
Почему стуловые тиски нельзя применять для закрепления листового материала кратко
Обновлено: 01.05.2024
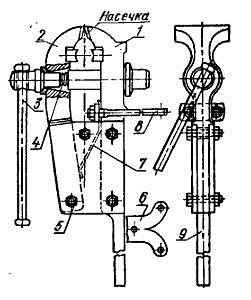
Стуловые тиски служат для крепления обрабатываемых заготовок и деталей, подвергаемых сильным ударам (например, при рубке). Стуловые тиски обладают большой прочностью. Обрабатываемая деталь зажимается между неподвижной 1 и подвижной 2 чугунными губками, имеющими по концам крестообразную насечку. При вращении рукоятки 3 против часовой стрелки винт 4 освобождает подвижную губку, и она под воздействием пластинчатой пружины 7 отходит от неподвижной губки, поворачиваясь вокруг оси 5. При вращении рукоятки 3 по часовой стрелке подвижная губка приближается к неподвижной, прочно зажимая деталь. Планки 6 я 8, а также стержень 9 служат для крепления тисков к верстаку. Для регулирования высоты расположения тисков можно установить подкладку под планку в. Недостаток стуловых тисков заключается в том, что деталь обычно зажимается между краями губок, а не между их плоскостями. Поэтому на деталях с чисто обработанными поверхностями остаются вмятины. Параллельные тиски могут быть неповоротными (тип 1) и поворотными (тип II). Поворотные тиски более пригодны для выполнения сложных работ, так как обладают хорошей подвижностью, позволяющей устанавливать изделие в удобное для обработки положение. Параллельные тиски устойчивы в работе, губки их зажимают деталь всей плоскостью н не портят обработанных поверхностей. Однако эти тиски плохо выдерживают ударные нагрузки и расшатываются. Поэтому на них не рекомендуется выполнять работы, связанные с необходимостью наносить сильные удары.
У поворотных тисков нижнюю часть (подушку) 8 прикрепляют болтами к верстаку. На подушке вокруг болта 10 вращается корпус 5 тисков с неподвижной губкой 3. Когда тиски повернуты в нужное положение, их корпус закрепляют стопорным винтом 12. Во время поворота корпуса этот винт перемещается по кольцевому пазу 9 в подушке. При повороте рукоятки 7 винт 6 вращается в гайке 4, составляющей единое целое с корпусом 5. и перемещает подвижную губку /, связанную с винтом 6 стопорной пленкой //.
Не поворотные параллельные тиски имеют такой же принцип действия.
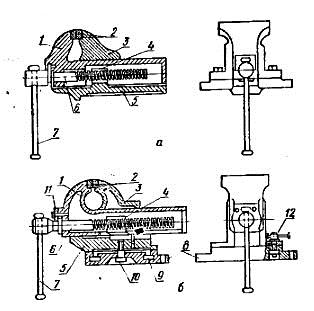
Параллельные тиски.
Пневматические параллельные тиски
В пневматических параллельных тисках детали зажимаются с помощью клинового или какого-либо другого механизма, перемещающего подвижную губку под действием сжатого воздуха, давление которого может создать усилие зажатия до 30 кН (т. е. 3000 кгс). Пневматические тиски закрепляются на специальной подставке 9. Воздух подводится под резиновую мембрану 8, которая через нажимной диск 6 сообщает движение штоку 7. Шток, соединенный с клином 3, поднимается и перемещает фигурную гайку 4 н связанную с ней подвижную губку 1, зажимая заготовку (деталь) между губками 1 и 2 тисков. После прекращения подачи воздуха подвижная губка отходит от заготовки под действием пружины 5.
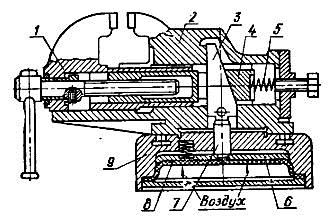
Пневматические тиски.
Перед началом работы на стуловых или параллельных тисках следует проверить крепление их к верстаку, а по окончании работы очистить тиски от стружки, развести губки н смазать резьбу и направляющие маслом. Закрепляя изделия в тисках, нельзя наносить удары по рукоятке, чтобы не сорвать резьбу винта.
Губки тисков во время работы постепенно изнашиваются. Поэтому чугунные губки параллельных тисков снабжают сменными стальными пластинами 2 с крестообразной насечкой, а при обработке детален из мягких металлов либо с особенно чистыми поверхностями па пластины надевают алюминиевые, медные или свинцовые иягубнпки. Для стуловых тисков сменные пластины изготовляют из стали 50 и закаливают.
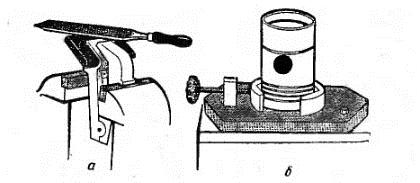
Специальные тиски. а - для обработки фасок; б - для обработки поршней.
Ручне тиски
Ручные тиски предназначены для закрепления небольших заготовок или деталей при выполнении различных слесарных операций, например, при сверлении или опиливании, если изделие неудобно или трудно удерживать руками, при правке полосового материала и т. д.
Специальные тиски бывают самой разнообразной конструкции, которая зависит от формы обрабатываемой детали. В качестве примера на рисунке 7 показаны тиски с загнутыми губками, предназначенные для изготовления фасок, и тиски для обработки цилиндрических деталей (поршней).
1.1. К самостоятельной работе по ручной обработке металла допускаются лица в возрасте не моложе 16 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
К работе по ручной обработке металла под руководством учителя (преподавателя, мастера) допускаются учащиеся с 5-го класса, прошедшие инструктаж по охране труда и медицинский осмотр.
1.2. Обучающиеся должны соблюдать правила поведения, расписание учебных занятий, установленные режимы труда и отдыха.
1.3. При ручной обработке металла возможно воздействие на работающих следующих опасных производственных факторов:
травмированние рук при работе неисправным инструментом;
- травмирование осколками металла при его рубке.
1.4. При ручной обработке металла должна использоваться следующая спецодежда и индивидуальные средства защиты: халат хлопчатобумажный, берет, рукавицы, защитные очки.
1.5. В учебной мастерской должна быть мед аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах.
1.6. Обучающиеся обязаны соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения. Учебная мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным и ящиком с песком.
1.7. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить учителю (преподавателю, мастеру), который сообщает об этом администрации учреждения. При неисправности оборудования, инструмента прекратить работу и сообщить об этом учителю (преподавателю, мастеру).
1.8. Обучающиеся должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место.
1.9. Обучающиеся, допустившие невыполнение или нарушение инструкции по охране труда, привлекаются к ответственности и со всеми обучающимися проводится внеплановый инструктаж по охране труда.
2. Требования безопасности перед началом работы
2.1. Надеть спецодежду, проветрить помещение учебной мастерской.
2.2. Проверить исправность инструмента и разложить его на свои места.
2.3. При рубке металла надеть защитные очки и проверить наличие защитной сетки на верстаке.
2.4. Проверить состояние тисков (губки тисков должны быть прочно
закреплены, насечка их не сработана).
2.5. Убрать с рабочего места все лишнее.
3. Требования безопасности во время работы
3.1. Прочно закрепить обрабатываемую деталь в тисках. Рычаг тисков
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
3.2. Работу выполнять только исправным инструментом.
3.3. Во избежание травм следить за тем, чтобы:
- поверхность бойков молотков, кувалд была выпуклой, а не сбитой;
- инструмент, имеющий заостренные концы-хвостовики (напильники и др.), были снабжены деревянными, плотно насаженными ручками установленной формы, без сколов и трещин, с металлическими кольцами;
- ударные режущие инструменты (зубило, бородок, кернер, клейимейсель и др.) имели не сбитую поверхность;
- зубило имело длину не менее 150 мм, причем оттянутая его часть равнялась 60-70 мм;
- при работе напильниками пальцы рук находились на поверхности напильника;
3.4. Во избежание травм не проверять пальцами рук качество опиливаемой поверхности.
3.5. Отрезаемую при резании ножницами заготовку из листового металла придерживать рукой в рукавице.
3.6. Использовать слесарный инструмент только по их прямому назначению.
3.7. Не применять ключей, имеющих зев большего размера, чем гайка, не удлинять рукоятку ключа путем накладывания (захвата) двух ключей.
4. Требования безопасности в аварийных ситуациях
4.1. При выходе из строя рабочего инструмента прекратить работу и сообщить об этом учителю (преподавателю, мастеру).
4.3. При возникновении пожара немедленно эвакуировать обучающихся из помещения учебной мастерской, сообщить о пожаре администрации учреждения и в ближайшую пожарную часть и приступить к тушении пожара с помощью первичных средств пожаротушения.
5. Требования безопасности по окончании работы
5.1. Привести в порядок инструмент и рабочее место. Стружку и опилки не сдувать ртом и не смахивать рукой, а использовать для этой целя щетку-сметку.
5.2. Провести влажную уборку и проветрить помещение учебной
5.3. Снять спецодежду и тщательно вымыть руки с мылом.
Стуловые тиски получили своё название от способа крепления их на деревянном основании в виде стула, в дальнейшем они были приспособлены для закрепления на верстаках.
Стуловые тиски применяют редко и только для выполнения грубых тяжёлых работ, связанных с применением ударной нагрузки, - при рубке, клёпке, гибке и пр.
Тиски с параллельными губками и ручным приводом выпускают трёх типов:
1 – поворотные, 2 – неповоротные, 3 – инструментальные со свободным ходом передней губки.
Поворотные тиски с параллельными губками могут поворачиваться на угол не менее 60 градусов. Корпус тисков с параллельными губками изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) пластины с сетчатой насечкой. Поэтому для зажима обработанной чистой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинами (“нагубниками“), изготовленными из мягкой стали, латуни, меди, алюминия, кожи и др.
Размеры слесарных тисков определяются шириной их губок, которая для поворотных тисков составляет 80 и 140мм с наибольшим раскрытием губок 95 и 180мм.
Неповоротные тиски с параллельными губками имеют основание с помощью которого они крепятся болтами к крышке верстака, неподвижную губку и подвижную. Для увеличения срока службы рабочие части губок делают сменными в виде призматических пластинок с сетчатой насечкой из инструментальной стали У8 и прикрепляют к губкам винтами. Ширина губок неповоротных тисков – 80 и 140 мм с наибольшим раскрытием губок 95 и 180 мм.
Тиски с дополнительными губками для труб кроме общего назначения могут быть использованы для закрепления труб благодаря дополнительному призматическому вырезу. Наибольшие диаметры зажимаемых труб составляют 60 , 70 и 140 мм.
При работе на тисках нужно соблюдать следующие правила:
перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
по окончании работ очищать тески волосяной щёткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом; разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Разметка.
Заточка кернера.
Разметкой- называется операция нанесения на обрабатываемую заготовку линий и точек, определяющих контуры детали или места, подлежащие обработке.
В зависимости от формы деталей применяется плоскостная или пространственная разметка. При плоскостной |разметке линии и точки наносят только на одной плоскости, а при пространственной — на нескольких пересекающихся плоскостях. Точность разметки колеблется в пределах 0,126—0,6 мм.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна и после искусственного старения точно обработанных. Ha поверхности разметочных плит для удобства разметки нанесены квадраты. Размеры малых плит 1200X1200 мм, а крупных 4000X6000 мм и более. Разметочные плиты устанавливают на кирпичном фундаменте или на столах.
Цилиндрические детали (валы, втулки и т. п.) перед разметкой устанавливают на призмы. При разметке могут применяться клиновидные и регулируемые подкладки, угольники, струбцины и другие приспособления.Линии (риски) при разметке наносят чертилкой или при пространственной
Разметочный циркуль служит для нанесения линейных размеров на заготовку, проведения окружностей и деления углов.
Кернер предназначен для нанесения углублений-кернений. Изготовляют его из стали марок У7, У7А, У8, У8А. Рабочий конец кернера подвергается закалке с последующей заточкой под углом 60°; ударная часть (боек) инструмента для центрирования удара имеет сферическую форму и также закалена. Для точного кернения применяются пружинный и электрический кернеры. Помимо этого, при разметке используются различные измерительные инструменты.
Детали размечают по чертежу, шаблону, образцу и по месту. Поверхности, предназначенные для разметки, окрашивают раствором мела в воде с добавкой жидкого столярного клея или раствором медного купороса.
При разметке по чертежу вначале наносят осевые линии, затем все горизонтальные и вертикальные и в последнюю очередь наклонные линии, окружности и дуги, после чего размеченные контуры детали накернивают.
Разметку по шаблону ведут при изготовлении большого количества одинаковых деталей. Шаблон накладывают на размечаемую заготовку и очерчивают его контур. К разметке по образцу и месту прибегают редко.
После разметки наносят контрольные линии, позволяющие измерением от них до кромки детали проверить правильность обработки.
При разметке окружностей часто приходится делить их на несколько равных частей: 3,4,5 и больше. Для этого пользуются геометрическим построением или определением размера хорды многоугольника, умножая диаметр окружности на соответствующий коэффициент, указанный в справочной литературе. Например, при делении окружности на 4 части коэффициент равен 0,707.
Центр на торцах цилиндрических деталей находят циркулем или рейсмусом. При разметке циркулем на торце детали через четверть окружности наносят дуги радиусом, немного большим или меньшим радиуса детали. Внутри очерченных дуг находят центр, который накернивают приближенно. При разметке детали от центра отверстия в него предварительно забивают деревянную пробку или планку так, чтобы наружная поверхность ее лежала в одной плоскости с торцом детали. Затем на пробку или планку набивают пластинку из белой жести, на которой размечают и накернивают центр этого отверстия, после чего можно продолжать разметку.Углы и уклоны размечают угломером, транспортиром или геометрическими построениями. Параллельные линии размечают геометрическим способом и при помощи штангенрейсмуса и других разметочных инструментов.
Разметка — трудоемкая и ответственная слесарная операция, требующая высокой квалификации рабочего. В последнее время на машиностроительных заводах
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Заточка кернера, чертилки и ножек циркуля. Качество разметки во многом зависит от исправности и правильности заточки разметочного инструмента.
Прежде чем приступить к работе, необходимо изучить требования безопасности работы на заточных станках, изложенных в начале этой главы.
Для того, чтобы связать пояс крючком, необходимо выбрать подходящую пряжу, чтобы она красиво и гармонично сочеталась со стилем и фактурой ткани платья. Нужно продумать, каким узором вязать пояс - ажурным или плотным, какой номер крючка взять, чтобы узор рисунка получился наилучшим образом, не . Читать далее
Почему пьют чай из блюдца?
Помню, когда мы были маленькие , то нам, детям, чай наливали в блюдца, чтобы он скорее остыл. Уже будучи взрослой, я узнала откуда это пошло. В те времена, когда чай был дорогим и тяжело доступным сложилось две большие традиции его питья - купеческая и дворянская. Дворяне пили чай редко и для них . Читать далее
Полуторка почему так называется?
Такое название в народе получили легендарные советский грузовик "ГАЗ-АА", которые выпускались в Горьком и Москве с 1932 по 1938 годы. В последствии такое же прозвище присвоили и другим грузовики такого же назначения. Ну, а расшифровка самого прозвища этих автомобилей до банальности проста. Дело в . Читать далее
Льняное масло для чего можно использовать кроме еды?
Льняное масло очень полезный продукт, который изготавливают из измельчённых семян льна. Даже само его название перводится как "очень полезное". Льняное масло является источником множества витаминов и омега- 3 кислот. Льняное масло лучше использовать в холодном или слегка подогретом виде, так . Читать далее
Из чего делают пробки для бутылок вина?
Для герметизации винных бутылей с их ценным содержимым уже более четырёх веков традиционно используют пробки изготовленные из коры пробкового или коркового дерева. Это вечно зелёное дерево являет собой дуб и представляет семейство буковых. Изначально корковое дерево произрастало в северной . Читать далее
Загитова почему не выступает на олимпиаде 2022?
Алина Загитова является прославленной российской фигуристкой. В 2018 году она навсегда вписала своё имя в историю мирового спорта став Олимпийской чемпионкой в женском одиночном катании. Также она завоевала серебро в командных соревнованиях корейской Олимпиады. А ведь на тот момент Алине было всего . Читать далее
Почему не работает свет на мопеде альфа без аккумулятора?
Не только на "Альфе", но и на любом мопеде подразумевающим наличие аккумуляторной батареи в её отсутствие света не будет при неработающем двигателе. После его пуска в действие приводится электрический генератор, после чего свет на мопеде обязан появиться. Если же и при заведённом моторе освещение . Читать далее

Обеспечивает методически правильное планирование выполнения учебной программы по преподаваемой дисциплине.
План урока производственного обучения (учебной практики)
Проводит мастер производственного обучения: И.А. Григорьев. Урок № 1.
Тема раздела: Слесарная обработка деталей. Количество часов: 6 (3 + 3).
Тема урока: Организация рабочего места слесаря. Проведение измерений контрольно-измерительными инструментами.
Цели урока: 1. Образовательная: ознакомление с программой обучения, содержанием, организацией и порядком выполнения работ и упражнений, слесарным оборудованием в монтажной учебной мастерской. Ознакомить обучающихся с правильной организацией рабочего места. Ознакомить обучающихся с различными видами контрольно-измерительных инструментов и научить производить измерения металлических заготовок и крепежа.
2. Развивающая: формирование основ профессионального мастерства, активности к самостоятельной практической деятельности, развитие чувства ответственности за результат работы.
3. Воспитательная: воспитание трудолюбия, сознательного и эстетического отношения к труду; развитие умственных и творческих способностей.
Тип, вид урока: Урок вводный. Урок по изучению трудовых приёмов и операций.
Методы, формы проведения урока: Лекция с элементами беседы. Демонстрация трудовых приёмов. Самостоятельные работы.
Межпредметная связь: МДК.02.01 Технология слесарных работ (Введение. Рабочее место слесаря). ОП.08 Охрана труда. ОП.09 Безопасность жизнедеятельности.
Учебно-методическое оснащение урока: Литература: Слесарное дело / Б.С. Покровский, В.А. Скакун. Стр. 37. Паспорт и руководство по эксплуатации станков со схемами. Инструкционно-технологические и производственные карты. Инструкция по ТБ по теме. Плакаты различной тематики по предмету. Наборы учебно-наглядных пособий, стенды, применяемых при работах в слесарно-монтажной мастерской.
Материально-техническое оснащение урока: Верстак, слесарные инструменты, тиски, измерительные и разметочные инструменты. Металлические заготовки.
Ход урока производственного обучения
Элементы структуры урока
Деятельность мастера п/о
Деятельность обучающихся
Примечание по методике
1. Вводный инструктаж
2. Проверка явки
3. Проверка готовности к уроку
2. Готовятся к уроку
Диалогово-словесный метод (беседа). Выполнение практического задания. Практический метод (работа с УНП, слесарными инструментами) и пр. Проблемный метод
1.2 Целевая установка
1. Сообщает тему урока
2. Совместно с обучающимися формулирует цель урока
1. Воспринимают и записывают тему
2. Участвуют в формулировке целей
1.3 Актуализация опорных знаний и опыта обучающихся
1. Опрашивает обучающихся
2. Актуализирует знания, опыт по теме. Вопросы:
- Укажите, какое оборудование и приспособления должны находиться на рабочем месте слесаря;
- Почему необходимо контролировать и регулировать положение тисков по росту рабочего?
- Почему стуловые тиски нельзя применять для закрепления заготовок из листового материала?
- Чем обусловлено широкое применение в слесарных работах параллельных поворотных тисков?
- Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?
- Что является объединяющим для группы инструментов, называемых штангенинструментами?
- Какова роль нониуса в процессе измерения штангенинструментами?
- Какова роль микрометрической передачи винт-гайка и трещоточного механизма в работе микрометрических инструментов?
- Почему при измерении щупом нельзя прикладывать большие усилия?
- Как угломером УН измерить угол меньше 90°?
- В какой последовательности осуществляется подготовка рабочего места к выполнению слесарных работ?
- Какие правила необходимо выполнять в процессе работы?
- В какой последовательности производится уборка рабочего места по окончании работы?
- С какой целью на рабочем месте слесаря устанавливается защитный экран?
- Объясните разницу между номинальным и действительным размерами.
- От чего зависит точность измерения размера?
- В какой последовательности определяют величину размера при измерении штангенинструментами?
- В какой последовательности определяют величину размера при измерении микрометром?
- В какой последовательности определяют величину угла при измерении угломером?
Читайте также:
- Почему лося называют сохатым кратко
- Применение метода проектов во внеурочной деятельности в начальной школе
- В чем заключается сущность планирования мероприятий по охране труда кратко
- Как влияет на развитие общества деятельность людей кратко
- Какие факторы влияют на состояние здоровья кратко охарактеризуйте каждый фактор обж 5 класс