
В чем особенности газопламенной правки металлов кратко
Обновлено: 06.07.2024
Сегодня мировая промышленность не стоит на месте, а идёт вперёд семимильными шагами. Осваиваются всё новые и новые технологии, а известные старые получают новые перспективы. Применение газового пламени для обработки металлов – весьма успешная технология, применяемая для сварки на атомном и молекулярном уровнях различных деталей большой металлической конструкции, также этот метод применяется при резке металлов. Но это далеко не весь список возможностей и процессов, в которых используется высокий локальный нагрев металлической поверхности.
Где используют газопламенную обработку?
Спектр направлений, в которых используют газопламенную обработку, довольно широк: это и поверхностная закалка металлов, и металлизация поверхностей, и их очистка с помощью пламени газа.
Специалистам, выполняющим такие работы необходимо обучение и наши курсы обучения для рабочих, эксплуатирующих установки для газопламенной обработки металлов помогутим работать безопасно.
Какие газы подходят для обработки металлов газовым пламенем?
Для возможности осуществления метода обработки металлов пламенем газа, используют кислород с рядом газов, среди которых выделяют:
- Водород.
- Смесь пропана и бутана.
- Ацетилен.
- Углеводород.
- Пары бензина или керосина.
- Природный газ.
В чём состоит смысл технологии газопламенной обработки металлов?
Обработка конструкций пламенем газа помогает увеличить прочность металла, её преимущество в том, что она не нагревает всю конструкцию, а только верхний слой определённой детали. Этот способ весьма широко используется в машиностроении. Процесс такой обработки состоит из нескольких шагов:
- Нагрев металла до необходимой температуры.
- Его охлаждение с помощью воды, которая поступает из наконечника многопламенной грелки.
Такой простой способ сжигает все механические вещества, одновременно расширяя материал и плёнки, образованные на самом верхнем слое. При чём, всё это возможно сделать не только с небольшими металлическими конструкциями. Большие площади металла также под силу газопламенной обработке.
Развитие газопламенной обработки металлов
Сварка или резка металла – это далеко не весь спектр применения обработки металлов газовым пламенем. Учёные постоянно развивают эту отрасль и внедряют в производство газопламенные станки и аппараты, сделанные по последнему слову передовых технологий. Их отличает высокая производительность и низкое потребление энергии. Кроме того, последние модели созданы учёными, которые обеспокоены состоянием экологии. Потому вредные выбросы в атмосферу от такой техники сведены к минимуму.
Меры безопасности при работе с газопламенной обработкой металлов
Основное правило техники безопасности – это невозможность допуска к газопламенному оборудованию необученных или посторонних людей. Наличие спецодежды – тоже важный вопрос безопасности.
На таком производстве вопрос техники безопасности всегда примыкает к вопросу пожарной безопасности, так как неправильное обращение с газом неминуемо вызовет взрыв и пожар. Потому особое внимание работник всегда должен уделять прочности шлангов и не допускать пропуска газа в местах соединения.
Правка - это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма листа, заготовки или изделия. Так, поставляемая металлургической промышленностью горячекатаная листовая сталь может иметь волнистость (кривизну листов в продольном направлении) и коробоватость до 12 мм на 1 м. Допускаются искажения формы и поставляемого профильного проката. Изготовление сварных конструкций неизбежно приводит к их деформациям, короблениям.
Применительно к конструкциям сложной формы эти методы вообще неприменимы и для них используется правка местным нагревом, в частности газопламенная, получившая значительное развитие в последние годы.
Физическая сущность газопламенной правки заключается в изменении линейных размеров и формы в результате возникновения локализованных пластических деформаций, вызываемых местным нагревом металла, свободные деформации которого ограничены окружающими, достаточно жесткими областями холодного металла. Так, например, если в центральной части листа (см. рис. 128, а) имеется местная бухтина с центром в зоне А, то для выравнивания листа надо либо растянуть все периферийные зоны (что вручную может быть выполнено только для тонкого металла слесарной рихтовкой - созданием пластических деформаций металла у кромок ударами молотка), либо стянуть, сократить линейные размеры металла в районе бухтины. Это достигается местным нагревом бухтины, например пламенем, так, чтобы окружающий холодный металл вызвал бы в нагретом напряжения сжатия выше предела текучести. Тогда после охлаждения появятся деформации сокращения размеров, и бухтина сократится или совсем исчезнет, выровнявшись с остальной поверхностью листа. Естественно, что со стороны действия пламени зона нагрева будет больше (рис. 128, б), а следовательно, большими будут и конечные сокращения. Поэтому нагрев необходимо вести со стороны выпуклости бухтины.

Так как абсолютная величина деформации зависит как от температуры нагрева , так и от зоны нагрева , эти величины должны подбираться (примерно расчетом, предварительными экспериментами и накопленным опытом) для осуществления различных случаев правки. При этом, естественно, при пламенном нагреве важной характеристикой является и интенсивность нагрева. В некоторых случаях, когда жесткость ненагреваемой части листа (конструкции) мала (например, велика зона нагрева по отношению ко всему листу) и не может вызвать необходимых пластических деформаций сжатия нагретой зоны в процессе ее нагрева, применяют искусственное увеличение жесткости исправляемого элемента: например, в случае рис. 128, а - прихватку по контуру (вдоль отдельных кромок) жестких угольников, тавров или швеллеров. После окончания правки эти временные жесткости удаляются (срезаются или срубаются прихватки, снимаются струбцины).
Нагрев для правки может осуществляться не только пятнами, но и при линейном или волнообразном перемещении источника нагрева по исправляемому изделию, вызывающему соответствующие вытянутые прямолинейные или извилистые зоны нагрева (рис. 128, г). При перемещении зоны нагрева линейные сокращения поперек и вдоль такой зоны неодинаковы. Поперечные сокращения, как правило, больше, чем продольные. Так, если относительно тонкий лист стали (размерами 1 м X 1 м) нагреть полосой шириной примерно 80 мм на всю толщину, то поперечное сокращение составит около 0,7-0,75 мм, а продольное только -0,15 мм. Величина продольных и поперечных деформаций зависит и от соотношения габаритных размеров листа L/B (рис. 128, г). Чем больше отношение L/B, т. е., чем уже нагреваемый лист, тем относительно большей является продольная деформация. Поэтому для правки плоских длинных элементов целесообразнее больше использовать поперечные деформации, а для изделий типа валов, брусьев - продольные.
Расположение полосы нагрева не по оси симметрии приводит не только к сокращению размеров, но и к общему изгибу выправляемого элемента, величина которого также зависит от жесткости обрабатываемого изделия (детали).
При правке толстых листов и толстостенных элементов в ряде случаев необходимо учитывать возможность изменения размеров не только в основной плоскости, но и появление деформаций из плоскости, вызываемых неравномерностью прогрева их по толщине, в соответствии с рис. 128, б.
Газопламенная правка может применяться не только для сталей, но и для листов и изделий из цветных металлов.
При газопламенной правке может применяться как ацетилено-кислородное пламя, так и пламя различных заменителей ацетилена. Однако при этом в ряде случаев приходится учитывать возможную степень уменьшения интенсивности нагрева, приводящую к увеличению пятна (зоны) нагрева, а следовательно, к изменению соотношений зоны нагрева и жесткости окружающего холодного металла.
Всякий дополнительный ввод тепла в изделие и наличие дополнительных местных пластических деформаций приводит к увеличению зон высоких внутренних напряжений, в частности растяжений, достигающих предела текучести, т. е. к общему увеличению напряженности конструкции. В определенных условиях и особенно при малом запасе пластичности металла конструкций это может привести к появлению в них трещин еще в процессе изготовления или при эксплуатационных условиях, вызывающих иногда небольшую, но дополнительную деформацию. Для исключения таких разрушений или снижения эксплуатационных характеристик конструкции, имеющих большую общую напряженность (от сварки, дополнительной правки), их необходимо подвергать общей термической обработке для снятия внутренних напряжений.
В связи с изложенным, технологический процесс изготовления сварных конструкций надо строить так, чтобы они получались максимально приближенными к необходимой форме и размерам, для ограничения последующей их правки.
Местная газопламенная термическая обработка
Во многих случаях при изготовлении сварных конструкций и при обработке металла целесообразно применять местную термическую обработку с использованием местного нагрева высокоэффективными источниками тепла. Местный газопламенный нагрев применяется в следующих технологических видах обработки:
1) поверхностная закалка деталей;
2) местный отжиг, нормализация, отпуск для улучшения структуры и свойств металла (в частности, сварных соединений) и возможности последующей механической обработки;
3) местный отпуск, нагрев для снятия и перераспределения внутренних напряжений, в частности в сварных конструкциях;
4) поверхностная очистка листов и конструкций, собранных под сварку.
Поверхностная закалка газовым пламенем, как имеющая наибольшее промышленное применение и требующая особого оборудования и аппаратуры, будет рассмотрена более подробно в гл. XIX.
Местный отжиг (нормализация) или отпуск для улучшения структуры и свойств применяется главным образом для сварных соединений легированных сталей и цветных металлов. Так как в этих случаях улучшения требует только металл шва и околошовных участков зоны термического влияния, можно применять не общую термическую обработку всего изделия, а только местную, в районе сварных соединений. Режим улучшающей термической обработки (температура, длительность выдержки, скорость охлаждения) для различных металлов (а также целей обработки) является различным.
Хотя местная термическая обработка (даже с применением индукционного, в частности, высокочастотного нагрева) является менее совершенной, чем общая, она для некоторых случаев обеспечивает возможность получения желательных результатов с минимальными капитальными затратами и с применением простой аппаратуры.
При газопламенной местной термической обработке нагрев до назначаемой температуры в заданной зоне осуществляется пламенем обычных горелок (а иногда и резаков) при использовании ацетилена или его заменителей. Разогрев обычно осуществляется рассосредоточенным пламенем, которое достигается выбором мощности и большим удалением мундштука от нагреваемой поверхности, чтобы избежать ее перегрева и тем более оплавления. Температура нагрева оценивается при этом термопарами, при меньших ее значениях термокарандашами, а при достаточно широком диапазоне температур термической обработки (например, для малочувствительных к температуре обработки низкоуглеродистых сталей) по цвету каления, оцениваемого визуально.
Длительность выдержки и регулирование скорости охлаждения при этом ограничены целесообразной степенью загрузки сварщика. В некоторых случаях замедление скорости охлаждения достигается дополнительными простейшими устройствами, ограничивающими потери тепла в окружающее пространство (применение асбестовых одеял, помещение мелких деталей в устройства с сухим, иногда подогретым песком и др.).
Местная газопламенная термическая обработка в целях облегчения последующей механической обработки применяется для отпуска закалившихся при кислородной резке кромок заготовок и реже для местной механической обработки (например, сверления, фрезерования) закаленных деталей. Как правило, требования к режиму нагрева в этих случаях менее строгие, чем в предыдущем и легко осваиваются квалифицированным оператором.
Местный отпуск для снятия внутренних напряжений эффективен только для относительно простых сварных соединений, например типа стыка трубопроводов, приварки патрубков и пр. Режим такой термической обработки для стальных конструкций обычно задается температурой (как правило, в пределах 600- 680° С), длительностью выдержки и шириной зоны нагрева. Методы выполнения такой обработки и регулирования ее режима в этом случае подобны выполнению обработки на улучшение структуры, но максимальная температура нагрева, как правило, меньше, а длительность выдержки достигается средствами, задерживающими охлаждение.
Перераспределение внутренних остаточных напряжений в сварных конструкциях, в основном при стыковых швах, может быть достигнуто и так называемой термопластической обработкой. При этом для перераспределения напряжений обеспечивается прогрев полос шириной около 80 мм примерно до 250° С специальными многопламенными горелками с линейным расположением сопел для пламени одновременно с двух сторон от шва на расстоянии от него 100-150 мм. По мере перемещения горелок нагретые полосы заливаются водой для быстрого охлаждения и нераспространения нагрева на большую ширину. Вода подается через специальные каналы в горелке, позади сопел для пламени. При таком режиме в нагревавшихся зонах металла появляются остаточные пластические деформации, растягивающие шов и снимающие при этом имеющиеся остаточные напряжения растяжения в металле шва и околошовной зоны. Однако одновременно в основном металле, в зоне нагрева и охлаждения параллельно швам возникают остаточные напряжения, равные, как правило, пределу текучести и распространенные в большей зоне, чем после сварки. В связи с тем, что такое перераспределение остаточных напряжений, снижая их в шве, создает по величине примерно такие же в двух зонах основного металла, оно целесообразно только в том случае, когда механические свойства металла шва и околошовной зоны ниже, чем свойства свариваемого металла. При современном состоянии сварки, когда в большинстве случаев обеспечивается необходимая прочность и надежность швов, мало отличающаяся от металла конструкции, метод термопластического перераспределения напряжений в настоящее время почти не применяется.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Методы газопламенной обработки металлов объединяют свыше 30 технологических процессов (рис. 1.). По своему технологическому назначению они могут быть подразделены на четыре основные группы: резка, соединение, нагрев и напыление материалов. Основой этих процессов является использование концентрированного местного источника нагрева высокотемпературным пламенем. К газопламенным методам примыкают процессы газоэлектрической, в том числе плазменной и газолазерной обработки, при которых теплоносителем служит газ, а источником нагрева — плазменная дуга, лазерный луч и т. д.
Разработано высокопроизводительное автогенное оборудование, которое обеспечивает получение надежных и экономичных металлоконструкций, работающих при сложном нагружении, в широком интервале температур и давлений. Газопламенная обработка повсеместно применяется во многих отраслях народного хозяйства и обладает неоспоримыми преимуществами по сравнению с механической обработкой по производительности труда и капитальным затратам. Наиболее характерные области применения основных газопламенных процессов приведены в табл. 1..
В последние годы внедрение этих процессов непрерывно расширяется. Совершенствуются оборудование и аппаратура для их использования. Современные установки и машины для термической резки и напыления материалов характеризуются высокой степенью автоматизации с использованием программного управления н микропроцессорной техники. Вместе с тем энергетические основы процессов, использующих газовое пламя дли местного нагрева обрабатываемого материала, сохраняются прежними.
Газопламенная обработка преимущественно ведется с применением кислорода и горючих газов (ацетилена и его заменителей). Иногда используются смеси кислорода и паров горючих жидкостей (керосина или бензина). Применяемые при газопламенных процессах горючие газы и кислород подаются к месту работы в сжатом состоянии по газопроводам или в стальных баллонах.
До сих пор широко используется выработка ацетилена в передвижных генераторах на месте производства работ. Наиболее распространенными процессами газопламенной обработки являются газовая сварка и кислородная резка. Они сохраняют свое значение для некоторых видов металлообработки, несмотря на успешное развитие электродуговых методов сварки и резки.
Газовая сварка широко используется при сварке стали малой толщины, чугуна, цветных металлов и сплавов. Кислородная резка применяется на поточно-механизированных линиях для высокопроизводительного раскроя листового проката в судостроении, машиностроении и других отраслях металлообработки. Ручная кислородная резка до сих пор повсеместно используется для разделки металла в цеховых условиях, при ремонте, монтаже и в строительстве.
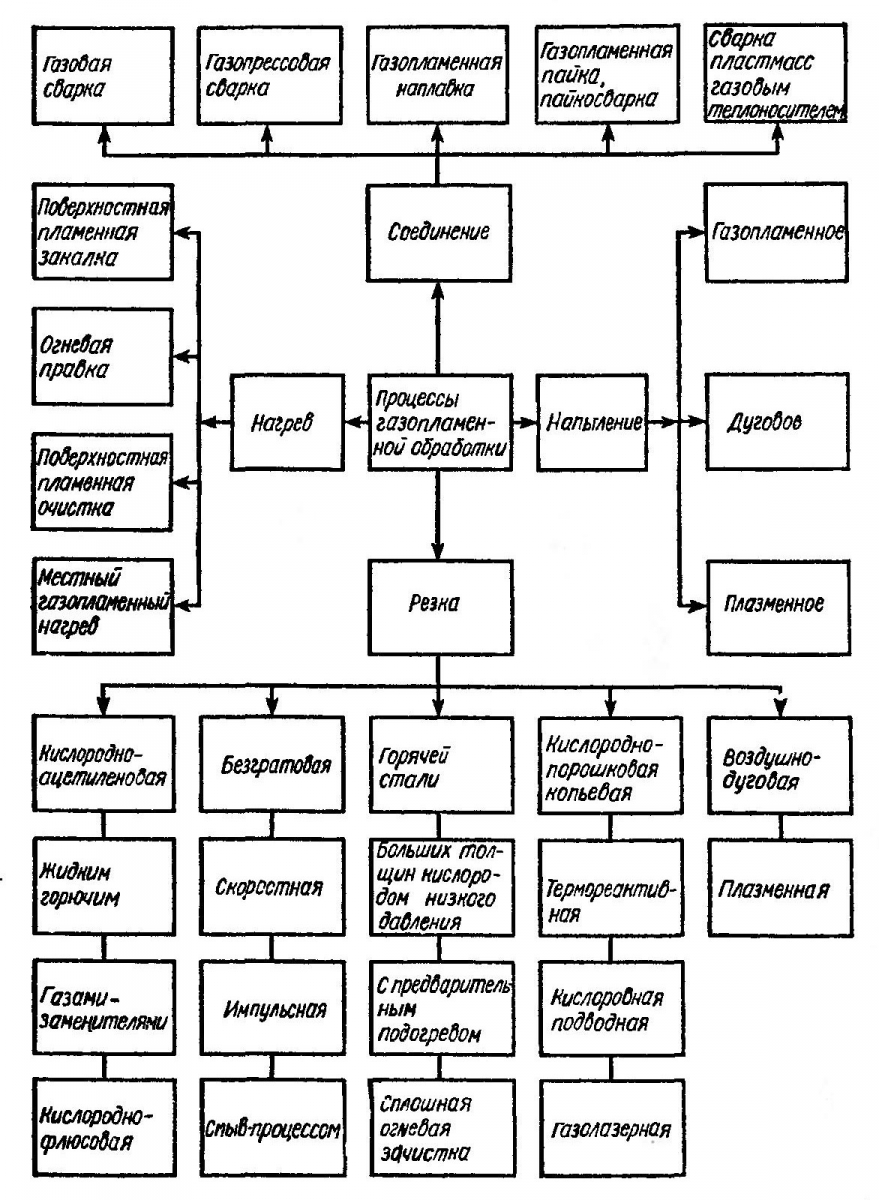
Рис 1. Структура процессов газопламенной обработки
Таблица 1. Области применения основных процессов газопламенной обработки металлов.
Ручная кислородная резка
Разделительная резка низкоуглеродистой и низколегированной стали толщиной 3- 300 мм
Разделительная резка низкоуглеродистой стали толщиной от 300 до 800 мм
Разделительная резка скрапа. лома и низкоуглеродистой стали толщиной до 200 мм
Разделительная резка высоколегированной стали
Поверхностная зачистка местных дефектов на заготовках из низкоуглеродистой и низколегированной стали
Машинная кислородная резка
Заготовительная прямолинейная резка
Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой стали толщиной до 100 мм
Обрезка торцов труб в цеховых и полевых условиях (диаметром от 194 до 1420 мм)
Резка стали большой толщины (до 2000 мм)
Разделительная резка блюмсов и слябов на установках непрерывной разливки стали
Сплошная поверхностная зачистка блюмсов и слябов в потоке прокатки
Машинная плазменная резка
Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой высоколегированной стали толщиной до 80 мм и алюминия толщиной до 100 мм
Машинная лазерная резка
Точная фигурная вырезка деталей и заготовок из листов
Сварка стали малой толщины, чугуна, цветных металлов и сплавов
Ручная газопламенная пайка
Пайка легкоплавким и тугоплавкими припоями, низкотемпературная пайкосварка чугуна чугунными припоями
Машинная газопламенная пайка
Механизированная высокопроизводительная пайка деталей из медных сплавов
Ручная газопламенная пайка
Наплавка цветных металлов и твердых сплавов на стальные и чугунные изделия
Тонкослойная наплавка износостойких покрытий из порошковых твердосплавных материалов
Газопламенный нагрев, правка и очистка
Нагрев до 300°С изделий из черных и цветных металлов и неметаллических материалов, а также для оплавления поверхности битумной гидроизоляции
Правка металлоконструкций до и после сварки
Пламенная очистка поверхности металла от ржавчины, окалины и краски
Газопламенное напыление покрытий
Нанесение покрытий из цинка, алюминия, стали и других материалов для защиты металлоконструкций от коррозии, повышения износостойкости деталей и восстановления их размеров
Нанесение покрытий из порошков цинка и термопластических материалов с температурой плавления до 800°С для защиты от коррозии и уплотнения поверхностей
Нанесение покрытий из самофлюсующихся твердых сплавов, оксида алюминия и других материалов для повышения износостойкости деталей

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Технологической операцией правка достигается подготовка детали к проведению дальнейшей ее качественной обработки. Размеры, материал и степень дефектности определяют способы, которыми выполняется правка.
Технология
Суть технологической обработки при правке — создать такие напряжения растяжения/сжатия в заготовке, которые при взаимодействии с напряжениями, вызванными дефектами, смогли бы их нивелировать. Основные технологические способы выполнения правки следующие:
- изгиб заготовки в холодном состоянии;
- правка заготовки растяжением в холодном состоянии;
- местный нагрев отдельных участков, например, газовыми горелками.
Когда необходима правка, назначение

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Некоторые технологические операции (резка ножницами, вырубка зубилом, сварка и другие) выполняются с остаточным деформированием на заготовках, нарушающих их форму. Для дальнейшей обработки следует устранить возникшие дефекты. Правка здесь является обязательным участником технологического процесса.
Листовые и другие типы заготовок
Заготовки, получаемые прокатом, обладают повышенными пластическими свойствами, так как при производстве испытывают большие степени деформации. Это позволяет применять к ним способы, которые дают положительный результат при выполнении технологической операции правка. Прокат любой формы: пруток, свернутую в бухту проволоку, круглые и профильные трубы, листы, полосы, ленты, уголки, балки, швеллера и другие, могут быть в качестве заготовок для правильных операций.
Какие бывают виды, приемы правки, применяемые инструменты и оборудование
Правят заготовки как вручную, холодным или горячим способом, так и с помощью механического оборудования. Каждый из способов имеет свою специфику, только ему присущие инструменты, приспособления и оснастку.
Ручная

Наковальня RIDGID. Фото 220Вольт
Ручная правка используется в домашних мастерских и на производстве при изготовлении единичных деталей. Основными атрибутами ручной правки являются правильные плиты, наковальни и большое количество молотков различного вида.
Механическая: растяжением и не только
Вальцы гидравлические STALEX
HER-2070×4.5 используется для правки. Фото Сталекс
В условиях серийного производства используется специальное правильное оборудование. Далее представлен краткий анализ каждой группы оснащения:
Правильное оснащение пользуется высоким спросом, что обуславливает широкий выбор оборудования, предлагаемого производителями и поставщиками.
В холодном состоянии
При дефектах поверхности, которые не создают больших деформаций, для их устранения применяется холодная правка. Она заключается в приложении нагрузки к деформированному объекту или созданием наклепанной определенным образом поверхности.
Недостатком холодной правки является возможность возврата заготовки в исходное дефектное состояние. Здесь трудно контролировать распределение напряжений по телу заготовки, есть возможность возникновения значительных неуравновешенных напряжений. Они как раз будут причиной образования на заготовке таких же дефектов через некоторое время. Наклепанная поверхность значительно снижает усталостную прочность заготовки.

Правка холодного металла. Фото Подольский завод оборудования
Повысить качество холодной обработки помогут следующие действия:
- оставить заготовку после обработки под нагрузкой на длительный промежуток времени;
- выполнять процесс с перегибом в противоположном направлении, чтобы затем сделать правку в обратную сторону.
Термическая, горячая, с местным нагревом, греть или нет
Устранить значительные отклонения от номинальных размеров поможет правка с нагревом. При таком способе, до приложения необходимой нагрузки, деформированную часть заготовки равномерно прогревают до достижения требуемой температуры по всей длине дефектного участка. Нагрев можно проводить, например, газовой горелкой (газом), при этом он не должен превышать температуру отжига исправляемого металла. После такой правки обычно выполняют термообработку заготовки типа нормализации или отжига для выравнивания структуры металла.
В некоторых случаях эффективно применение правки с местным нагревом (особенно для массивных деталей). При этом методе место заготовки с наибольшей величиной дефекта быстро прогревается до температуры отжига. Концы заготовки должны быть закреплены, в таком варианте нагретый металл не имея возможности расширяться, получит деформации сжатия. При дальнейшем охлаждении будут возникать растягивающие напряжения, способствующие распрямлению заготовки.
Газопламенная

Ацетиленовая горелка. Фото ВсеИнструменты.ру
Этот термический способ отличается универсализмом, он не зависит от формы заготовки, может использоваться для любых видов металлов. Каких-то конкретных рекомендаций здесь дать невозможно. Характер и форма нагрева выбирается индивидуально после анализа деформаций на исправляемой заготовке. Основные параметры газопламенной правки следующие:
- температура нагрева;
- скорость нагрева;
- выбор мест нагрева;
- определение формы нагрева.
Температура и скорость нагрева зависят от газа, который используется в горелке. Наиболее высокая теплотворная способность у ацетилена. Меньшую интенсивность можно получить, если применить природный газ, пропан и другие.
Форма и расположение мест нагрева бывают следующие:
- нагрев в одной сосредоточенной точке;
- нагрев полосой — здесь для создания нужных напряжений используется разное линейное расширение в поперечном и продольном направлении, например, на заготовках из листа;
- клиновидный нагрев, чтобы убрать продольный изгиб или саблевидную форму.
Важно! Использование дополнительного источника тепловой энергии может привести к созданию критических величин напряжений и образованию трещин непосредственно во время прогрева или во время эксплуатации. Необходимо после такой правки проводить термообработку, стабилизирующую структуру металла.
Где заказать
Оказанием услуги по правке металла занимается достаточно большое количество компаний, некоторые из которых представлены в отдельном разделе нашего сайта.
Читайте также:
- Чем отличается подработка от совмещения в детском саду
- Чижевский александр леонидович что открыл кратко
- Какие науки изучают исторические источники кратко
- Что является основной для комбинирования производства в черной и цветной металлургии кратко
- Документная коммуникация и документационная деятельность в образовательной организации кратко