
Правила установки резца в резцедержателе кратко
Обновлено: 02.07.2024
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.

Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
1. Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
4. При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
5. Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
6. Работать следует только доведенным резцом.
7. Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности. Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
8. Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
9. При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
10. Ширина среза не должна превышать 2/3 длины режущей кромки резца.
1.9 Режимы резания при черновом обтачивании твердосплавными резцами
Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 6, 8, 10 и 12.
Таблица 6 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами

Таблица 7 – Скорости резания (в м/мин) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами

Таблица 8 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл. 7, 9, 11 или 13) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предстоящей обработки.
Главнейшими из таких условий являются стойкость резца (коэффициент K1), механические свойства обрабатываемого материала (коэффициент К2), состояние обрабатываемой поверхности (коэффициент Кз), материал резца (коэффициент К4) и его главный угол в плане (коэффициент К5) — Значения этих коэффициентов приведены в табл. 14.
Таблица 9 – Скорость резания (в мм/об) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 10 — Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами

Таблица 11 – Скорости резания (в м/мин) при чёрновом обтачивании серого чугуна твёрдосплавными резцами

Таблица 12 – Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 13 – Скорости резания при черновом обтачивания серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 14 – Поправочные коэффициенты к табличным значениям скоростей резания твёрдосплавными резцами
Установка резца в резцедержателе
Резец устанавливают в резцедержателе таким образом, чтобы вершина его была расположена на уровне оси центров (рис.16). Установку резца контролируют по заднему центру. Под державку резца помещают подкладки из мягкой стали, причём количество подкладок должно быть минимальным, а державка резца должна опираться на подкладки всей поверхности. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т.е. l 0 , отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность Æ25, подрезают второй торец и снимают фаску резцом I.
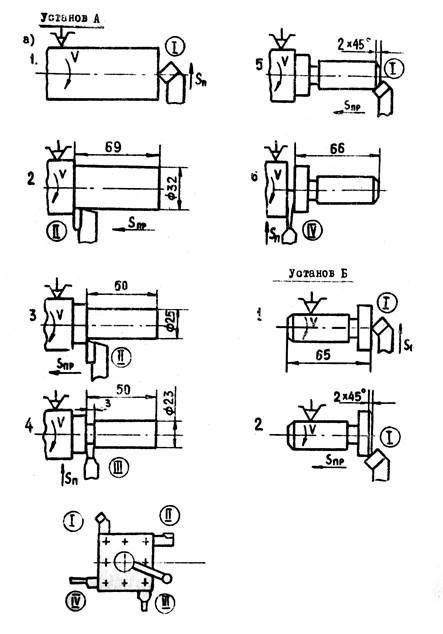
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной
Содержание отчета
1. Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
2. Описать основные и вспомогательные движения рабочих органов станка, методы установки режимов станка и механизм их осуществления.
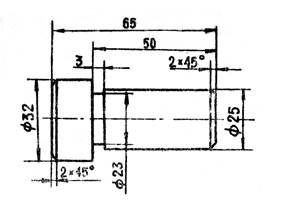
3. Выполнить эскиз детали (выдается руководителем).
4. Составить эскиз установки заготовки на станке.
5. Описать виды работ, выполняемых на станке, и указать какие из них будут использованы при обработке детали.
6. Составить техпроцесс обработки детали с указанием эскизов переходов и инструмента.
7. Изложить классификацию резцов и указать какие из них использованы при обработке детали.
1. Изложите сущность токарной обработки.
2. Назовите основные части токарно-винторезного станка и их назначение.
3. Перечислите режимы резания, основные и вспомогательные движения рабочих органов станка, методы их установки и включения.
4. Расскажите о видах работ, выполняемых на токарных станках
5. Расскажите о конструкции и разновидностях токарных резцов.
6. Как закрепляется заготовка на токарных станках.
7. Что такое технологический процесс и из каких элементов он состоит.
1. Проектирование металлорежущих станков и станочных систем. Справочник-учебник. – М.: Изд. МГТУ им. Баумана. 2000.
3. Технология конструкционных материалов. Под общ. ред. А.М. Дальского. — М.: Машиностроение. 1992.
Объем 0,7 усл. п.л., 0,6 уч.-изд.л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № 521 . Тираж 180 . Цена .
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.
Обработка дерева и металла
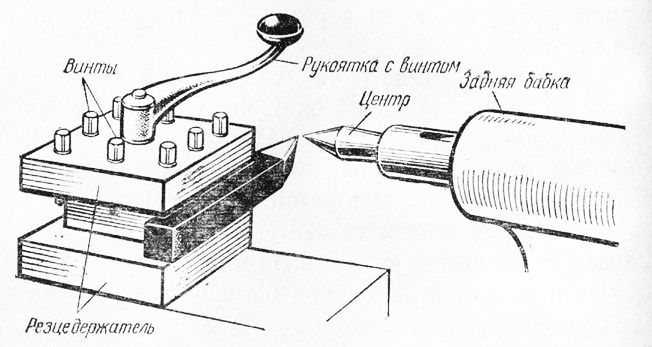
Установка резца. Прежде чем приступить к работе на станке, нужно установить резец в резцедержателе по центру и закрепить заготовку (деталь) в патроне.
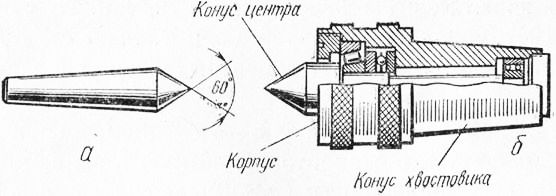
Различают центры неподвижные и вращающиеся. Они служат опорой для обтачиваемой длинной заготовки. Закрепляют центры в пиноли задней бабки.
Установив центр в пиноли, вращением маховичка подводят фартук с суппортом вплотную к задней бабке. Затем закрепляют резец в резцедержателе с помощью винтов. Головка резца должна выступать из резцедержателя не более чем на 1,5 высоты стержня, а вершина режущих кромок резца — совпадать с острием центра.
Если вершина резца окажется ниже острия центра, то под стержнем помещают одну, две или три подкладки, подобранные по толщине. Подкладки делают из листовой стали, их ширина и длина должны соответствовать размеру стержня резца.
Подбором подкладок соответствующей толщины добиваются совпадения острия центра с вершиной режущих кромок резца. Затем при помощи ключа закрепляют резец винтами, а резцедержатель — рукояткой.
Правила установки всех резцов одинаковы.
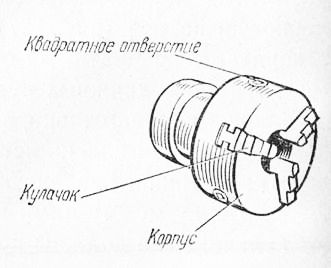
Установка заготовки в патроне. Обтачиваемые заготовки закрепляют на шпинделе станка с помощью различных приспособлений. Наиболее удобен трехку-лачковый патрон. Устроен он очень просто: в корпусе с квадратными отверстиями для ключа размещены три подвижных кулачка.
Закрепляют заготовки в патроне следующим образом. Вращением ключа, вставленного в квадратные отверстия патрона, раздвигают кулачки. Затем помещают заготовку между ними и поворотом ключа сближают кулачки; они должны прочно зажать деталь. Длина выступающей из патрона части заготовки не должна превышать трех ее диаметров.
Запомните!
Закреплять заготовку ключом нужно со стороны каждого кулачка, для этого патрон поворачивают на 1—2 оборота.
Устройство инструмента. Штангенциркуль — это универсальный измерительный инструмент.
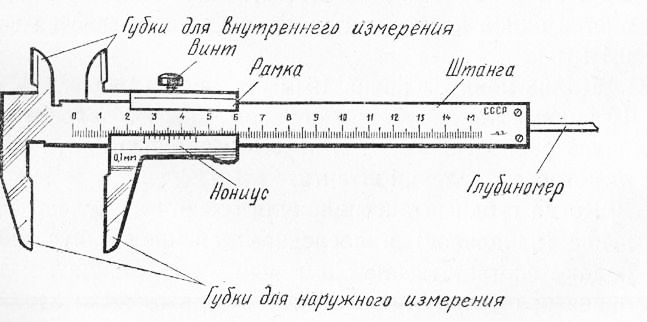
С его помощью можно измерять толщину деталей, ширину и глубину отверстий.
На штанге — линейке инструмента нанесены миллиметровые деления. Заодно с линейкой сделаны две неподвижные губки: одна для измерения наружных, то есть внешних, размеров; другая — внутренних размеров. На штангу надета рамка с подвижными губками и глубиномером, который представляет собой тонкую, узкую линейку. Глубиномер помещен в продольном пазу обратной стороны линейки.
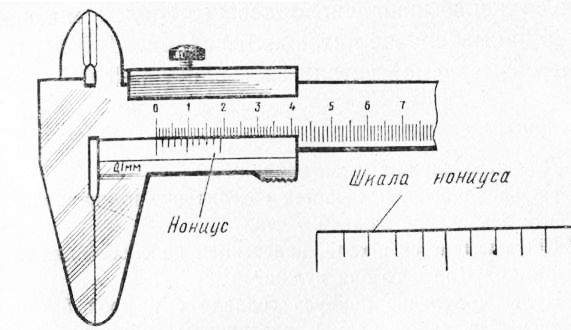
Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. На скосе нижней части рамки нанесены деления (шкала). Это дополнительное измерительное устройство называется нониусом (рис. 129). Нониус позволяет более точно определять размеры деталей до десятой доли миллиметра.
Все вы знаете, что один сантиметр равен десяти миллиметрам. Но можно сказать и записать иначе: миллиметр— это одна десятая, или просто десятая, часть сантиметра, то есть 1 мм=1/10 см = 0,1 см. Если разделить миллиметр на 10 частей, то каждая часть называется одной десятой миллиметра и записывается так: 0,1 мм.
Длина нониуса равна 19 мм, а шкала разделена на 10 равных частей. Таким образом, каждое деление нониуса равно 1,9 мм, т. е. на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое деление (начальное) и последнее деление нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги (не доходя 1 мм до отметки 2). Остальные деления нониуса и штанги не должны совпадать.
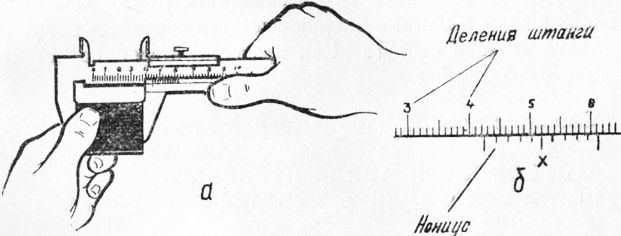
Измерение штангенциркулем. Считывают показания штангенциркуля, то есть определяют размеры детали следующим образом.
Целые миллиметры отсчитывают по делениям штанги до нулевой отметки нониуса. В нашем примере нулевое деление нониуса находится между целыми величинами (42 мм и 43 мм) шкалы. Число целых миллиметров на штанге в нашем примере 42. Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра— в нашем случае пятое деление. Итак, размер измеряемой детали составляет 42,5 мм.
ВНИМАНИЕ! САЙТ ЛЕКЦИИ.ОРГ проводит недельный опрос. ПРИМИТЕ УЧАСТИЕ. ВСЕГО 1 МИНУТА.
Лабораторная работа № 7.
Снятие пробной стружки. Освоение работы с лимбами поперечной и продольной подач.
Цель работы: Научиться правильно устанавливать и закреплять резец в резцедержателе. Научиться правильно устанавливать и закреплять заготовку. Освоить работу с лимбами поперечной и продольной подач. Научиться выбирать режим резания.
Приспособления для закрепления резцов.
Приспособления для закрепления заготовок.
Инструмент: проходной прямой резец, проходной отогнутый резец, штангенциркуль, патронный ключ, ключ резцедержателя.
Защитные средства: очки, защитный экран.
Материалы: стальные заготовки D = 12 – 20 мм длиной 80 – 120 мм.
Ход работы: По плакату изучи правила закрепления резца в резцедержателе. Подойди к станку. Внимательно осмотри станок. Убедись в исправности станка наличии заземления. Вручную проверь работу механизмов перемещения. Убери со станка все лишнее. Коробку с резцами положи на тумбочку. Включи станок. Убедись в работе механизма механической подачи и механического нарезания резьбы. Перед включением механизма ходового винта для нарезания резьбы отключи кинематическую пару зубчатое колесо – зубчатая рейка, вытянув кнопку зацепления зубчатой рейки.
Возьми проходной прямой резец. Установи его так, чтобы главная режущая кромка резца находилась сверху. Боковая стенка резца должна опираться на боковую стенку резцедержателя. Предварительно слегка закрепи резец винтами. Возьми задний центр. Выдвини пиноль задней бабки на 30 – 40 мм. Резким движением руки вставь задний центр в пиноль задней бабки. Подведи суппорт к задней бабке. Ослабь винты резцедержателя. Подкладывая под подошву резца подкладки, добейся совпадения по высоте острия центра и вершины резца. Установка более 3-х подкладок запрещается. Размеры подкладок не должны быть более размеров подошвы резца. Подкладки не должны выступать за пределы резцедержателя. Вылет резцедержателя, т.е. расстояние от продольной оси крайнего крепежного болта до вершины резца не должно быть более 1,5 высоты резца. Продольная ось резца должна быть перпендикулярна продольной оси заготовки. Закрепи резец, вращая винты резцедержателя ключом.
Разновидности резцов
Расточные резцы разбиты на несколько подгрупп, в зависимости от основных параметров. Подача на станке может иметь несколько направлений. Учитывая этот факт, резцы могут быть: левыми; правыми.
Для каждого вида отверстия подбирается нужная конструкция оснастки. От этого зависит точность обработки и время операции. В зависимости от своей конструкции инструмент подразделяется на несколько видов:
- Прямые. Ось державки совпадает с линией режущей головки. Иногда выдерживается параллельность осей.
- Отогнутые. У инструмента ось головки может отклоняться в определённую сторону от оси державки.
- Изогнутые. Державка отличается изогнутой осью.
- Оттянутые. Державка шире головки инструмента.
Надо сказать, что иногда таких форм недостаточно. Особенно когда деталь отличается сложной формой. Специально для подобных случаев конструкторами разрабатываются уникальные виды расточного инструмента.
Форма державки подразделяет резцы на несколько видов:
- Круглые.
- Прямоугольные.
- Квадратные.
На классификацию инструмента влияет также метод изготовления. Оснастка подразделяется на группы:
- Цельные. Инструмент сделан из однородного материала.
- Составные. Для изготовления режущей части используется твердосплавная пластина. Она может закрепляться на державке обычным болтом или припаиваться.
Общие правила установки резца в резцедержателе
1.7 Общие правила установки резца в резцедержателе
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
1. Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
4. При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
5. Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.

Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.

Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Нарезание за выбранное по справочнику количество проходов.
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.

Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Заточка резцов
Заточка токарных резцов производится как при их изготовлении, так и при износе. Процесс заточки проходит на точильно-шлифовальных станках с непрерывным охлаждением. Сначала затачивается главная поверхность, затем задняя и вспомогательная. После этого обрабатывают переднюю поверхность резца до получения ровной режущей кромки.
На каждом станке для заточки резцов имеется два шлифовальных круга: из электрокорунда и из зеленого карбида кремния. Первый применяется для обработки резцов из быстрорежущей стали, второй используется для заточки твердосплавных резцов. Для проверки правильности заточки резца существуют специальные шаблоны.
Такой инструмент, как токарные резцы, востребован достаточно хорошо и широко представлен в ассортименте каталога .
Конструкция отрезного резца

углы заточки отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла. Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Для чего нужна правильная установка резца на токарный станок и как правильно осуществить монтаж? Основные правила, а также некоторые тонкости.
Весь ход процесса точения на токарных станках от самого начала и вплоть до окончательного результата в основном определяется грамотной установкой резца в резцедержателе. В противном же случае при его неправильном положении станку грозит довольно быстрый износ режущей кромки.
Не редко также из-за этой неполадки возникают серьёзные поломки оборудования, которые часто влекут за собой следом ощутимые материальные убытки на производстве.
Перед началом необходимо сперва тщательно очистить опорные поверхности держателя. Главное правило установки резца на токарный станок по сути заключается в том, что его вершина обязательно должна находиться на уровни линии центров станка.

Помните, что установка ниже этой линии приведёт к выталкиванию детали из центров при набегании, а установка выше — к недопустимому нагреву и крайне быстрому износу.
Но в иных случаях для дополнительного улучшения работы резца допускаются незначительные отклонения. К примеру, в процессе черновой обработки деталь устанавливают с небольшим превышением над уровнем центров, составляющем от 0.3 до 1.2 мм (зависит исключительно от диаметра обрабатываемого изделия).
Совершенно другой случай — чистовое точение, при котором установка резца осуществляется со снижением на аналогичную величину.

Будучи закреплённым в резцедержателе не менее, чем двумя болтами, резец необходимо подвести строго к центру задней или же передней бабки и отрегулировать по высоте, подстилая при этом под него не более трёх подкладок. Это придаст максимальную точность при установке детали.
Отдельного упоминания также заслуживают сами подкладки: их следует подготавливать целым комплектом сразу же заблаговременно. Не стоить их заменять на куски металла или же другие иные материалы.
Подкладки нужно класть на опорную поверхность резцедержателя, при этом контролируйте вылет резца — он не должен превышать 1.5 высоты стержня, в противном случае вибрации детали при работе станка не избежать.
Дальнейшая регулировка резца на необходимую глубину может быть произведена двумя путями: методом пробных стружек или с лимбом поперечной подачи. Выбирая первую технологию, резец подводят вплотную до первого касания к поверхности вращающейся детали.
После чего он отводится вправо и далее глубина резания устанавливается уже глаз. Если диаметр проточки детали после этого вышел больше необходимого, всё повторяется с новой глубиной резания до получения требуемого результата.
Установка резцов в резцедержателе производится в зависимости от обрабатываемого материала и вида обработки.
Рис. 1. Установка резца по оси центров (обточка чугуна, бронзы, латуни).
Рис. 2. Установка резца выше оси центров (при обточке стали выше на 1-2 мм).
Рис.3. Установка резца точно по оси центров (расточка всех материалов).
При установке резцов нужно стремиться к тому, чтобы их вылет из резцедержателя был бы по возможности наименьшим, так как при большом вылете резца неизбежны вибрации, крайне вредно отражающейся на работе резца и приводящие к выкрашиванию пластинки.
Вылет резца должен быть не больше его высоты.

Для установки резца по центру следует применять одну толстую прокладку, а не нескольких тонких.
Обращение с резцами на работе.
Отводить резец можно только при выключенной подаче. Нельзя пускать или останавливать станок, когда резец находится под стружкой.
Если в процессе работы станок случайно остановился, для освобождения резца из-под стружки нельзя станку давать обратный ход, так как это приведет к выкрашиванию пластинки. В этом случае нужно отвернуть болты резцедержателя, начиная с заднего болта, и после того вынуть резец.
При обработке эксцентрических деталей подачу можно включить только после того, когда резец окончательно врезался в деталь.
Подводить резец к детали можно только при ее вращении.
Если во время работы будут обнаружены вибрации, нужно немедленно прекратить работу и принять меры к их устранению.
Во время работы нужно осторожно обращаться с резцами, оснащенными пластинками твердых сплавов. Удар по пластинке может привести к ее поломке.
При хранении резцов нужно следить за тем, чтобы их режущие кромки не соприкасались как между собой, так и с другими металлическими предметами.
Читайте также: