
Фрезерно расточные станки описание работы кратко
Обновлено: 04.07.2024
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные ЧПУ
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Фрезерные станки предназначены для обработки плоских и фасонных поверхностей, металлических и деревянных заготовок, зубчатых колёс и т.п., с помощью фрезы.
1. Классификация станков фрезерной группы
Принята Единая система классификации и условных обозначений станков отечественного производства, основанная на присвоении каждому из них особого шифра (номера). Первая цифра номера показывает группу, к которой относится данный станок (токарная, сверлильная, фрезерная группа и т. д.), вторая – его тип, третья (иногда и четвертая) цифра характеризует размер станка. В обозначениях фрезерных станков последняя цифра обычно отражает размер стола (табл. 1).
Таблица 1. Индексация размеров стола фрезерных станков
В ряде случаев между первой и второй цифрами вводится прописная буква русского алфавита, указывающая на то, что станок улучшен или модифицирован. Прописная буква в конце шифра указывает на ту или иную область применения данной модификации (например, П – повышенной точности; ПБ – повышенной точности быстроходный; Ш – широкоуниверсальный; Ф – с числовым программным управлением и т. д.).
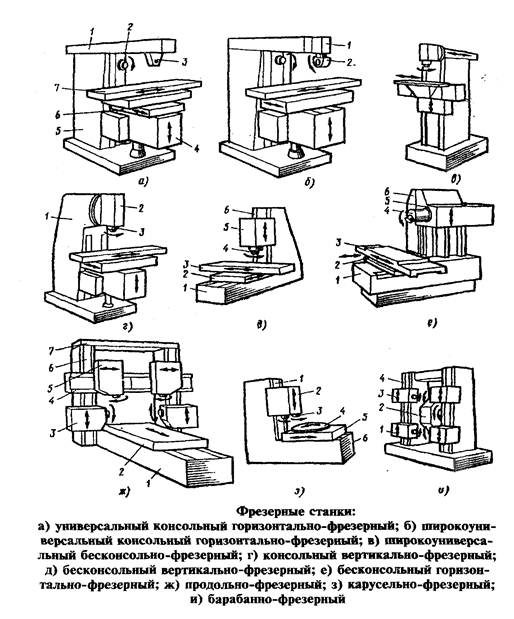
Фрезерные станки в принятой классификации составляют шестую группу, поэтому обозначение (шифр) любого фрезерного станка начинается с цифры 6. Эта группа включает девять основных типов фрезерных станков:
- 1 – вертикальные консольные;
- 2 – непрерывного действия;
- 3 – (резерв);
- 4 – копировальные и гравировальные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные;
- 7 – консольные широкоуниверсальные;
- 8 – горизонтальные консольные;
- 9 – разные станки, к которым относят резьбофрезерные, шлицефрезерные, шпоночно-фрезерные и др.
Названия основных типов станков могут быть детализированы. Так, в зависимости от вида выполняемых работ, уровня специализации, конструктивных особенностей выделяют станки:
- горизонтально-фрезерные консольные;
- горизонтально-фрезерные консольные универсальные;
- вертикально-фрезерные консольные с поворотным столом;
- фрезерные широкоуниверсальные высокой и повышенной точности и др.
Как и станки других групп, фрезерные станки могут быть различного класса точности:
- Н – станок нормальной точности,
- П – повышенной,
- В – высокой,
- А – особо высокой,
- С – особо точный (прецизионный).
Индекс точности (кроме Н) может быть указан в шифре модели станка. Так, например, шифр фрезерного станка модели 6М13ПБ читается так:
- станок фрезерной группы (цифра 6);
- модернизирован по сравнению с предыдущей моделью (буква М);
- тип станка – вертикальный консольный (цифра 1);
- размеры стола: 400×1600 мм (цифра 3);
- точность повышенная, быстроходный (индексы П и Б).
2. Основные узлы фрезерных станков
Несмотря на разнообразие типов и размеров, станки фрезерной группы имеют общие узлы, к которым можно отнести основание станка, станину, салазки, шпиндель, коробки скоростей и подач, консоль (для консольных станков).
Станина предназначена для крепления всех узлов и механизмов станка. В зависимости от типа станка станины могут иметь горизонтальное или вертикальное исполнение. Горизонтальные станины крупногабаритных станков (например, продольно-фрезерных) устанавливают на фундамент всей опорной поверхностью. Вертикальные станины монтируют на основании станка, которое установлено или закреплено на фундаменте. Для большинства станков станины выполняют из серого чугуна.
Шпиндель фрезерного станка служит для передачи крутящего момента режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки. Примерно 50 % всех проверок на точность, выполняемых в процессе изготовления, сборки и ремонта станка, приходится на шпиндельный узел.
Коробка скоростей является главным узлом привода главного движения станка и предназначена для передачи шпинделю станка различных частот вращения от электродвигателя привода. Коробку скоростей располагают внутри станины. Управляют коробкой с помощью механизма переключения частот вращения шпинделя.
Коробка подач обеспечивает получение рабочих подач и быстрые перемещения стола, салазок, консоли (у консольных станков).
Стол станка монтируется на направляющих и перемещается по ним в продольном направлении. У консольных станков направляющие стола смонтированы на салазках, которые являются промежуточным элементом между столом и консолью. Нижней частью салазки установлены на поперечных направляющих консоли и могут вместе со столом перемещаться в поперечном направлении.
Консоль – элемент консольных фрезерных станков коробчатой формы с вертикальными и горизонтальными (поперечными) направляющими. Вертикальными направляющими консоль соединена со станиной и может перемещаться по ней. По горизонтальным направляющим перемещаются салазки. Консоль может быть закреплена на направляющих станины по высоте специальными зажимами и является базовым узлом, объединяющим все остальные узлы цепи подач и распределяющим движение на продольную, поперечную и вертикальную подачу. Консоль поддерживается стойкой, в которой имеется телескопический винт для ее подъема и опускания.
3. Типы и технические характеристики фрезерных станков
Консольно-фрезерные станки. Наиболее распространенным типом фрезерных станков являются консольно-фрезерные станки. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др. На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
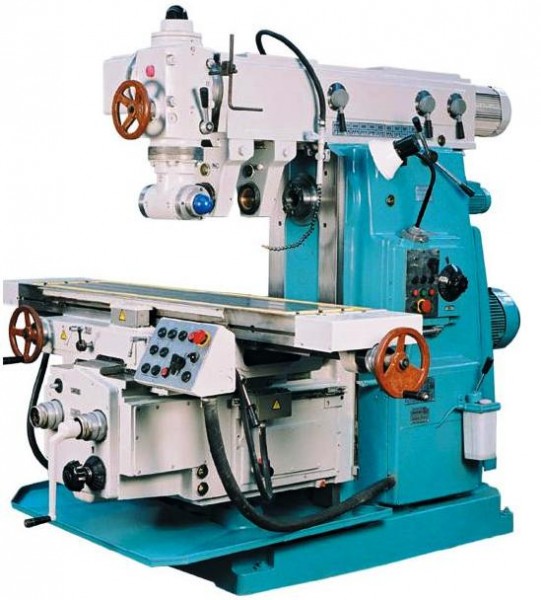
Консольный горизонтальнофрезерный станок показан на рисунке 1.
Основание станка 1 – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах. Внутри станины 2 расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел 6. На верхних горизонтальных направляющих станины размещен хобот 7. На верхней части консоли 3 расположены салазки 4, которые могут перемещаться в поперечном направлении. На салазках размещен стол 5, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.

Рис. 1. Консольный горизонтально-фрезерный станок: 1 – основание; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – шпиндель; 7 – хобот
Особенностью этой группы станков является горизонтально расположенный шпиндель и возможность перемещения стола в трех взаимно перпендикулярных направлениях. В универсально-фрезерном станке стол, кроме того, поворачивается вокруг вертикальной оси и таким образом может двигаться под разными углами к оси шпинделя, что используют при нарезании винтовых канавок.
Для консольных вертикальнофрезерных станков характерно вертикальное положение шпинделя (рис. 2).

Рис. 2. Консольный вертикально-фрезерный станок: 1 – основание; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – шпиндель
В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости (например, в случае фрезерования скосов и наклонных поверхностей) шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтальнофрезерных станков, как правило, существенно не отличаются. На вертикально-фрезерных станках можно обрабатывать горизонтальные и наклонные плоские поверхности, пазы, углы рамки и др.
Широкоуниверсальные консольные фрезерные станки (рис. 3) служат для обработки заготовок сложных деталей, таких как штампы, прессформы, шаблоны, кулачки, модели и др.

Рис. 3. Широкоуниверсальный консольно-фрезерный станок: 1 – основание; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – горизонтальный шпиндель; 7 – ползун; 8 – поворотная фрезерная головка
На этих станках обработку можно осуществлять с большей точностью, чем на консольных горизонтально- и вертикально-фрезерных, так как широкоуниверсальные станки имеют классы точности П. Наличие горизонтального и вертикального шпинделей, а также большого количества приспособлений позволяет выполнять на широкоуниверсальном станке (кроме фрезерования) сверление, долбление, растачивание, обработку торцов, нанесение рисок, фрезерование винтовых канавок и другие работы.
Технические характеристики некоторых консольно-фрезерных станков приведены в таблицах 2–6.
Таблица 2. Основные технические характеристики консольных вертикально-фрезерных станков
Сверлильные станки с ЧПУ предназначены для производительной координатной обработки деталей (типа крышек, фланцев, панелей, трубных досок) без предварительной разметки и применения кондукторов. Для них характерны операции сверления, зенкерования, развертывания, нарезания резьбы; наличие крестового стола; последовательная работа несколькими инструментами, установленными в револьверных головках; применение многоинструментальных головок; автоматизация позиционирования и работы вдоль оси Z.
Для обработки крепежных отверстий в корпусных деталях, а также в деталях типа фланцев, крышек, плит, рычагов, кронштейнов, в условиях мелкосерийного и серийного производств предназначен вертикально-сверлильный станок с ЧПУ мод.2Р135Ф2 (рис.1,4). Он оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности.
Расточные станки применяют для обработки корпусных деталей при сверлении, зенкеровании, развертывании, фрезеровании и нарезании резьбы.
Координатно-расточный многоинструментальный станок с ЧПУ 243ВМФ2 (рис.2) широко применяется в мелкосерийном и серийном производствах при изготовлении сложных корпусных деталей.
Для обработки корпусных деталей массой до 600 кг применяется станок 2Е450АМФ4, имеющий класс точности Л, позволяющий производить также фрезерование поверхностей торцевыми и концевыми фрезами с линейной и круговой интерполяцией.
Для обработки корпусных деталей массой до 16000 кг предназначен горизонтально-расточный станок повышенной точности 2П637МФ4, позволяющий обрабатывать соосные отверстия консольным инструментом с поворотом стола.
Для сверления, рассверливания, зенкерования, подрезания торцов, нарезания резьбы, протачивания кольцевых канавок и вырезания отверстий, прямоугольного и контурного фрезерования применяют сверлильно-фрезерные станки с ЧПУ мод.2348ПМФ2 (рис.3), 21103Н7Ф4, 21104Н7Ф4, 21105Н7Ф4. Эти станки обладают широкими технологическими возможностями, что позволяет использовать их в составе автоматизированных участков.
Из зарубежных станков сверлильно-расточной группы представляют интерес многоинструментальные сверлильные центры фирмы "СТАМА" МС012 и МС112. Станки содержат 9-ти или 12-ти позиционные головки с осью вращения, параллельной оси инструмента. Смена инструмента занимает от 0,8 до 3 секунд. Для обработки деталей различной конфигурации и размеров, а также их крепления в различных положениях (при обработке по маятниковому циклу) рабочая площадь может быть увеличена перестановкой головки или стола по оси Z.

Рис.1 - Вертикально-сверлильный станок с ЧПУ2Р135Ф2

Рис.2 - Координатно-расточный станок 243ВМФ2

Рис.3 - Сверлильно-фрезерный станок 2348ПМФ2
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ могут быть выполнены в различных компоновочных вариантах: вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных.
Консольный вертикально-фрезерный станок с ЧПУ мод.6Р13ФЗ (4) предназначен для обработки концевыми и радиусными фрезами плоских и пространственных деталей сложного профиля (штампов, пресс-форм, кулачков) из черных, цветных металлов и других материалов в мелкосерийном и серийном производстве. Пространственная обработка достигается сочетанием перемещения стола станка с деталью в горизонтальной плоскости по двум координатам и вертикального перемещения шпиндельной головки с режущим инструментом.
Основные движения в станке.
Главное движение - вращение шпинделя; движение подачи - перемещение салазок в поперечном, стола в продольном и шпиндельной головки в вертикальном направлениях; вспомогательные движения - установочные перемещения узлов станка.
Механизм главного движения станка представляет обычную коробку скоростей, в которой 18 различных частот вращений шпинделя (в диапазоне 40. 2000 мин-1) получается за счет переключения двух тройных (z = 19-22-16 и z = 37-46-26) и одного двойного (z = 82-19) блоков зубчатых колес. Источником мощности служит электродвигатель М, (N= 7,5 кВт, п = 1450 мин"1).
Специализированный вертикально-фрезерный станок 6М1ЗСН с ЧПУ предназначен для изготовления деталей типа балки, у которой концевой фрезой обрабатывается наружный контур, плоскость проушины, внутренние контуры колодцев и дно колодцев.
Станки с ЧПУ 65А80Ф4, 65А80ПМФ4 и 65А90Ф4 составляют гамму вертикальных фрезерных станков с крестовым столом с различной степенью автоматизации. Перемещение стола, салазок и бабки осуществляется от отдельных безредукторных приводов подач с высокомоментными электродвигателями постоянного тока через шарико-винтовые передачи. Инструментальный магазин и устройство автоматической смены инструмента обеспечивает выбор и смену инструмента для выполнения операций фрезерования, сверления, растачивания и нарезания резьбы.
Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36 (рис.5) предназначен для фрезерования разнообразных деталей сложной формы торцевыми, концевыми, угловыми и фасонными фрезами. Обработка может производиться по трем координатам одновременно. Кроме фрезерования на станке можно выполнять сверление, растачивание, зенкерование и развертывание отверстий.
Специализированный вертикально-фрезерный станок мод. МА655АЗ (Рис.6) предназначен для обработки деталей сложной криволинейной формы типа дисков, плит, рычагов и корпусных деталей из сталей, титановых и легких сплавов. Станок оснащен системой ЧПУ и устройством для автоматической смены инструмента. На станке выполняют фрезерование плоскостей и пазов, сверление, зенкерование, развертывание и предварительное растачивание отверстий. Обработка осуществляется по трем координатам по программе.
Для объемной обработки ковочных, вытяжных и вырубных штампов, литейных моделей и кокилей, пресс-форм и плоских сложных контуров применяют горизонтально-фрезерные станки с ЧПУ мод.6В443ФЗ и 6В444ФЗ (рис.7). Широкий диапазон изменения скорости вращения шпинделя и оснащение станка ускорительной съемной головкой позволяют вести наиболее производительную обработку. Применение съемной двухшпиндельной головки дает возможность обрабатывать одновременно две детали. Программа работы станка записывается на программоносителе и вводится непосредственно с пульта устройства ЧПУ, которое вычисляет траекторию движения режущего инструмента и скорость его перемещения по трем координатам. Фактическое положение подвижных узлов контролируется датчиками обратной связи. Не меняя программы, на станке можно изготовить пуансон и матрицу, зеркальное изделие, а также изделие в масштабе (1: 2, 1: 5, 1: 10), установить инструмент другой длины и диаметра, изменить припуск на последующую обработку.
На базе станков ФП-27НЗ и ФП-27С разработана модификация четырехкоординатного фрезерного станка с ЧПУ и автоматической сменой инструмента ФП-27-4С. На станке возможна обработка торцевыми и концевыми фрезами плоскостей, прямолинейных и криволинейных наружных и внутренних поверхностей с постоянными и с изменяющимися углами наклона. Станок может выполнять сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы специальными оправками с метчиком или резьбовой головкой

Рис.4 - Вертикально-фрезерный станок 6Р13ФЗ

Рис.5 - Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36

Рис.6 Специализированный вертикально-фрезерный станок МА655АЗ

Рис.7 Станок 6В444ФЗ
Сверлильно-фрезерно-расточные станки
Сверлильно-фрезерно-расточные станки выпускаются в вертикальном и горизонтальном исполнениях. Вертикальные станки выполняются с подвижной вертикали перемещающейся шпиндельной бабкой и крестовым столом.
Многооперационный станок с ЧПУ модели 21104П7Ф4 (рис.8) предназначены для высокопроизводительной обработки малогабаритных деталей сложной конфигурации. На станке можно выполни сверление, зенкерование, развертывание растачивание, фрезерование по контуру; нарезание резьб метчиками. Станок оснащен автоматическим устройством столов-спутников на две позиции. Загрузка заготовки происходит во время работы станка. Для односторонней комплексной обработки плоских деталей средних размеров, по заданной программе применяют вертикальный сверлильно-фрезерно-расточной станок с ЧПУ модели 2256ВМФ4 (рис.9).
На станке можно производить получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей фрезами различных типов, а также растачивание, сверление, зенкерование, развертывание, нарезание резьб метчиками в деталях из чугуна, стали, цветных металлов и пластмасс.
Вертикальный фрезерно-сверлильно-расточный полуавтомат с ЧПУ модели 65А60МФ4-01 предназначен для обработки по программе деталей сложной конфигурации типа кулачков, копиров, штампов, а также корпусных деталей из чугуна, стали я цветных металлов. Полуавтомат имеет 24-местный инструментальный магазин и устройство автоматической смены инструмента, оснащен крестовым столом. В полуавтомате предусмотрены бесступенчатое регулирование приводов подач с электродвигателями постоянного тока, система блокировки и предохранительных устройств, обеспечивающих высокую надежность работы. Отклонение от плоскостности обработанной поверхности на длине 300 мм составляет 12 мкм, отклонение от заданного контура обработанной детали - 40 мкм.
Сверлильно-фрезерно-расточные станки горизонтальной компоновки преобладали в парке многоцелевых станков. Около 80% этих станков оснащены поворотными столами с приспособлениями-спутниками для автоматической смены заготовок, что позволяет обрабатывать детали в автоматическом режиме с четырех-пяти сторон. Горизонтальные станки обычно имеют неподвижную стойку и крестовый стол с поворотной частью, либо поперечно-подвижную стойку и продольно-подвижный поворотный стол. Инструментальные магазины барабанного типа размещаются на стойте, а магазины цепного типа - рядом со станком или на стойке сбоку. Магазины задают, как правило, емкостью на 16. 90 инструментов, что в большинстве случаев достаточно для обработки сложных корпусных деталей.
Различают горизонтальные станки со встроенными и вынесенными инструментальными магазинами.


Рис.10 станок ИР320ПМФ4


Рис.11 Постоянные технологические циклы обработки, используемые на станке модели ИР320МПФ4: 1 - обратная цековка с ориентацией шпинделя; 2 - растачивание ступенчатых отверстий; 3 - глубокое сверление; 4 - фрезерование наружного контура; 5 - цековка фрезерованием по контуру; 6 - фрезерование по контуру внутренних торцов; 7- растачивание отверстия с использованием специальной оправки; 8 - сверление; 9 - фрезерование торцевой фрезой; 10 - цековка отверстий, направляющих инструмент; 11 - фрезерование внутренних каналов; 12 - нарезание резьбы (до Ml 6); 13 - обработка поверхностей типа тел вращения
Для высокопроизводительной обработки малогабаритных деталей сложной конфигурации применяют многоцелевой станок модели ИР320ПМФ4 (рис.10). Станок имеет вертикально-подвижную шпиндельную бабку, продольно-подвижный шпиндель, стол с вертикальным расположением рабочей поверхности. Инструментальный магазин емкостью 36 инструментов расположен на торце стойки. Выбор инструментов осуществляется в любой последовательности (безманипуляторный). Смена обрабатываемых деталей происходит при помощи автоматического устройства накопителя столов-спутников на 4 позиции. СОЖ подается в зону резания до 150 л/мин, и обеспечивает не только охлаждение детали и инструмента, но и удаление стружки. Широкий диапазон частот вращения шпинделя и скоростей подач позволяют выбирать оптимальные режимы резания при обработке деталей из конструкционных материалов (от легких цветных сплавов до высокопрочных, легированных, вязких и жаропрочных сталей). Постоянные технологические циклы обработки, используемые на станке ИР320ПМФ4, показаны на рисунке 11, кинематическая схема станка изображена на рисунке 12.
Многооперационные станки ИР500ПМФ4 (рис.13) и ИР800ПМФ4 (рис.14) предназначены для высокопроизводительной обработки корпусных деталей из различных конструкционных материалов. Наибольшая масса обрабатываемых деталей на станке ИР500ПМФ4 составляет 700 кг, на станке ИР800ПМФ4 - 1500 кг. Поворотный индексируемый стол перемещается на отдельной станине, которая крепится на общем основании. Станки оснащены устройством автоматической смены столов-спутников с двухместным накопителем, что может обеспечить автономную работу станков в течение нескольких часов. Инструментальный магазин емкостью 30 инструментов расположен на верхнем торце станков вне рабочей зоны. Смена инструмента производится автоматически по программе. Для сохранения точности станков предусмотрено устройство обдува шпинделя. Шпиндель имеет две механические ступени и прямое программирование частоты вращения через 1 мин. Станки оборудованы устройством автоматической уборки стружки, ограждением зоны резания, индексируемыми столами или столами с круговой подачей.
Устройство автоматической смены инструмента расположено вне рабочей зоны и состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора. Предусмотри возможность увеличения емкости инструментального магазина за счет установки! столе-спутнике инструментального барабана.
Горизонтальные многоцелевые станки 2204ВМФ4, 2204ВМ1Ф4 (рис.15) и 6Б76ПМФ4 (рис.16) содержат вынесенные инструментальные магазины. Станки производят получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей концевыми, торцевыми и дисковыми фрезами, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы метчиками. Установка инструментального магазина на отдельной опоре возле станка позволяет свести к минимуму изменение его точностных параметров, увеличить жесткость станков и повысить его виброустойчивость.
Для комплексной обработки деталей повышенной сложности применяют горизонтальные сверлильно-фрезерно-расточные станки 2206ВМ1Ф4 и ЛФ400ПМФ4.
Для консольной обработки деталей предназначены горизонтальные сверлильно-фрезерно-расточные станки 2623ПМФ4, 22912Н7Ф4 и 2А622Ф4-1, изготовленные в Санкт-Петербурге (Станкостроительное объединение). Станки оснащены устройством автоматической смены столов-спутников с изделием, а также встроенными поворотными столами, что позволяет значительно расширить их технологические возможности.
Многоцелевой станок с ЧПУ мод. ОС-1000МФ4 применяют для обработки деталей типа корпусов, плит, трубных досок, рам, балок в индивидуальном и мелкосерийном производствах при частых переналадках.
Позиционирование инструмента при неподвижной детали позволяет уменьшить производственную площадь по сравнению с применением станков традиционной компоновки с подвижным столом. Протяженность установочной плиты (стола) позволяет производить обработку деталей по маятниковому циклу, то есть совмещать во времени установку очередной заготовки с обработкой предыдущей деталей.
Смену инструмента производят поворотом и фиксацией магазина (число инструментов - 24) относительно шпинделя, что позволяет обеспечить высокую надежность и точность.
Координатные сверлильно-фрезерно-расточные станки 24К60АФ4 и 24К70АФ4 предназначены для обработки отверстий с точным расположением осей методом растачивания, контурного фрезерования, сверления, зенкерования и резьбо-нарезания.
На станках можно выполнять чистовое и получистовое фрезерование плоскостей, подрезку торцов, разметку и точные измерения. Подвижные органы (стол и головка) установлены с высокой точностью, что позволяет использовать эти станки в качестве измерительных машин.
Для повышения точности обработки изделий большой массы в станках применяют адаптивную систему компенсации деформации станины. Станки оснащен автоматизированной системой определения положения базовых поверхностей изделия, что значительно упрощает и ускоряет их установку на стол станка.
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.

Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение - коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Читайте также: