
Доклад про напильник 5 класс
Обновлено: 05.07.2024
Функция "чтения" служит для ознакомления с работой. Разметка, таблицы и картинки документа могут отображаться неверно или не в полном объёме!
. Общие сведения. Напильники
. Подготовка к опиливанию и приёмыопиливания. Контроль опиленной поверхности
. Механизация опиловочных работ
Библиографический список Введение Напильник - один из тех инструментов, с которым каждый мужчина знакомится ещё в детстве. А в месте со взрослением увеличивается и набор напильников, который редко кода покупается одним махом, наоборот, каждый инструмент подбирается под себя. Пора разобраться, какой же полный список этих изделий.
Ручная обработка напильником в настоящее время в значительной мере заменена опиливанием на специальных станках, но полностью вытеснить ручное опиливание эти станки не могут, поскольку пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильники. Напильник- это стальной брусок определенного профиля и длины. . Общие сведения. Напильники
Опиливанием называется операция по обработке металлов и других материалов путем снятия незначительного слоя напильниками вручную или на опиловочных станках.
Напильниками слесарь придает деталям нужную форму и размеры, припасовывает детали одну к другой, подготавливает кромки деталей для сварки и выполняет другие работы.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и др. Припуски на опиливание оставляются небольшими - от 0,5 до 0,25 мм. Точность обработки опиливания составляет 0,2-0,05 мм (в отдельных случаях - до 0,001 мм).
Ручная обработка напильником в настоящее время в значительной мере заменена опиливанием на специальных станках, но полностью вытеснить ручное опиливание эти станки не могут, поскольку пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильники. Напильник- это стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы, имеющие в сечении форму клина. Напильники изготавливают из стали У10А или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насечки подвергают термической обработке.
Напильники различают по размерам насечки, ее форме, длине и форме бруска.
Виды и основные элементы насечек. Насечка на поверхности напильника образует зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников изготавливают на пилонасекательных станках при помощи специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках (протяжками) и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа изготовления каждый зуб имеет заданный угол α, угол заострения β и передний угол γ.
В напильниках с насеченными зубьями с отрицательным передним углом (γ = -12--15°) и сравнительно большим задним углом (α = 35-40°) обеспечивается достаточное пространство для размещения стружки. Угол заострения, образующийся при этом (β = 62-70°), обеспечивает прочность зуба.
При обработке всевозможных материалов одним из самых популярных инструментов является напильник. Это приспособление появилось у человека ещё до нашей эры. Его используют и на больших производственных предприятиях, и в домашних мастерских. Он необходим при изготовлении деталей из металла, пластмассы, дерева. Инструмент применяют для точной подгонки размеров, формы в местах с затруднённым доступом, улучшения качества поверхности детали, которая доводится до кондиции. Для выполнения самых разнообразных работ существует множество вариантов этого напильников.

Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

Устройство инструмента
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.

Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Классификация напильников
Всё инструментальное многообразие можно упорядочить путём его классификации. На практике используются несколько отличающиеся одна от другой видов классификации.
Чаще всего используют следующие классификационные признаки:
- назначение;
- форма рабочей части;
- виды насечек;
- материал;
- размер.

ГОСТ 1465-80 Напильники. Технические условия
Виды напильников и их назначение
По этому признаку выделяют:

Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:

Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

Если предстоит обточка мягкого металла, то слесарь выбирает устройство с простой одинарной насечкой. Рабочий получает возможность снимать широкую стружку.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Маркировка
Изготовленный напильник должен быть промаркирован. Маркировка является изображением необходимой информации о характеристиках инструмента. В состав маркировки входит обозначение класса от 1 до 6; длина, обозначенная буквой L; вид насечки с номерами от 0 до 5. Последний показатель у практиков считается самым важным, он определяет выбор нужного инструмента в конкретной ситуации.
Показатель твердости зубьев обозначается буквами HRC и двумя цифрами– например, HRC 55. Тип стали обозначается как 13Х или У13А.

Инструменты, созданные для цветмета, маркируются символом ЦМ.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Правила работы напильником

Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
Слайды и текст этой презентации
Разработала: учитель технологии Арчакова О.П.

Слесарный напильник общего назначения: 1 - носок; 2 - рабочая часть; 3 - ненасеченный участок; 4 - заплечик; 5 - хвостовик; 6, 8 - широкая и узкая стороны; 7 - ребро

Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба.

Различают напильники с одинарной, или простой ( а), с двойной, или перекрестной (б), точечной, или рашпильной (в), и дуговой (г) насечками.

Напильники с одинарной насечкой
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пил, ножей, а также для обработки древесины и пробки. Одинарная насечка наносится под углом λ = 25° к оси напильника.

Напильники с двойной насечкой
Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала под углом λ = 25 ° насекается нижняя, глубокая насечка, называемая основной, а поверх нее под углом ω = 45 ° - верхняя, неглубокая, называемая вспомогательной и разрубающая основную насечку на большое количество отдельных зубьев. Перекрестная насечка больше размельчает стружку, что облегчает работу.

Напильники с рашпильной насечкой
Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов - кожи, резины и др.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки.

Напильники с дуговой насечкой
Напильники с дуговой насечкой применяют при обработке мягких металлов (медь, дюралюминий и др.). Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.

По назначению напильники подразделяют на следующие группы
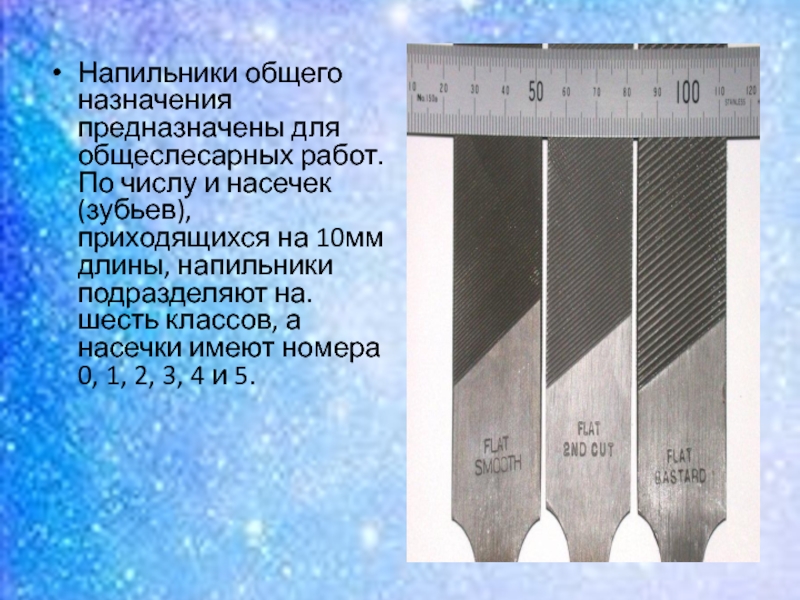
Напильники общего назначения предназначены для общеслесарных работ. По числу и насечек (зубьев), приходящихся на 10мм длины, напильники подразделяют на. шесть классов, а насечки имеют номера 0, 1, 2, 3, 4 и 5.

К первому классу относят напильники с насечкой № 0 и 1 (n =4 12), называемые драчёвыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относят напильники с насечкой № 2 и 3 (n =13. 24), называемые личными. Их применяют для чистового опиливания.
К третьему, четвертому, пятому и шестому классам относят напильники с насечкой № 4 и 5 (n > 28), называемые бархатными. Они служат для окончательной обработки и доводки поверхностей.

Напильники делятся на следующие типы:
плоские;
плоские остроносые напильники применяются для опиливания наружных и внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
трёхгранныё напильники служат для опиливания острых углов, равных 60° и более, как с внешней стороны, так и в пазах, отверстиях и канавках, а также для заточки пил по дереву;
круглые напильники используют для опиливания круглых или овальных отверстий и вогнутых криволинейных поверхностей небольшого радиуса;
полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
ромбические напильники применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15 ° и пазов;
ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов.

Типы напильников: а - плоский; б - плоский остроносый; в - квадратный; г - трехгранный; д - круглый; е - полукруглый; ж - ромбический; и - ножовочный
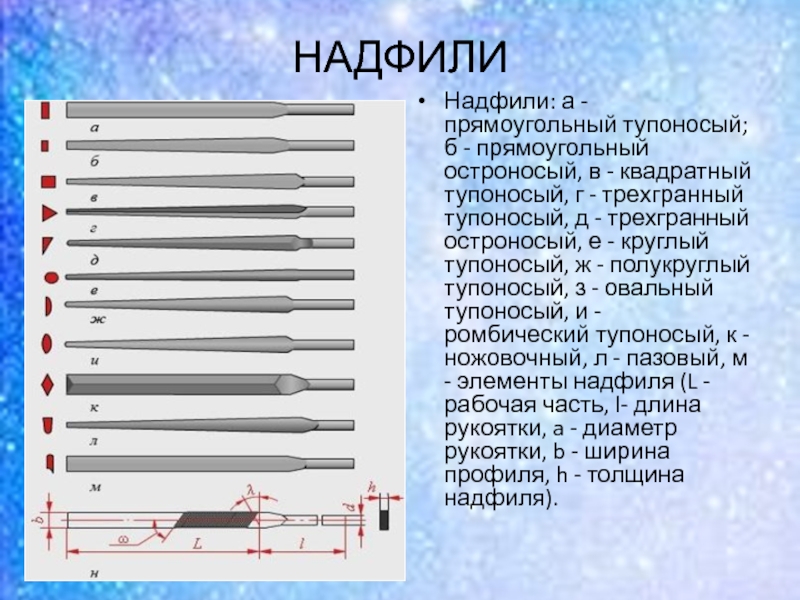
Надфили: а - прямоугольный тупоносый; б - прямоугольный остроносый, в - квадратный тупоносый, г - трехгранный тупоносый, д - трехгранный остроносый, е - круглый тупоносый, ж - полукруглый тупоносый, з - овальный тупоносый, и - ромбический тупоносый, к - ножовочный, л - пазовый, м - элементы надфиля (L - рабочая часть, l- длина рукоятки, a - диаметр рукоятки, b - ширина профиля, h - толщина надфиля).

Небольшие напильники, называемые надфилями, применяют для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из инструментальной стали. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля, на длине 50, 60 и 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов -№ 1,2, 3,4и5. В зависимости от типа надфили имеют от 20 до 112 насечек на 10мм длины. На рукоятке каждого надфиля наносится номер насечки: № 1 - 20. 40; №2 - 28. 36; № 3, 4 и 5 - 40. 112 насечек на 10 мм длины.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из за того, что насечка их быстро забивается стружкой и они перестают резать. В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые, с насечкой № 1 и 2 и длиной 250. 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.

Машинные напильники (стержневые - для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.

Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках. В настоящее время дисковые и пластинчатые напильники с успехом заменили углошлифовальные и ленточношлифовальные ручные машинки.

Борнапильники - это фасонные головки с насечёнными или фрезерованными зубьями. Изготовляют их целыми (с хвостовиками) и насадными (навертывают на оправку). Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности. Зубья - фрезерованные или насеченные.

При работе с напильниками необходимо соблюдать следующие правила:
предохранять напильники даже от незначительных ударов, которые могут повредить зубья; хранить напильники на деревянных подставках в положении, исключающем соприкосновение их между собой;
для предохранения от коррозии не допускать попадания на них влаги; темный цвет свидетельствует, что напильник окислился или плохо закален (новые напильники имеют светло-серый цвет);
оберегать напильники от попадания на них масла и наждачной пыли; замасленные напильники не режут, а скользят; поэтому не следует протирать их рукой, поскольку на руке всегда имеется жировая пленка; наждачная пыль забивает впадины зубьев; поэтому напильник плохо режет;
для предохранения от забивания стружкой мягких и вязких металлов напильники перед работой натирать мелом;
во избежание преждевременного износа напильников перед опиливанием заготовок, поверхности которых покрыты ржавчиной, последнюю необходимо удалить механическим способом - с помощью металлических щеток или специальной шлифовальной машинки;
не обрабатывать напильником материалы, твердость которых равна и твёрдости или превышает ее, так как, это вызовет выкрашивание зубьев; при обработке поверхностей с литейной коркой или с наклепом сначала срубить корку зубилом и только после этого начинать опиливание;
применять напильники только по назначению;
новым напильником лучше обрабатывать сначала мягкие металлы а после некоторого затупления твердые; это увеличивает срок эксплуатации напильника;
периодически очищать напильник от стружки; время от времени постукивать носком напильника о верстак для очистки его от опилок.
Положение корпуса считается правильным, если между плечевой и локтевой частями согнутой в локте правой руки с напильником, установленным на губки тисков (исходное положение), образуется угол, равный 90 °. При этом корпус работающего должен быть прямым и развернутым под углом 45 ° к линии оси тисков .

При начале рабочего хода напильника масса и приходится на правую ногу, при нажиме центр тяжести переходит ни левую ногу. Этому соответствует такая расстановка ног: левая выносится (отводится) вперед по направлению движения напильника, правую носу отставляют, от левой на 200. 300 мм так, чтобы середина ее ступни находилась против пятки левой ноги.
При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходе - на правую, поэтому мышцы ног попеременно отдыхают.
При снятии толстых слоев металла приходится нажимать на напильник с большой силой, поэтому правую ногу отставляют от левой назад на полшага и она в этом случае является основной опорой. При слабом нажиме на напильник, например при доводке или отделке поверхности, стоны ног располагают почти рядом. Эти работы, как точные, чаще выполняют сидя.

Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за рукоятку так, чтобы последняя упиралась в ладонь руки, четыре пальца захватывали рукоятку снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20. 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой рукой на напильник во время рабочего хода при одновременном уменьшении нажима левой рукой. Движение напильника должно быть горизонтальным, поэтому нажимы на его рукоятку и носок должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.


Опиливание:
а - слева направо;
б, в - поперек и вдоль заготовки;
г - справа налево

При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой; строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом;
при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Описание презентации по отдельным слайдам:

Цель проекта: узнать историю возникновения напильников и выяснить необходимость их применения при обработке металла

Гипотеза: действительно ли напильники сыграли решающую роль в истории и развитии города Миасса? В 1916 году Миасский пилозубный завод был единственным крупным предприятием где требовалось много рабочей силы, инженеров, конструкторов, напильники продавались не только в России но и за рубежом. Труд на заводе был тяжелым, но рабочие получали хорошую заработную плату, завод начал строить жилье для своих рабочих приезжали все новые люди и поселение стало постепенно перерастать в город.

Задачи проекта: используя различные источники информации, проследить ход истории возникновения напильников; познакомиться с историей создания и развития Миасского напилочного завода; 3) изготовить изделия из металла и показать приемы обработки плоскостей; 4) проанализировать отличия отделки изделий разными напильниками; 5) оценить роль напильников в бытовых и производственных целях.

Даже в век космических технологий большинство работ по металлу или по дереву не может обойтись без напильника.

История такого изобретения, как напильник, относится еще к временам начала обработки камней и иных твердых материалов (например ракушек).

Когда люди научились добывать и делать изделия из металла, встал вопрос о придании нужных форм и размеров, обработки металла ручным инструментом.

В 1897 году основатель фирмы PFERD А. Рюггеберг изобрел первый напильник. Ему нужно было обточить подкову для лошади.

Напи́льник — многолезвийный инструмент для обработки металлов, дерева, пластмасс и т. п. Представляет собой металлический стержень с насечкой. Напильник – инструмент в виде стального бруска с насечкой для снятия небольшого слоя металла, грубой шлифовки и т. д.

Возрождение и развитие города Миасса, тесно связано с одним из древнейших предприятий нашего города – Миасским инструментальным (напилочным) заводом.

История Миасского напилочного завода В начале XX века в России не было своего напилочного производства. Однако в 1915 году, после первой мировой войны, фирма "Томас Фирт и сыновья" была вынуждена эвакуировать завод из Риги. Примерно в это же время он становится собственностью Российской Империи. Конечным пунктом долгого путешествия стал Миасс, где разместилось производство. Долгие годы завод оставался градообразующим предприятием, импортируя продукцию в сорок стран мира.

Первая продукция была выпущена 10 февраля 1916 года.

Экскурсия на территорию завода и краеведческий музей

Очень много узнали об истории завода и выпускаемой продукции



Материалом для изготовления напильников служит инструментальная или хромистая сталь. Так же для изготовления напильников применяют углеродистую сталь. Изготовление напильника заканчивают шлифованием его после закалки. При этом вначале шлифуют опорную плоскость, а затем параллельную ей плоскость.

По форме сечения (профиля) напильники бывают: плоские, полукруглые, квадратные, трехгранные, круглые, ромбические ножевые.

Напильники бывают с одинарной насечкой с двойной насечкой с рашпильной насечкой

Предназначение напильника Несмотря на очень почтенный возраст инструмента, его предназначение остается прежним – методом послойного стачивания поверхности детали сформировать нужные ей размер и форму.

Последовательность обработки изделий из металла В процессе изготовления изделий из металла: 1) Выбрали выполнение изделия по форме напильника. 2) Составили план работы данного изделия. 3) Подобрали нужный материал для обработки изделия. 4) После разметки выполнили операцию резание и сверление с припуском на обработку. 5) Опилили заготовки в размер разными напильниками. 6) Произвели чистовую обработку шкурками.

Ребята добросовестно трудились выполняя свое задание



Пленкин Артем Я работал плоским напильником ,так как грани у угольника прямые.

Ульданов Артем Чтобы сделать узор на детали и придать ему красивую форму или расточить отверстие, я в своей работе использовал круглый напильник

Клочко Андрей Выполнить угол внутри детали поможет трехгранный напильник. Его я применял при изготовлении угломера

Правила безопасности: Нельзя работать напильником с расколотой и слабо насаженной ручкой. Нельзя работать напильником без ручки. Не следует подгибать пальцы левой руки под напильник, чтобы не поранить их во время работы. Нельзя проверять качество обрабатываемой поверхности пальцами. Нельзя сдувать опилки с тисков и верстака (они могут попасть в глаза) или смахивать их руками (для этого есть щетка-сметка). Нельзя проверять качество опиливания на ощупь. Нельзя ронять на пол инструменты и заготовки.

Со словом напильник мы прелагаем совместно с жюри разгадать кроссворд.

3 Л О Т Л И А А П А Е Н 4 Л Ь А К 5 С Т 6 У Т О Н Л И Н Ь Л 8 Т С О К И К А Н А А Д А Р Ш К О Н Й Г 2 Р У Б 7 П К И 9 Л Б З О К И И 1 К

Чертежный инструмент для разметки заготовок и разработки эскизов. (Карандаш) Инструмент для строгания древесины. (Рубанок) Главный инструмент дачника. (Лопата) Инструмент для измерения линейных размеров. (Линейка) Конструкционный материал, относящийся к группе черных сплавов. (Сталь) Приспособление для разметки и контроля углов. (Угольник) Человек, занимающийся обработкой древесины. (Плотник) Приспособление для закрепления заготовок при их обработке. (Тиски) Инструмент для выпиливания по тон6колистовым материалам. (Лобзик)

Заключение При посещении краеведческого музея, мы установили, что выпуск напильников - дал толчок в развитии и становлении города, благодаря напильнику о Миассе узнали не только в России но и за рубежом. Если - бы завод работал до сих пор, государство от этого только бы выиграло.

Рассыпается стружка от стального бруска И рисует фигуру из металла рука Сколько силы могучей скопилось в нем Если сам металл ему нипочем
Краткое описание документа:
Цель проекта: узнать историю возникновения напильников и выяснить необходимость их применения при обработке металла
Гипотеза: действительно ли напильники сыграли решающую роль в истории и развитии города Миасса?
В 1916 году Миасский пилозубный завод был единственным крупным предприятием где требовалось много рабочей силы, инженеров, конструкторов, напильники продавались не только в России но и за рубежом. Труд на заводе был тяжелым, но рабочие получали хорошую заработную плату, завод начал строить жилье для своих рабочих приезжали все новые люди и поселение стало постепенно перерастать в город.
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов
Курс повышения квалификации
Дистанционное обучение как современный формат преподавания

Курс профессиональной переподготовки
Технология: теория и методика преподавания в образовательной организации
Курс повышения квалификации
Педагогическая деятельность в контексте профессионального стандарта педагога и ФГОС
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Дистанционные курсы для педагогов
Свидетельство и скидка на обучение каждому участнику
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 605 497 материалов в базе
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Свидетельство и скидка на обучение каждому участнику
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 14.05.2019 1251
- PPTX 5 мбайт
- 6 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Шныр Владимир Леонтьевич. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
Каждый второй ребенок в школе подвергался психической агрессии
Время чтения: 3 минуты
Школы граничащих с Украиной районов Крыма досрочно уйдут на каникулы
Время чтения: 0 минут
Курские власти перевели на дистант школьников в районах на границе с Украиной
Время чтения: 1 минута
В Россию приехали 10 тысяч детей из Луганской и Донецкой Народных республик
Время чтения: 2 минуты
Минпросвещения России подготовит учителей для обучения детей из Донбасса
Время чтения: 1 минута
Онлайн-тренинг: нейрогимнастика для успешной учёбы и комфортной жизни
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Читайте также: