
Кратко опишите основные методы закалки и дайте их сравнительную характеристику
Обновлено: 30.06.2024
Закалка – широко распространенная технология термообработки стальных изделий. Суть ее состоит в разогреве металла так, чтобы его температура достигла критическую отметку, при которой происходит изменения кристаллического строения либо начинает протекать процесс растворения фазы в матрице, сформировавшейся при низких температурных показателях детали. После этого металл резко охлаждается. В результате сталь обретает микроструктуру игольчатого типа, получившую название мартенсит. Благодаря данному явлению твердость сплава возрастает и увеличивается его износостойкость.
Температура закаливания
Основными критериями, на основе которых режимы закалки подразделяются на виды, являются температура разогревания и скорость протекания техпроцесса. Имеются также отличия по таким параметрам, как:
временной интервал выдержки при определенных температурных показателях;
скорость процедуры охлаждения.
Закалка полная
Полной закалкой обрабатывается сталь доэвтектоидная. Ее разогревают так, чтобы конечная температура превысила на 30°-50° критическую точку Ac3. Тогда смесь феррита с цементитом полностью трансформируется в аустенит. При дальнейшем охлаждении образуется, преимущественно, мартенситная структура.
Закаливание неполное
Процедуре неполного закаливания чаще всего подвергают стали инструментальные. Проведение термообработки данного вида преследует цель нагрева изделия до отметки начала протекания процесса формирования избыточных фаз. При этом требуется соблюдать такой температурный диапазон:
Т – температура нагрева;

При соблюдении такого температурного диапазона структура мартенсита после закалки стали сохранит некое количество феррита.
Неполная закалка заэвтектоидного сплава наиболее качественна, если изделие нагревается до отметки, превышающей Ac1 на 20°С-30°С. Тогда в процессе разогрева и остывания не будет преобразовываться цементит. Из-за этого повысится твердость мартенсита. При выходе температурных показателей нагрева детали за пределы вышеуказанного диапазона эта характеристика может, наоборот, ухудшится.
Особенности охлаждения
Как известно, аустенит наименее устойчив при температуре 550°С≤Т≤650°С. А структура мартенсита формируется при создании условий для ускоренного остывания сплава до вхождения его температурного показателя именно в этот диапазон. Когда же температура попадет в зону ниже отметки +240°С, мартенситное превращение обеспечивается за счет замедленного охлаждения. Такое технологическое решение приводит к тому, что возникшие в теле металла напряжения успеют выровняться. Причем без снижения твердости сформировавшегося мартенсита.
Успешная термообработка предполагает корректный выбор среды закаливания. В качестве таковой наиболее часто применяются:
минеральное закалочное масло;
водный раствор поваренной соли (NаСl+Н 2 О) либо едкого натра (NаОН);
Закалку стали с легирующими добавками лучше выполнять с использованием масла. Проводить эту процедуру с углеродистыми сплавами рекомендуется путем охлаждения водой.
Характеристики стали
В контексте рассматриваемой темы у стали имеются две важные характеристики.
Закаливаемость
Металлургия объясняет высокую твердость углеродсодержащего мартенсита искаженностью его кристаллических ячеек. Данный фактор затрудняет пластическую деформацию материала. Показатель твердости растет с увеличением количества углерода. В цифрах это выглядит так: величина данного параметра, устанавливаемая по методике Роквелла с содержанием в стали элемента углерод (С) на уровне:
0,7%, составляет 64НRС.
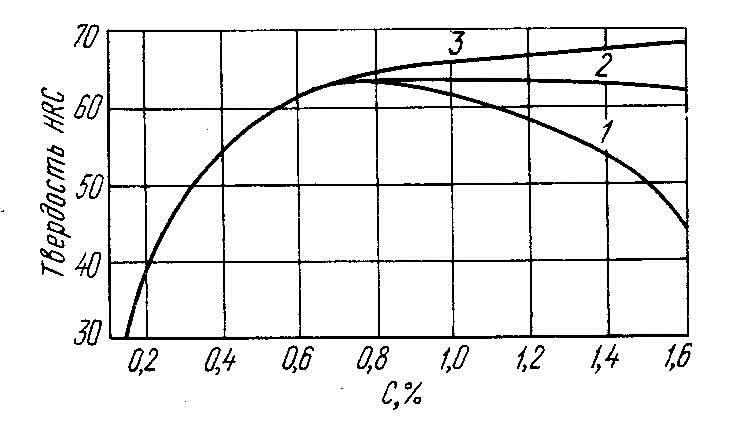
Но дальнейшее увеличение количества углерода в сплаве не приводит к существенному росту значения показателя твердости. Все это отображено на графике.
На нем приняты такие обозначения:
Обычно не подвергаются процедуре закалки сплавы с содержанием углерода меньше 0,3% по причине их низкой степени закаливания.
Прокаливаемость
Данная характеристика говорит о глубине закаливания стали. В ходе этого техпроцесса остывание сердцевины детали происходит медленней нежели ее поверхности. Объясняется данное явление непосредственным контактом наружного слоя с охлаждающей субстанцией, забирающей тепловую энергию. Иное дело с центральным фрагментом изделия. Его тепло передается по толще металла к приповерхностному участку, а там его поглощает все та же охлаждающая субстанция.
Прокаливаемость является характеристикой производной от критической скорости закаливания. Под таковой понимается наименьшая скорость переохлаждения всего аустенита до мартенситного структурного превращения. Глубина закаливания находится в обратно пропорциональной зависимости от этого параметра. То есть, чем скорость вышеуказанного процесса меньше, тем глубже происходит закаливание металла. Это ярко проявляется на сплавах с крупными и мелкими зернами. Первые прокаливаются на большую глубину чем вторые, поскольку они отличаются небольшой критической скоростью.
Разновидности закаливания
Способов закалки металла сегодня разработано достаточно много. При выборе из них конкретного нужно учитывать:
химический состав материала;
конструктивные особенности изделия;
заданный показатель твердости конечной продукции;
условия процесса охлаждения.
Закалка в одной среде
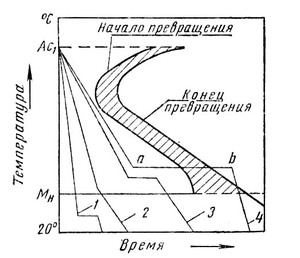
Чтобы лучше понять особенности процедуры закаливания, рассмотрим ниже размещенное изображение. На нем показаны графики линий охлаждения, характерные различным методам такой термообработки.
формированию внутренних напряжений;
Совокупность этих факторов вызывает обычно коробление и растрескивание таких изделий.
При выполнении данного метода закаливания трещины могут образоваться и в деталях, изготовленных из сплавов с большим содержанием элемента углерод. В данном случае не исключены объемные трансформации структурных напряжений. Для закалки в одной среде лучше подходят изделия с простой конфигурацией, произведенные из заэвтектоидных сталей.
Закалка в двух средах
изделие сначала погружается в воду, где его температура войдет в диапазон 300°С≤Т≤400°С;
затем деталь перемещают в масляную охлаждающую рабочую среду. Там изделие находится до полного остывания.
Ступенчатое закаливание
вначале стальное изделие помещают в ванну с расплавом солей. Здесь нужно контролировать, чтобы температура охлаждающего вещества превышала температуру мартенситного превращения (это диапазон 240°С≤Т≤250°С);
затем деталь охлаждают в масле либо на открытом пространстве в условиях естественной окружающей среды.
При ступенчатой закалке вероятность коробления либо растрескивания изделия нулевая. Подвергаются такой термообработке заготовки с сечением не более 30 мм, произведенные из сталей с легирующими добавками, а также изделия с сечением, не превышающим 8 – максимум 10 миллиметров, выполненные из углеродистых сплавов.
Закалка изотермическая
На выше размещенном рисунке термообработке данного вида соответствует кривая под номером 4. Методика ее выполнения схожа с предыдущим методом. Отличие заключается в продолжительности выдерживания сплава в ванне с расплавом солей. У закалки изотермической этот временной интервал больше.
Закалка светлая
Проведение закалки светлой требует использования специально оборудованной печи. В ней должна находиться защитная среда. Для получения у обрабатываемой детали светлой поверхности, не имеющей к тому же видимых изъянов, рекомендуется применять ступенчатое закаливание. По его завершении сталь подлежит охлаждению в расплаве вещества со следующей химической формулой: NаОН – это едкая щелочь. Перед процедурой закалки изделие разогревается в оборудовании, получившем название соляная ванна, наполненном хлористым натрием. Температура должна превышать точку Ac1 на 20°С-30°С. При охлаждении температура среды поддерживается в диапазоне 180°С-200°С. Она включает:
едкий натр (NаОН) – 25%;
едкий калий (КОН) – 75%.
Эта смесь разбавляется водой в количестве порядка шести-восьми процентов от общей массы щелочных компонентов.
Закаливание с самоотпуском
Данный метод используется в процессе производства стали инструментальной. Суть технологии – извлечение стального изделия из среды охлаждения до момента его полного остывания. После проведения этой операции в толще металла сохраняется тепловая энергия. За ее счет, собственно, и осуществляется дальнейший отпуск.
Но выполнять связанные с данной процедурой последующие действия нужно, контролируя температуру детали. Только когда эта характеристика достигнет нужного для отпуска значения, изделие перемещают в закалочную среду, где оно окончательно охлаждается.
Контроль же самого отпуска проводится на основе цветов побежалости. Они представляют собой спектр различных оттенков, появляющихся на поверхности сплава, когда на ней образуется оксидная пленка. Происходит данное явление при температуре металла, изменяющейся в диапазоне 220°С≤Т≤330°С.
Закаливание самоотпуском применяется при изготовлении молотков для каменщиков и слесарей; зубил всевозможных типов, начиная со скарпелей и заканчивая крейцмеселями; кувалд, как остро-, так и тупоносых. В общем, для инструментария, требующего высокой поверхностной твердости не в ущерб вязкости.
Методы охлаждения
При закалке стальных деталей, выполняемой с ускоренным охлаждением, вероятность появления значительных внутренних напряжений очень высокая. По этой причине возникает коробление металла. Не исключено даже его растрескивание. Предотвращение данных негативных явлений возможно путем охлаждения изделий в масляной среде, конечно, если это допускает технология их производства.
Иной подход актуален для углеродистых сталей. Охлаждать их в масле нельзя. Поэтому выполнять эту операцию нужно в воде.
Помимо охлаждающей среды важное значение с точки зрения формирования внутренних напряжений имеет методика погружения в нее обрабатываемых изделий. В данном случае руководствоваться следует такими правилами:
погружать в закалочное вещество детали, в конструкцию которых входят тонкие и толстые фрагменты, нужно, начиная с более крупного;
сверла, инструменты, посредством которых нарезается внутренняя резьба – метчики – в общем изделия, характеризующиеся удлиненной конфигурацией, погружать следует, не допуская отклонения их продольной оси от вертикали. Тогда они не покоробятся.
Встречаются случаи, когда требуется подвергнуть закалке лишь часть детали. Решается эта задача применением местной термообработки. Разогревается лишь нужный фрагмент изделия, а погружению в закалочную жидкость подлежит оно все полностью.
Возможные дефекты при закалке
В ходе процесса закаливания у обрабатываемых деталей могут появиться некоторые дефекты. Ниже описаны только самые значимые.
Твердость недостаточной степени
Твердость недостаточного уровня у изделия, прошедшего процедуру закаливания, чаще всего появляется, когда:
некорректно была подобрана температура выполненной термообработки;
скорость охлаждения была ниже указанной в технологической карте.
Например, при закаливании доэвтектоидных сталей этот дефект обычно возникает по причине сохранения в структуре сплава феррита. Происходит это явление из-за нарушения технологии. В данном случае, температура закалки просто не была доведена до значения, соответствующего точке Ac3.
Продолжая разговор о доэвтектоидных сплавах, необходимо отметить еще одну возможную причину недостаточной твердости материала. Это – перегрев. В результате образуется мартенсит, характеризующийся крупноигольчатой структурой. Такое строение не только снижает твердость металла, но и понижает его ударную вязкость. Кстати, аналогично проявляется перегрев и у заэвтектоидных сталей.
Формирование мягких пятен
Причины образования мягких пятен следующие:
неоднородность структуры сплава;
в ходе процесса охлаждения изделия соприкасались друг с другом;
присутствие на поверхности деталей пятен жира.
Для исправления этого брака закалка изделия выполняется повторно. Устранение неоднородности структуры осуществляется предварительной нормализацией.

Окисление и выгорание углерода
Обезуглероживание (так принято называть выгорание углерода при закаливании) и окисление происходят в результате взаимодействия приповерхностного слоя изделия с расплавленными солями либо печными газами. Особенную опасность совокупность этих дефектов представляет режущему инструментарию. Его стойкость понижается в разы.
Подобный брак термообработки не поддается исправлению. Единственное, что может спасти положение – это достаточный размер припуска. Тогда дефектные слои удаляются механической обработкой, причем иногда достаточно только шлифовки.
Пережог
Появляется пережог, когда температура разогрева приближается к точке плавления металла. По этой причине происходит:
проникновение в толщу стали кислорода, сопровождающееся образованием на границах зерен оксидов;
оплавлением материала вдоль границ зерен. Такое явление хоть и редко, но случается.
В результате нарушается сплошность сплава, что выводит его в категорию неисправимого брака. То есть для применения он непригоден.
Закалочные трещины
Причины появления закалочных трещин следующие:
подвергалась термообработке деталь, в конструкции которой имелись резкие изменения конфигурации сечений. Именно в этих местах образуются значительные внутренние напряжения, вызывающие растрескивание;
охлаждение проводилось чрезвычайно быстро;
нагрев выполнялся неравномерно и тоже излишне ускоренно.
Еще один возможный вариант появления трещин – изделие подвергли процедуре отпуска с некоторой задержкой (не непосредственно после закалки) из-за которой не произошло своевременное нивелирование внутренних напряжений.
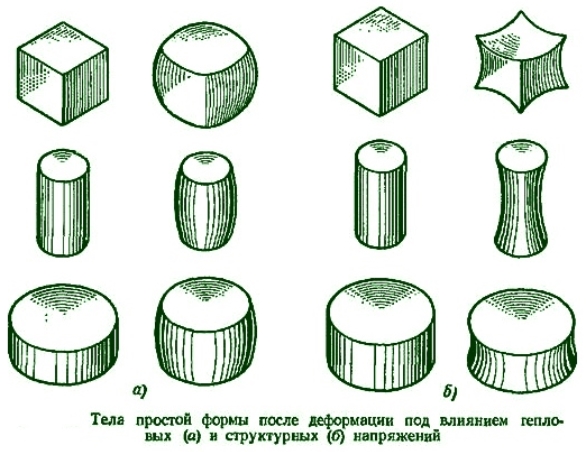
Коробление и деформация
Искажение конфигурации изделия – коробление – вызывает неравномерное охлаждение. Изменение объемных характеристик – деформация – связано со структурными преобразованиями, происходящими при термообработке. Эти дефекты закаленного сплава обусловлены различием удельных объемов сформировавшихся структур. В частности, значение данного параметра перлита меньше, чем у мартенсита. Кроме того, термические и структурные напряжения оказывают разное влияние на изменение формы различных изделий.
Чтобы предотвратить образование этих дефектов, проводить процедуру охлаждения нужно с медленной скоростью в диапазоне температур мартенситного превращения методами как изотермической, так и ступенчатой закалок.
Заключение
К качеству закалки металла не будут предъявлены претензии только при четком соблюдении этапов технологического процесса. Любое отклонение от его правил и требований вызовет нежелательные последствия. При корректном подходе закалить сталь можно даже в бытовых условиях.

Закалка стали – термическая обработка, включающая в себя нагрев, выдержку и охлаждение. Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Закалка – вид термической обработки, состоящий из основных операций – нагрева до определенной температуры, выдержки, быстрого охлаждения. Он применяется в сочетании с другой разновидностью термообработки – отпуском. Эта технология позволяет улучшить механические характеристики недорогих марок стали, цветных металлов и сплавов, за счет чего снижается себестоимость получаемых изделий и конструкций.
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
- повышение твердости;
- повышение прочностных характеристик;
- снижение пластичности до допустимой величины;
- возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
- нагрев до температур, при которых осуществляется изменение структурного состояния металла;
- выдержка, установленная в технологической карте;
- охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
- температура нагрева;
- скорость роста температуры;
- период выдержки при закалочных температурах;
- охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
| Марка стали | Температура закалки стали | Среда охлаждения после закалочного нагрева | Температура отпуска | Среда охлаждения после отпуска |
| У7 | 800°C | вода | 170°C | вода, масло |
| У7А | 800°C | вода | 170°C | вода, масло |
| У8, У8А | 800°C | вода | 170°C | вода, масло |
| У10, У10А | 790°C | вода | 180°C | вода, масло |
| У11, У12 | 780°C | вода | 180°C | вода, масло |
| Р9 | 1250°C | масло | 580°C | воздух в печи |
| Р18 | 1250°C | масло | 580°C | воздух в печи |
| ШХ6 | 810°C | масло | 200°C | воздух |
| ШХ15 | 845°C | масло | 400°C | воздух |
| 9ХС | 860°C | масло | 170°C | воздух |
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются. При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
- муфельные термические печи;
- оборудование для индукционного нагрева;
- установки для нагрева в расплавах;
- аппараты лазерного нагрева;
- газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Охлаждающие среды
Условия охлаждения стали после закалки выбирают в зависимости от химического состава обрабатываемого металла и требуемых характеристик конечного продукта. Это могут быть:
- вода;
- воздушная или струя или струя инертного газа;
- минмасло;
- водополимерные смеси;
- расплавленные соли – бария, натрия, калия;
- металлические расплавы – свинцовые или оловянные.
Технология закалочного процесса
Нагрев и выдержка
Температура нагрева стали при закалке зависит от ее химического состава. В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
- обезуглероживание;
- окисление поверхности;
- увеличение внутреннего напряжения;
- изменение структурных составляющих.
Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
| Марка | Температура, °C | Марка | Температура, °C |
| 15Г | 800 | 50Г2 | 805 |
| 65Г | 815 | 40ХГ | 870 |
| 15Х, 20Х | 800 | 3Х13 | 1050 |
| 30Х, 35Х | 850 | 35ХГС | 870 |
| 40Х, 45Х | 840 | 30ХГСА | 900 |
| 50Х | 830 |
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
Термическая обработка сталей — одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.

Как закалялась сталь
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск — зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка
Закалка стали — это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Организовывать металлообрабатывающее или машиностроительное производство, не выяснив все, что нужно знать о закалке стали, о режимах и структуре закаленной стали, весьма опрометчиво. Ряду людей будет интересно выяснить, как закалять ее в домашних условиях. Также придется разобраться с температурой и видами закалки, с закаливаемостью сталей 20, 45 и других марок.


Какие стали подлежат закалке?
Несмотря на важность этого метода обработки, он может быть применен не ко всем сплавам железа с углеродом. Возможность такой манипуляции специалисты называют закаливаемостью. Установлено, что закалить и отпустить можно только такой металл (прокат), который содержит мало углерода. Сталь 20, а также сплав 10 и 25 не подвергают закаливанию. А вот углеродистый металл вполне может быть обработан таким образом.
Речь идет про сталь:


Свойства закаленных материалов
Правильное закаливание обеспечивает такие характеристики металла, как:
- повышенная твердость на поверхности;
- наращивание суммарной прочности;
- минимизация пластичности до оправданных техническими требованиями показателей;
- сокращение массы металлургической продукции при поддержании исходной прочности и твердости.
В процессе обработки изменяется структура закаливаемой стали. При этом происходит ряд фазовых изменений. При критической температуре, равной 723 градусам, металл еще тверд, но в нем уже разворачивается распад цементита. Вместо него появляется постепенно аустенит. Если дальше металл охлаждать плавно, то аустенит распадается, и эффект от закаливания, по сути, пропадает.
Но вот при быстром остужении распад не происходит, и сталь приобретает те самые характеристики, которые так нужны заказчикам. Закаливаемая до мартенситного состояния сталь оказывается наиболее тверда. Это позволяет использовать готовый продукт в режущих инструментах. Закалка на троостит позволяет сбалансировать твердость и упругостные показатели, что ценно в ударном инструменте и пружинных амортизаторах. Если сталь закалена до сорбитного состояния, то она окажется:
- упругой;
- вязкой;
- стойко переносящей изнашивающие воздействия.
В одной среде
Такой способ внешне прост. Деталь прогревают строго до заданной температуры. Затем ее погружают в жидкость и держат там, пока она не достигнет полного охлаждения. Углеродистую и малолегированную сталь принято остужать в технической воде. Легированный металл традиционно закаливают в масле. Технологи стремятся к одинаковой прочности заготовки по всей поверхности. Это достигается за счет относительного движения конструкции в той среде, куда она помещена.
При механизированной закладке такое перемещение обеспечивается путем циркуляции. При ручной обработке передвигать придется заготовку. Темп перемещения и другие нюансы манипуляции подбираются таким образом, чтобы материал не подвергался короблению.
Описываемая методика ценна для легированной стали, остужаемой начиная с высокой температуры.
Ступенчатая
В этом случае металл также прогревают до закалочной температуры. Но дальше уже начинаются отличия — охлаждение ведется в относительно горячей среде, при 180-250 градусах чаще всего. Стремятся при этом, чтобы прогрев был немного сильнее, чем нужно для мартенситного превращения. В такой ситуации разогрев поверхности детали и охладительного вещества быстро выравнивается. Если охлаждение продолжается, появляется уже мартенсит.
Превращение идет по всей массе заготовок синхронно. Как результат, опасность появления напряжений сводится к минимуму. Последующее остужение можно производить уже даже просто на воздухе. Минусом ступенчатой методики оказывается ее заведомая неприменимость для крупных конструкций. Для них потребовалась бы слишком долгая выдержка, что создает опасность нежелательных структурных изменений.
Изотермическая
Методически такой подход мало отличается от ступенчатого закаливания. Цель — добиться распада аустенита и формирования нижнего бейнита. Углеродистые стали закаливают изотермически не слишком часто, потому что такой подход дает мало преимуществ в сравнении с иными вариантами. А вот для легированного металла – это возможность достичь сбалансированного уровня прочности и вязкости. Предел выносливости у стали окажется в итоге выше, чем при обработке по мартенситному сценарию.
Однако массовое использование изотермической закалки задерживается по нескольким причинам:
- необходимость использовать дорогостоящее оборудование;
- повышенная длительность и трудоемкость манипуляций (то есть рост издержек производства);
- необходимость применения высокотоксичных закаливающих сред — впрочем, эта проблема отчасти решается вертикальными элеваторными печами с интенсивным проветриванием закалочной емкости.
С самоотпуском
После прогрева при таком подходе конструкции помещают в охладительную среду. Там их надо держать до неполного охлаждения. Когда заготовка вынута, наружные слои вновь начинают повышать температуру. Необходимое тепло поступает из внутренней части детали. Такой режим и называют самоотпуском. К нему прибегают, если надо обеспечить одновременно повышенную твердость поверхностного слоя и значительную вязкость сердцевинной области.
Подобное сочетание свойств крайне ценно для молотков, зубил и иных инструментов, которые совершают ударную обработку. Закалка с самоотпуском успешно проводится даже в условиях современного поточного производства. Нередко она сочетается с местной термообработкой. Длительностью самоотпуска выступает промежуток, разделяющий остановку закалочного понижения температуры и начало повторного охлаждения.
Светлая
Техническая литература такой термин не употребляет, но знать, что это за метод, очень важно. Суть состоит в том, что закаливание обычного металла сопровождается потемнением. А вот легированные стали в вакуумной или инертной среде при этом расцветку не меняют. Очевидно, что такие методы защиты металла весьма дороги и трудоемки. К ним прибегают только при массовом выпуске однородных изделий, когда работает эффект масштаба и издержки размазываются по всем экземплярам.
Для работы используют вертикальные печи. Нагрев заготовки проходит в индукторе. Оттуда она перемещается в ванну со специальными солями или селитрой. Весь объем установки должен быть полностью герметичен. Откачка воздуха проводится после завершения каждого цикла.
Поверхностная
Поверхностная закалка, как следует уже из названия, призвана упрочнить наружные слои металла. Для этой цели используют ТВЧ (токи высокой частоты), производящие эффект индукционного нагрева. Чаще к подобной методике прибегают при обработке углеродистых сталей. Температура должна быть более высокой, чем при традиционной объемной методике закаливания. В некоторых случаях прибегают к газопламенному или даже лазерному разогреву сплава – они позволяют, соответственно, уменьшать издержки и повышать точность манипуляций.


Необходимое оборудование
О некоторых его разновидностях — вертикальных печах — речь уже заходила. Однако требуются порой и другие приспособления, технические системы. Кроме печей, обязательно понадобится специальная закалочная ванна. Она оснащается таким образом, чтобы можно было постоянно контролировать тепловые режимы и точно оценивать их соблюдение. Конструктивная схема ванн практически не отличается у разных фирм, по большей части разница касается только габаритов.
Функциональный отсек ванны преимущественно выполняется в прямоугольной форме, но также могут встретиться и цилиндрические модели. Толщина варьируется с учетом планируемой наивысшей продолжительности обработки. Важную роль играет вентиляционный контур, без которого было бы невозможно удаление токсичных веществ. Благодаря теплообменнику исключается хаотическое изменение температуры жидкости для закаливания и поддерживается стабильный ход всего процесса. Теплообменник может принудительно обдуваться вентилятором, однако иногда отвод теплоты от него ведут при помощи циркуляции, поддерживаемой компрессором.
Закалка токами высокой частоты подразумевает использование продвинутой индукционной машины. Индуктор представляет собой катушку, обвиваемую медной трубкой. Геометрия индуктора определяется только конфигурацией и габаритами детали. Предусматривается вращение заготовки в центрах, что требует наличия как зажимов, так и двигателя, и контролирующего процесс механизма.
Разумеется, независимо от способа закалки придется постоянно вести термометрию удаленными средствами наблюдения.

Температура
Выбор режимов и степени нагрева во многом индивидуален — но это не означает, что все требования можно игнорировать. Чаще всего подразумевается первоначальный прогрев стали до аустенитного состояния. Чтобы гарантированно, несмотря на вероятные примеси, произвести соответствующее превращение, нужен нагрев на 30-50 градусов выше расчетной точки. Перегрев существенно более Ac3 также нецелесообразен, потому что разрастание аустенитных зерен ведет к хрупкости материала. Инструментальные углеродистые стали доводить до аустенитной фазы не имеет смысла и даже вредно.
Легированный металл закаливают опять же учитывая критические точки. Однако большое количество улучшающих компонентов сильно затруднит отбор наилучшего рабочего режима. Если легированная сталь содержит много карбидов, ее надо прогревать существенно выше критических точек, иногда до 1000 градусов и более. Только при расплавлении карбидов и переходе заключенных в них легирующих добавок в аустенит можно получить хороший результат. Температура при неполной закалке составляет такую величину, при которой сохраняется избыточный цементит. Этот режим показан для заэвтектоидных сталей, но может использоваться и для других сплавов.
Как закалять в домашних условиях?
Технология в этом случае существенно не отличается от той, что практикуется на больших заводах. Точно так же надо разогреть металл, а затем охладить. Но ограниченное оборудование, даже в продвинутых домашних мастерских, не позволяет воспроизвести промышленные методики точь-в-точь. Процесс в любом случае должен происходить равномерно и плавно. На поверхности нельзя допускать появления черных или синих пятен. Чтобы сделать все правильно, используют термопечи. Иногда их заменяют на электропечи или даже на открытый огонь. Струйное закаливание проводится, если надо работать точечно. Время выдержки при погружении предмета в масляную ванну не превышает 3 секунд, но эту процедуру проводят многократно и быстро. Судить о температуре образца приходится по окраске поверхности или по степени побежалости.
Открытое пламя — как костра, так и горелки — позволяет прогреть лишь относительно небольшие металлические изделия. Минус открытого огня состоит еще и в опасности обезуглероживания поверхности. Наддувать кузнечный горн возможно мощным промышленным феном. Простые временные печи для такой работы создают из шамотных кирпичей. Закалочные жидкости помещают в емкости подходящей величины, изготавливаемые из несгораемых веществ. Держать заготовки помогут щипцы либо крючья подходящей величины. Охлаждение металла в домашних условиях возможно при помощи воды и воздуха, водных растворов и минерального масла. Если какое-то изделие состоит из частей с разной целевой твердостью, прибегают к последовательному остужению в двух средах.
Конкретные параметры и режимы подбирают сообразно параметрам определенного сплава. Изготовив импровизированную камеру, можно будет повысить температуру до 1200 градусов, что гарантирует обработку легированного металла.


Дефекты после закаливания
Иногда закаливаемая сталь приобретает слишком низкую твердость. Это бывает связано с чрезмерно низкой температурой или с несоблюдением временных рамок процедуры. Проблема также часто обуславливается малыми темпами охлаждения. Источником сложностей может стать и чрезмерный нагрев образца (выше допустимых температур). Из-за роста зерен в перегретой детали металл становится несообразно хрупок.
О пережоге говорят, когда сталь нагрели практически до температуры плавления. Чтобы компенсировать такую опасность, нужно использовать атмосферу, не имеющую окислительных свойств. Также вероятны:
Читайте также:
- Справка о работе учителя русского языка и литературы в школе
- Национальная политическая и правовая культура в контексте глобализации кратко
- Сравнительная характеристика программ по русскому языку для начальной школы
- Учитель с судимостью может работать в школе
- Процесс обучения в советской школе монография