
Каким образом крепят заготовки и инструменты на фрезерном станке кратко ответ
Обновлено: 02.07.2024
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ И ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Приспособления для закрепления фрез на станке. Человек, работающий на фрезерном станке, обязан знать тип и номер конуса гнезда шпинделя своего станка и размеры крепления переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы, и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к станкам фрезерной группы.
Передний конец шпинделя фрезерных станков имеет внутренний конус, в который вставляется хвостовик инструмента. Вращение инструменту передается поводками, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживается непосредственно на крепительный фланец, центрируется цилиндрической заточкой переднего конца и крепится четырьмя винтами.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевается фреза, и ставятся кольца.
Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляются хвостовиком в шпиндель и закрепляются в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально-, так и на вертикально-фрезерном станках.
Фрезы с цилиндрическим посадочным отверстием насаживаются на цилиндрический конец шпинделя и крепятся непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца шпинделя.
Приспособления для закрепления заготовок. Для закрепления заготовок на фрезерных станках применяются различные виды крепежа. Фрезерные приспособления зачастую выполняются как многопозиционные, причем в каждой из позиций обрабатывается одна-две стороны заготовки.
При необходимости закрепить заготовки можно воспользоваться специальным приспособлением, разработанным под конкретную форму детали и условия обработки. Помимо надежной фиксации к приспособлениям предъявляются требования точности базирования заготовок. Следует отметить, что приспособления служат как для силового закрепления заготовок, так и для обеспечения точности обработки.
Каким образом крепят заготовки и инструменты на фрезерном станке? Срочно. Напишите кратко пожалуйста.
Всё зависит от конкретных условий.
Крепёж заготовки-от примораживания до магнитной плиты, инструмента-от конуса Морзе до гайки с гровером.
Мы постоянно добавляем новый функционал в основной интерфейс проекта. К сожалению, старые браузеры не в состоянии качественно работать с современными программными продуктами. Для корректной работы используйте последние версии браузеров Chrome, Mozilla Firefox, Opera, Microsoft Edge или установите браузер Atom.

При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.

Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.

Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.

Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски и др.) предназначены для закрепления различных заготовок. Их применяют главным образом в единичном и мелкосерийном производстве.
Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка.
На рис. 19 показаны различные типы прихватов: плиточные (а), вилкообразные (б), корытообразные (в), изогнутые универсальные (г). Все прихваты имеют овальные отверстия для перемещения прихвата относительно обрабатываемой заготовки.

Рис. 19. Прихваты
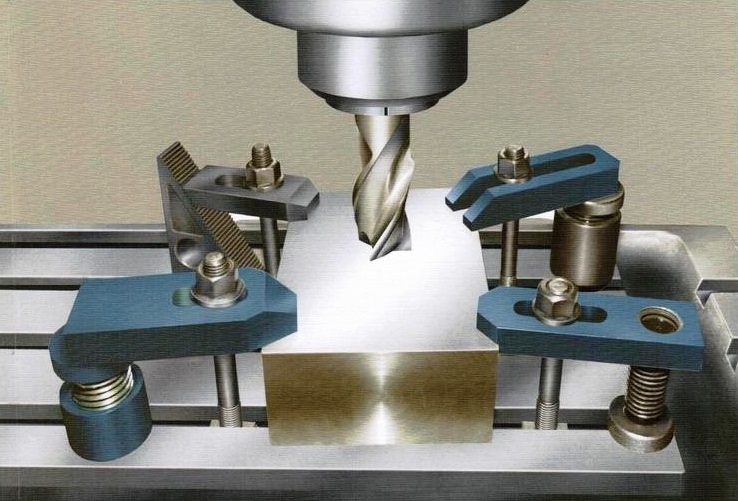
На рис. 20, а показано закрепление обрабатываемой заготовки 5 на столе станка плиточным прихватом 2, который одним концом опирается на заготовку 5, а другим — на подкладку 7. Головка болта 4 заводится в Т-образный паз стола через отверстие прихвата. Завертывая ключом гайку 3, тем самым прижимают прихват к заготовке, крепят ее. В качестве подкладки под прихваты используют ступенчатые подставки (рис. 20, б), различные бруски требуемой высоты или специальные опоры для плиточных прихватов (рис. 20, в). Весьма удобным в работе является регулируемый по высоте изогнутый универсальный прихват 6 (рис. 20, г). Таким прихватом можно прижимать разные по высоте заготовки.

Рис. 20. Закрепление заготовки на столе станка
Разные по высоте заготовки можно закреплять с помощью универсального прижима (рис. 21). Он позволяет производить закрепление различных по высоте заготовок 7. Заготовка крепится прихватом 3 Г-образной формы с выемкой, в которую устанавливается сухарь 5. Закрепление заготовки осуществляется с помощью болта 2 и гайки 4.

Рис. 21. Универсальный прижим
При чистовом фрезеровании затяжка болтов не должна вызывать деформаций обрабатываемой заготовки.
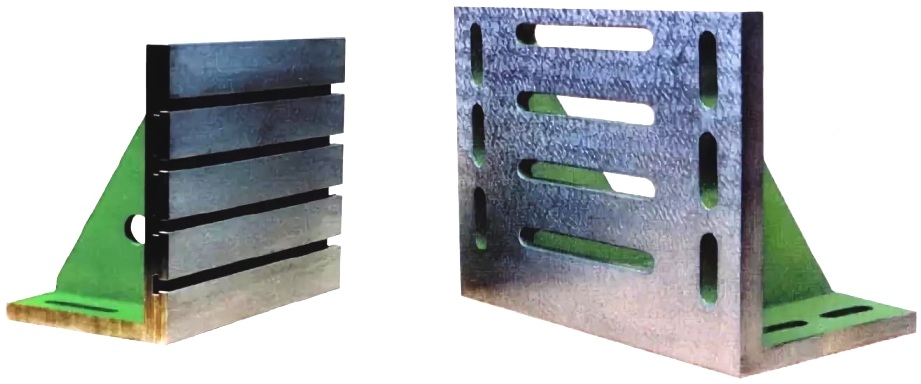
Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°.
На рис. 22, а показана обычная угловая плита. Она имеет одно или два ребра жесткости 1 и две полки (равнобокие или неравнобокие, широкие или узкие), расположенные под углом 90°. На рис. 22, б показана поворотная угловая плита, полку которой можно поворачивать вокруг оси 1 после освобождения гайки и устанавливать на требуемый угол по шкале 2. Такие плиты применяют при обработке наклонных плоскостей.

Рис. 22. Угловые плиты
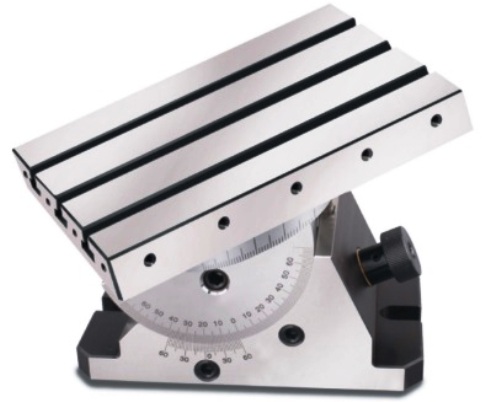
На рис. 22, в показана универсальная угловая плита, допускающая поворот закрепленной заготовки в двух плоскостях: горизонтальной — рукояткой 1 и вертикальной — поворотом колодки 4, закрепляемой болтами 5. Плита представляет собой поворотный стол 3 с тремя Т-образными пазами. Угол поворота стола отсчитывают по шкале 2.
На рис. 23 показано крепление к угловой плите 2 с помощью струбцинок длинной и широкой, но тонкой планки 1. Для правильной установки угловой плиты на столе ее основание имеет шип 5, который входит в паз стола.

Рис. 23. Закрепление заготовки на угловой плите
Прежде чем закреплять заготовку на угловой плите, надо тщательно выверить правильность установки самой плиты на столе станка с помощью рейсмаса или индикатора.
Машинные тиски по конструкции подразделяют на простые, поворотные и универсальные (рис. 24). Основным отличием поворотных тисков (рис. 24, б) от простых (рис. 24, а) является то, что верхняя часть тисков вместе с обрабатываемой заготовкой может быть повернута на требуемый угол. Универсальные тиски (рис. 24, в) могут поворачиваться не только в горизонтальной плоскости, но и в вертикальной. Их применяют при фрезеровании плоскостей, расположенных под углом к горизонтальной плоскости. Применяют также тиски, у которых подвижная губка может поворачиваться вокруг вертикальной оси (рис. 24, г). Такими тисками можно пользоваться без применения специальных подкладок при обработке деталей с наклонными опорными поверхностями. Тиски с эксцентриковым зажимом (рис. 24, д) применяют для быстрого и надежного закрепления сравнительно небольших заготовок.

Рис. 24. Типы машинных тисков
В настоящее время широко применяют машинные тиски с ручным быстродействующим пневматическим или гидравлическим приводом.
На рис. 25 показаны машинные тиски с ручным зажимом. Они представляют собой упрощенную модификацию пневматических машинных тисков с высокой степенью унификации (80%). Для питания гидропривода машинных гидрофицированных или пневматических тисков используется индивидуальная гидростанция типа ГМТ или пневмогидроусилитель типа ПМТ, работающий от заводской пневмосети. Применение специальных съемных губок и подкладок к машинным тискам приводит к значительному сокращению затрат времени на установку заготовок.

Рис. 25. Машинные тиски с ручным (пневматическим) управлением
На рис. 26 приведено несколько примеров конструкций сменных губок для закрепления заготовок (а — с наклонными плоскостями; б — обрабатываемых по наружным плоскостям и торцам; в, г — валов). Подобные губки можно изготовить при необходимости для любых обрабатываемых заготовок.

Рис. 26. Сменные губки к машинным тискам
Гидравлические и пневмогидравлические тиски обеспечивают большую силу зажима, чем тиски с пневматическим приводом. На рис. 27 показаны гидравлические поворотные тиски, особенностью которых является одновременное перемещение обеих губок, обеспечивающее самоцентрирование детали.

Рис. 27. Гидравлические самоцентрирующиеся поворотные тиски
Закрепление заготовок осуществляется пол давлением масла 50 кГ/см 2 , поступающего из гидравлической системы станка или от отдельного насосного агрегата в полость основания 9. Под давлением масла поршень 8 перемещается вниз, а рычаги 7, поворачиваясь вокруг своих осей 6 на винтах 3 и 4, обжимают обе губки на равные расстояния.
Для установки и закрепления обрабатываемых заготовок или специальных наладок на верхней и боковых плоскостях губок предусмотрены Т-образные пазы 2. Предварительная наладка тисков производится винтами. Возможность поворота корпуса 1 относительно основания 9 позволяет производить обработку заготовок с Поворотом вокруг оси в пределах 360 с точностью до 1° по шкале 5.
Механизированный ход подвижных губок в этих тисках составляет 24 мм. При настройке губки разводятся от 0 до 200 мм. Сила зажима при указанном давлении масла достигает 5500 кГ.
- в закрепленных заготовках отсутствует остаточный магнетизм;
- металлорежущий инструмент не намагничивается;
- для изготовления таких приспособлений используют недефицитные материалы.

Рис. 28. Приспособление с оксидно-бариевыми магнитами
Установку машинных тисков можно производить с помощью шпонок (сухарей), вставляемых в паз основания тисков. Эти шпонки заводят в средний паз стола станка.
Завинчивание гаек прижимных болтов производится постепенно. Если сильно затянуть одну гайку, а затем все остальные, то это может привести к перекосу тисков. Установка тисков может быть осуществлена непосредственно по фрезерной оправке (рис. 29). Губки тисков устанавливают параллельно оси фрезерной оправки. В этом случае оправку 2 приводят в соприкосновение с неподвижной губкой тисков 1 (рис. 29, а) и затем затягивают гайки прижимных болтов. На рис. 29, б показана установка тисков для случая, когда губки расположены перпендикулярно оси фрезерной оправки. В губках тисков 1 закрепляют угольник 3, который свободной полкой прижимают к фрезерной оправке 2. Во избежание деформации оправки необходимо пользоваться щупом, который вводят между фрезерной оправкой и неподвижной губкой или свободной полкой угольника. При правильной установке щуп можно вытащить при небольшом усилии.

Рис. 29. Установка тисков на столе фрезерного станка
Выверка заготовок, обрабатываемых в тисках. Одновременно с закреплением обрабатываемой заготовки производят проверку правильности ее положения и исправление погрешностей установки. Правильность установки заготовки в тисках по отношению к столу станка проверяется с помощью рейсмаса (рис. 30). Для более точной установки заготовки вместо рейсмаса используют индикатор со стойкой.

Рис. 30. Выверка заготовки при ее установке в тисках
При использовании различных съемных подкладок к тискам упрощается процесс установки заготовки и в ряде случаев не требуется последующая выверка.
Плотное прилегание нижней плоскости заготовки к подкладке достигается постукиванием медным или латунным молотком. Перед закреплением в тисках заготовок с уже обработанными поверхностями надо обязательно снять заусенцы, образовавшиеся во время предшествующего перехода, если они могут помешать правильной установке или закреплению заготовки. На губки тисков следует надеть накладки из листовой меди, латуни или алюминия для предохранения от вмятин обработанных поверхностей. Кроме того, необходимо всегда перед обработкой сметать стружку со стола, опорных поверхностей заготовки, зажимных приспособлений, тисков, подкладок. Тонкостенные заготовки малой жесткости не следует зажимать с большой силой во избежание их деформаций, а следовательно, и искажения размеров и формы после, обработки.
В крупносерийном и массовом производстве находят широкое применение специальные приспособления дляустановки и закрепленияоп-рсделенной детали.
Закрепление заготовок в специальных приспособлениях позволяет не только сократить время на ее установку и выверку, но и обеспечивает более высокую точность обработки. Пневматическая система должна быть проверена в действии на утечку воздуха. То же самое должно быть проделано в отношении гидравлических зажимов.
Читайте также: