
Какие виды покрытий наносят на металлы кратко
Обновлено: 05.07.2024

Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
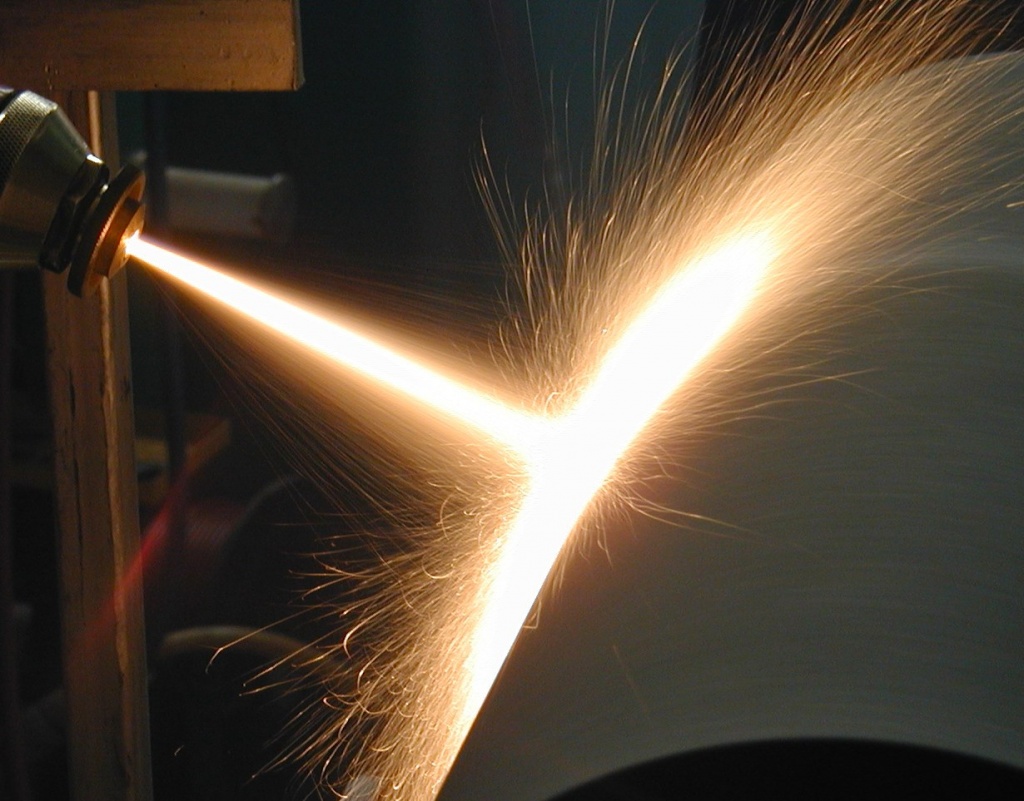
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
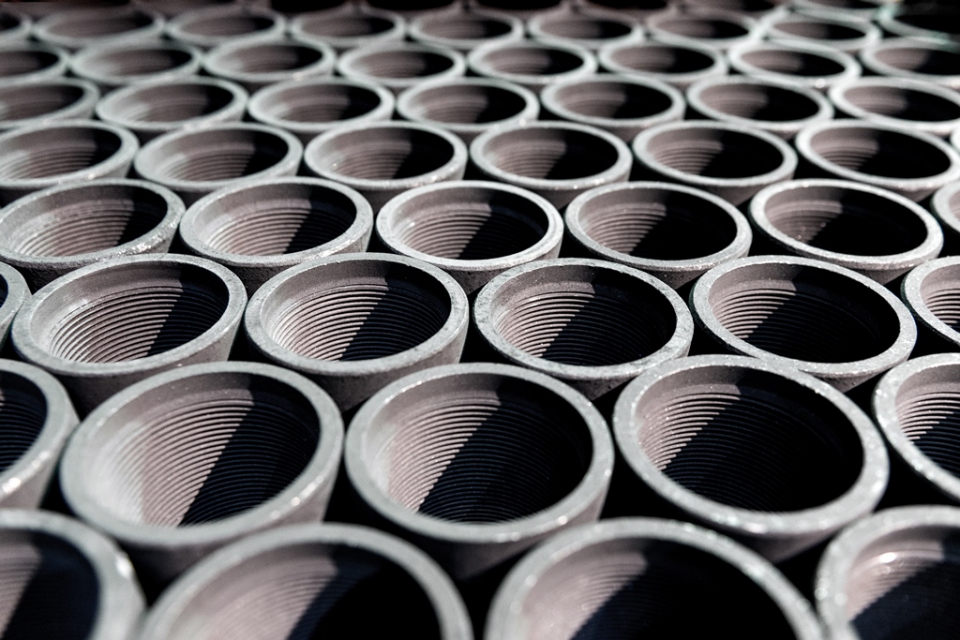
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.

Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия

Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.

Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические защитные покрытия
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванические покрытия
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Термодиффузионное покрытие
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.

Защитные покрытия металлов делятся на металлические и неметаллические. К первым относятся анодные и катодные покрытия, в которые входят гальванические, термодиффузионные, нанесенные газотермическим напылением, погружением в расплав и полученные плакированием.
Неметаллические покрытия включают в себя органические и неорганические материалы, куда входят лакокрасочные покрытия, смолы, пластмассы, полимерные пленки, резины, эмали, оксиды металлов, соединения фосфора, хрома и так далее.
Неметаллические покрытия
Неметаллические покрытия делятся на органические и неорганические. Их действие сводится к изоляции обработанных поверхностей от воздействия окружающей среды посредством создания тонкой инертной по отношению к агрессивным веществам пленки.
Среди неметаллических защитных покрытий выделяют полимерные и оксидные пленки, эмали, лаки, краски, пластмассы, резины.
Полимерные пленки
На сегодняшний день данный вид покрытий является наиболее популярной альтернативой лакокрасочным материалам, резинам, пластику и оцинковке. Обработанные поверхности приобретают эстетичный внешний вид, а также повышают электроизоляционные, высокотемпературные, противоизносные свойства и срок службы. Кроме этого стоимость нанесения полимерного покрытия достаточно низкая.

Нанесение происходит в три этапа: напыление, термообработка и отверждение.
В качестве напыляемых веществ выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид. Наиболее популярен полиэстер, который широко применяется для обработки металлочерепицы и профнастила.
Полимерные антифрикционные покрытия
Антифрикционные покрытия (АФП) являются разновидностью полимерных покрытий металлов. По структуре эти материалы схожи с красками, где красящий пигмент заменен на высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси растворителей и связующих веществ.
Основу полимерных покрытий может составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и другие вещества, которые равномерно распределены в среде полимерного связующего: эпоксидной смоле, титанате, полиуретане, акриловых, фенольных, полиамид-имидных и других специальных компонентов.

В качестве примера таких материалов рассмотрим полимерные покрытия MODENGY. Они применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.), деталях двигателей внутреннего сгорания (юбки поршней, подшипники скольжения, дроссельная заслонка), резьбовых соединениях и крепеже, трубопроводной арматуре, пластиковых и металлических деталях автомобилей и других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Применение полимерных покрытий во многих случаях позволяет полностью отказаться от масел и пластичных смазок, создав узел трения, не требующий обслуживания. Материалы наносятся однократно на весь срок службы детали, обеспечивая необходимую защиту и смазывание поверхностей.
Преимущества полимерных покрытий MODENGY:
Высокая несущая способность
Работоспособность в запыленной среде
Низкий коэффициент трения
Широкий диапазон рабочих температур
Высокая износостойкость, противозадирные и антикоррозионные свойства
Стойкость к воздействию кислот, щелочей, органических растворителей и других химикатов
Работоспособность в условиях радиации и вакуума
Тонкий слой покрытия практически не влияет на исходную точность размеров детали
Эмалирование

Эмаль представляет собой тонкое, похожее на стекло, покрытие на поверхности металла, которое получается благодаря высокотемпературной обработке стекловидного порошка. Данный порошок смешивается с водой до нужной консистенции и наносится на поверхность.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.
Существует химическое, анодное, термическое, плазменное, лазерное (доступно только на промышленных предприятиях) оксидирование.
Покрытие лакокрасочными материалами, резиной, пластиком

Данные виды покрытий металлов хорошо известны каждому. Их основная задача – защита поверхностей от коррозии и воздействия агрессивных сред. Как правило, у таких покрытий ограниченный функционал в плане термостойкости и износостойкости. Их очень легко повредить.
Основным преимуществом данных покрытий является низкая стоимость и достаточно простая технология нанесения. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы данных покрытий очень зависит от условий эксплуатации деталей, поэтому их не применяют в условиях высоких нагрузок и температур. Чаще всего их используют в качестве декоративного слоя.
Металлические покрытия
Как уже было сказано выше, металлические покрытия бывают анодными и катодными. Для создания первых используются металлы, электрохимический потенциал которых меньше потенциала обрабатываемого металла, а для катодных наоборот, потенциал используемого материала больше, чем у обрабатываемого.
Анодные покрытия благодаря электрохимическим процессам обеспечивают защиту металлических поверхностей от коррозии даже при нарушении целостности слоя.
Катодные покрытия из-за того, что их потенциал выше, чем у обрабатываемого металла, не обеспечивают электрохимическую защиту. Они образуют защитный механический слой, который препятствует попаданию агрессивных сред к основному металлу. По сравнению с анодными покрытиями, катодные лучше защищают поверхности от агрессивного воздействия, но только в том случае, если защитный слой покрытия не имеет повреждений. На чугуне и стали для нанесения катодных покрытий используются такие металлы, как олово, свинец, никель, медь и другие металлы, которые расположены в электрохимическом ряду напряжений правее железа.
Гальванические покрытия

Гальванизация – это электрохимический метод нанесения металлического защитного слоя, который защищает поверхности от коррозии и окисления, улучшает их износостойкость, прочность, а также придает эстетичный внешний вид. Покрытия, созданные при помощи данного способа, применяются в авиастроении, машиностроении, радиотехнической и электронной промышленности, строительстве.
В зависимости от назначения конкретных деталей гальванические покрытия бывают:
Защитными, которые служат для изоляции металлических деталей от механических повреждений и воздействия агрессивных сред
Защитно-декоративными, которые предназначены для придания деталям эстетичного внешнего вида и защиты от разрушающих внешних воздействий
Специальными, которые наносятся для придания обрабатываемым поверхностям улучшенных характеристик – повышенной износостойкости, электроизоляционных и магнитных свойств, твердости и т.д.
Меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение и серебрение, покрытие оловом – все эти операции являются видами гальванических покрытий. Разницу составляет используемый в качестве покрытия материал.
Газотермическое напыление

Газотермическое напыление – это метод переноса расплавленных частиц материала на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия металлов, образованные таким методом, могут быть износостойкими, коррозионностойкими, антифрикционными, противозадирными, термостойкими, термобарьерными, электроизоляционными, электропроводными и т.д. В качестве напыляемого материала служат проволоки, шнуры и порошки из металлов, керамики и металлокерамики.
Существуют следующие методы газотермическогого напыления:
Высокоскоростное газопламенное напыление. Используется для образования плотных металлокерамических и металлических покрытий.
Детонационное напыление. Применяется для напыления защитных покрытий и восстановления небольших поврежденных участков поверхности.
Плазменное напыление. Является достаточно энергозатратным методом, поэтом используется для создания тугоплавких керамических покрытий
Электродуговая металлизация. Менее энергозатратный способ нанесения покрытий, который используется только для нанесения антикоррозионных металлических покрытий на большие площади поверхности.
Газопламенное напыление. Самый простой и недорогой метод в плане внедрения и эксплуатации. Используется для защиты от коррозии крупных площадей поверхности и восстановления геометрии деталей.
Напыление с оплавлением. Используется в тех случаях, когда нет риска деформации деталей или такой риск оправдан. Метод металлургически связывает покрытие с основанием.
Погружение в расплав
При использовании данного метода подразумевается окунание детали в расплавленный метал, в роли которого выступает олово, цинк, алюминий, свинец. Перед погружением поверхности следует обработать флюсом, который состоит из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая предварительная обработка позволяет защитить расплав от окисления, а также удалить солевые и оксидные пленки.

Данный метод не слишком экономичен, так как расходуется большое количество наносимого металла, неравномерность толщины покрытия, а также невозможность нанесения в узкие зазоры и отверстия, например, на резьбу и т.д.
Термодиффузионное покрытие
Данный вид обработки поверхностей является анодным по отношению к черным металлам, и обеспечивает электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Плакирование
Данный метод представляет собой нанесение на поверхности деталей равномерного слоя металла при помощи пластичной деформации и сильного сжатия. Основу технологии составляет холодное сваривание. Чаще всего таким образом создают защитные, контактные или декоративные покрытия на деталях из стали, меди, алюминия и их сплавов.
Плакирование производится при помощи технологий прокатки, экструзии, штамповки, сваривания взрывом.

К настоящему времени разработаны и используются десятки методов нанесения покрытий на поверхность деталей. Технологических способов реализации этих методов применительно к конкретным узлам и деталям значительно больше. Однако, несмотря на такое разнообразие существующих способов нанесения покрытий, их все можно укрупнено разделить на ряд групп, различающихся видом используемой энергии, обеспечивающей сцепление слоя с металлом детали. Различают (рис. 1.4):
- термические методы нанесения, оказывающие интенсивное тепловое воздействие на металл изделия и присадочный материал;
- термомеханические методы нанесения, сочетающие нагрев и механическое воздействие при формировании поверхностного слоя.
При этом соотношение этих двух энергетических составляющих может существенно различаться от преимущественно теплового воздействия до ярко выраженного силового воздействия.
- адгезионные методы нанесения, при которых взаимодействие присадочного материала с поверхностью детали протекает в результате реализации физической и химической адсорбции.
Различный уровень энергетического воздействия на металл детали и присадочный материал в процессе нанесения покрытия определяет значительные отличия в геометрических, механических и эксплуатационных характеристиках полученного слоя.
Термические методы покрытий
Термические способы нанесения покрытий базируются преимущественно на наплавочных технологиях. При наплавке металл, формирующий поверхностный слой, подвергается интенсивному нагреву, вызывающему его плавление. Формирование значительного объема жидкого металла, полученного в результате плавления металла детали и присадочного материала, является отличительной особенностью наплавочных процессов. Образующаяся жидкая фаза активно смачивает нерасплавившуюся поверхность детали, обеспечивая при последующей кристаллизации формирование единой кристаллической решетки.

Рис. 1.4. Классификация методов нанесения покрытий.
Наплавочные технологии обеспечивают максимальную прочность сцепления поверхностного слоя с основой детали, равную прочности монолитного металла. Высокая энергоемкость наплавочных процессов определяет их значительную производительность. Наплавкой получают поверхностные слои толщиной от 0,5 до 20 мм. Максимально возможная высота наплавленного слоя теоретически ничем не ограничена. Однако на практике слои толщиной более 20 мм не наплавляют.
В то же время интенсивный нагрев, свойственный наплавочным процессам, вызывает ряд отрицательных последствий. К числу таких последствий могут быть отнесены:
- неэффективный нагрев металла детали, не участвующего в формировании наплавленного слоя, что ограничивает минимальные размеры деталей, способных выдержать наплавочный процесс;
- разбавление высоколегированного присадочного металла низколегированным основным, что приводит к потере требуемых эксплуатационных характеристик;
- получение грубой чешуйчатой поверхности и значительный припуск на последующую механическую обработку.
Наплавочные технологии различаются по виду используемых источников нагрева. Электродуговые методы наплавки включают в свой состав широкий перечень технологий:
- ручная дуговая наплавка используется при нанесении высоколегированных покрытий на детали сложной конфигурации с толщиной стенки от 3 мм;
- электродуговая наплавка под флюсом применяется для деталей диаметром более 50 мм при повышенных требованиях к качеству наплавленного материала. Толщина наплавленного слоя изменяется от 2 до 10 мм;
- электродуговая наплавка в углекислом газе выполняется на деталях диаметром от 20 мм, работающих в различных условиях;
- электродуговая наплавка в среде инертных газов применяется для нанесения высоколегированных присадочных материалов, а также для восстановления деталей, изготовленных из коррозионно-стойких сталей, и цветных металлов. Этот способ дает возможность получать слои с более высокими механическими свойствами, особенно по ударной вязкости и сопротивлению усталости;
- вибродуговая наплавка используется для деталей малых размеров (диаметром от 10 мм) при наплавке слоев небольшой толщины от 0,5 до 3,0 мм, работающих в различных условиях.
Обеспечивает невысокий уровень сопротивления усталости, поэтому этот способ наплавки нельзя применять для восстановления деталей, испытывающих значительные динамические нагрузки, например коленчатых валов.
Плазменно-дуговая наплавка применяется при нанесении покрытий на ответственные детали при повышенных требованиях к износостойкости и сопротивлению усталости полученных слоев. Использует теплоту, выделяемую сжатой электрической дугой, совмещенной с плазменной струей, что обеспечивает высокую производительность процесса.
Газовая наплавка основана на использовании теплоты, выделяемой при сгорании горючего вещества в среде технически чистого кислорода. Относится преимущественно к ручным методам наплавки и применяется для цилиндрических и профильных поверхностей с местным износом при повышенных требованиях к износостойкости. Газовая наплавка используется, как правило, на деталях малой толщины, обеспечивая формирование небольших по высоте слоев.
Электрошлаковая наплавка является наиболее производительным методом наплавки и применяется для деталей со значительными износами, превышающими 6 мм по толщине. Формирование наплавленного слоя идет в один проход независимо от требуемой толщины слоя за счет теплоты, выделяемой при прохождении тока через ванну расплавленного шлака. Высокое тепловложение в деталь при электрошлаковой наплавке ограничивает область ее применения только крупногабаритными изделиями.
Лазерная и электроннолучевая наплавки относятся к технологиям, использующим высококонцентрированные источники нагрева. Это определяет высокие скорости нагрева, обеспечивающие минимальные размеры зоны термического влияния в металле детали, что позволяет вести наплавку на ответственные детали и детали со сложным профилем. Сверхбыстрое охлаждение наплавленного металла приводит к формированию поверхностных слоев с высоким уровнем твердости.
Индукционная или высокочастотная наплавка осуществляется путем нагрева присадочного материала и поверхности детали индукционными токами. Применяется для нанесения износостойких материалов на отдельные участки деталей при местных из-носах, например рабочие органы, лезвия, проушины и др.
Заливка жидким металлом тоже относится к термическим видам нанесения покрытий, при которых нагрев присадочного материала производится отдельно от детали. Применяется для деталей со значительными износами (не менее 3 мм) при повышенных требованиях к износостойкости и пониженных требованиях к ударной вязкости.
Виды коррозионных изменений
Существуют следующие виды коррозии:
- возникающая под негативным воздействием атмосферных факторов. Сюда относится влияние кислорода с содержанием водяных паров, различных видов загрязнений действующими химическими веществами, которые ускоряют процедуру ржавления;
- коррозия активно образуется под влиянием жидкой среды, на скорость окисления влияет содержание солей в воде;
- срок эксплуатации конструкций, углубленных в грунт, зависит от химического состава почвы и грунтовых вод.
Способ защиты от коррозии для изделия или конструкции из металлов необходимо подбирать с учетом эксплуатационных характеристик.

Поражение ржавчиной может быть разным. Металлическая поверхность либо поражается полностью, либо повреждаются лишь ее отдельные участки. Не исключено проникновение ржавчины на месте очага поражения небольшого размера детали вглубь изделия.
Коррозия иногда встречается в виде глубоких трещин или окисления одного из элементов. Также ржавчина бывает глубинной, распространяющейся по всему объему изделия, и комбинированной.
Коррозия может появиться в результате химической реакции с активными компонентами, или в результате контакта с электролитическими средами.
Термомеханические способы нанесения покрытий
Термомеханические способы создания поверхностных слоев совмещают в процессе их формирования и нагрев, и механическое усилие. Это позволяет снизить тепловложение в металл детали и сократить долевое участие основного металла в поверхностном слое. Кроме того, механическое воздействие способствует выходу газов в процессе формирования слоя, снижению его пористости и улучшению качества формирования поверхности детали.
Однако, сокращение тепловой энергии, вводимой в зону формирования поверхностного слоя, снижает степень разогрева присадочного материала и ухудшает его сцепление с поверхностью заготовки. В результате для значительной части технологий этой группы прочность сцепления поверхностного слоя с основой и внутри него получается существенно ниже монолитного металла. Часть металлических связей между частицами присадочного материала заменяется адгезионными. Увеличивается роль подготовки поверхности детали для обеспечения требуемого качества нанесения покрытий.
Технология
Технологии напыления характеризуются минимальным тепловложением в металл детали. Присадочный материал при этом нагревается до температур, обеспечивающих его пластифика цию, но плавление и переход в жидкую фазу при этом не происходят. В этом состоянии частицы присадочного материала с высокой скоростью переносятся на поверхность детали, где при соударении деформируются и образуют напыленные слои. Малое тепловложение в деталь при напылении позволяет наносить слои на мелкие изделия с малой толщиной стенки. При этом толщина напыленного слоя находится в пределах от 0,01 до 3,0 мм. Характерной особенностью напыления является то, что полученный слой, обладая высокими значениями твердости и износостойкости, не увеличивает прочность детали по сечению.
В зависимости от источника нагрева различают:
- газопламенное напыление порошковыми материалами (на ацетилене или пропан-бутане), применяемое для наружных и внутренних цилиндрических поверхностей неподвижных сопряжений при невысоких требованиях к прочности сцепления с основным материалом. При повышенных требованиях к прочностным свойствам напыленного слоя применяют дополнительное оплавление;
- плазменное напыление порошковыми материалами, формирующее высоколегированные слои на наружных и внутренних цилиндрических и плоских поверхностях;
- индукционное напыление, осуществляемое генератором тока высокой частоты и позволяющее создавать покрытия повышенной плотности при минимальном выгорании легирующих элементов;
- детонационное напыление, при котором основным энергетическим воздействием на присадочный материал является ударное воздействие. Это сводит к минимуму роль нагрева при нанесении покрытий, обеспечивает высокую плотность и качество напыленного слоя. Применяется при нанесении износостойких покрытий с особыми свойствами.
Технологии металлизации по своим характеристикам близки к технологиям напыления, однако обладают более интенсивным тепловым воздействием на присадочный материал. При металлизации присадочный материал нагревается до жидкого состояния и затем в виде капель с большой скоростью подается на поверхность изделия, вызывая ее некоторый разогрев. Перевод присадочного материала в жидкое состояние снижает пористость полученного слоя и увеличивает долю металлических связей при сцеплении с поверхностью детали и внутри слоя. Однако, полученная прочность таких слоев все равно уступает прочности монолитного металла.
В зависимости от источника нагрева различают электродуговую, газопламенную и плазменно-дуговую металлизацию. Технологическим отличием от аналогичных методов напыления является возможность применения в качестве присадочного материала проволок и прутков.
Электроконтактная наварка использует преимущественно термическое воздействие при формировании поверхностного слоя. При этом методе нанесения покрытий плавлению подвергается как присадочный материал, так и металл детали. Однако, объем расплавленного металла весьма невелик, а его кристаллизация протекает под действием механического усилия. Используемая в качестве присадочного материала лента подвергается нагреву и плавлению не по всей толщине, а только в месте контакта с поверхностью детали.
Кристаллизация зоны плавления формирует монолитное соединение между деталью и лентой, что обеспечивает высокую прочность сцепления поверхностного слоя с основой. Применяется для нанесения покрытий на гладкие цилиндрические и плоские наружные и внутренние поверхности. Толщину создаваемого слоя можно регулировать в пределах 0,2-1,5 мм, зона термического влияния не превышает 0,5 мм. К недостаткам следует отнести отсутствие сплавления в отдельных местах ленты с основным металлом, которое выявляется при шлифовании.
Технологии механо-термического формирования наряду с термическим фактором активно используют механическое воздействие внешней нагрузки, что в комплексе способствует получению слоя с более высоким качеством.
Металлические защитные покрытия
Металлические защитные покрытия наносятся на поверхности (металл, стекло, керамика, пластмассы и др.) для защиты их от коррозии, придания твердости, электропроводности, износостойкости и в декоративных целях.
Защита от коррозии металлическими покрытиями осуществляется следующими способами:
— металлизация напылением — распыление на обрабатываемую поверхность расплавленного металла при помощи воздушной струи;
— горячий способ нанесения защитного покрытия — окунание изделия в ванну с расплавленным металлом;
— гальванический (электролитический) — осаждение металла или сплава из водных растворов их солей на поверхность изделия, постоянно пропуская через электролит электрический ток;
— плакирование (термомеханический) — нанесение на поверхность основного металла — другого, более устойчивого к агрессивной среде, применяя литье, совместную прокатку или деформированное плакирование (прессование, ковка);
— диффузионный — суть способа заключается в проникновении металлопокрытия в поверхностный слой основного металла под воздействием высокой температуры.
По способу защиты металлические защитные покрытия разделяют на катодные и анодные. Характер такой защиты от коррозии обусловлен тем, что металлопокрытие, по отношению к покрываемому изделию, может быть анодом или катодом (зависит от электрохимической характеристики металла покрытия).
Электрохимическую защиту от коррозии осуществляют только анодные покрытия. На поверхности защищаемого изделия, при наличии влаги в окружающей среде, образуются замкнутый гальванический элемент. Металл с более электроотрицательным электрохимическим потенциалом (покрытие) будет играть роль анода, при этом подложка — катод.
Вследствии работы гальванического элемента металл, являющийся анодом, будет под воздействием окружающей среды постепенно разрушаться, этим самым защищая изделие.
При защите от коррозии с помощью анодных покрытий важным аспектом можно считать то, что металлопокрытие будет защитным даже при наличии на нем пор и царапин. Хорошим примером анодного покрытия является цинковое покрытие не железе.
Защита от коррозии катодными покрытиями осуществляется реже, так как катодное покрытие защищает изделие лишь механически. Катодное защитное покрытие имеет более положительный электродный потенциал. При этом основной металл изделия является анодом и при подводе к нему влаги начнется интенсивное его растворение. Именно поэтому катодное покрытие должно быть сплошным, без малейших признаков пор и, желательно, равномерное, относительно большой толщины. Примером катодного покрытия служит оловянный или медный сплошный слой на железе.
Адгезионные способы нанесения покрытий
Адгезионные (гальванические покрытия) получают путем осаждении требуемого металла на поверхность детали из раствора электролита с наложением электрического тока или без него. Гальванические процессы имеют ряд преимуществ:
- позволяют наносить тонкие покрытия равномерной толщины от 0,05 до 0,5 мм с различной твердостью и износостойкостью;
- не ухудшают структуру основного металла, поскольку он в процессе наращивания остается практически холодным;
- позволяют одновременно обрабатывать большую группу деталей.
В то же время этим способам присущи ряд недостатков такие, как значительная сложность и большой объем работ при выполнении технологических процессов восстановления деталей, низкая скорость электролитического осаждения, снижение сопротивления усталости деталей, загрязнение окружающей среды отходами производства. Гальванические покрытия отличаются адгезионным характером связи с основой. Это определяет их низкую прочность сцепления с поверхностью детали.
Наиболее широкое применение нашли процессы хромирования и железнения, никелирования, применяемые для наружных и внутренних поверхностей деталей с износом, не превышающим 0,2-0,5 мм, высокой поверхностной твердостью и при нежестких требованиях к прочности сцепления покрытия с основным металлом.
Возможно Вас так же заинтересуют следующие статьи:

Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
- электролитическое (гальваническое) цинкование;
- горячее цинкование;
- термодиффузное цинкование (шерардизация);
- цинк-ламельное покрытие.
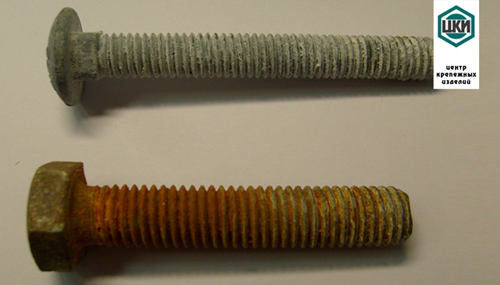
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии - 50-100 мкм.
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.

На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.

Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.

Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ "Горячеоцинкованный крепеж".
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.

Существуют также многочисленные варианты покрытий на цинковой основе.
На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
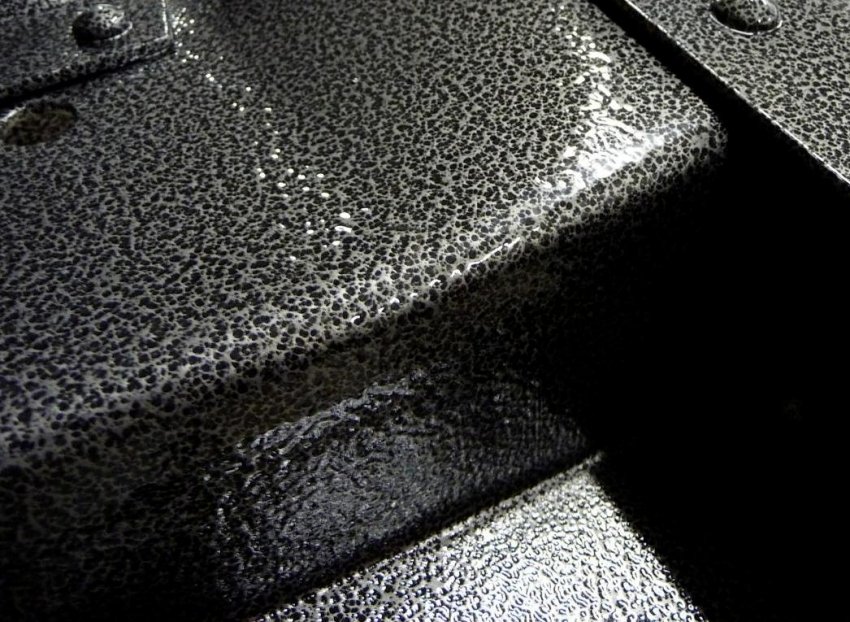
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 500 0 С и охлаждение до - 75 0 С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:


Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:
- на изделиях из стали класса прочности большего, чем 8.8, для предотвращения наводороживания при цинковании;

- на винтах установочных, где недопустимо использование мягкого покрытия;


Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.

Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
Лакокрасочные покрытия

Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Читайте также: