
Доклад на тему деревообрабатывающие станки их устройство и принцип работы
Обновлено: 16.05.2024
Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например, раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др.
Для всех деревообрабатывающих станков, выпускаемых нашей промышленностью, принята буквенно-цифровая индексация. В соответствии с этой индексацией каждому станку присваивается буквенный индекс, обозначающий тип станка, а цифры, расположенные за буквой, показывают величину размерного параметра станка и номер его модели.
Буквенная индексация основных станков: круглопильные для продольной распиловки пиломатериалов – ЦД; прирезные – ЦДК; круглопильные для поперечной распиловки балансирные – ЦКБ; маятниковые – ЦМЭ; суппортные – ЦПА; фуговальные – СФ; рейсмусовые – СР; фуговально-рейсмусовые – ФР; четырехсторонние продольно-фрезерные – С; шипорезные рамные односторонние – ШО; двусторонние – ШД; фрезерные – Ф; сверлильные – Св; цепнодолбежные – ДЦ; шлифовальные – Шл.
Марка С2Р12-2 означает, что это двусторонний рейсмусовый станок с шириной строгания 1200 мм второй модели.
В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно– и многошпиндельные, количества операций – одно– и многооперационные, количества обрабатываемых сторон – одно-, двух– и четырехсторонние.
По степени механизации различают станки полумеханизированные и полностью механизированные. У полумеханизированных станков механизирован процесс обработки, но подача ручная; у полностью механизированных станков механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических – все операции автоматизированы.
В зависимости от выполняемых операций рабочие органы станков подразделяются на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относятся устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного (механизм подачи) исполнительному механизму (механизм резания).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета.
Механизм резания (шпиндели) служит для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, центродолбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки).
Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки.
Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
2.4. Слесарный инструмент, приспособления и станки
2.4. Слесарный инструмент, приспособления и станки К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный
2.10. Сверление и развертывание. Сверлильные станки
2.10. Сверление и развертывание. Сверлильные станки Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное
2.14. Шлифование и шлифовальные станки
2.14. Шлифование и шлифовальные станки Шлифованием называется обработка деталей и инструментов с использованием вращающихся абразивных или алмазных шлифовальных кругов, основанная на срезании зернами круга с поверхности очень тонкого слоя материала в виде мельчайших
2. Круглопильные станки
2. Круглопильные станки Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.Для
3. Продольно-фрезерные станки
3. Продольно-фрезерные станки После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить
4. Фрезерные станки
4. Фрезерные станки На фрезерных станках можно выполнять разнообразные работы: создавать профили у деталей путем отборки калевки, фальцов, пазов, гребней и т. п., выполнять гладкое фрезерование кромок, обрабатывать по периметру оконные створки, форточки, фрамуги, дверные
5. Шипорезные станки
5. Шипорезные станки Шипорезные станки предназначены для зарезки шипов и проушин. По конструкции они бывают одно– и двусторонние. На одностороннем шипорезном станке зарезку шипов и проушин ведут с одной стороны бруска, а на двустороннем – одновременно с обеих сторон.На
6. Сверлильно-пазовальные и цепно-долбежные станки
6. Сверлильно-пазовальные и цепно-долбежные станки Сверлильные станки предназначены для высверливания крутых сквозных и несквозных отверстий и образования продолговатых пазов в деревянных деталях столярно-строительных изделий. Станки бывают одно– и
7. Комбинированные станки
7. Комбинированные станки На комбинированных станках можно выполнять ряд различных операций по обработке древесины. Наиболее часто встречаются станки со следующим сочетанием работ: фугование – рейсмусование – раскрой – сверление – шлифование; фугование –
14. Станки для изготовления ключей
14. Станки для изготовления ключей Станок с дешифратором позволяет изготавливать ключи для замка, когда отсутствует оригинальный ключ для копирования. Это возможно, поскольку изготовители замков часто выбивают код ключа на замках и ключах, и специалист-замочник сразу
Части станка. Части каждого станка можно подразделить на основные и вспомогательные. К основным частям относятся: станина, рабочий стол (плита), рабочий вал, режущий инструмент (пильный диск, ножи, сверла, фрезы и др.), механизм передачи движения. 'К вспомогательным частям относятся: ограждения опасных мест, механизм подачи материала (питающий механизм), остановочно-пусковые приспособления, приспособления для смазки.
Станина — обычно чугунная, цельнолитая, тяжеловесная. На ней монтируются все движущиеся части станка. Станина сообщает станку устойчивость. Ее часто устанавливают на железобетонном фундаменте.
Рабочий стол (плита) —тоже обычно чугунный, обязательно строганый, точно выверенный, шлифованный. Стол может быть как неподвижным, так и перемещающимся вверх, вниз и в стороны.
Рабочий вал служит для крепления на нем режущего (рабочеГо) инструмента. В зависимости от вида инструмента, который на нем крепится, рабочий вал часто называют пильным, ножевым, шпинделем. Рабочий вал всегда стальной, обязательно точеный, прочный, выбалансированный (уравновешенный), имеет приспособления для крепления на нем инструмента, 38
Режущий инструмент, применяемый в деревообрабатывающих станках, имеет различное назначение и соответственно этому разную конструкцию, разные формы и размеры. Изготовляют режущий инструмент из высококачественной углеродистой или легированной стали. Инструмент носит разные названия.
Наименование режущего инструмента
Станки, в которых инструмент применяется
Круглые пилы (пильные диски)
Ножи плоские и фасонные
Долбежная цепь Фрезы (шарошки), прорезные диски, крючки
Круглопильные ;' Ленточнопильные Строгальные, шипорезные, фрезер-: ные
Сверлильные Цепнодолбежные Фрезерные, шипорезные
Виды передачи движения. Все деревообрабатывающие станки электрифицированы, т. е. работают от электродвигателей. На станках, работающих одновременно несколькими режущими инструментами, установлены либо один общий электродвигатель, либо отдельные электродвигатели для каждого инструмента. Во втором случае электродвигатели называют индивидуальными. Общая мощность всех индивидуальных электродвигателей называется суммарной мощностью станка.
Станки с индивидуальными электродвигателями более удобны в эксплуатации и более экономичны (более выгодны). Это объясняется тем, что при работе только части режущих инструментов эти станки можно включить не на полную мощность и, таким образом, экономить электроэнергию.
Передача движения на рабочий вал от электродвигателя может быть: непосредственной, ременной, зубчатой, цепной.
При непосредственной передаче рабочий вал станка соединен с валом электродвигателя и составляет как бы его продолжение или же режущий инструмент крепится на удлиненном валу электродвигателя. Чисдо оборотов рабочего вала при непосредственной передаче движения равно числу оборотов вала электродвигателя.
Ременная передача состоит из ведущего и ведомого шкивов и охватывающего их бесконечного ремня. Ведущим называется шкив на валу электродвигателя, ведомым — шкив на рабочем валу. В зависимости от расположения рабочего вала и направления его вращения ременная передача может быть прямой, косой и перекрестной (рис. 26). Ременную передачу часто называют приводом.
От диаметра шкивов ременной передачи зависит число оборотов рабочего вала. Чем больше диаметр ведущего шкива и чем меньше диаметр шкива ведомого, тем больше число оборотов рабочего вала. Чтобы увеличить число оборотов рабочего вала, уменьшают диаметр ведомого шкива или увеличивают диаметр шкива ведущего. Чтобы рабочий вал имел меньше оборотов, чем
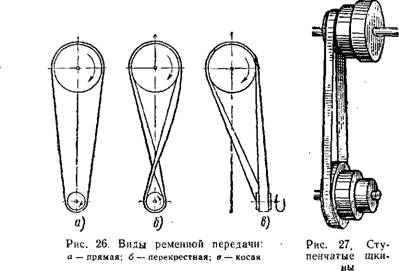
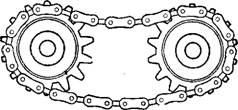
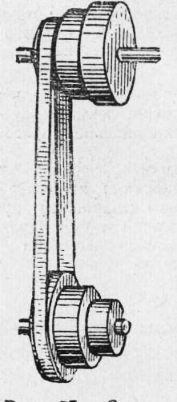
Вал электродвигателя, диаметр ведомого шкива должен быть больше диаметра шкива ведущего. Для изменения числа оборотов рабочего вала на нем иногда устанавливают несколько смежных шкивов разных диаметров, или ступенчатый шкив (рис. 27).
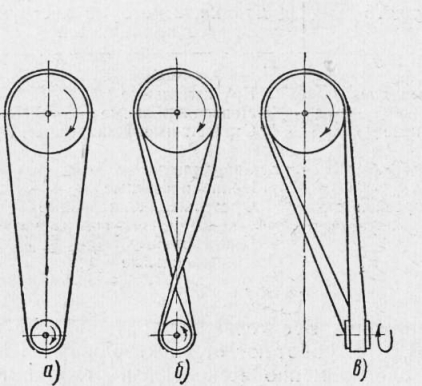
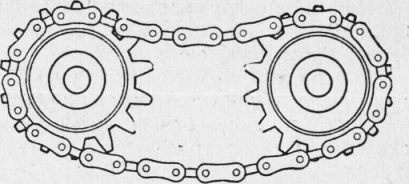
Для передачи движения рабочему валу применяют также различные виды зубчатых передач (рис. 28) и цепную передачу (рис. 29).
Передачу, состоящую из набора зубчатых колес (шестерен), иногда заключают в общую коробку; сцепление шестерен производят при помощи выходящего наружу рычага. Коробка с таким набором шестерен называется коробкой скоростей. Она позволяет изменять число оборотов рабочего вала на ходу станка. Коробку скоростей обычно применяют для изменения скорости подачи материала.
На каждом станке должны быть устройства, при помощи которых производится наладка станка для выполнения заданной обработки. Такими устройствами являются: упоры, направляющие линейки, каретки, перемещающиеся рабочие столы, подъемные и стопорные винты, верхние и боковые прижимы. Кроме того, на каждом станке должны быть обязательно ограждены все движущиеся и вращающиеся части, все опасные места. 40
Виды подачи материала, Материал может подаваться к режущему инструменту станка вручную или при помощи подающих механизмов. Механическую подачу часто называют автоматической. Механизм подачи в большинстве случаев представляет собой

Две пары вальцов, приводимых ро вращение через систему зубчатых колес от электродвигателя. Вальцы, получающие вращение от электродвигателя, называются питающими, или подающими. Вальцы, приводимые во вращение подаваемым материалом, называются направляющими.
Питающие вальцы бывают рифлеными и гладкими; рифленые вальцы Рис. 29. Цепная передача лучше сцепляются с подаваемым материалом. Гладкие питающие вальцы применяют для подачи строганого материала, так как рифленые вальцы могли бы испортить строганую поверхность.
На некоторых станках механическая подача производится цепным или гусеничным конвейерным механизмом.
Скорость автоматической подачи может достигать 100 м/мин И больше, скорость ручной подачи не превышает 20 м/мин. Скорость подачи зависит от твердости древесины, толщины распиливаемых брусков, ширины, глубины и профиля строгания.
Пуск и остановка станка производятся при помощи рубильника, кнопок; иногда применяется холостой шкив.
Бесперебойная работа и долговечность станка в большой степени зависят от смазки его движущихся частей. В местах смазки установлены масленки. В сложных станках смазка производится централизованно через систему трубок.
Красиво обработанная деталь из дерева всегда считалась хорошим дополнением любого интерьера. Для проведения таких работ используют токарный станок по дереву. Такой деревообрабатывающий станок позволяет производить большое количество операций с применением различных режущих инструментов. По своей конструкции он имеет много общего с агрегатами для обработки металла. Однако у агрегата для изготовления деталей из дерева существуют определённые отличия. Они определяются особенностями каждой модели. Чтобы в полном объёме использовать все его функциональные возможности необходимо понимать его конструкцию и способы применения.

Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.

Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.

Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Часть элементов суппорта имеет ручное управление. Салазки сделаны универсальными. С их помощью можно закрепить ещё один резец.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.

Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Принцип работы
В основу всех токарных агрегатов, в том числе и по дереву заложен один способ обработки. Воздействие на поверхность деревянной заготовки режущим инструментом. Принцип работы токарного станка для обработки заготовок из дерева отличается только тем, что режущий инструмент может подаваться автоматически или вручную. Техника ручной подачи зависит от характера древесины, применяемого режущего инструмента и сложности конфигурации будущего изделия. Перед началом работ заготовка крепится в специальных устройствах между передней и задней бабкой. В качестве инструмента, для заготовок из дерева могут применяться специальные резцы или стамески различного профиля. Они могут быть плоские или фигурные. Благодаря форме режущей кромки можно вырезать любые поверхности. Для этого их затачивают в одной или нескольких плоскостях. Основным критерием, на основании которого производится классификация резцов – это форма и тип заготовки.
При необходимости применяют специализированные стамески:
- рейер (она имеет полукруглое лезвие, с помощью которого производят предварительную обработку);
- мейсель (предназначена для окончательной, то есть чистовой обработки, вытачивания углублений и различных канавок);
- стамеску-крючок (служит для вытачивания различных углублений);
- стамеска-гребёнка (с её помощью нарезают резьбу и изготавливают деревянные метизы);
- скребок (применяется для выравнивания цилиндрических заготовок).
Работать такими стамесками следует вручную, что позволяет реализовать любые идеи мастера. Для получения качественной поверхности необходимо точно задать скорость вращения заготовки и определить угол подачи инструмента и силу нажима.
Назначение и характеристики токарного станка
Современные производители предлагают токарное оборудование, способное выполнять многие обрабатывающие операции. В зависимости от их перечня определяется назначение агрегата. К основным характеристикам станков для обработки древесины относятся:
- мощность установленного двигателя;
- вес всего станка;
- размеры;
- перечень допустимого режущего инструмента;
- количество возможных операций обработки;
- максимальный размер обрабатываемой детали;
- наличие средств автоматизации и программного управления.

Каждый из типов станков обеспечивает определённую отрасль промышленности. При необходимости изготовления большого числа однотипных деталей из дерева, их производство возлагается на специализированные токарные автоматы и станки с числовым программным управлением.
Виды токарных станков
Современные производители предлагают большое количество типов деревообрабатывающего оборудования. Их классификация определяет область применения и технические возможности каждого образца. Все виды токарных станков подразделяются по следующим показателям:
- область применения;
- производительность;
- количество выполняемых операций;
- допустимые размеры деталей.

Сфера применения подразделяется на категории:
- промышленные станки или обрабатывающие центры;
- полупрофессиональное оборудование;
- бытовые токарные станки.
В каждую из них входит несколько моделей таких устройств. Каждый из них служит для решения конкретных практических задач. Все токарные станки подразделяются на профессиональные, полупрофессиональные и бытовые. Каждый из них служит для решения определённого класса задач при изготовлении деревянных деталей. Любой стационарный станок требует больших площадей для установки и доступа к мощным высоковольтным сетям. Особый класс имеют компактные агрегаты, которые можно расположить на рабочем столе или верстаке. Настольный станок очень удобен для обработки деталей малых размеров в небольшом количестве или изготовлении эксклюзивной детали.
Каждый из станков конкретного типа обладает своей производительностью. Это зависит от допустимой скорости обработки и наличия современных средств механизации или полной замене ручного управления на автоматическое. Подобные агрегаты снабжены числовым программным управлением. Они обладают наивысшей производительностью и большим количеством выполняемых операций. Такие станки в основном входят в группу промышленного оборудования. Они обладают большим весом (некоторые из них весят более 200 кг). Мощность двигателей, расположенных на таких агрегатах достигает 1 кВт. Количество выполняемых операций зависит от конструктивных особенностей, определяющих возможности по креплению необходимого режущего инструмента. Для выполнения запланированного числа операций применяют станки с ЧПУ
Полупрофессиональные токарные станки применяются для обработки небольших партий деревянных заготовок. Они значительно легче профессиональных агрегатов. Его вес не превышает 90 кг. Мощность установленного двигателя равна 0,5 кВт.

Наибольший интерес для домашних мастеров представляет настольный станок. Его применение ограничивается возможностями по размещению, доступностью источника электроэнергии и габаритами будущих поделок. Он обладают малым весом, который не превышает сорока килограмм. На них устанавливают двигатели небольшой мощности, менее 0,5 кВт. Каждый из этих станков способен проводить широкий перечень обрабатывающих процедур. Они подразделяется по типам таких операций: только фрезерные, копировально-фрезерные, рейсмусовые, винтовые, чисто токарные, комбинированные (для выполнения нескольких типов операций, станки снабжаются устройствами автоматики, запрограммированными на последовательность требуемых операций.
Как выбрать токарный станок по дереву
Среди многообразия видов токарных станков по дереву достаточно сложно сделать правильный выбор. Будущий владелец должен определиться с перечнем задач (набором производимых операций), которые должен выполнять агрегат. Чтобы не приобрести ненужный агрегат следует определиться со следующими требованиями:
- какие задачи планируется решать с помощью выбираемого станка;
- как часто его планируется использовать;
- где он будет установлен;
- какие возможности имеются по энергоснабжению.
Предлагаемые модели токарных станков способны реализовать самые строгие требования будущего владельца.
При рассмотрении первого требования следует понять, для чего выбираемый агрегат необходим. Если планируется проведение большого количества обрабатывающих операций, в том числе с деталями из дерева крупных размеров следует остановить свой выбор на устройствах промышленной или полупромышленной группы.
Следует помнить, что работы на таком оборудовании потребуется достаточно большая площадь для его размещения и мощная электрическая сеть, так как все они снабжены энергоёмкими двигателями. Большое значение играет марка выбираемого агрегата. Она может служить гарантией качества и надёжности.
Для обработки изделий из дерева в домашней мастерской свой выбор останавливают на настольных станках. Такие станки легко устанавливаются в гараже, небольшой мастерской, на даче загородном доме. Они будут выполнять практически те же функции, но занимают меньше места, имеют относительно небольшой вес и не потреблять большое количество электроэнергии. Станки этого типа применяют для обработки и изготовления деталей из дерева небольших размеров в ограниченном количестве. Домашний станок обладает ещё одним существенным преимуществом – приемлемой ценой. Однако многие токарные агрегаты из этой группы имеют широкие функциональные возможности по работе с деревом и часто не уступают полупрофессиональным агрегатам. Для них может быть приобретено или разработано приспособление, способствующее увеличению его производительности и качества обрабатываемой поверхности. В этом случае они способны обрабатывать цилиндрическую, конусообразную или фасонную поверхность.
Деревообрабатывающий станок — рабочая машина, которая посредством резания или снятия стружки обеспечивает изготовление деталей заданной формы с требуемыми точностью размеров и шероховатостью обработанной поверхности.
Классификация деревообрабатывающих станков. По назначению деревообрабатывающие станки подразделяются на три класса — станки общего назначения (универсальные), специализированные и специальные
Прикрепленные файлы: 1 файл
устройство деревообрабатывающих станков 2.docx
Деревообрабатывающий станок — рабочая машина, которая посредством резания или снятия стружки обеспечивает изготовление деталей заданной формы с требуемыми точностью размеров и шероховатостью обработанной поверхности.
Классификация деревообрабатывающих станков. По назначению деревообрабатывающие станки подразделяются на три класса — станки общего назначения (универсальные), специализированные и специальные. Деревообрабатывающими станками общего назначения называют такие, которые можно использовать в различных деревообрабатывающих про-изводствах. По типу режущего инструмента и технологическому назначению их разделяют на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные, шипорезные, сверлильные, сверлильно-фрезерные (пазовальные), долбежные, токарные и
шлифовальные.
Специализированные станки предназначены для выполнения операций или для обработки деталей, размеры которых могут изменяться настройкой (станки для продольной обработки и облицовывания кромок щитовых деталей). Специальные станки служат для обработки только вполне определенной детали (копировально-фрезерный станок для обработки задней ножки столярного стула). Специальные станки, как правило, не имеют устройств для переналадки на другие изделия. Они бывают одно- и многооперационные и находят применение в производстве конструктивно устойчивых изделий — спортинвентаря, карандашей, спичек.
Индексация деревообрабатывающих станков. Все деревообрабатывающее оборудование, выпускаемое в СССР, имеет условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья-основной признак станка. Например: Ц—круглопильный (циркульный), С — строительный, Ф — фрезерный, Ш—шипорезный, Тч — точильный, Кп — круглопалочный, У — универсальный, ПР — круглопильный ребровый, ЦК — круглопильный кон-церавнитель, СФ — строгально-фуговальный, СР — строгально-рейсмусовый, ФШ — фрезерный с шипорезной кареткой, ФК — фрезерный с карусельным столом, ШО — шипорезный односторонний, ШД —* шипорезный двусторонний, ШП — шипорезный для прямого шипа, ШЛ — шипорезный для шипа ласточкин хвост, ШлД — шлифовально-дисковый, ШлПС — шлифовальный с подвижным столом, ТчП — точильный для пил, ТчН — точильный для ножей, ТчПН — точильный для пил и ножей.
Буква А обозначает наличие элементов автоматизации. Например: СвПА—сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например: Ц2К12—двухпиль-ный концеравнитель для брусков длиной 12 дм; СФ4 — строгально-фуговальный с шириной строгания 4 дм; Ф2К — фрезерный двухшпиндельный с карусельным столом; ШО10 — шипорезный односторонний для шипов длиной до 10 см. Цифра, стоящая после дефиса, обозначает номер модели станка, например, СФ4-4 (четвертая модель), СР6-6, СР6-7 (соответственно шестая и седьмая модели).
Основные конструктивные элементы станков. Каждый деревообрабатывающий станок состоит из основных и вспомогательных частей. Основные части станка — станина, рабочий стол, рабочий вал или шпиндель, суппорт, режущий инструмент, электродвигатель и механизм передачи движения. Дополнительные части — механизм подачи материалов, направляющие и прижимные устройства, пуско-остановочные устройства, оградительные устройства и приспособления для смазки. Конструкции основных и вспомогательных частей и механизмов зависят от особенностей каждого станка, его назначения, мощности и механизма подачи.
Станина — это основание станка, к которому крепят основные и вспомогательные части, узлы, различные механизмы и органы управления. Она несет на себе все вибрационные и динамические нагрузки, а также нагрузки от обрабатываемого материала. Станины могут быть чугунными (цельнолитые или сложные), сваренными из профильного проката и листового материала, и только в отдельных случаях — деревянными, изготовленными на месте их эксплуатации (нестандартное оборудование— Н/О).
Рабочие столы предназначены для размещения, поддерживания и перемещения обрабатываемых на станках деталей. Они могут быть подвижными, неподвижными, переставными, передвижными, наклонными и карусельными. Столы состоят из одной, двух или нескольких частей.
Рабочие валы и шпиндели служат для крепления режущего инструмента (пил, ножей, фрез, сверл) и придания ему вращательного движения. Конструкции рабочих валов и шпинделей зависят от назначения и типа станка, вида режущего инструмента, который крепят посредине вала, а на шпиндели—в конце. Для крепления режущего инструмента на рабочих валах и шпинделях применяют различные приспособления. Рабочие валы и шпиндели имеют вращательное, возвратно-поступательное положения относительно режущего инструмента.
Питательные устройства предназначены для подачи заготовок в станки, а съемные — для снятия со станков обрабатываемых заготовок или деталей и укладки их в пакеты. Заточные устройства предназначены для фугования и заточки режущего инструмента непосредственно на станке. Настраивающие устройства применяют на всех станках для изменения направляющих и опорных элементов относительно режущего инструмента, а также положения прижимных и подающих органов относительно упорных элементов станков. Устройства для удаления отходов представляют собой эксгаустерные приемники, присоединяемые к трубопроводам, по которым пыль, опилки и стружки, образовавшиеся в процессе обработки древесины, удаляются из цеха. Для смазывания трущихся поверхностей на всех деревообрабатывающих станках имеются специальные смазывающие устройства. Смазывание способствует долговечности и работоспособности станков.

Устройство деревообрабатывающих станков
Устройство деревообрабатывающих станков
Части станка. Части каждого станка можно подразделить на основные и вспомогательные. К основным частям относятся: станина, рабочий стол (плита), рабочий вал, режущий инструмент (пильный диск, ножи, сверла, фрезы и др.), механизм передачи движения. К вспомогательным частям относятся: ограждения опасных мест, механизм подачи материала (питающий механизм), остановочно-пусковые приспособления, приспособления для смазки.
Станина — обычно чугунная, цельнолитая, тяжеловесная. На ней монтируются все движущиеся части станка. Станина сообщает станку устойчивость. Ее часто устанавливают на железобетонном фундаменте.
Рабочий стол (плита) — тоже обычно чугунный, обязательно строганый, точно выверенный, шлифованный. Стол может быть как неподвижным, так и перемещающимся вверх, вниз и в стороны.
Рабочий вал служит для крепления на нем режущего (рабочего) инструмента. В зависимости от вида инструмента, который на нем крепится, рабочий вал часто называют пильным, ножевым, шпинделем. Рабочий вал всегда стальной, обязательно точеный, прочный, выбалансированный (уравновешенный), имеет приспособления для коепления на нем инстоумента.
Режущий инструмент, применяемый в деревообрабатывающих станках, имеет различное назначение и соответственно этому разную конструкцию, разные формы и размеры. Изготовляют режущий инструмент из высококачественной углеродистой или легированной стали. Инструмент носит разные названия.
Виды передачи движения. Все деревообрабатывающие станки электрифицированы, т. е. работают от электродвигателей. На станках, работающих одновременно несколькими режущими инструментами, установлены либо один общий электродвигатель, либо отдельные электродвигатели для каждого инструмента. Во втором случае электродвигатели называют индивидуальными. Общая мощность всех индивидуальных электродвигателей называется суммарной мощностью станка.
Станки с индивидуальными электродвигателями более удобны в эксплуатации и более экономичны (более выгодны). Это объясняется тем, что при работе только части режущих инструментов эти станки можно включить не на полную мощность и, таким образом, экономить электроэнергию.
Передача движения на рабочий вал от электродвигателя может быть: непосредственной, ременной, зубчатой, цепной.
При непосредственной передаче рабочий вал станка соединен с Еалом электродвигателя и составляет как бы его продолжение или же режущий инструмент крепится на удлиненном валу электродвигателя. Число оборотов рабочего вала при непосредственной передаче движения равно числу оборотов вала электродвигателя.
Ременная передача состоит из ведущего и ведомого шкивов и охватывающего их бесконечного ремня. Ведущим называется шкив на валу электродвигателя, ведомым — шкив на рабочем валу. В зависимости от расположения рабочего вала и направления его вращения ременная передача может быть прямой, косой и перекрестной. Ременную передачу часто называют приводом.
От диаметра шкивов ременной передачи зависит число оборотов рабочего вала. Чем больше диаметр ведущего шкива и чем меньше диаметр шкива ведомого, тем больше число оборотов рабочего вала. Чтобы увеличить число оборотов рабочего вала, уменьшают диаметр ведомого шкива или увеличивают диаметр шкива ведущего. Чтобы рабочий вал имел меньше оборотов, чем вал электродвигателя, диаметр ведомого шкива должен быть больше диаметра шкива ведущего. Для изменения числа оборотов рабочего вала на нем иногда устанавливают несколько смежных шкивов разных диаметров, или ступенчатый шкив.
Для передачи движения рабочему валу применяют также различные виды зубчатых передач и цепную передачу.
Передачу, состоящую из набора зубчатых колес (шестерен), иногда заключают в общую коробку; сцепление шестерен производят при помощи выходящего наружу рычага. Коробка с таким набором шестерен называется коробкой скоростей. Она позволяет изменять число оборотов рабочего вала на ходу станка. Коробку скоростей обычно применяют для изменения скорости подачи материала.
На каждом станке должны быть устройства, при помощи которых производится наладка станка для выполнения заданной обработки. Такими устройствами являются: упоры, направляющие линейки, каретки, перемещающиеся рабочие столы, подъемные и стопорные винты, верхние и боковые прижимы. Кроме того, на каждом станке должны быть обязательно ограждены все движущиеся и вращающиеся части, все опасные места.
Виды подачи материала. Материал может подаваться к режущему инструменту станка вручную или при помощи подающих механизмов. Механическую подачу часто называют автоматической. Механизм подачи в большинстве случаев представляет собой две пары вальцов, приводимых во вращение через систему зубчатых колес от электродвигателя. Вальцы, получающие вращение 01 электродвигателя, называются питающими, или подающими. Вальцы, приводимые во вращение подаваемым материалом, называются направляющими.
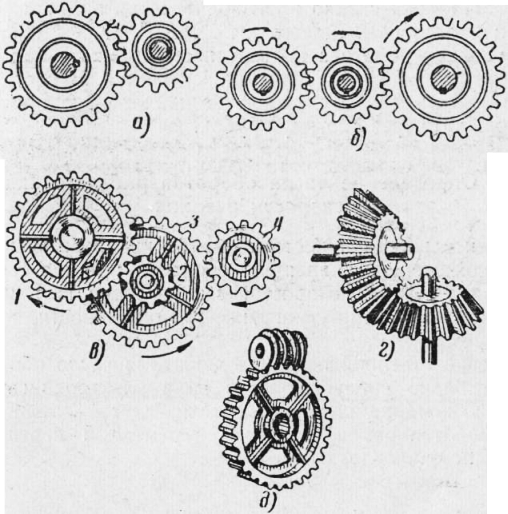
Рис. 3. Виды зубчатых передач: а — цилиндрическая; б — с паразитной шестерней; в — сложная; г — коническая; д — червячная
Питающие вальцы бывают рифлеными и гладкими; рифленые вальцы Лучше сцепляются с no-Даваемым материалом. Гладкие, питающие вальцы применяют Для подачи строганого материала, так как рифленые вальцы могли бы испортить строганую поверхность.
На некоторых станках механическая подача производится цепным или гусеничным конвейерным механизмом.
Скорость автоматической подачи может достигать 100 м/мин и больше, скорость ручной подачи не превышает 20 м/мин. Скорость подачи зависит от твердости древесины, толщины распиливаемых брусков, ширины, глубины и профиля строгания.
Пуск и остановка станка производятся при помощи рубильника, кнопок; иногда применяется холостой шкив.
Бесперебойная работа и долговечность станка в большой степени зависят от смазки его движущихся частей. В местах смазки установлены масленки. В сложных станках смазка производится централизованно через систему трубок.
Читайте также: