — Буквенно-цифровое обозначение шва
3 — Условное обозначение способа сварки (допускается не указывать)
4 — Знак 4 (табл.6.1) и размер катета
5 — Размер:
— для прерывистого шва — длины привариваемого участка
— для одиночной сварной точки, или контактной точечной сварки — расчетного диаметра точки
— для контактной шовной сварки — расчетной ширины шва
— для прерывистого шва контактной шовной сварки — расчетной ширины шва, знак умножения, размер длины привариваемого участка, знак / и размер шва
6 — Вспомогательные знаки
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (Рисунок 6.8, а, б) или без полок, если все швы одинаковые (Рисунок 6.8, в).
 | ||
| а | б | в |
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например, ГОСТ 5264-80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.
6.2 Соединения паяные
В паяных соединениях детали соединяются путем схватывания металлов припоя и деталей. Пайку применяют для получения герметичности, образования покрытия от коррозии (лужения), при соединении деталей, и т.д. В ряде случаев способ соединения пайкой имеет преимущество перед сваркой, его широко применяют в радиотехнике, электронике, приборостроении.
Существует большое число способов пайки, простейшим из которых является пайка паяльником.
Способ пайки указывают в технической документации.
- по температуре расплавления на:
- особолегкоплавкие (до 145° С),
- легкоплавкие (до 450° С),
- среднеплавкие (до 1100° С),
- высокоплавкие (до 1850° С) и
- тугоплавкие (свыше 1850° С);
- по основному компоненту на:
- оловянные (ПО),
- оловянно-свинцовые (ПОС),
- цинковые (ПП),
- медно-цинковые (латунные, ПМЦ),
- серебряные (ПСр) и др.
Наиболее широко применяются оловянно-свинцовые припои. Выпускают припои в виде проволоки (Прв), прутков (Пт), лент (Л) и др.
Марку припоя записывают в технических требованиях по типу:
ПОС 40 ГОСТ (без указания сортамента) или
Припой Прв КР2 ПОС 40 ГОСТ 21931-76 1931-76 (с указанием сортамента),
где Прв КР2 — проволока круглого сечения диаметром 2 мм. Число 40 указывает содержание олова в процентах (остальное — свинец); припой ПСр 70 ГОСТ 19733-74* — 70% серебра, 26% меди и 4% цинка; припой ПОС 40 — мягкий, ПСр 70 твердый.
При соединении получается паяный шов (ГОСТ 19249-73 — Соединения паяные. Основные типы и параметры).
Как и сварные, паяные швы (П) подразделяют (рис. 6.9) на: нахлесточные (ПН-1, ПН-2,…); телескопические (ПН-5, ПН-6); стыковые (ПВ-1,ПВ-2,…); косостыковые (ПВ-3, ПВ-4); тавровые (ПТ-1,ПТ-2,…); угловые (ПУ-1,ПУ-2,…); соприкасающиеся (ПС-1,ПС-2,…).

Рисунок 6.9 — Типы паяного шва
Согласно ГОСТ 19249-73*, тип шва указывают на полке линии-выноски (Рисунок 6.10).

Рисунок 6.10 — Пример обозначения паяного шва на чертеже
6.3 Соединение заклепками
Такие соединения применяют для деталей из несвариваемых, а также не допускающих нагрева материалов в самых различных областях техники – металлоконструкциях, котлах, судо- и самолетостроении.
Заклепки изготавливают из достаточно пластичных для образования головок материалов: сталей марок Ст2, Ст3, Стали 10, латуни, меди и др. Материал заклепок должен быть однородным с материалом соединяемых металлических деталей.
Наиболее широко применяют заклепки с полукруглой, потайной, полупотайной, плоской головкой, классов точности В и С, с покрытием и без него.

Рисунок 6.11 — Заклепки
Обозначение: Заклепка С8х20.38.МЗ.136 ГОСТ …, где — С — класс точности, 8 — диаметр, 20 — длина, 38 — обозначение группы материала, М3 — марка материала (медь), 136 — обозначение вида и толщины покрытия.
Отверстия под заклепки пробивают или сверлят немного больше размера (на 0,5 …1 мм) диаметра заклепки.

По назначению заклепочные швы делят на прочные, плотные, обеспечивающие герметичность, и плотно-прочные. По конструктивным признакам заклепочные швы бывают одно-, двух-, трехрядные и т.д. с листами, расположенными встык с одной или двумя накладками, с цепным или шахматным расположением заклепок (Рисунок 6.13).
Рисунок 6.13 — Варианты расположения заклепок
Если шов содержит заклепки одного типа и с одинаковыми размерами, то на чертеже согласно ГОСТ их обозначают одним из условных знаков в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (Рисунок 6.14). На чертеже наносят размеры расстояний между заклепками в ряду, между рядами и от кромок листов.
Рисунок 6.14 — Условные изображения заклепок различного типа на чертеже
Рисунок 6.15 — формирование замыкающей головки
Рисунок 6.16 — Изображение заклепки с полукруглой головкой
| Диаметр стержня d | Диаметр головки D | Высота головки H | Радиус под головкой r, не более | Радиус сферы головки R | Расстояние oт основания головки до места измерения диаметра, l |
|---|---|---|---|---|---|
| 1 | 1,8 | 0,6 | 0,2 | 1 | 1,5 |
| 1,2 | 2,1 | 0,7 | 1,2 | ||
| (1,4) | 2,5 | 0,8 | 1,4 | ||
| 1,6 | 2,9 | 1,0 | 1,6 | ||
| 2 | 3,5 | 1,2 | 1,9 | ||
| 2,5 | 4,4 | 1,5 | 2,4 | 3 | |
| 3 | 5,3 | 1,8 | 2,9 | ||
| (3,5) | 6,3 | 2,1 | 0,4 | 3,4 | |
| 4 | 7,1 | 2,4 | 3,8 | ||
| 5 | 8,8 | 3,0 | 4,7 | 4 | |
| 6 | 11 | 3,6 | 0,5 | 6 | |
| 8 | 14 | 4,8 | 7,5 | ||
| 10 | 16 | 6,0 | 0,6 | 8,3 | 6 |
| 12 | 19 | 7,2 | 0,8 | 9,8 | |
| (14) | 22 | 8,4 | 11,4 | ||
| 16 | 25 | 9,5 | 1,0 | 13 | |
| (18) | 27 | 11 | 13,8 | 8 | |
| 20 | 30 | 12 | 15,4 | ||
| (22) | 35 | 13 | 18,3 | ||
| 24 | 37 | 16 | 1,2 | 18,7 | |
| 30 | 45 | 20 | 22,7 | 10 | |
| 36 | 55 | 24 | 1,6 | 27,8 |
Длина заклепок выбирается из следующего ряда: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100 мм и т.д..
| Диаметр заклепки | 1 | 1,2 | 1,6 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 13 | 16 | 19 | 22 | 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Точная сборка 1-я | 1,1 | 1,3 | 1,7 | 2,1 | 3,1 | 4,1 | 5,2 | 6,2 | 8,2 | 10,5 | 13,5 | 16,5 | 20 | 23 | 26 |
| Точная сборка 2-я | 1,2 | 1,4 | 1,8 | 2,2 | 3,3 | 4,2 | 5,5 | 6,5 | 8,5 | 11,0 | 13,5 | 16,5 | 21 | 23 | 26 |
| Грубая сборка | — | — | — | 2,3 | 3,5 | 4,5 | 5,8 | 6,8 | 8,8 | 11,0 | 14,0 | 17,0 | 21 | 24 | 27 |
6.4 Соединения, получаемые склеиванием
Способ соединения деревянных, пластмассовых и металлических деталей и конструкций путем склеивания, находит широкое применение в промышленности.
Правила изображения полностью совпадают с изложенными выше для паяных соединений, отличается лишь знак (Рисунок 6.17) (ГОСТ ГОСТ 2.313-82).

Обозначение: Клей БФ-10Т ГОСТ 22345-77*, обозначение приводят в технических требованиях, в простейших случаях — на полке линии-выноски.
Рисунок 6.17
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1000 р./ак.ч.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.
Стыковку элементов и конструкций можно разделить на две основные группы: разъемные и неразъемные соединения. К первым относят те, которые можно разобрать без нарушения целостности скрепляющих элементов. Это крепления с помощью гаек, болтов, шпилек, винтов, все соединения с резьбой и без нее. Неразъемными считаются такие, при разборке которых придется нарушить элементы крепления.

К ним относят: сварные, клееные, заклепочные, сшивные и паяные. Разъемные и неразъемные соединения широко используются в определенных областях промышленности. Ниже мы рассмотрим каждый из видов более подробно.
Разъемные соединения
Их исполнение состоит в высверливании отверстий немного большего диаметра, чем крепежный элемент (винт или болт). Делается это для того, чтобы в обеих скрепляемых деталях были точные отверстия. Погрешность в долю миллиметра компенсируется, в особенности для элементов с большим количеством креплений. При использовании болтов и винтов для надежности стыка на них надевают гайку и шайбу.

Первую подкладывают под вторую для неподвижности соединения, она не дает деталям вращаться. Существует еще пружинное кольцо, которое имеет два острых зуба. Ими она упирается в заготовку и деталь, тем самым препятствует самопроизвольному раскручиванию гайки.
Шурупы стягивают детали, нарезая резьбу самостоятельно. При их применении гайки и шайбы не нужны. Шпильки используются, если к массивной детали крепится другая. Она имеет резьбу на обоих концах, под нее в заготовке сверлят отверстие больше длины резьбы шпильки.
Неразъемные соединения
- сварные;
- заклепочные;
- паяные;
- клеевые.
Такие виды неразъемных соединений нашли применение в отдельных областях производства. Рассмотрим каждый из них по отдельности.
Сварка
Соединение, усыновленное путем межатомных связей между частями деталей при нагревании, называют сварным.

Неразъемные соединения, сварка которых была правильно выполнена, достигают необходимой прочности, снижения себестоимости, а также массы детали.
Источниками нагрева элементов могут быть:
- расплавленный шлак;
- газовое пламя;
- электрическая дуга;
- плазма;
- лазерный луч.
Металл, который подлежит сварке, называют основным. А тот, что используется в ванне – присадочным.

Получение неразъемных соединений таким образом может быть следующих видов:
- контактная сварка;
- электородуговая ручная;
- автоматическая под флюсом и полуавтоматическая;
- дуговая.
Шов также подразделяется на:
- стыковой;
- нахлесточный;
- угловой;
- тавровый.
Любой из них может быть как односторонним, так и двухсторонним.

Они делятся на прерывные и беспрерывные. Также есть различия в форме поперечного сечения: нормальный шов, выпуклый или вогнутый.
- Низкая стоимость на такие неразъемные соединения, за счет простоты шва и малой затрате трудоемкости.
- Относительно небольшая масса, по сравнению с другими методами работ.
- Нет необходимости делать отверстия в детали, что придает прочность в ее сечении.
- Автоматизация сварочного процесса подразумевает его герметичность.
- Появление деформации и коробления после произведенных работ, а также возникновение остаточных напряжений.
- Выдерживает несильную вибрацию и удары.
- Сложность в проверке качества.
- Рабочие, осуществляющие неразъемные соединения деталей сваркой, в обязательном порядке должны пройти обучение и подтверждать свою квалификацию.
Пайка
Детали в методе пайки скрепляются введением дополнительного металла припоя.
Причем температура плавления припоя должна быть меньше, чем у соединяемых деталей. По данному критерию припои различают:
- особолегкоплавкие. Необходимая температура их плавления составляет всего 145 градусов;
- мягкие или легкоплавкие. Рабочий нагрев не выше 450 градусов Цельсия;
- твердые или среднеплавкие. Температура их плавления находится в диапазоне от 450 до 600 градусов;
- высокотемпературные или высокоплавкие. Такие металлы плавятся при температуре свыше 600 градусов Цельсия.
Припои
В зависимости от компонента они делятся на:
- оловянно-свинцовые (ПОС);
- оловянные (ПО);
- цинковые (ПЦ);
- серебряные (ПСр);
- медно-цинковые (ПМЦ, латунные).
Большинство работ по припою производят с применением оловянно-свинцового материала марки ПОС. Как правило, их выпускают в виде проволоки, лент или прутиков.
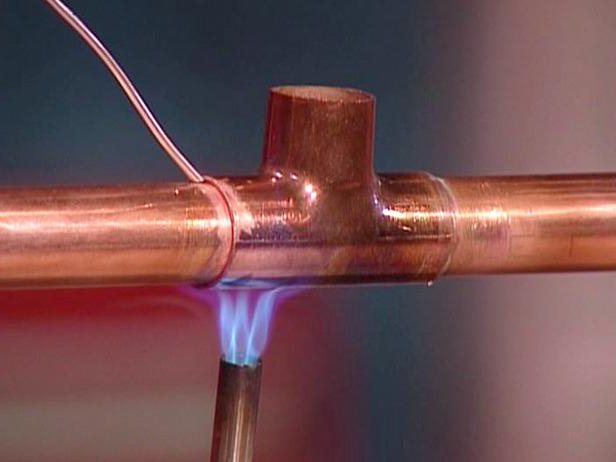
Перед припоем поверхности хорошо очищают. Чтобы они не окислились, применяют специальный паяльный флюс. Это вещество не дает образовываться оксидам и очищает от них поверхности деталей, способствует лучшему растеканию припоя. Определенный вид флюса подходит под конкретную температуру, свыше которой он перестает работать и сгорает.
Заклепочные
Это соединения, которые создают с применением специальной детали – заклепки. Она имеет стержень и головку. Процесс получения неразъемных соединений происходит за счет образования на другом конце детали замыкающей головки, она получается путем сжатия конца стержня. Такая конструкция вовсе неподвижная и при этом неразъемная. В ней отсутствует возможность смещения деталей относительно друг друга.
Используют такое крепление для деталей небольшой толщины в основном листовых материалов или там, где применение высоких температур недопустимо из-за возможной деформации деталей. Когда заклепки стоят рядом, они образуют заклепочный шов.
Материал элементов должен соответствовать материалу скрепляемых деталей, иначе может возникнуть электрохимическая коррозия из-за разности коэффициентов температурного расширения. Головки заклепок бывают круглые, потаенные, полупотаенные и плоские.
Плюсы
Преимущества данного соединения:
- Способность выдерживать большую вибрацию и нагрузки на удар, что не по силам сварке.
- Применение возможно в материалах, которые не свариваются или этот процесс очень долог.
- Нет применения высоких температур при соединении.
Минусы
Среди них можно отметить следующие моменты:
- Большой расход металла на произведенную работу.
- Увеличение веса конструкции.
- Высокая трудоемкость.
- Технологичность процесса невысокая.
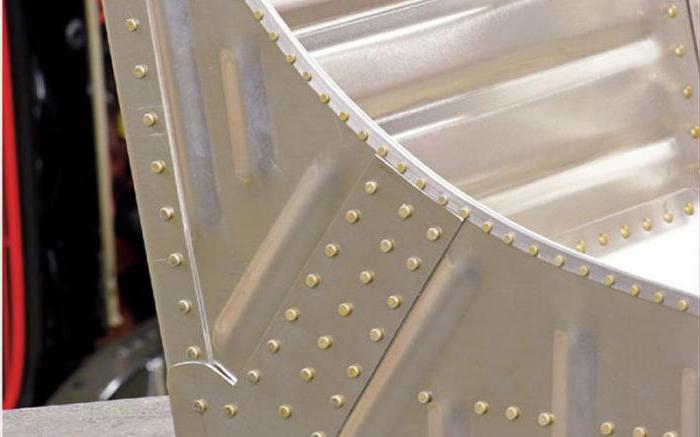
Клеевые
Чтобы получить прочные неразъемные соединения, достаточно соединить детали с помощью клеевого состава. Действие происходит путем образования связей на межмолекулярном уровне поверхности склеиваемой детали и пленкой клея.
Применение такого способа можно встретить в конструкциях из различных материалов. Крепление на основе клея применяют даже в мостостроении и авиации. Долговечность такого соединения и его качество будет зависеть от подготовки поверхностей деталей и вида нагрузки, которая будет на них воздействовать. Нужно провести очищение поверхностей от ржавчины и жировых пятен, после обработать места наждачной бумагой.
Склеивать детали, на которые будет действовать нагрузка на сдвиг или поворот, при маленькой площади стыка не следует. Это приведет к потере прочности. Склеивать лучше те части, которые подвержены смещению относительно друг друга или нагрузке растяжения.
Преимущества клеевого способа:
- Соединить таким образом можно любые заготовки и конструкции, независимо от их формы, массы или материалов.
- Высокая устойчивость к коррозии.
- Герметичность, что позволяет производить работу с трубопроводами.
- Не вызывает деформацию деталей.
- Не создается концентрация напряжений.
- Надежность работы в условиях вибрационных нагрузок.
- Низкая стоимость расходного материала.
- Клеевые неразъемные соединения не утяжеляют конструкцию.
- Низкая прочность, особенно при нагрузке на отрыв.
- Недолговечность, некоторые виды клея могут стареть.
- Низкая устойчивость к тепловой нагрузке.
- Многие соединения должны пройти длительную выдержку пред эксплуатацией.
- Обязательное соблюдение мер безопасности.
Неразъемное соединение полиэтилен-сталь
Широкое применение для стыковки труб стальных и современных полиэтиленовых получило неразъемное соединение полиэтилен-сталь.
Оно позволяет надежно скрепить между собой пластиковые и металлические трубы, а также установить необходимую арматуру для запоров. Чтобы изготовить неразрывную конструкцию, применяют трубы из полиэтилена, изготовленные по определенному стандарту.

Получают неразъемное соединение сталь (переходник ПЭ-сталь) путем сварки патрубка металлического участка с полиэтиленовым. Применять этот метод можно в качестве заглушек на газо- и водопроводах магистральных сетей.
Такие неразъемные соединения труб монтируются к газопроводам жилых домов. Часто можно встретить их в котельных установках. Применение стальных трубопроводов в наше время все чаще вытесняется аналогом полиэтиленовым. Связано это с очевидным преимуществом пластиковых труб над металлическими. Поэтому они используются все чаще. Неразъемное соединение полиэтилен-сталь настолько надежно, что не требует особого обслуживания.

Его установка происходит напрямую в грунт без использования колодцев. Монтаж осуществляют с помощью сварки встык или терморезисторной. Неразъемное соединение полиэтилен-сталь может быть с усиливающей муфтой или без нее. Данная деталь придает переходнику способность выдерживать большое давление и непрерывную нагрузку 1 Мпа. Переходник без муфты может выдержать нагрузку не больше 0,6 Мпа. Соединение металла с полиэтиленом может происходить при помощи резьбы или с применением различных фланцев.
Итак, мы рассмотрели основные виды соединений, их преимущества и недостатки.
Стыковку элементов и конструкций можно разделить на две основные группы: разъемные и неразъемные соединения. К первым относят те, которые можно разобрать без нарушения целостности скрепляющих элементов. Это крепления с помощью гаек, болтов, шпилек, винтов, все соединения с резьбой и без нее. Неразъемными считаются такие, при разборке которых придется нарушить элементы крепления.
К ним относят: сварные, клееные, заклепочные, сшивные и паяные. Разъемные и неразъемные соединения широко используются в определенных областях промышленности. Ниже мы рассмотрим каждый из видов более подробно.
Разъемные соединения
Их исполнение состоит в высверливании отверстий немного большего диаметра, чем крепежный элемент (винт или болт). Делается это для того, чтобы в обеих скрепляемых деталях были точные отверстия. Погрешность в долю миллиметра компенсируется, в особенности для элементов с большим количеством креплений. При использовании болтов и винтов для надежности стыка на них надевают гайку и шайбу.
Первую подкладывают под вторую для неподвижности соединения, она не дает деталям вращаться. Существует еще пружинное кольцо, которое имеет два острых зуба. Ими она упирается в заготовку и деталь, тем самым препятствует самопроизвольному раскручиванию гайки.
Шурупы стягивают детали, нарезая резьбу самостоятельно. При их применении гайки и шайбы не нужны. Шпильки используются, если к массивной детали крепится другая. Она имеет резьбу на обоих концах, под нее в заготовке сверлят отверстие больше длины резьбы шпильки.
Неразъемные соединения
Такие виды неразъемных соединений нашли применение в отдельных областях производства. Рассмотрим каждый из них по отдельности.
Соединение, усыновленное путем межатомных связей между частями деталей при нагревании, называют сварным.

Неразъемные соединения, сварка которых была правильно выполнена, достигают необходимой прочности, снижения себестоимости, а также массы детали. Источниками нагрева элементов могут быть:
Металл, который подлежит сварке, называют основным. А тот, что используется в ванне – присадочным.

Участок, прихваченный подобным способом, называется сварным швом. Получение неразъемных соединений таким образом может быть следующих видов:
автоматическая под флюсом и полуавтоматическая;
Шов также подразделяется на:
Любой из них может быть как односторонним, так и двухсторонним.
Они делятся на прерывные и беспрерывные. Также есть различия в форме поперечного сечения: нормальный шов, выпуклый или вогнутый.
Низкая стоимость на такие неразъемные соединения, за счет простоты шва и малой затрате трудоемкости.
Относительно небольшая масса, по сравнению с другими методами работ.
Нет необходимости делать отверстия в детали, что придает прочность в ее сечении.
Автоматизация сварочного процесса подразумевает его герметичность.
Появление деформации и коробления после произведенных работ, а также возникновение остаточных напряжений.
Выдерживает несильную вибрацию и удары.
Сложность в проверке качества.
Рабочие, осуществляющие неразъемные соединения деталей сваркой, в обязательном порядке должны пройти обучение и подтверждать свою квалификацию.
Детали в методе пайки скрепляются введением дополнительного металла припоя. Причем температура плавления припоя должна быть меньше, чем у соединяемых деталей. По данному критерию припои различают:
особолегкоплавкие. Необходимая температура их плавления составляет всего 145 градусов;
мягкие или легкоплавкие. Рабочий нагрев не выше 450 градусов Цельсия;
твердые или среднеплавкие. Температура их плавления находится в диапазоне от 450 до 600 градусов; высокотемпературные или высокоплавкие. Такие металлы плавятся при температуре свыше 600 градусов Цельсия.
В зависимости от компонента они делятся на:
медно-цинковые (ПМЦ, латунные).
Большинство работ по припою производят с применением оловянно-свинцового материала марки ПОС. Как правило, их выпускают в виде проволоки, лент или прутиков.
Перед припоем поверхности хорошо очищают. Чтобы они не окислились, применяют специальный паяльный флюс. Это вещество не дает образовываться оксидам и очищает от них поверхности деталей, способствует лучшему растеканию припоя. Определенный вид флюса подходит под конкретную температуру, свыше которой он перестает работать и сгорает.
Заклепочные
Это соединения, которые создают с применением специальной детали – заклепки. Она имеет стержень и головку. Процесс получения неразъемных соединений происходит за счет образования на другом конце детали замыкающей головки, она получается путем сжатия конца стержня. Такая конструкция вовсе неподвижная и при этом неразъемная. В ней отсутствует возможность смещения деталей относительно друг друга.
Используют такое крепление для деталей небольшой толщины в основном листовых материалов или там, где применение высоких температур недопустимо из-за возможной деформации деталей. Когда заклепки стоят рядом, они образуют заклепочный шов.
Материал элементов должен соответствовать материалу скрепляемых деталей, иначе может возникнуть электрохимическая коррозия из-за разности коэффициентов температурного расширения. Головки заклепок бывают круглые, потаенные, полупотаенные и плоские.
Преимущества данного соединения:
Способность выдерживать большую вибрацию и нагрузки на удар, что не по силам сварке.
Применение возможно в материалах, которые не свариваются или этот процесс очень долог.
Нет применения высоких температур при соединении.
Среди них можно отметить следующие моменты:
Большой расход металла на произведенную работу.
Увеличение веса конструкции.
Технологичность процесса невысокая.
Чтобы получить прочные неразъемные соединения, достаточно соединить детали с помощью клеевого состава. Действие происходит путем образования связей на межмолекулярном уровне поверхности склеиваемой детали и пленкой клея.
Применение такого способа можно встретить в конструкциях из различных материалов. Крепление на основе клея применяют даже в мостостроении и авиации. Долговечность такого соединения и его качество будет зависеть от подготовки поверхностей деталей и вида нагрузки, которая будет на них воздействовать. Нужно провести очищение поверхностей от ржавчины и жировых пятен, после обработать места наждачной бумагой.
Склеивать детали, на которые будет действовать нагрузка на сдвиг или поворот, при маленькой площади стыка не следует. Это приведет к потере прочности. Склеивать лучше те части, которые подвержены смещению относительно друг друга или нагрузке растяжения.
Преимущества клеевого способа:
Соединить таким образом можно любые заготовки и конструкции, независимо от их формы, массы или материалов.
Высокая устойчивость к коррозии.
Герметичность, что позволяет производить работу с трубопроводами.
Не вызывает деформацию деталей.
Не создается концентрация напряжений.
Надежность работы в условиях вибрационных нагрузок.
Низкая стоимость расходного материала.
Клеевые неразъемные соединения не утяжеляют конструкцию.
Низкая прочность, особенно при нагрузке на отрыв.
Недолговечность, некоторые виды клея могут стареть.
Низкая устойчивость к тепловой нагрузке.
Многие соединения должны пройти длительную выдержку пред эксплуатацией.
Обязательное соблюдение мер безопасности.
Неразъемное соединение полиэтилен-сталь
Широкое применение для стыковки труб стальных и современных полиэтиленовых получило неразъемное соединение полиэтилен-сталь.
Оно позволяет надежно скрепить между собой пластиковые и металлические трубы, а также установить необходимую арматуру для запоров. Чтобы изготовить неразрывную конструкцию, применяют трубы из полиэтилена, изготовленные по определенному стандарту.
Получают неразъемное соединение сталь (переходник ПЭ-сталь) путем сварки патрубка металлического участка с полиэтиленовым. Применять этот метод можно в качестве заглушек на газо- и водопроводах магистральных сетей.
Такие неразъемные соединения труб монтируются к газопроводам жилых домов. Часто можно встретить их в котельных установках. Применение стальных трубопроводов в наше время все чаще вытесняется аналогом полиэтиленовым. Связано это с очевидным преимуществом пластиковых труб над металлическими. Поэтому они используются все чаще. Неразъемное соединение полиэтилен-сталь настолько надежно, что не требует особого обслуживания.
Его установка происходит напрямую в грунт без использования колодцев. Монтаж осуществляют с помощью сварки встык или терморезисторной. Неразъемное соединение полиэтилен-сталь может быть с усиливающей муфтой или без нее. Данная деталь придает переходнику способность выдерживать большое давление и непрерывную нагрузку 1 Мпа. Переходник без муфты может выдержать нагрузку не больше 0,6 Мпа. Соединение металла с полиэтиленом может происходить при помощи резьбы или с применением различных фланцев. Итак, мы рассмотрели основные виды соединений, их преимущества и недостатки.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Читайте также: