
Зачем проводят анализ конструкции проектируемого изделия кратко
Обновлено: 05.07.2024
Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на нее, базирование заготовок; способы механической обработки поверхностей - плоских, цилиндрических, сложно профильных и др.; методы изготовления типовых деталей - корпусов, валов, зубчатых колес и др.; процессы сборки (характер соединения деталей и узлов, принципы механизации и автоматизации сборочных работ); конструирование приспособлений.
Технология машиностроения постоянно обновляется и изменяется по мере развития техники. Совершенствование технологии — важное условие ускорения технического прогресса.
Внедрение в машиностроение станков с числовым программным управлением- это одно из наиболее прогрессивных направлений автоматизации металлообработки на промышленных предприятиях. Отличительной особенностью этих станков является возможность комплексной обработки деталей (точение, сверление, фрезерование, резьбонарезание) без их перебазирования с автоматической сменой режущих инструментов.
Металлорежущие станки с программным управлением представляют собой совершенную группу машин, в которой широко используются средства автоматики, электроники, электрические, механические и другие устройства.
По виду управления станки с программным управлением делятся на станки с системными циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). В настоящее время распространены станки с ЧПУ.
Применение станков с ЧПУ в производстве, взамен универсального оборудования имеет существенные особенности и создает определенные преимущества:
Во первых, это повышение производительности в 3-6 раз; обеспечение взаимозаменяемости деталей в серийном и мелкосерийном производстве; сокращение или полная ликвидация разметочных или слесарно-притирочных работ; простота и малое время переналадки; концентрация переходов обработки на одном станке, что приводит к сокращению затрат времени на установку заготовки; сокращение числа операций, обеспечение высокой точности обработки деталей; так как процесс не зависит от навыков оператора; уменьшение брака по вине рабочего; повышение производительности станка в результате оптимизации технологических параметров, автоматизации всех перемещений сокращение сроков производства на 50-75%; сокращение общей продолжительности цикла изготовления продукции на 50-60%; экономия средств на проектирование и изготовления технологической оснастки на 30-85%; уменьшение парка станков, так как один станок с ЧПУ заменяет несколько станков с ручным управлением;
Во вторых, это позволяет решить ряд социальных задач: улучшить условия труда рабочих-станочников, значительно уменьшить долю тяжелого ручного труда, изменить состав работников механообрабатывающих цехов, сделать менее острой проблему нехватку рабочей силы.
На станках с ЧПУ целесообразно изготовлять детали сложной конфигурации, при обработки которых необходимо одновременное перемещение рабочих органов станка по нескольким осям координат (контурная обработка детали с большим числом переходов обработки). На станках с ЧПУ достаточно легко и с меньшими затратами можно откорректировать управляющую программу.
Станки с вертикальным наклонным расположением оригинальны в своем исполнении и имеют следующие достоинства: удобство обслуживания, облегчение схода стружки, расположение ходового винта станка между направляющими, что способствует повышению точности перемещения суппорта.
Токарные станки имеют две управляемые координаты: Z – вдоль оси шпинделя, X - перпендикулярно этой оси. Перемещение по оси Z осуществляется кареткой станка, вдоль оси X поперечными салазками суппорта. На поперечных салазках установлен резцедержатель или револьверная поворотная инструментальная головка. Головка может иметь два различных положения оси поворота, совпадающих по направлению с осью Z и перпендикулярна плоскости XZ.
Расточные и сверлильные станки с ЧПУ можно разделить на две основные группы: с горизонтальным и вертикальным расположением шпинделя.
На расточных станках фрезеруют плоскости и пазы, сверлят и зенкеруют отверстия, растачивают и подрезают торцы, нарезают резьбу метчиками.
На расточных станках с вертикальным расположением шпинделя целесообразно обрабатывать плоские заготовки, горизонтально- расточных – корпусные детали. Для обработки заготовки с разных сторон на станках с вертикальным шпинделем необходимо иметь различные ее установы.
Обработку с четырех боковых сторон на горизонтально-расточном станке можно выполнять при одной установке заготовки, осуществляя поворот стола.
Сверлильные станки с ЧПУ изготовляют в двух исполнениях: вертикально- сверлильные и радиально – сверлильные. На них выполняют разнообразные работы, например, сверление, зенкерование, зенкование, развертывание, нарезание резьбы, фрезерование и т.д.
Все это современное оборудование многократно упрощает технологический процесс, путем сокращения операций, что фактически отражается и на экономической отдаче производства в совокупности с повышением технологичности детали.
АНАЛИЗ ЧЕРТЕЖА ДЕТАЛИ
Анализ конструкции детали
Деталь представляет собой сложную геометрическую конструкцию с габаритными размерами 181x200x12. Деталь имеет шероховатость Rа 5, Rа 10, Rа 20 .
Основные факторы риска неинфекционных заболеваний: Основные факторы риска неинфекционных заболеваний, увеличивающие вероятность.

2 Смотреть ответы Добавь ответ +10 баллов

Ответы 2
Чтобы узнать что он не вреден для человека
Некоторые вещества даже в малых дазах вредят человеку

Другие вопросы по Другим предметам

Опредедить токи во всех ветвях цепи методом узловых и контурных уравнений.дано: e1=50, e2=30, r1=53, r2=34, r3=24, r4=18, r5=25, r6=42, r01=1, r02=1.
Кгенератору переменного тока напряжением 220в и частотой 50грц включен последовательно конденсатор емкостью 500 мкф и катушка с активным сопротивлением 20 ом и индуктивностью 50млг.
Цель анализа – выявление недостатков конструкции по сведениям, содержащимся на чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции.
Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Поэтому технологический анализ один из важнейших этапов технологической обработки.
Конструкцию детали принято называть технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий её качество при надлежащем количественном выпуске. Являясь одним из свойств конструкции, технологичность дает возможность снизить трудоемкость изготовления изделия и его себестоимость. Опыт машиностроения показывает, что путем повышения технологичности конструкции машины можно получить дополнительно сокращение трудоемкости её изготовления на 15 – 25% и снижения себестоимости на 5 – 6%.
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени за счет правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывает влияние её конструкция и технические требования на изготовление.
Требования к технологичности конструкции детали и сферы проявления эффекта при их выполнении следующие:
- конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
- детали должны изготовляться из стандартных и унифицированных заготовок или из заготовок, полученных рациональным способом;
- размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость;
- физико-химические и механические свойства материала, жесткость детали, её форма и размеры должны соответствовать требованиям технологии изготовления;
- показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля;
- конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов её изготовления.
При механической обработке детали следует учесть то, что деталь тонкостенная, что влечет назначение соответствующих режимов обработки, применение соответствующей оснастки.
Технологичность конструкции взаимосвязанной детали должна удовлетворять требованиям, предъявляемым к изделию, в состав которого она входит, и частным требованиям, связанным непосредственно с её технологичностью.

Деталь типа Корпус изготавливается из Стали 12Х18Н10Т ГОСТ 5632-72. Так как допуски на большинство размеров достаточно большие, то размеры детали имеют оптимальные степени точности. Шероховатости, заданные для всех поверхностей, имеют значения, не требующие дополнительной обработки. Это хорошо с точки зрения технологичности обработки. Все поверхности имеют шероховатость Rz 40 которая не является особо точной, однако технологичности будет трудно выполнять вырез на внешнем диаметре детали и отверстие мм т.к. оно очень маленького диаметра.
Для определения технологичности детали рассчитываем коэффициент унификации детали. Он рассчитывается по формуле:

где Ку. – коэффициент унификации;
Qу.э. – число унифицированных элементов детали, шт;
Qэ. – число конструктивных элементов детали, шт.
По формуле (2.1) определяем коэффициент унификации детали:

Ку.=
Технологичность конструкции – комплексное понятие, которое включает оценку трудоемкости изготовления изделия, коэффициент использования материала, себестоимость и другие параметры. Контроль проектной документации на оптимальность этих параметров является одним из элементов технической подготовки производства. Для каждой технологии изготовления существуют свои критерии оценки, которые регламентируются государственными стандартами изготовления данного вида продукции и другой нормативно-технической документацией.
Общее понятие
Под технологичностью конструкции изделия понимают комплекс его свойств, которые способствуют достижению минимальных затрат труда, материалов, средств и других показателей при производстве, ремонте и эксплуатации. Основные определения, касающиеся этого понятия, установлены в ГОСТ 14.205-83. Технологичность прорабатывается на самых ранних этапах жизненного цикла продукции – на стадии получения технического предложения, создания эскизного проекта и разработки конструкторской документации.
Вам будет интересно: Почитание - это что такое: значение слова и синонимы
В практическом плане технологичность обеспечивается определением наиболее рациональной конструкции деталей и узлов, сортамента и марок применяемых материалов, контролируемых размеров и их предельных отклонений, шероховатости поверхностей, требований к термической и другим видам обработки. В то же время все эти критерии должны способствовать получению продукции с высокими потребительскими свойствами и эксплуатационными характеристиками.
При оценке технологичности конструкции в производстве используют качественные и количественные параметры: удобство изготовления, соответствие техническим возможностям (имеющимся технологиям и оборудованию, квалификации персонала), низкую себестоимость изделия. Технологичность является относительным показателем и зависит также от типа производства (единичное, серийное или массовое).
Основными задачами для обеспечения технологичности конструкции изделия являются:
- повышение серийности производства с помощью унификации деталей и узлов, стандартизации, сокращения номенклатуры применяемых материалов и комплектующих;
- использование высокопроизводительных технологий, их типизация (выделение элементов, которые содержат конструктивные решения, присущие всем деталям данного класса);
- повышение уровня механизации и автоматизации, внедрение технологических приспособлений, позволяющих снизить трудоемкость работ;
- применение конструктивных решений, обеспечивающих удобный доступ к частям, взаимозаменяемость и сборку без подгонки при монтаже.
Вам будет интересно: Как образуется Present Continuous: правила и примеры
При разработке конструкторской документации технологичность конструкции деталей и узлов должна оценивать технологическая служба предприятия. При этом учитываются следующие критерии:
- способы изготовления заготовок;
- методики контроля и испытаний;
- способы обработки и сборки;
- особенности материального обеспечения производства.
Классификация критериев оценки
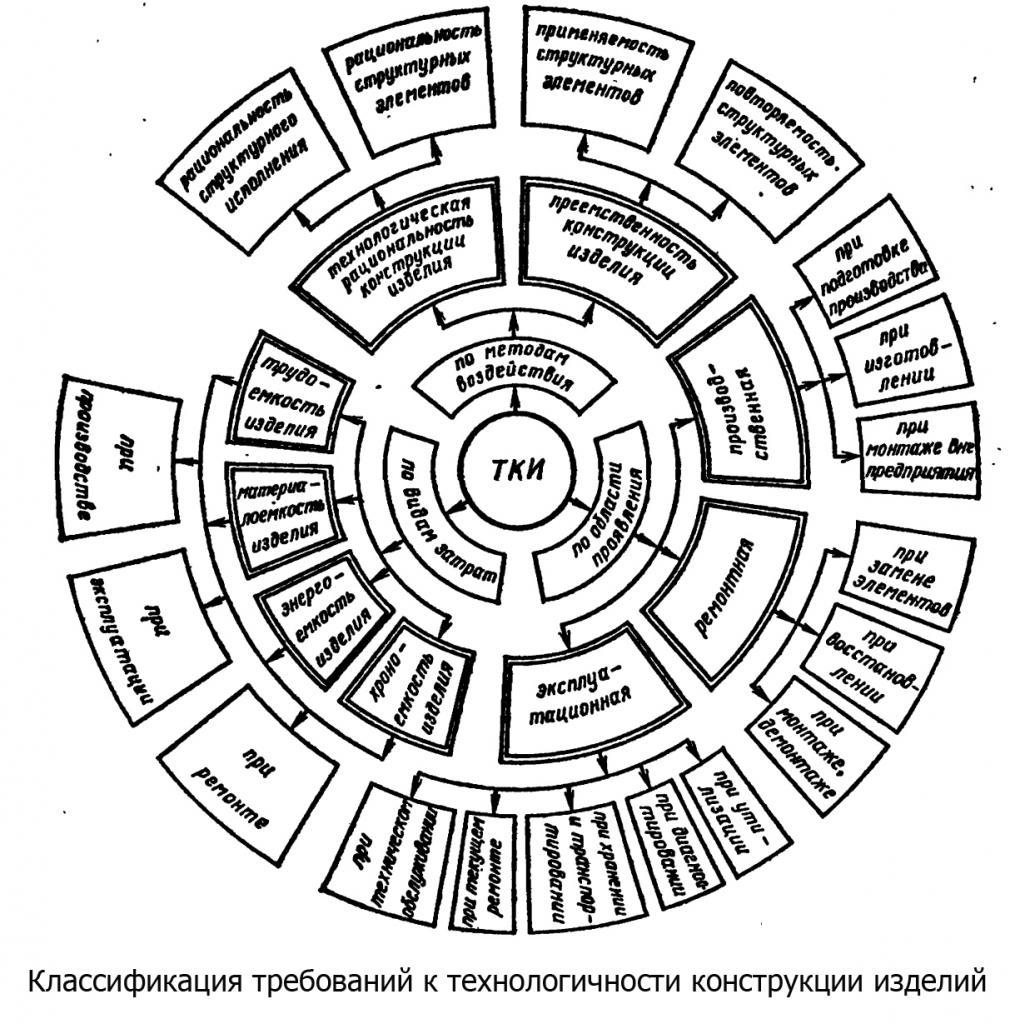
Количественные показатели технологичности конструкции разделяют на следующие группы:
- по области использования изделия - производственные, ремонтные, эксплуатационные;
- по количеству учитываемых признаков - частные и комплексные;
- по оценочной ценности - основные и дополнительные;
- по форме выражения - относительные и абсолютные;
- по сфере анализа - технические и технико-экономические (показатели работоспособности, долговечности и другие).
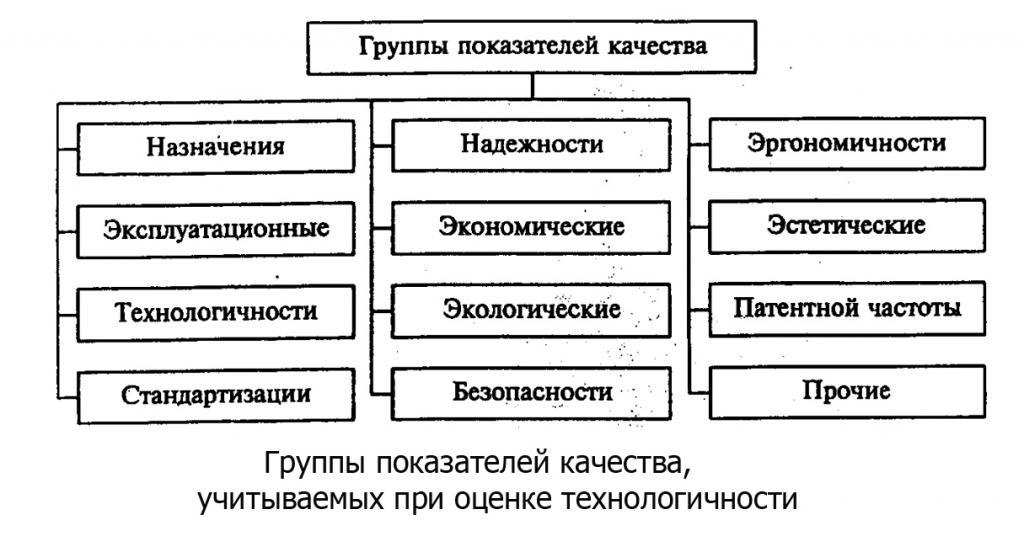
Анализ технологичности входит в систему оценки качества изделий, которая интегрирует несколько групп показателей. В практике машиностроительных предприятий чаще всего определяют критерии, указанные на схеме ниже.
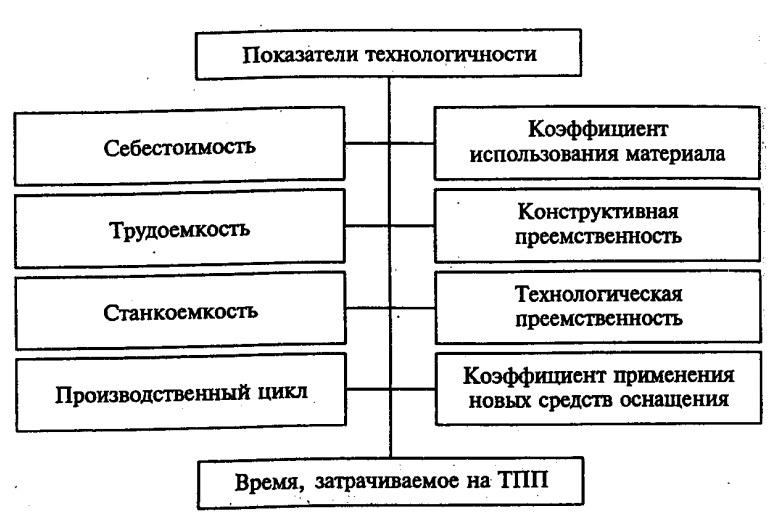
Относительные количественные характеристики
Наиболее удобны относительные показатели технологичности конструкции изделия, которые имеют вид К=k1/k2. Среди наиболее значимых конструктивных и технологических характеристик можно выделить следующие:
Вам будет интересно: Фразовый глагол set: перевод и примеры
Эти показатели применяются как для анализа технологичности конструкции деталей, так и применительно к сборочным единицам.
Количественные оценки в абсолютном выражении
Среди абсолютных показателей технологичности выделяют следующие:
- трудоемкость технической подготовки производства, изготовления и монтажа;
- материалоемкость;
- энергоемкость;
- себестоимость изготовления (сумма стоимости материалов, заработной платы и цеховых расходов).
Качественные показатели технологичности конструкции
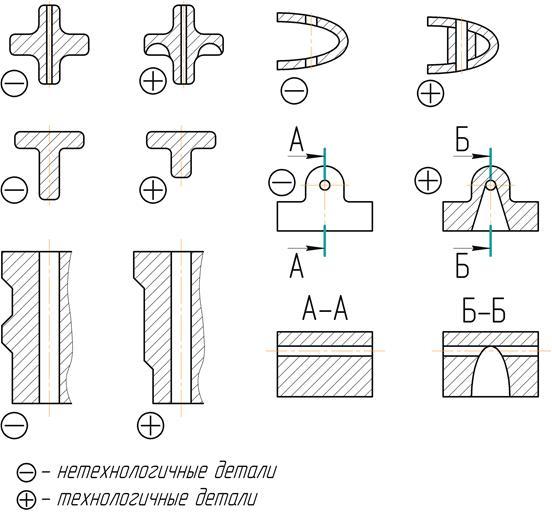
Качественная оценка проводится визуальной проверкой конструктивных и технологических параметров. Ее проводят перед количественным анализом. При этом определяют выполнение следующих условий:
- простота геометрии деталей и сборочных узлов;
- способы соединения элементов, возможность их разборки и повторной сборки (наименее технологичными в этом отношении являются заклепочные швы и другие неразборные узлы);
- унификация деталей, применение одного типоразмера комплектующих;
- номенклатура используемых материалов и возможность ее сокращения, технологические свойства сырья;
- виды заготовок и рациональность их выбора для той или иной степени серийности производства.
Методика оценки
Отработка конструкции на технологичность производится в следующем порядке:
- анализ исходных данных, изучение чертежей, эскизов, технических условий и другой документации, связанной с проектированием, изготовлением, эксплуатацией или ремонтом изделия;
- предварительная качественная оценка;
- определение перечня показателей технологичности;
- расчет количественных параметров;
- анализ полученной информации;
- разработка рекомендаций или плана конструкторско-технологических мероприятий для улучшения технологичности.
Номенклатура оцениваемых показателей должна быть минимальной для снижения трудоемкости подготовки производства, но достаточной для оценки и усовершенствования изделия.
Типичные задачи
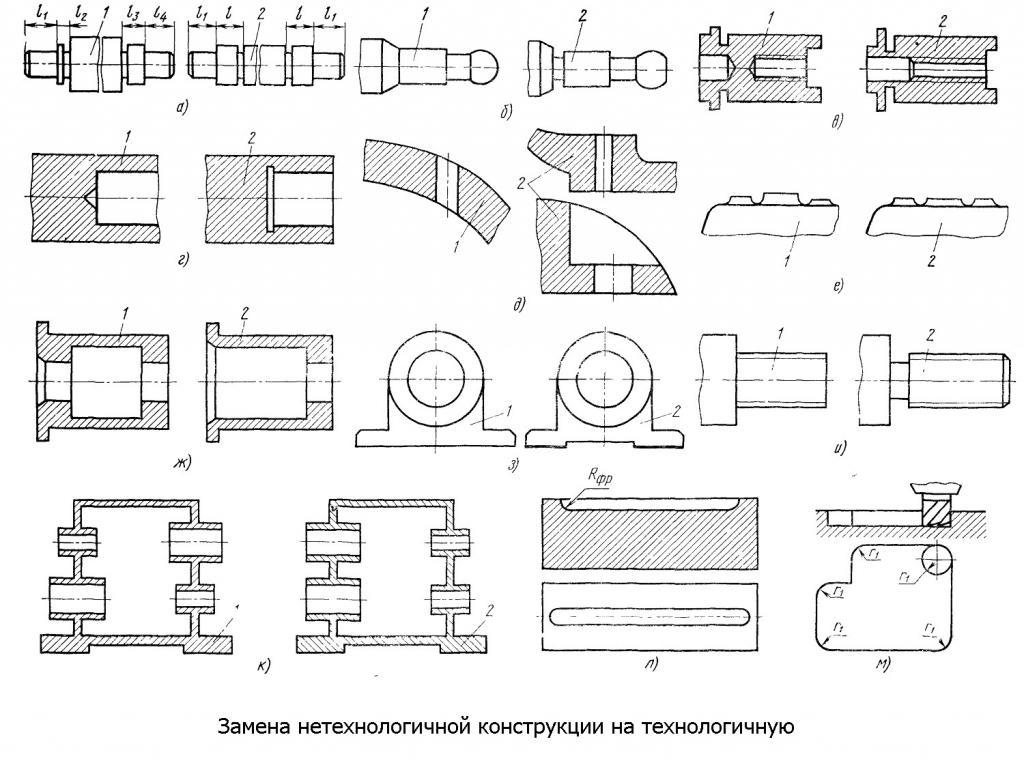
К характерным решениям, принимаемым при оценке технологичности конструкций, относят:
- исключение из состава каких-либо деталей или узлов;
- замену монолитной детали на сборку (или наоборот) с целью упрощения геометрии и технологии изготовления;
- типизацию элементов, разработку групповых чертежей;
- замену оригинальных деталей на стандартизованные, геометрия и регламент изготовления которых оговорены в государственных стандартах;
- снижение требований к точности и шероховатости поверхности, что позволяет сократить и упростить обработку;
- замену заготовки, предлагаемой конструктором, на более рациональную;
- подбор материала из имеющегося сортамента;
- использование совместного раскроя нескольких типов деталей для сокращения материалоемкости;
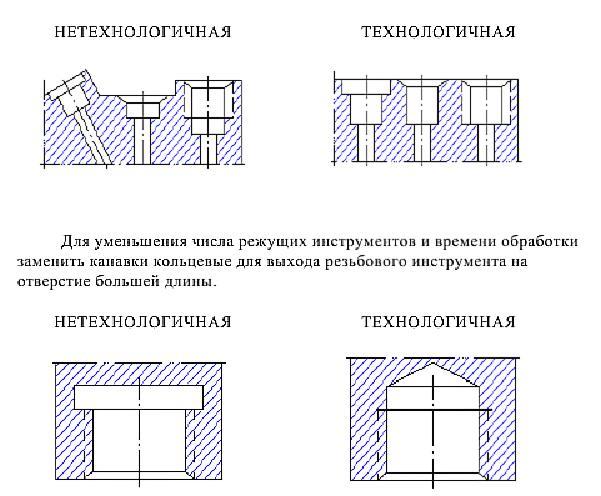
- проверку наличия поверхностей, обеспечивающих выход режущего инструмента при обработке, и другие.
Влияние вида производства
Технологичность – это не абсолютный показатель. Например, штампованные заготовки являются более технологичными в условиях массового производства (снижают общую трудоемкость), а при единичном изготовлении изделия – наоборот, так как это связано с высокой себестоимостью кузнечной оснастки и оборудования.
В единичном производстве технологичными могут оказаться методы изготовления заготовок, которые сопряжены с большей трудоемкостью и расходом материала (к примеру, газовая резка из листового металла), но с меньшими затратами на оснастку и оборудование. Конечная себестоимость изделий будет ниже. Приведенный пример наглядно показывает, что при оценке технологичности необходимо учитывать тип и условия производства.
Эксплуатационная технологичность
Вам будет интересно: Бидон - это что такое? Для чего используется
При анализе технологичности конструкции, являющейся объектом эксплуатации, проводят оценку следующих критериев:
- удобство управления и контроля работоспособности изделия;
- доступность к различным узлам и элементам;
- трудоемкость профилактических и ремонтных работ, демонтажа (легкосъемность);
- обеспечение техники безопасности;
- пригодность для транспортирования;
- взаимозаменяемость деталей и узлов.
Все эти параметры влияют на себестоимость эксплуатации объекта техники и его потребительские свойства.
Технологичность литых и кованых заготовок
При оценке технологичности заготовок, выполненных методом литья, проверяют соответствие чертежа отливки следующим основным требованиям:
- отсутствие острых углов, высоких выступов и тонких ребер;
- минимальное количество внутренних полостей;
- максимально возможная приближенность к контуру детали (для сокращения материалоемкости и объема механической обработки);
- отсутствие резких переходов от тонких сечений к толстым;
- наличие технологических элементов, которые обеспечивают полное заполнение литьевых форм и отсутствие остаточных напряжений;
- минимальное число разъемных поверхностей и стержней;
- наличие уклонов, способствующих извлечению отливки из форм;
- простая геометрия детали, позволяющая применять простую и недорогую оснастку и другие.
Технологичность конструкции штамповок должна удовлетворять таким требованиям, как:
- рациональные значения допусков и припусков, обеспечивающих необходимую точность детали после механической обработки;
- правильность простановки размеров, обеспечиваемых инструментом (радиус вогнутой поверхности при гибке листа, диаметр стакана, полученного вытяжкой, и другие);
- плавность сопряжения поверхностей;
- соблюдение минимальных значений диаметров пробиваемых отверстий и расстояний между ними, радиусов гиба (эти параметры ограничиваются пластичностью материала);
- обеспечение необходимых технологических припусков для захвата заготовки при ее формовании (оговариваются техническими параметрами оборудования) и другие.
При невозможности соблюдения этих условий рекомендуется использовать сварную конструкцию из нескольких деталей.
Сборочные узлы
Общими требованиями к технологичности сборочных единиц являются:
- минимизация числа элементов;
- возможность разбиения изделия на подсборки, изготовление которые можно распределить на рабочих участках, а также унифицировать;
- обеспечение удобного доступа для сборочно-монтажного инструмента, возможность механизации работ (применение гайковертов, шуруповертов и других инструментов);
- соблюдение симметричной схемы сборки для уменьшения коробления деталей;
- возможность установки фиксаторов и других вспомогательных приспособлений;
- использование деталей, предотвращающих самоотвинчивание крепежа.
В качестве количественных характеристик чаще всего рассчитывают трудоемкость и себестоимость изготовления, степень унификации, стандартизации и механизации.
Сварные соединения
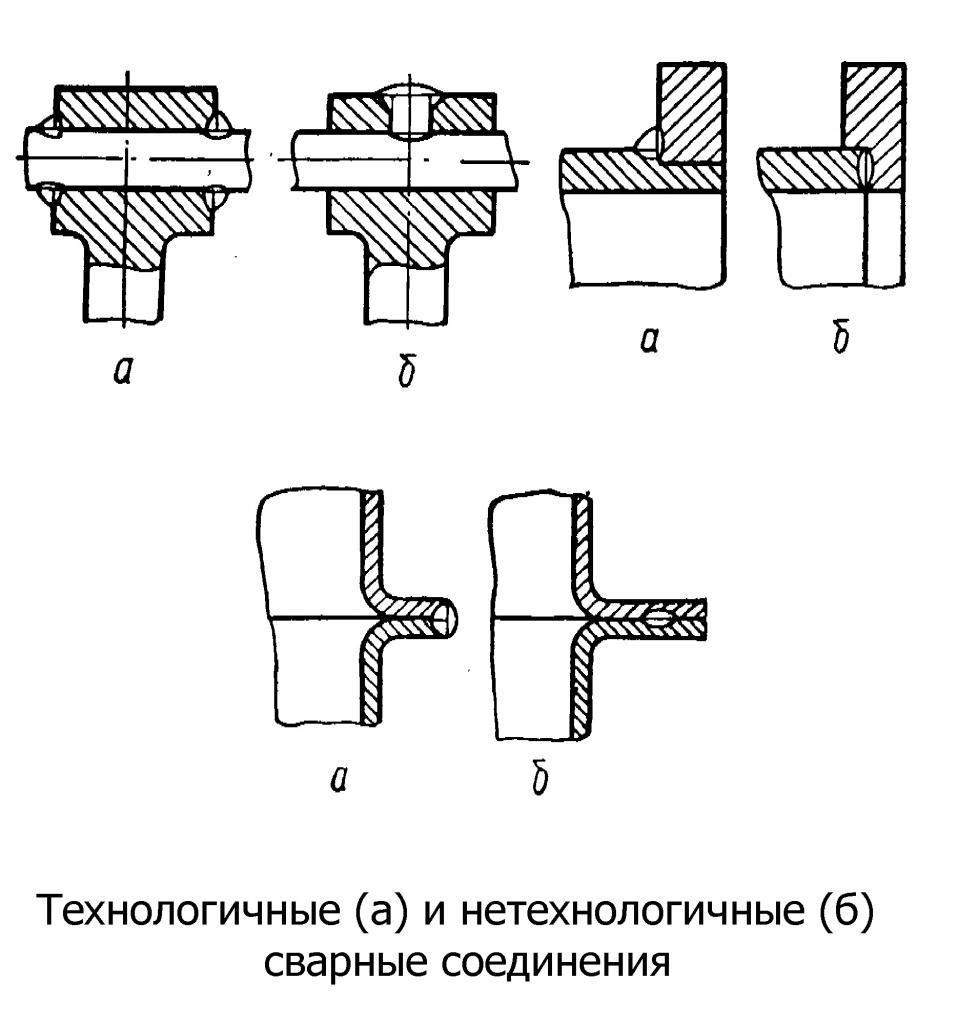
Технологичность сварных конструкций определяется такими параметрами, как:
Читайте также: