
Координатно измерительная машина доклад
Обновлено: 28.06.2024
Актуальность данной статьи связана с тем, что в последнее время использование на производстве координатно-измерительных машин позволяет оперативно измерять геометрические параметры простых и сложных деталей, включая те детали, измерение которых традиционными способами требует дорогостоящей специальной оснастки или измерение которых невозможно вообще; также позволяет сокращать время на наладку станков ЧПУ, за счет достоверного контроля первых обработанных деталей из последующей партии; исключать брак, используя постоянный контроль точности процесса обработки деталей, и своевременно корректировать его.
Ключевые слова
Текст научной работы
Трехкоординатные приборы позволяют решить ряд новых задач измерительной техники, которые ранее традиционными методами не решались, или были трудоемкими и тем самым тормозили развитие производственного процесса. Появилась необходимость ввести такие способы контроля, которые будут соответствовать темпам обработки. Станки с ЧПУ позволили значительно повысить производительность обработки, но надежда обойтись без контроля обрабатываемых на них деталей, не оправдалась. Необходимо проверять состояние и наладку станков с ЧПУ, контролируя первую изготовленную деталь. Причем зачастую эти детали сложной геометрической формы с большим количеством размеров.
Принцип работы координатно-измерительных машин (КИМ) основывается на том, что имеется возможность измерить перемещение щупа относительно контролируемых объектов по трем пространственным осям Х, У, Z. Математический отсчет по измеренным точкам ведется в цифровой форме. Так как при замере некоторых линейных и угловых величин ряд размеров может быть получен только путем вычислений, а также для того чтобы получить результат измерений в более удобной форме (в виде протоколов и графиков) в сочетании с КИМ используется ЭВМ. На ЭВМ и периферийные устройства (мониторы, принтеры и другие) перекладываются наиболее трудоемкие операции контроля деталей сложной пространственной формы: вычисление, установка детали и щупов относительно баз, составление протоколов. На КИМ можно измерять в любой из трех систем прямоугольных координат: в машинной, соответствующей осям, по которым перемещается щуп; в нормальной системе, соответствующей осям детали (деталь при установке чаще всего бывает смещена по всем трем осям КИМ); вспомогательная, которая может быть смещена по трем осям от нормальной системы (эта система используется для измерения размеров на наклонных поверхностях детали). Благодаря использованию в КИМ ЭВМ пересчет из одной системы в другую осуществляется автоматически, без участия человека.
Основными конструктивными элементами КИМ являются[1]: механическая часть, которая обеспечивает установку контролируемой детали и ее перемещение относительно системы ощупывания или наоборот, системы ощупывания относительно любой точки неподвижной детали; система ощупывания, фиксирующая координаты, в которых щуп касается точки объекта; измерительная часть, которая измеряет координаты, измеренные при перемещении стола или системы щупов по каждой из осей координатно-измерительной машины; система привода и управления перемещениями подвижных органов КИМ и щуповой системы; система обработки результатов измерений.
Основными характеристиками для механической части КИМ являются габаритные размерами, форма и масса контролируемых деталей и имеющиеся возможности ощупывающей системы. По конструкции измерительная система может быть трех видов: консольная, портальная и мостовая.
Консольная конструкция позволяет производить установку и контроль детали наиболее простым способом, но в тоже время ее жесткость и координатные перемещения становятся меньше.
Портальная конструкция сочетает в себе портал и консоль, благодаря этому обеспечивается более высокая жесткость и большие координатные перемещения. При этом сохраняется удобство загрузки детали, так как во время загрузки портал можно отвести на расстояние от измеряемых деталей.
Мостовая конструкция состоит из консоли, располагающейся между двух передвижных колонн и имеющей наибольшую жесткость и наибольший размер перемещений по осям. Однако присутствие в мостовой конструкции боковых колонн ограничивает доступ к детали и снижает диапазон измерений.
Чтобы выбрать перемещающийся элемент КИМ необходимо оценить геометрические параметры и массу детали. Крупногабаритные, громоздкие и тяжелые детали необходимо устанавливать на массивный неподвижный стол. При измерении легких, маленьких деталей зачастую применяют столы с перемещающимся по одной (Х) или двум (Х и У) координатам. Стол и направляющие изготавливают из серого чугуна, стального литья, а в последнее время из твердых каменных пород, например, таких как гранит.
Система ощупывания определяется и параметрами детали, и процессом измерения. Выбор метода ощупывания (формы контактирующего элемента и принцип действия головки) зависит от множества факторов, связанных с деталью и задачей измерения, и в свою очередь влияет на точность измерения, условия обслуживания КИМ, возможную степень автоматизации и производительность. Применяемые щуповые головки по принципу действия делятся на механические, электроконтактные, индуктивные и др. Механические щупы жестко крепятся к подвижной пиноли и имеют различную форму: конусный наконечник применяют для определения расстояний между отверстиями; сферический – для измерения плоских цилиндрических или выпуклых поверхностей; плоские – для измерения выпуклых поверхностей; дисковые – для измерения глубоких поверхностей или внутренних канавок и т. д. В сочетании с жесткими наконечниками используются различные удлинители и крепежный кубик (сфера) на конце пиноли, обеспечивающий установку щупа в любом направлении. Жесткие щупы применяют при ручном ощупывании и управлении; измерительное усилие и положение контакта зависят от усилия рук. Отсчет производится при стабилизации показания на отсчетном приборе. Электроконтактные щупы основаны на использовании замыкания токовой цепи в момент контакта щупа с деталью. При этом выдается звуковой и световой сигнал на снятие отсчета. Такой щуп малонадежен и не применим при токонепроводящих деталях. Другим вариантом электроконтактного щупа является электроконтактный преобразователь, замыкающий или размыкающий электрические контакты во время касания.
Применение ЭВМ совместно с КИМ дало возможность развитию полной автоматизации процесса измерения, которую тормозит необходимость замены щупов, так как детали имеют сложную геометрическую форму и некоторые точки труднодоступны для измерения одним щупом, поэтому требуется применение различных щупов. Наиболее удобным к применению является набор наконечников из пяти штук, они соединены между собой в одном корпусе. Каждый из наконечников чувствителен к перемещению по трем осям (Х, У и Z), благодаря тому что в конструкции имеется три индуктивных преобразователя. Такая система ощупывания может быть использована как датчик касания – в таком случае измерения перемещения щупа выполняются измерительной частью КИМ, и как индикатор, показывающий отклонение – в этом случае измерения малых перемещений наконечника выполняются системой ощупывания с помощью индуктивного преобразователя, значение которого со знаком плюс или минус суммируются с показаниями измерительной части КИМ, причем данные математические операции производятся до обработки результатов измерений.
Измерительная часть служит для измерения перемещений щупа или стола по трем осям рабочего пространства КИМ. Конструктивно она может быть фотоэлектрической, линейной или круговой индуктивной, лазерной.
Привод и управление КИМ определяют производительность, точность и удобство обслуживания. Ручной подвод пиноли к месту измерения применяется в КИМ с малыми диапазонами измерениями и неавтоматизированных. При этом возрастают погрешности из-за влияния температуры руки оператора и нестабильности измерительного усилия. При моторном приводе применяются два варианта управления – цифровое перфорационное через управляющие блоки и числовое управление через микроЭВМ, служащей для обработки измеренных значений.
Полезный эффект от использования КИМ во многом зависит от способа обработки данных. В случае когда в КИМ не используется ЭВМ, все необходимые расчеты по чертежам и запись результатов должен выполнять сам оператор. Первой предпосылкой для автоматизации измерительной системы стало подключение печатающего устройства, но недостатком этого способа стало то, что размеры деталей на чертеже должны были быть даны исключительно в значениях координат. Второй уровень автоматизации – это применение ЭВМ для вычислений и распечатки протоколов, третья ступень автоматизации – полностью автоматизированные КИМ. В них возможен автоматический ввод программы, автоматическое управление подвижными узлами КИМ, автоматическая обработка данных измерений и оценка результатов. Все эти задачи решаются путем составления программ для ЭВМ в составе КИМ.
Применение координатно-измерительных машин на производстве способствует решению многих метрологических задач, таких как: оперативное измерение геометрических размеров простых и сложных деталей, включая детали, измерение которых может вызвать затруднение и потребовать больших материальных и физических затрат; сокращение времени на наладку станков ЧПУ, изготавливающих проверяемые детали; исключение брака, путем постоянного контроля точности процесса обработки деталей.
Машиностроительные предприятия все чаще интегрируют в производственные процессы высокоточное измерительное оборудование. Например, посредством контроля заготовительно-штамповочной линии можно получить детали с оптимальными геометрическими параметрами с точностью до 0,1-0,2 мкм. Особенно изготовление таких элементов важно в авиационном и космическом строительстве, где требуется применение сложных прецизионных компонентов. Также не исключается и возможность использования подобных методик в отраслях тяжелой промышленности, обслуживающей нужды широкой аудитории массового потребителя. На таких заводах и фабриках применяется координатная измерительная машина (КИМ), позволяющая контролировать процессы изготовления и обработки болванок, пуансонов, поршневых элементов, расходных частей и т. д.
Принцип работы оборудования

Весь процесс можно условно разделить на два этапа. На первом формируется координатная модель или схема, в которой распределяются контрольные точки. Количество фиксируемых плоскостей может быть разным в зависимости от типа оборудования. Простейшие модели сканируют объект в системе, построенной на осях X, Y, Z относительно базовой точки. Более технологичная 6-осевая координатно-измерительная машина строится на принципе параллельной кинематики. Это значит, что оператор получает динамичную модель в виде усеченной пирамиды, в которой присутствует 6 измерителей на подвижной каретке.
Второй этап предполагает непосредственное считывание информации о геометрических параметрах исследуемого объекта. Для этого задействуются щупы или датчики, сканирующие целевую деталь. Существуют контактные и бесконтактные виды щупов – соответственно, первые взаимодействуют с рабочей поверхностью, а вторые действуют по принципу волнового излучения. Типовые координатно-измерительные машины в машиностроении обычно работают на пьезоэлектрических датчиках, которые могут дополняться механико-электрическими контакторами. Это традиционная сканирующая оснастка, к недостаткам которой относят высокую погрешность, обуславливаемую разностью в силе касания щупов. И здесь стоит обратиться к существующим способам контроля, которые регулярно совершенствуются.
Методы контроля
Особенности лазерного контроля
По сути, цифровой метод, отличающийся гибкостью в формировании моделей с поддержкой разных видов измерения – например, углового и линейного. В процессе сканирования образуется лазерный луч с применением дифракционного эффекта. Такой контроль чаще используется в изготовлении хвостовиков, трансмиссионных элементов, шасси и т. д. С помощью фотоприемного устройства также реализуется непараллельное обследование параметров изделия. В этом случае лазерная координатно-измерительная машина позволяет определять размеры отверстий, дефектов смещения, вибрационные и другие характеристики. В дальнейшем по результатам диагностики инженер выносит решение о балансировке или частичной механической доводке агрегата. Для измерения нагрузок используют лазерную авторефлекцию. Эта технология фиксирует показатели смещения при статической нагрузке на целевую поверхность редукторов и валов технических средств.
Характеристики КИМ

По своим размерам и конструкции такие машины напоминают промышленные обрабатывающие агрегаты, но основные рабочие характеристики отражаются в более точных контрольно-измерительных единицах и технических данных. К таким можно отнести следующие параметры типовой модели:
- Погрешность замера – диапазон от 0,1 до 0,1 мм.
- Перемещение щупов по осям – 700-1000 мм. Причем в одной установке характер движения по разным осям может отличаться.
- Максимально допустимый вес для заготовки – промышленная координатно-измерительная машина способна обслуживать детали массой до 1000 кг.
- Мощность – в среднем 1500 Вт.
- Напряжение – 380 Вт с допуском колебаний до 10 %.
- Рабочие температуры – 10-35 °С.
Классификация машин по способу управления

Модели, применяющие современные методы измерения, преимущественно управляются через дистанционные панели. Реализуется принцип программного контроля, на котором строится работа измерительных приборов на базе CNC (числовое программирование). Основная же часть контрольно-измерительных систем сегодня работает по комбинированным схемам. Это предполагает сочетание механического и электронного управления с элементами автоматизации. Передовая аппаратура и вовсе предусматривает связку тех же щупов с параллельно функционирующим производственным оборудованием, на котором выпускаются смежные детали.
Используется и традиционная конфигурация ручного управления. В этом случае оператор координатно-измерительной машины находится непосредственно на линии контроля и взаимодействует с техникой посредством специального джойстика. Эта модель применяется в плазово-шаблонных агрегатах и постепенно уходит в прошлое.
Классификация по конструкционному исполнению

В зависимости от условий эксплуатации и задач обработки могут использоваться горизонтальные, вертикальные и мостовые типы КИМ. В первом варианте обеспечивается высокая точность, обусловленная жесткостью конструкции. Оператор в этом случае получает возможность прямого доступа к внутренней структуре целевого объекта. На практике горизонтальные установки чаще применяются в обслуживании мелких деталей. Вертикальные координатно-измерительные машины считаются наиболее точными, поэтому их используют в ответственных метрологических исследованиях. Но, для использования такого оборудования потребуется термостатирование цеха, а также высокие затраты на обслуживание системы. Что касается мостовых машин, то они благодаря износостойкой оснастке позволяют работать с крупноформатными изделиями.
Мобильные и стационарные КИМ

Применение КИМ
Контрольно-измерительные системы в разных исполнениях требуются на машиностроительных, авиационных, металлургических и других предприятиях. На небольших заводах и в мастерских, например, часто используют компактные агрегаты с ручным управлением. Точный контроль в данном случае позволяет выпускать эксклюзивные мелкие детали с правильной геометрией. В сложных технологических процессах применение координатно-измерительных машин оправдывает себя и как способ объединения нескольких этапов производства. Например, контрольный узел может выступать центром сбора информации о всех частях и деталях конструкции или готового технического средства, что минимизирует и риск допуска ошибок.
Заключение
Внедрение КИМ в производственный процесс давно стало показателем современного подхода к деятельности предприятия. Отказ от устаревших подходов к контролю элементов и оснастки с задействованием шаблонов повышает и качество сборки, и технологическую эффективность рабочего участка. В то же время и новое поколение измерительных приборов для контроля геометрических параметров регулярно улучшается в разных аспектах. Так, передовым направлением развития можно назвать бесконтактные лазерные сканеры, отличающиеся удобством применения и высокой точностью анализа. Единственным недостатком прогрессивных систем этого типа является высокая стоимость и дороговизна обслуживания. На данном этапе лазерные модели координатно-измерительных установок доступны только крупным производственным комплексам, а также исследовательским центрам.

Исходная информация
Давайте воспользуемся этой аналогией, чтобы понять суть дела. Дрейк занимает руководящую должность в компании, занимающейся производством автомобильных запчастей. Компания только что выиграла тендер на изготовление нескольких распредвалов для двигателя. Это произошло после того, как первые распредвалы были отклонены из-за несоответствия требуемым характеристикам.
Одним из важнейших шагов, которые должна предпринять компания Дрейка, является обеспечение точности измерений распределительных валов с точки зрения размеров.
Они использовали разные инструменты и методы для измерения размеров различных автомобильных деталей. Некоторые инструменты точны, но иногда регистрируют ошибки. Кроме того, на этот раз объем работы довольно большой, а ручное измерение может быть медленным и обременительным.
Чтобы решить такие проблемы и обеспечить точные измерения автомобильных запчастей, им следует рассмотреть возможность инвестирования в координатно-измерительные машины. (КИМ)
Обзор координатно-измерительных машин
Когда дело доходит до изготовления деталей и утилитарных прототипов, очень важно, чтобы физические размеры и геометрические атрибуты объекта согласовывались с трехмерной моделью. Независимо от того, немного ли отклоняется измерение, оно может поставить под угрозу всю процедуру создания и заставить вас начинать с самого начала.
Именно по этой причине Roche Industry предлагает подтверждение качества с помощью наших услуг по координатно-измерительной машине (КИМ). Несмотря на то, что этот измерительный прибор широко известен за пределами производственных кругов, он выполняет основную работу в процессе работы над улучшением изделия.
Как насчет того, чтобы узнать больше о том, как работает КИМ, а также о преимуществах и ограничениях использования этой процедуры измерения?
Что такое координатно-измерительная машина
Проще говоря, координатно-измерительная машина (КИМ) - это устройство, которое используется для количественной оценки физических геометрических атрибутов физического объекта.
В этой процедуре используется датчик, установленный на третьей подвижной оси станка КИМ, который используется для измерения характеристик рассматриваемой детали.
КИМ дополнительно используется для тестирования и подтверждения участка или сбора, чтобы гарантировать, что он согласовывает предложенный план.
Типичную КИМ можно запрограммировать на многократное выполнение измерительных задач. Вам не придется перепрограммировать машину после каждого измерения.
Это объясняет, почему они идеально подходят для крупномасштабных измерительных задач, когда вам придется измерять сразу несколько объектов. Машины также устраняют необходимость использования различных типов измерительных машин в одном проекте.
Что такое зонд по отношению к КИМ?
Из определения CNN мы кое-что упомянули о пробе. В основном они используются для физического контакта с измеряемым объектом. Однако у нас есть и бесконтактные измерительные системы.
Зонд не может меняться в размере или размерах независимо от изменений температуры. Сферический наконечник зонда соприкасается с объектом и отклоняется, генерируя электрические сигналы. Затем компьютер запишет эти сигналы как измерения.
Однако существуют современные датчики, в которых используются лазерные и световые технологии для точного определения размеров материала.
Каковы компоненты КИМ
Хотя координатно-измерительная машина состоит из нескольких частей, она разделена на две основные части. Это корпус и система датчиков.
Корпус машины
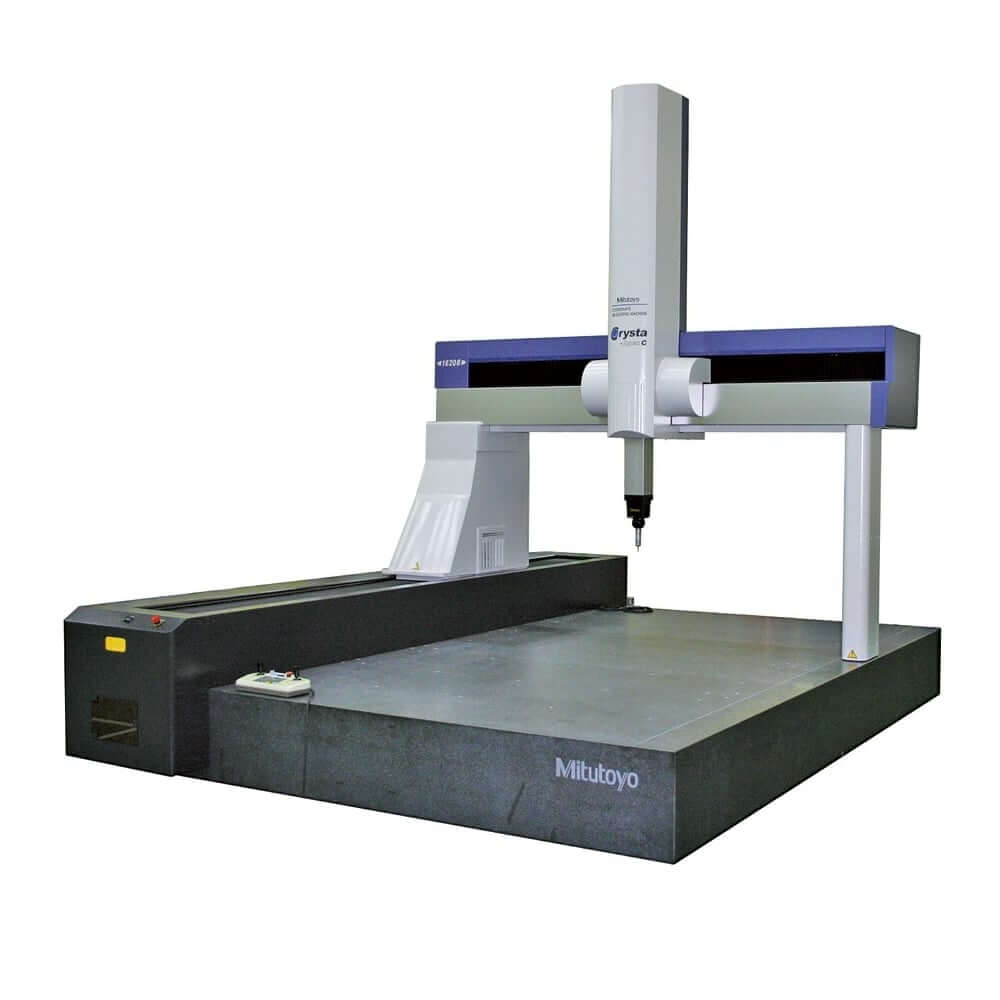
Современная КИМ-машина отличается портальной конструкцией с двумя опорами, которые обычно называют мостом. Эта конструкция предназначена для свободного перемещения по гранитному столу, при этом одна ножка будет следовать за направляющей, прикрепленной к столу.
Другая ножка, которую обычно называют внешней ножкой, будет опираться на вертикальную контурную поверхность гранитного стола.
В корпусе установлены воздушные подшипники, которые помогают минимизировать влияние трения на машину. Это достигается за счет небольших отверстий на подшипниках, которые регулируют поток воздуха в машине.
Внутри моста есть каретка, которая перемещается вверх и вниз, чтобы контролировать движение ног и гарантировать их прилегание к плоскости XY.
Система зондирования
Изначально механические датчики были очень распространены. Эти датчики в основном состояли из твердого шара, припаянного к концу вала. Датчики бывают разной конструкции, чтобы подходить к различным формам измеряемых материалов.
Оптические датчики - это ПЗС-системы фокусировки, которые перемещаются, как механические, и фокусируются на фокусе, а не контактируют с материалом.
Захваченное изображение поверхности будет заключено в границы измерительного окна до тех пор, пока нарост не станет достаточным для различения высококонтрастных зон. Разделительный изгиб можно определить до точки, которая является необходимой точкой измерения в пространстве. Плоские данные на ПЗС-матрице - 2D (XY), а вертикальное положение - это положение всей системы тестирования на Z-приводе стенда (или других частях гаджета).
Новые системы зондирования имеют тенденцию перемещаться по поверхности материалов при выполнении стратегических измерений. Этот метод обычно считается более быстрым и точным, чем старые методы.
Как работает координатно-измерительная машина (КИМ)

Все КИМ имеют три симметричные оси (X, Y и Z), работающие в трехмерной структуре. Каждая ось имеет шкалу, которая используется для демонстрации положения или площади каркаса в пространстве.
Машины считывают входные данные с устройства обнаружения, настроенного оператором или с помощью числового программного управления (ЧПУ).
Затем они используют эти данные, чтобы определить идеальное расстояние (измерения), геометрические формы (блики) и относительное положение этих форм (включая соединения) на заготовке.
КИМ может быть интегрирован в существующий производственный процесс или работать как отдельный объект. Оба варианта работают легко и эффективно.
Контрольно-измерительная машина
Большинством станков КИМ можно управлять физически, когда оператор проводит с помощью щупа необходимые измерения, или под программным управлением, называемым DCC, или прямым компьютерным управлением.
В любом случае наиболее важным шагом является выравнивание детали по оси КИМ. С помощью программного обеспечения и системы автоматизации можно создавать отчеты, в которых отображается измеренное изделие в контрасте, а также документ САПР и баннер, где деталь находится вне сопротивления.
Калибровка координатно-измерительной машины
Как и другие измерительные машины и инструменты, КСУП необходимо регулярно проверять, чтобы гарантировать, что они дают правильные показания. Это одна из вещей, которую делают все ответственные операторы КИМ.
При правильной калибровке координатно-измерительные машины устранят некоторые ошибки, которые они давали. Расхождения между измеренными и фактическими показаниями будут устранены навсегда.
В конце концов, размеры продуктов будут очень точными.
Типы координатно-измерительных машин
Есть четыре типа координатно-измерительных машин. Это мостовые, консольные, портальные и горизонтальные рычаги.
Хотя все они предназначены для измерения деталей и изделий, они бывают разных конструкций и режимов работы. У этих КИМ также есть свои уникальные преимущества и недостатки.
Давайте кратко рассмотрим каждый тип координатно-измерительной машины и то, что она предлагает.
1. Мост

Это самый популярный тип КИМ. Эта популярность объясняется его очень простой структурой, которая делает его простым в использовании.
На каждой оси есть датчик, который отслеживает положение зонда на этой оси, обычно с точностью до микрометра.
В момент, когда датчик касается объекта (или, в любом случае, определяет конкретную область) на объекте, машина проверяет три датчика положения, таким образом оценивая площадь одной точки на поверхности объекта.
Мостовые КИМ довольно универсальны и могут измерять объекты разных размеров от 300 мм × 300 мм × 300 мм до 2000 мм x 5000 мм x 1500 мм.
2. Консольная КИМ
Консольные КИМ были основным планом Ферранти в Шотландии в 1970-х годах, и сегодня они производятся в небольших количествах, поэтому не пользуются большой популярностью.
Они в основном используются для измерения мелких деталей. Они открывают доступ оператору с трех сторон. Столб для оценки оси X соединен с несгибаемой конструкцией, в которой находится ось Y.
Это ограничивает размер вала X из-за его внутренней деформируемости, что делает машину подходящей только для небольших секций. В качестве КИМ в цехе консольная машина превосходит все ожидания, поскольку хорошо подходит для автоматической загрузки и разгрузки.
3. Горизонтальная рука

Этот тип КИМ был изобретен в Германии до того, как распространился на другие страны. Он имеет уникальную конфигурацию, в которой вертикальные и горизонтальные колонны (X и Z) установлены на опоре и проходят вертикально вверх и вниз по оси X.
Координатно-измерительные машины с горизонтальным плечом делятся на два типа. Это плита и две взлетно-посадочные полосы. Как следует из названий, разница между ними заключается в установке осей.
4. Портальная КИМ

Эти КИМ используются в основном для очень больших или громоздких деталей, требующих высокой точности мостовой машины. Большинство портальных станков монтируются непосредственно на полу и, следовательно, должны иметь значительную площадь. Это предварительное условие определяется производителем, и его нельзя игнорировать.
Меньшие портальные машины имеют четыре вертикальных сегмента, поддерживающих огромные стержни оси Y, обычно от 1.5 до 2 метров в высоту. Каретка оси X движется вместе с двумя усиленными осями Y светового излучения.
Более крупные портальные машины имеют шесть или восемь секций или более, в зависимости от длины оси Y. Ось Z, расположенная на каретке оси X, может достигать 4 метров, но обычно они составляют от 1.2 до 2.0 метров сверху вниз.
Диапазон измерений портальных КИМ может изменяться от 1 x 2 x 1 м XYZ до 4 x 10 x 3 м XYZ, и можно купить значительно более крупные единицы, изготовленные уникальным образом.
Специалисты по координатно-измерительным машинам всегда найдут подходящий станок для ваших требований. Таким образом, ваши объекты всегда будут измеряться независимо от их размера. Вам нужно только указать требуемые размеры объекта.

Преимущества координатно-измерительных машин
Как производитель деталей и изделий, вам следует подумать о том, чтобы ваши изделия измерялись с помощью КИМ. Вот основные преимущества использования этой машины:
точный : Оценка машины КИМ предлагает надежные типы измерений, такие как проверка размеров, корреляция САПР, аккредитация оборудования и расчетные данные, чтобы проверить каждую часть вашего плана с максимальным уровнем достоверности.
разносторонний : КИМ можно использовать для измерения широкого спектра деталей и объектов независимо от их физического состояния. Его можно использовать даже для измерения самых чувствительных объектов.
Экономичное : Метод является относительно более дешевым вариантом из-за того, что он полностью автоматизирован.
Сохранение времени : Для измерения больших объемов продукции CMM может потребоваться короткий промежуток времени. Тем самым он ускоряет ваш производственный процесс.
Применение координатно-измерительных машин
Некоторые из отраслей, которые используют ШМ, включают:
-Производственная и сборочная промышленность
Среди многих других отраслей.
Координатно-измерительные машины в Китае
Хотели бы вы улучшить качество своей продукции? Пусть замерял на КИМ. В Roche Industry мы измеряем ваши детали и объекты с помощью наших КИМ-станков.
Мы можем обработать любой материал и даже большие объемы измеряемых объектов. Наши специалисты позаботятся о том, чтобы размеры деталей соответствовали размерам, указанным в плане 3D-дизайна.
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, - это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
Контрольно-измерительные машины (машины - КИМ) –это устройство для измерения геометрических характеристик объекта. Машина может управляться вручную оператором или автоматизировано персональным компьютером, оснащенным рядом программ по проведению измерений изделий различной формы и обработке собранных данных."
Принцип работы координатно-измерительной машины КИМ
Принцип работы координатно-измерительной машины КИМ заключается в последовательном нахождении координат точек, предварительно заданных специалистом или интегрированной программой.

Например, программное обеспечение PolyWorks Inspector используется с контактными и бесконтактными измерительными системами.
В основе PolyWorks|Inspector лежит мощный механизм проверки с параметрической обработкой данных, сертифицированными математическими алгоритмами и широкими возможностями визуальной и звуковой обратной связи.
Он позволяет пользователям извлекать значимую информацию из данных своих 3D-измерений, автоматизировать процесс проверки при измерении более чем одной детали и структурировать презентацию результатов измерений для облегчения цифрового сотрудничества в масштабах предприятия.
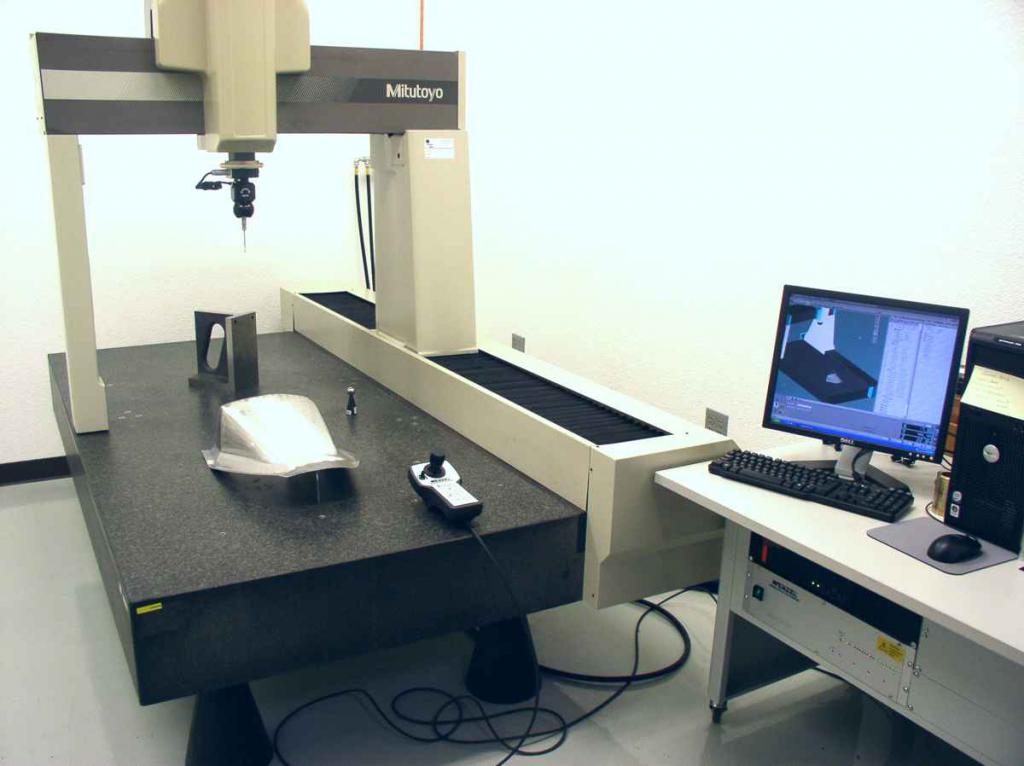
КИМ подразделяются на стационарные и портативные.
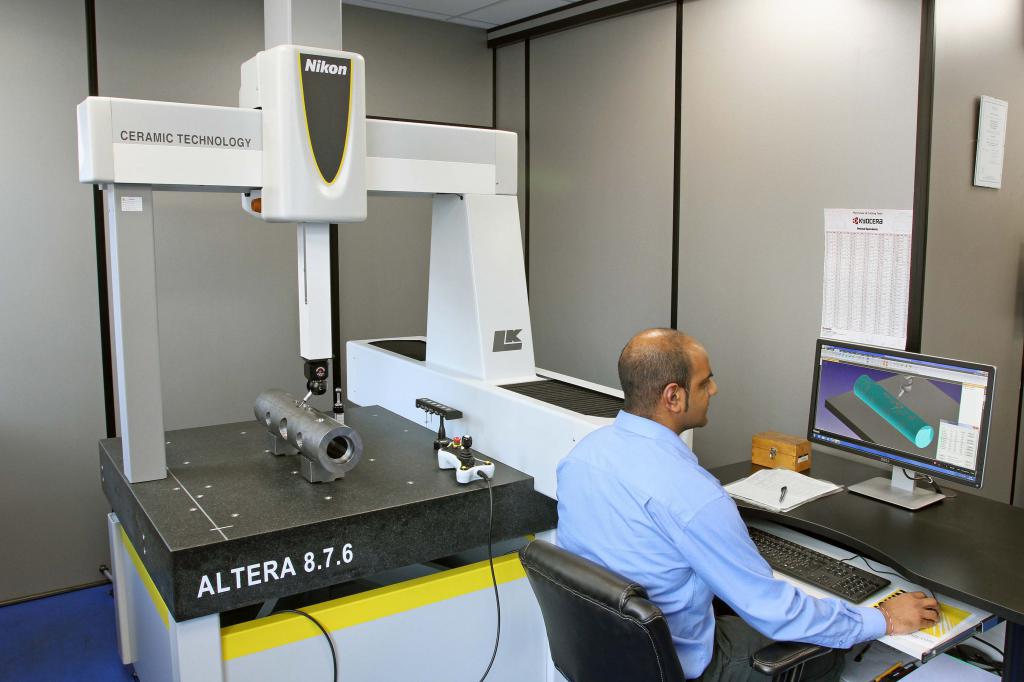
Что из себя представляет стационарная координатно- измерительная машина КИМ? (на примере КИМ Altera):
Отличительные особенности КИМ ALTERA:
- Суперстабильный керамический мост и направляющая пиноли с замкнутой ременной фрикционной передачей из нержавеющей стали и оптическими считывающими линейками с высоким разрешением 0,05 мкм обеспечивают точность и стабильность результатов измерений.
- Высокоточная направляющая плиты типа "ласточкин хвост" и уникальные рифленые предварительно натянутые герметизированыые воздушные подшипники с одним отверстием обеспечивают плавное и управляемое движение на высокой скорости.
Отметим, что надежность КИМ зависит от жесткости конструкции, которая не искажается во времени или из-за условий окружающей среды.
LK Metrology является единственным производителем, который гарантирует точность измерений на своих КИМ в течение 10 лет.
Где используют стационарные контрольно (координатно) – измерительные машины.
Сферы применения:
-
Станкостроение
- Машиностроение
- Автомобилестроение
- Университеты / Исследовательские центры
- Медицина
- Электроника
Что из себя представляет портативная контрольно (координатно) измерительная машина?
- Высокая точность и скорость сбора данных экономит время и деньги
- Оптимизировано для сканирования сложных поверхностей
- Разработано для использования в цеховых и полевых условиях
- Повышенная температурная стабильность и нулевое время разогрева
- Быстрая и простая установка “plug-and-play”
- Короткий период обучения
Виды сканирования. Контактное и бесконтактное сканирование
В зависимости от задач, требуется контактное или бесконтактное сканирование. Измерительные датчики отличаются по принципу действия (электро-контактные, индукционные, оптические, ёмкостные, пьезометрические, тензометрические), выходному сигналу (аналоговые, дискретные), способу измерения (контактные, бесконтактные), типу измерения (сканирующие, триггерные) и другие
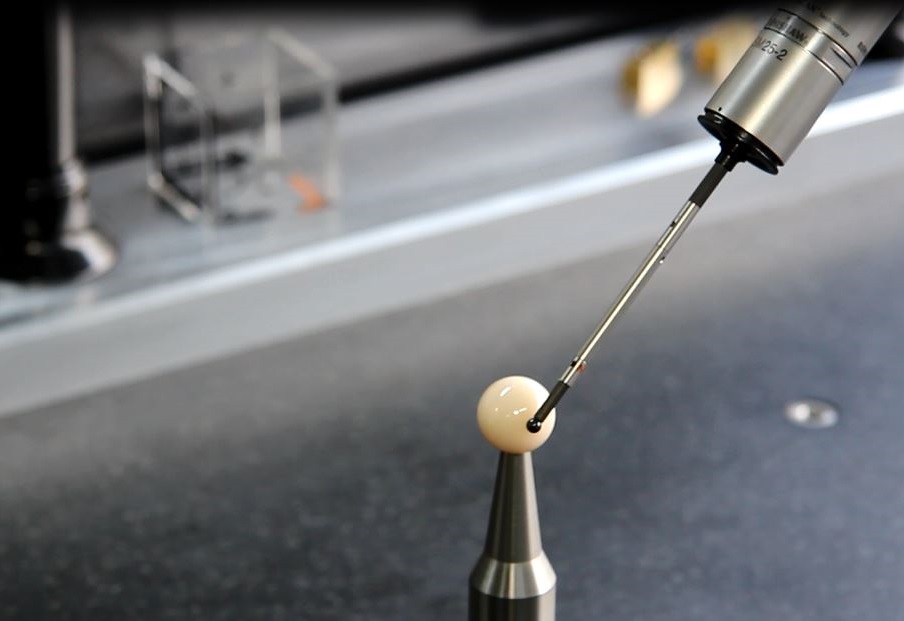
Система контактного (тактильного) сканирования.
Контактные измерительные датчики позволяют выполнять измерения в отдельных точках, что делает их идеальным средством для измерений на 3-мерных деталях известной геометрии. Сканирующие датчики способны считывать каждую секунду координаты нескольких сотен точек, что дает возможность измерять параметры формы элемента, а также размер и положение
Особенности контактного измерения
- Контактное сканирование в основном применяется для измерения геометрически простых объектов небольшого размера.
- Весь процесс сканирования предмета контактным типом довольно длительный по времени.
Бесконтактная система сканирования
Бесконтактная система представлена лазерным сканером, который получая данные отраженного излучения, формирует сканы.

Данный вид сканирования является более распространенным и экономически выгодным. Бесконтактная система сканирования расширяет возможности традиционного контроля и повышает производительность.
Особенности
- Бесконтактное лазерное сканирование позволяет оцифровывать объекты с практически любым типом поверхности в произвольной форме
- Доступны для сканирования объекты крупных размеров
- Возможность применения на большом разнообразии материалов
- Реверс-инжиниринг
- Сканирование детали с сильными цветовыми переходами
Наша компания располагает всеми типами координатно-измерительных машин. Мы имеем серьезный опыт поставок данного вида оборудования. (см.Проекты).
В зависимости от задач и потребностей заказчика, наши специалисты подберут самый лучший вариант отвечающий заявленным требованиям
Читайте также: