
Сборка разъемных и неразъемных соединений доклад
Обновлено: 02.07.2024
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.
Способы соединения деталей и сборочных единиц механизмов различны. Их можно разделить на неразъемные и разъемные. Неразъемные соединения можно разобрать только при частичном разрушении соединяемых деталей. Разъемные соединения отличаются тем, что их разборка возможна без разрушения деталей, входящих в соединение. Разъемные соединения в свою очередь делятся на подвижные и неподвижные. С помощью подвижных соединений можно обеспечить определенное перемещение одних деталей относительно других. К ним относятся различные опоры и направляющие. Неподвижные соединения обеспечивают фиксированное положение одних деталей по отношению к другим.
Разъемные соединения
Разъемные соединения допускают многократную сборку и разборку. К ним относят резьбовые, штифтовые, шпоночные, шлицевые соединения. Выбор типа соединения зависит от предъявляемых к нему требований: конструктивных, технологических и экономических.
Резьбовые соединения
Резьбовыми называют соединения составных частей изделия с применением деталей, имеющих резьбу. Они наиболее распространены в приборо- и машиностроении. Резьбовые соединения бывают двух типов: соединения с помощью специальных резьбовых крепежных деталей (болтов, винтов, шпилек, гаек) и соединения свинчиванием соединяемых деталей, т.е. резьбы, нанесенной непосредственно на соединяемые детали.
Достоинствами резьбовых соединений являются простота, удобство сборки и разборки, широкая номенклатура, стандартизация и массовый характер производства крепежных резьбовых деталей, взаимозаменяемость, относительно невысокая стоимость и высокая надежность.
Недостатками резьбовых соединений являются наличие концентраций напряжений во впадинах резьбы, что снижает прочность соединений; чувствительность к вибрационным и ударным воздействиям, которые могут привести к самоотвинчиванию и низкая точность взаимоположения соединяемых деталей.
Основным элементом соединения является резьба, т.е. поверхность, которая образуется при винтовом движении плоской фигуры по цилиндрической или конической поверхности. Соответственно различают цилиндрическую и коническую резьбы. По профилю выступа и канавки резьбы в плоскости осевого сечения резьбы делятся на треугольные, трапецеидальные симметричные, трапецеидальные несимметричные или упорные, прямоугольные и круглые.
По назначению резьбы разделяют на крепежные, крепежно-уплотнительные и ходовые. Крепежные резьбы применяют для соединения деталей, а ходовые – в передаточных механизмах.
Крепежные резьбы имеют, как правило, треугольный профиль с притупленными вершинами и дном впадин. Это повышает прочность резьбы и стойкость инструмента при получении резьбы. Крепежная резьба бывает метрической, дюймовой и трубной. Наиболее широко применяется метрическая резьба. Угол профиля, т.е. угол между смежными боковыми сторонами резьбы в плоскости осевого сечения, метрической резьбы a = 60°. Стандартом предусмотрена резьба с крупным и мелким шагом. Резьбу с крупным шагом обозначают М (метрическая), при этом указывают значения наружного диаметра, например, М6, М8 и т.д. Для резьб с мелким шагом дополнительно указывают значение шага, например, М6´0,75, М8´1 и т.д.
Дюймовая резьба используется при замене деталей устройств, импортируемых из стран с дюймовой системой мер, угол профиля ее a = 55°.
Основными крепежными деталями резьбовых соединений являются болты, винты, шпильки, гайки, шайбы и стопорные устройства, предохраняющие гайки от самоотвинчивания. Рассмотрим каждое из них. Болт – цилиндрический стержень с шестигранной головкой на одном конце и резьбой – на другом. Болты в соединении используют в комплекте с гайкой, при этом резьба в соединяемых деталях не используется (рис. 1, а).
Винты – цилиндрические стрежни с головкой на одном конце и резьбой – на другом. Винт ввертывается в резьбовое отверстие одной из скрепляемых деталей (рис. 1, б), головки винтов могут иметь различную форму (цилиндрическую, полукруглую и др.).
Шпилька – цилиндрический стержень с резьбой на обоих концах, одним концом она ввертывается в одну из скрепляемых деталей, а на другой ее конец навертывается гайка (рис. 1, в). Соединения при помощи шпилек применяют в тех случаях, когда в одной из соединяемых деталей нельзя выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет свинчиваться только гайка. Замечено, что шпильки из-за отсутствия головок и концентрации напряжений в местах сопряжения головки со стержнем всегда прочнее винтов тех же размеров при действии динамических и переменных нагрузок.
Гайки служат для соединения скрепляемых с помощью болта или шпильки деталей. Как и головки винтов, гайки могут иметь разнообразную форму.
Назначение шайб, подкладываемых под гайку, головку винта или болта, – предохранение поверхностей деталей от задира при затягивании, увеличение опорной поверхности и стопорение.
Болты, винты, гайки изготавливают из углеродистых и легированных сталей. Крепежные детали общего применения изготавливаются чаще всего из стали марок Ст3, Ст4, Ст5 без последующей термообработки. Более ответственные детали изготавливаются из сталей 35, 45, 40Х, 40ХН с поверхностной или общей термообработкой. Мелкие винты делают из латуни ЛС59-1, дюралюминия Д1, Д16. Для защиты поверхности крепежных деталей от коррозии, придания им необходимого цвета применяют цинкование, хромирование, кадмирование.
Для стопорения резьбовых соединений используют: увеличение трения по поверхности контакта; введение запирающих элементов; пластическое деформирование; постановку винтов на краску, лак, эмаль.
На рис. 7.2 приведены наиболее распространенные способы стопорения. Это использование: пружинных (рис. 2, а) или стопорных шайб (рис. 2, б) с внутренними и наружными зубьями по поверхности; специальных разрезных гаек с повышенным трением при стягивании их частей винтом (рис. 2, в); корончатых гаек, закрепленных шплинтом (рис. 2, г); отгибных шайб различной формы (рис. 2, д, е).
Штифтовые соединения
Штифтом называют цилиндрический или конический стержень, плотно вставляемый в отверстие двух соединяемых деталей. Применяют штифты для точного взаимного фиксирования деталей и для соединения деталей, передающих небольшие нагрузки. В зависимости от назначения штифты делят на установочные и крепежные.
По форме различают цилиндрические и конические штифты. По конструкции рабочей части штифты выполняют гладкими и просечными, т.е. с насеченными или выдавленными канавками, что не требует развертывания отверстия и создает надежное соединение, предохраняющее штифт от выпадения в процессе работы.
На рис. 3 приведены основные типы штифтов: цилиндрический (а), конический (б), конический разводной (в), цилиндрические, насеченные с конца и посредине (г), и трубчатый пружинный (д).
Цилиндрические штифты удерживаются в отверстиях за счет натяга или силы трения. Для предупреждения выпадания цилиндрические штифты должны изготавливаться с большой точностью и высокой чистотой поверхности. Отверстия под крепежные штифты в соединяемых деталях сверлят и развертывают совместно, для чего детали временно скрепляют.
При многократной разборке и сборке нарушается характер посадки и соответственно точность соединения. Предохранение цилиндрических штифтов от выпадения осуществляют кернением концов штифта (рис. 4, а), развальцовкой краев штифта (рис. 4, б) или специальными пружинящими предохранительными стандартными кольцами (рис. 4, в), изготовляемыми из проволоки.
а бв
Для удешевления соединения применяют насеченные и пружинные трубчатые штифты. Насеченные штифты не требуют точной обработки отверстий и отличаются повышенной прочностью сцепления с материалом детали, но менее точно фиксируют детали. Пружинные трубчатые разрезные штифты обеспечивают прочное соединение деталей, допускают повторные сборки и не требуют высокой точности обработки отверстий. Диаметр отверстия для такого штифта принимают на 15 … 20% меньше наружного диаметра штифта.
Цилиндрические штифты применяются и как установочные (рис. 5, а), обеспечивая точное взаиморасположение соединяемых деталей. Для повышения точности необходимо увеличение расстояния между штифтами. При этом соединение штифта 1 со съемной деталью 3 выполняют по переходной посадке (К7/h6; M7/h6), а соединение штифта с основной деталью 4 (корпус) выполняют по посадке с гарантированным натягом (U7/h6; S7/h6).
Конические штифты благодаря конусности 1:50 обеспечивают самоторможение при действии на них поперечных сил. Они допускают многократную постановку их в отверстие при сохранении точности взаимного расположения соединяемых деталей. Изготовление конических штифтов и отверстий под них более сложно по сравнению с цилиндрическими штифтами. Для облегчения удаления штифта отверстие для него делают сквозным. Чтобы предохранить конические штифты от выпадения, применяют штифты с резьбой (рис. 5, в), с рассечением на конце (разводные) (рис. 5, б), пружинные кольца 4 (рис. 5, г).
Штифты изготавливают из сталей 45, А12, У8. При особых условиях работы соединения штифты могут изготавливаться из других материалов.
Главными недостатками штифтовых соединений являются значительное ослабление сечения вала отверстием под штифт и необходимость точной обработки этого отверстия во избежание изгиба штифта или его выпадения. Поэтому диаметр штифта (d) для вала диаметром (dв ) задают из соотношения d £ (0,2…0,25) dв , а затем при необходимости проверяют на сдвиг (срез).
Шпоночные соединения
Шпоночные соединения служат для передачи вращающего (крутящего) момента от вала к ступице насаженной на него детали (зубчатого колеса, шкива, муфты и др.) или наоборот – от ступицы к валу. Шпоночные соединения осуществляют с помощью вспомогательных деталей – шпонок, устанавливаемых в пазах между валом и ступицей.
Достоинствами шпоночных соединений являются простота, надежность конструкции, невысокая стоимость, удобство сборки и разборки, а недостатками – ослабление вала и ступицы шпоночными пазами, неустойчивость положения шпонки в пазах (выворачивание шпонки) и трудность обеспечения взаимозаменяемости, повышенные требования к точности изготовления, отсутствие фиксации деталей в осевом направлении.
В приборостроении применяют в основном соединения призматическими (рис. 6, а), сегментными (рис. 6, б) и цилиндрическими (рис. 6, в) шпонками. Клиновые шпонки в точных механизмах не применяют. Конструкция и форма шпонки связаны с технологичностью изготовления пазов под шпонку. Пазы на валах фрезеруют, а в ступицах – прорезают протяжками.
Шпонки могут применять в качестве направляющих, обеспечивающих легкое перемещение деталей вдоль вала. Нагрузку у шпонок воспринимают боковые поверхности, которые сопрягаются с пазами по соответствующим посадкам. Призматическую шпонку с валом обычно соединяют по переходной посадке, а со ступицей – по посадке с зазором. Это препятствует перемещению шпонки вдоль вала и компенсирует с помощью зазора неточности размеров, формы и взаимного расположения пазов. Такой характер соединения обеспечивает достаточную точность центрирования вала и ступицы. В радиальном направлении предусматривается зазор.
Призматические шпонки имеют прямоугольное сечение, они могут быть с округленными, плоскими и смешанными торцами. Паз под шпонку на валу делают на глубину около 0,6 от ее высоты, а паз во втулке – на длину всей ступицы. Ширина и высота шпонки определены ГОСТом и выбираются в зависимости от диаметра вала. Размеры высоты и ширины стандартных шпонок подобраны так, что прочность на сдвиг обеспечивается с избытком, и при необходимости проверку шпонок на прочность проводят на деформацию смятия.
Сегментные шпонки требуют более глубоких пазов в валах, что уменьшает их прочность. Их применяют в случае передачи незначительных усилий, работают они как призматические, но более удобны в изготовлении.
Цилиндрические шпонки чаще всего используют для закрепления деталей на конце вала. Отверстие для шпонки обрабатывают в соединяемых деталях (вал и ступица) совместно. Шпонка устанавливается с натягом.
Шпоночные соединения применяют обычно при передаче значительных вращающих моментов при диаметре вала не менее 6 мм. В кинематических передачах и передачах с высоким требованием по точности рекомендуют использовать штифтовые соединения.
Шпонки изготавливают из среднеуглеродистых сталей 40, 45, Ст6.
Шлицевые соединения
Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями.
Шлицевое соединение можно условно представить как многошпоночное, шпонки которого выполнены вместе с валом. С помощью этого соединения можно обеспечить как подвижное (с осевым относительным перемещением), так и неподвижное скрепление деталей. По сравнению со шпоночными шлицевые соединения имеют значительно большую нагрузочную способность, прочность валов, точность центрирования и направления ступиц в подвижных соединениях.
По форме поперечного сечения шлицев различают прямобочные (рис. 7, а), эвольвентные (рис. 7, б) и треугольные (рис. 7, в) шлицевые соединения. Наибольшее распространение получили прямобочные шлицевые соединения, выполненные с четным числом шлицев (6, 8, 10). Центрирование возможно по наружному диаметруD , по внутреннему d и боковым поверхностям. Центрирование по наружному диаметру рекомендуется для неподвижных соединений, по внутреннему диаметру – для подвижных соединений, по боковым граням – при больших передаваемых нагрузках и низкой точности соединения.
Эвольвентное шлицевое соединение (см. рис. 7, б) отличается от прямобочного повышенной точностью центрирования и прочностью. Центрирование осуществляют по боковым сторонам, реже – по наружному диаметру. Число зубьев z рекомендуют ³ 6 при m³ 0,5.
Соединение с треугольными шлицами (см. рис. 7, в) применяют для неподвижных соединений при небольших нагрузках и тонкостенных конструкциях. Число шлицев z = 20 … 70, углы впадин вала равны 60, 72 и 90°. Центрирование осуществляют только по боковым граням.
Профильные соединения
Профильным называется разъемное соединение, у которого ступица насаживается на фасонную поверхность вала. Простейшим таким соединением является соединение вала, имеющего на конце квадратные поперечные сечения с маховичком, рукояткой. Сторону квадрата рекомендуют принимать равной примерно 0,75 диаметра вала.
К профильным соединениям относят соединения вала со ступицей по овальному, например, трехгранному контуру (рис. 8, а), соединение на лыске (рис. 8, б). Достоинствами таких соединений являются лучшее по сравнению со шпоночным центрирование и отсутствие концентраторов напряжений; к недостаткам следует отнести сложность и трудоемкость, относительно высокую стоимость изготовления фасонных поверхностей.
1 Красковский Е.Я., Дружинин Ю.А., Филатова Е.М. Расчет и конструирование механизмов приборов и вычислительных систем: Учебное пособие. М.: – Высш. шк., 2001. – 480 с. 2001
2 Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 2004
3 Ванторин В.Д. Механизмы приборных и вычислительных систем: Учебное пособие. – М.: Высш. шк., 1999. – 415 с.
Определения разъёмных соединений и других основных терминов. Особенности классификации резьб и их типы. Общая характеристика болтового, шпилечного, винтового, неразъемного, сварного, паяного, клеевого и заклепочного скреплений отдельных деталей.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 12.11.2009 |
| Размер файла | 22,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Министерство образования РС(Я)
Мирнинский региональный технический колледж
Разъемные и неразъемные соединения
Проверил: Шевчук В.П.
г. Мирный, 2009год
1. Определения разъёмных соединений
2. Резьбовые соединения
3. Классификация резьб
4. Основные термины и определения
6. Болтовое соединение
7. Шпилечное соединение
8. Винтовое соединение
9. Соединение труб
10. Неразъёмные соединения
11. Сварное соединение
12. Паяное соединение
13. Клеевое соединение
14. Заклёпочное соединение
Список используемой литературы
Чертеж является одним из средств изучения предметов окружающего нас реального мира. Он прошёл долгий путь развития. Минули столетия, прежде чем графические изображения обрели современный вид.
Появление чертежей было связано с практической деятельностью человека - строительством укреплений, городских построек и пр.. Сначала чертежи выполнялись на земле в том месте, где необходимо было вести строительство. Затем их стали выполнять на камне, глиняных плитах и пр..
1. Определение разъёмных соединений
Любой прибор радиоэлектроаппаратуры состоит из отдельных деталей, которые соединены между собой тем или иным способом.
Соединения могут быть разъёмными и неразъёмными. Разъёмными называются такие соединения, разборка которых возможна без повреждения деталей.
Разъёмные соединения допускают многократную сборку и разборку всего соединения без нарушения формы и размеров всех его деталей.
К разъёмным соединениям относят соединения винтом, шпилькой, штифтом, резьбовыми деталями и др.
2. Резьбовые соединения
Винтовая линия - это пространственная кривая, которую образует точка, равномерно вращающаяся вокруг поверхности оси вращения и одновременно движущаяся равномерно вдоль этой оси.
Винтовая нитка , или винтовой выступ, образуется перемещением по винтовой линии какой-либо плоской фигуры (профиля) -треугольника, квадрата или трапеции. Плоскость этой фигуры должна проходить через ось вращения.
Резьба представляет собой сложную пространственную поверхность (винтовую поверхность), которая образуется при винтовом перемещении плоского профиля по поверхности вращения (цилиндра, конуса и т.п.).
3. Классификация резьб
по форме поверхности, на которой они нарезаны:
по расположению резьбы на поверхности
по форме профиля (Рис.2)
левые или правые
однозаходные и многозаходные
4. Основные термины и определения
Профиль - форма плоского контура, перемещением которого образована резьба. В соответствии с этим различают виды резьб: треугольную, прямоугольную, трапецеидальную.
Наружный диаметр d - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы (рис. 3).
Шаг резьбы Р - измеренное вдоль оси расстояние между ближайшими выступами или впадинами винтовой нитки. Шаги резьб стандартизованы и зависят от типа резьбы и ее наружного диаметра.
Ход резьбы Ph - величина, равная перемещению винта вдоль оси при повороте его на один оборот в неподвижной гайке.
Число заходов - равно количеству одинаковых профилей, одновременно перемещающихся по винтовой линии.
Однозаходный винт - образован винтовым перемещением единичного профиля. Шаг резьбы равен ходу.
Двух - или многозаходный винт образован одновременным перемещением двух или многих одинаковых профилей. На рис. 3 изображен двухзаходный винт, образованный двумя треугольными профилями. Если п - число заходов, то ход резьбы Ph равен Ph= Р х п
5. Типы
Метрическая резьба ГОСТ 9150-81. Имеет профиль в виде равностороннего треугольника. Используется в основном для неподвижного разъемного соединения деталей.
Трубная цилиндрическая резьба ГОСТ 6357-81 имеет профиль в виде равнобедренного треугольника с закругленными вершинами и впадинами. Используется для обеспечения герметичности соединения
Трапецеидальная (ГОСТ 9484-81) и упорная (ТОСТ 10177-82) резьбы имеют профиль в виде трапеций с различными углами и служат для преобразования вращательного движения в поступательное с восприятием больших осевых усилий
Прямоугольная нестандартная резьба имеет профиль в виде квадрата и применяется так же, как трапецеидальная и упорная резьбы. Способна выдерживать повышенные осевые нагрузки.
Дюймовая резьба. В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюй-мовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
Трубная коническая резьба. Параметры и размеры трубной конической резьбы определены ГОСТ 6211-81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 1/16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности ср/2 = 1°47'24" (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Круглая резьба. Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля а = 30°. Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
6. Болтовые соединения
Болтовое соединение применяют для скрепления двух и более деталей. Болт проводят через отверстия всех соединяемых деталей.
В болтовое соединение входят: болт, гайка, шайба и соединяемые детали.
Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой на другом.
Существуют различные типы болтов, отличающихся друг от друга по форме и размерам головки и стержня, по шагу резьбы," точности изготовления и по исполнению. Наиболее распространены болты с шестигранной головкой. Каждому диаметру болта со ответствуют определенные размеры головки и несколько размеров его длины, которые стандартизованы. Длиной болта L считается размер от резьбового конца стержня до опорной поверхности головки. Длина резьбовой части стержня болта Lo также стандартизована и устанавливается в зависимости от его диаметра d и длины L . Раз меры болта d и L являются определяющими и входят в его условное обозначение, Стандартные болты имеют метрическую резьбу с крупным или мелким шагом.
Условное обозначение болта должно соответствовать ГОСТ 1759- 70 "Технические требования на болты, винты, шпильки и гайки".
7. Шпилечное соединение
Соединение шпилькой и гайкой применяют для скрепления двух или более деталей, когда по конструктивным соображениям применение болтового соединения невозможно или нецелесообразно, например: недоступность монтажа болтового соединения, невозможность сквозного сверления всех скрепляемых деталей и т.д.
В шпилечное соединение входят: шпилька, гайка, шайба и соединяемые детали. Назначение шайбы то же, что и в болтовом соединение.
8. Винтовое соединение
Соединение винтом применяют для скрепления двух и более деталей. Винт проводят через отверстие одной или нескольких деталей и ввинчивают в базовую деталь. Отверстие с резьбой под винт может быть глухим или сквозным.
Наибольшее распространение в машиностроении имеют крепежные винты для металла. Крепежный винт состоит из стержня с резьбой и головки. Причем резьба может быть на всей длине или только на конце стержня. Резьбовой частью винт ввертывают в одну из соединяе-мых деталей. Головка винта имеет прорезь для отвертки (шлиц).
В зависимости от условий работы винты изготавливают с цилиндрической, полукруглой, потайной и полупотайной головками
Определяющими размерами для всех винтов служат диаметр рель бы d и длина. За длину крепежных винтов принимают длину их стержня без головки. Для винтов с потайной головкой длина включает в себя длину стержня и высоту головки.
Винты с цилиндрической головкой изготовляют только одного исполнения - с прямым шлицем.
Винты с полукруглой, потайной и полупотайной головками изготовляют двух исполнений с прямым шлицем и крестообразным.
9. Соединение труб
Разъёмные соединения труб посредствам резьбы применяют в трубопроводах, где должна быть обеспечена плотность и прочность соединений и простота их сборки и разборки. Резьбовые соединения труб осуществляют с помощью резьбы на трубах и промежуточных деталях: к ним относят муфты, угольники и т.д.
Для соединения труб применяют цилиндрическую и коническую резьбы (метрическую и дюймовую). Плотность соединения с цилиндрической резьбой обеспечивают применением уплотняющих средств. Соединения конической резьбой специальных уплотнений не требуют.
Определяющим размером всякого соединения труб служит условный проход трубы Dy
Соединение двух труб муфтой состоит из соединяемых труб и, муфты (муфта короткая ГОСТ 8954 - 59). контргайки (ГОСТ 8968 - 59) и прокладки.
Контргайка в некоторых случаях может отсутствовать. На концах труб (и в отверстии муфты) нарезают резьбу, которой осуществляют соединение. Изображение соединения труб муфтой (или угольником) слагается из изображений соединяемых труб, муфты (угольника), контргайки, уплотняющей прокладки и соединяемых труб.
Конструкцию соединения показывают в разрезе плоскостью, проходящей через ось трубы и муфты (допускается совмещение разреза с видом), и дополняют сечение плоскостью, перпендикулярной оси соединения.
Линию конца резьбы на трубе I условно совмещают с торцом муфты. Уплотняющую прокладку изображают утолщенной линией (~2 S).
Длина резьбы трубы I задается ГОСТом на трубу. Длина резьбы (L>) трубы является суммой трех величин; L1=L+h+I
L - длина муфты из ГОСТ 8954 - 59;
Н - высота контргайки из ГОСТ 8968 - 59;
I - сбег резьбы (2 ~ 3 Р) из ГОСТ 10549 - 63.
Соединение труб угольником (угольник прямой ГОСТ 8946 - 59) изображено на рис. 430.
Подробнее об оформлении сборочных чертежей трубопроводов изложено в Гост 2.411-72.
10. Неразъёмные соединений
К неразъёмным, соединениям относят такие соединения деталей, которые нельзя разъединить без какого-либо разрушения. Детали в таких конструкциях соединяют в одно целое, различными швами: сварными, паяными, клеевыми и при помощи заклёпок.
11. Соединения сваркой
Сварка позволяет получить неразъемное соединение элементов конструкции из одинаковых или сходных по своим свойствам материалов путем образования прочных связей непосредственно между атомами соединяемых материалов.
Сварные соединения деталей могут быть выполнены двумя способами: сваркой плавлением или сваркой давлением.
При сварке деталей плавлением поверхность их разогревается до температуры плавления, в шов вводится присадочный материал, по химическому составу близкий к материалу деталей, который и заполняет шов.
По виду свариваемых элементов сварные швы делятся на тавровые, угловые, стыковые и соединения внахлестку. Кроме этого сварные швы отличаются по форме подготовки кромок: со скосом одной или двух кромок, с отбортовкой и т.д.
12. Паяное соединение
Пайка представляет собой процесс соединения металлических материалов при помощи расплавленного дополнительного материала - припоя, вводимого в зону соединения деталей. Пайку широко применяют в электро- и радиотехнике. В некоторых случаях пайка экономичнее сварки, т.к. требует меньшего нагрева металла, не изменяет его свойств и не приводит к деформации. Для обозначения пайки применяют условный знак в виде полуокружности, открытой сверху, его наносят на наклонном участке линии-выноски толщиной 5, равной сплошной основной линии. Линия-выноска для обозначения пайки заканчивается двусторонней стрелкой, а если шов выполнен по замкнутой линии, обозначение линии-выноски заканчивается окружностью диаметром 3-4 мм. Швы, получаемые пайкой, изображают условно по ГОСТ 2.313-68.
Припой - металл или сплав, который вводят в зазор между соединяемыми деталями. Оловянно-свинцовые припои являются легкоплавкими, а серебряные -тугоплавкими. Обозначение припоя указывают в технических требованиях.
13. Соединения склеиванием
Склеиванием называют процесс получения неразъемных соединений за счет соединения клеем.
Клеевые швы изображают по ГОСТ 2.313-68 на видах и разрезах сплошной линией толщиной 2 5. К этой линии подводят линию-выноску, на которой уста-новлен знак "К", который наносят на наклонном участке линии-выноски, толщи-ной, равной 5. Все рекомендации по обозначению клеевых соединений аналогичны паяным соединениям. Для склеивания используют различные клеи:
фенолполивинилацетатные, ГОСТ 12172-74 (БФ-2, БФ-4, БФ-6);
бакелитовый, ГОСТ 901-71;
клей №88 ТУМХП1542-49 и др.
Обозначение клея указывают в технических требованиях.
14. Соединения заклепками
Это неразъемные соединения, они получаются при помощи расклепывания или развальцовки отдельных заклепок или цапф, имеющихся на одной из деталей и выполняющих роль заклепки. При склепывании детали сильно сдавливаются, таким путем между ними возникает трение, препятствующее их взаимному сдвигу. Конструкции, рассчитанные на большие силовые нагрузки, выполняются горячим способом, сжатие деталей происходит главным образом за счет сокращения длины заклепки при ее остывании. В конструкциях радиотехнических изделий сжатие соединяемых деталей производится в основном ударами или давлением при образовании головки заклепки.
Заклепка или цапфа при расклепывании осаживается, благодаря чему заклепочное отверстие заполняется материалом заклепки или цапфы. Заклепка представляет собой цилиндрический стержень, снабженный на одном конце головкой. Диаметр заклепки зависит от толщины соединяемых листов. Его определяют расчетом.
Заклепывание обычно осуществляется ударами и силам этих ударов подвергаются соединяемые детали. Поэтому детали из хрупких материалов не удается надежно соединить заклепками, а развальцовку приходится делать очень осторожно. Заклепки в этом случае следует применять из материалов с большой пластичностью (латунь, алюминий). Соединение эластичных материалов требует специальных форм заклепок или металлических прокладок.
В тех случаях, когда соединения не подвержены воз действию значительных усилий при сдвиге и растяжении применяются пустотелые и полупустотелые заклепки. Швы клепочных соединений располагают в один и большее число рядов в зависимости от чего их называют однорядными, двухрядными и т.д. В многорядных соединениях заклепки располагают параллельными рядами или в шахматном порядке.
Список используемой литературы
И.Ф. Малежик Справочное руководство по черчению М. Машиностроение 1989
Под ред. Вяткина Г. П. Машиностроительное черчение. М. машиностроение 1985г.
Подобные документы
Крепежные резьбовые соединения и правила их вычерчивания. Типы резьбы. Виды неразъемных соединений, их применение в машиностроении. Типы сварных соединений, сварные швы. Основные виды машиностроительных чертежей. Правила выполнения сборочных чертежей.
реферат [4,4 M], добавлен 14.12.2012
Соединение деталей как конструктивное обеспечение их контакта с целью кинематического и силового взаимодействия, их классификация и типы. Общая характеристика основных разновидностей соединений деталей: заклепочные, сварные, а также паяные и клеевые.
презентация [435,7 K], добавлен 25.08.2013
Способы соединения деталей и сборочных единиц. Разъемные соединения: подвижные и неподвижные. Достоинства резьбовых соединений. Назначение крепежной, крепежно-уплотнительной и ходовой резьбы. Штифтовые, шпоночные, шлицевые и профильные соединения.
реферат [1,7 M], добавлен 17.01.2009
Особенности расчёта и подбора посадок. Нормирование точности болтового и шпилечного соединения, точности диаметрального размера втулки и вала при нормальной температуре. Определение посадок под подшипники, шпоночных соединений. Расчёт размерной цепи.
курсовая работа [1,4 M], добавлен 10.02.2010
Виды резьбы: классификация, изображение. Соединения деталей с помощью болтов, винтов, шпилек. Нарезание наружной, внутренней резьбы. Смазывание резьбонарезного инструмента. Правила упрощенных и условных изображений крепежных деталей на сборочных чертежах.
курсовая работа [3,0 M], добавлен 16.06.2015
Виды разъемного соединения, основные типы крепежных деталей, способы стопорения резьбовых соединений. Особенности соединения пайкой и склеиванием. Оценка соединений призматическими шпонками и их применение. Соединение деталей посадкой с натягом.
реферат [3,0 M], добавлен 10.12.2010
Общее понятие и сущность соединений. Особенности и примеры разъемных и неразъемных соединений деталей. Резьбовые и зубчатые (шлицевые) соединения: сущность, достоинства, недостатки, основные крепежные детали, сборка, назначение и область применения.
Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм. Взаимодействие это определяет виды соединения деталей. Соединения могут быть как разъемными, так и неразъемными.
Разъемные соединения
Разъемные соединения – это те, при помощи которых возможно, как правило, неоднократно произвести сборку и разборку узлов механизма. Примеры разъемных соединений – это резьбовые, шплинтовые, штифтовые, зубчатые и пр. В свою очередь, они могут быть как подвижными, так и неподвижными.
Разъемные соединения получили широкое применение там, где необходима периодическая замена одной детали на другую в связи с регламентным обслуживанием или ремонтом механизма, смены какого-либо рабочего элемента машины (приспособление, инструмент), для постоянной или временной фиксации детали, периодическим взаимодействием деталей механизмов друг на друга в процессе их работы и т.д. Такие соединения образуются при помощи крепежных резьбовых элементов (болты, резьбовые шпильки, различные гайки, винты), ходовых винтов (червячных, шнековых), шлицов (зубьев) сопрягаемых деталей, шпонок, штифтов, шплинтов, клиньев, а также комбинацией нескольких таких элементов. Возможно разъемное соединение способом сочленения специальных выступов на скрепляемых деталях.
Резьбовое соединение – самое распространенное из разъемных соединений. Широко применяется оно из-за простоты и легкости монтажа и демонтажа, а также относительно низкой стоимости изготовления крепежных элементов. Резьба представляет собой ряд равномерно расположенных друг от друга выступов постоянного сечения различной формы, образованных на боковой поверхности прямого кругового стержня или конуса. Она бывает метрической (наиболее используемая в крепеже) и дюймовой (применяется в трубных соединениях). Также по различным признакам резьба может классифицироваться как цилиндрическая и коническая, трапецеидальная, круглая, упорная, ходовая, одно- и многозаходная. Могут изготавливаться нестандартные и специальные резьбы.
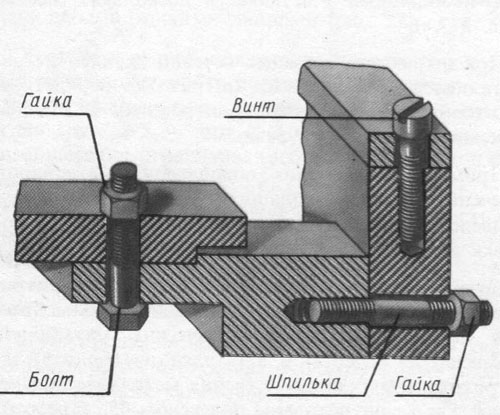
Рис. Резьбовое соединение.
Соединения при помощи ходовых винтов используется там, где необходимо преобразование вращательного движения в поступательное для перемещения суппортов, кареток, фартуков и других механизмов.
Зубчатое соединение представляет собой скрепление деталей при помощи шлицов-зубьев, по сути это многошпоночное соединение, где шпонки составляют монолитное целое с деталью, например, валом, и расположены вдоль ее продольной оси. Такие соединения используются в коровках передач, в карданных валах, в узлах, где происходит перемещение вдоль осей валов.

Рис. Зубчатое соединение.
Шпоночное соединение используется для фиксации одной вращающейся ведомой детали на другой – ведущей. Так при помощи шпонки крепится колесо, шкив на валу для передачи крутящего момента. Для белее точной фиксации вместо шпонок используется штифтовое соединение.
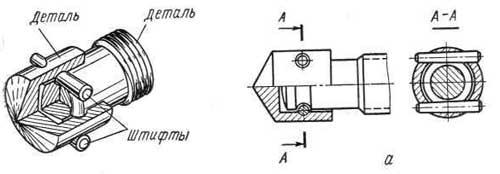
Рис. Штифтовое соединение
Шплинты применяются в основном для стопорения прорезных и корончатых гаек.
Рис. Шплинтовое соединение
Неразъемные соединения
Неразъемные соединения – это те, разборка которых невозможна без механических воздействий, разрушающих и/или повреждающих сопрягаемые детали. Образовываться такие соединения могут при помощи сварки, пайки, склепки и даже склеивания деталей между собой.
Для неразъемного соединения применяют методы:
- сварки,
- склепки,
- склейки,
- опрессовки,
- развальцовки,
- посадки с натягом,
- сшивания,
- кернения.
Такие соединения имеют место там, где оно работает весь срок службы машины, механизма, агрегата или узла, и требуется неподвижная фиксация деталей относительно друг друга.
Сварка представляет собой соединение, в процессе которого разогреваются детали, изготовленные из различных материалов (сталь, пластмасса, стекло), до состояния частичной или полной пластичности в местах их скрепления.

В отличии от сварки при соединении пайкой детали не прогреваются до пластического или расплавленного состояния, а роль скрепляющего элемента играет расплавленный припой из материалов, имеющих существенно более низкую температуру плавления, чем сопрягаемые элементы.

В клеевых швах вместо припоя используются различные клеевые составы.
Соединения при помощи клепки хорошо выдерживают вибрационные и температурные нагрузки, устойчивы к коррозии. Склепываются также трудносвариваемые материалы и материалы, различные по своему химическому составу. Такое соединение образуется при помощи заклепок с коническими, сферическими или коническо-сферическими головками. Существуют также комбинированные вытяжные заклепки, увеличивающие быстроту монтажа.

Рис. Соединение при помощи клепки
Опрессовка позволяет армировать изделия, выполняя изолирующие функции от коррозионного воздействия.

Кернение и вальцовка осуществляются за счет деформации деталей в месте соединения.
Посадка с натягом производится при определенных терморежимах с определенными допусками изготовленных деталей.
Виды соединений: Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм.
А знаете ли вы, что… : Как правильно забить гвозди
Виды гвоздей: Существует большое разнообразие гвоздей, которые могут использоваться с различными материалами и имеют отличительные особенности.
Примеры установки болтов в фундамент: Примеры применения фундаментных болтов
Читайте также: