
Какие требования предъявляются при выполнении сборочных операций кратко
Обновлено: 04.07.2024
Основу монтажно-сборочных работ составляют процессы формирования электрических и механических соединений.
Сборка представляет собой совокупность технологических операций механического соединения деталей и электро/радиоэлементов (ЭРЭ) в изделии или его части, выполняемых в определенной последовательности для обеспечения заданного их расположения и взаимодействия в соответствии с конструкторскими документами. Выбор последовательности операций сборочного процесса зависит от конструкции изделия и организации процесса сборки.
Монтажом называется ТП электрического соединения ЭРЭ изделия в соответствии с принципиальной электрической или электромонтажной схемой. Монтаж производится с помощью печатных или проводных плат, одиночных проводников, жгутов и кабелей.
В соответствии с последовательностью технологических операций процесс сборки (монтажа) делится на сборку (монтаж) отдельных сборочных единиц (плат, блоков, панелей, рам, стоек) и общую сборку (монтаж) изделия. Организационно он может быть стационарным или подвижным, с концентрацией или дифференциацией операций. Стационарной называется сборка, при которой собираемый объект неподвижен, а к нему подаются необходимые сборочные элементы. Подвижная сборка характеризуется тем, что сборочная единица перемещается по конвейеру вдоль рабочих мест, за каждым из которых закреплена определенная часть работы. Перемещение объекта сборки может быть свободным по мере выполнения закрепленной операции или принудительным в соответствии с ритмом процесса.
Сборка по принципу концентрации операций заключается в том, что на одном рабочем месте производится весь комплекс работ по изготовлению изделия или его части. При этом повышается точность сборки, упрощается процесс нормирования. Однако большая длительность цикла сборки, трудоемкость механизации сложных сборочно-монтажных операций определяют применение такой формы в условиях единичного и мелкосерийного производства.
Дифференцированная сборка предполагает расчленение сборочно-монтажных работ на ряд последовательных простых операций. Это позволяет механизировать и автоматизировать работы, использовать рабочих низкой квалификации. Сборка по принципу дифференциации операций эффективна в условиях серийного и массового производства. Однако чрезмерное дробление операций приводит к возрастанию времени на транспортировку, увеличению производственных площадей, повышению утомляемости рабочих при выполнении однообразных действий. В каждом конкретном случае должна быть определена технико-экономическая целесообразность степени дифференциации сборочных и монтажных работ.
К монтажно-сборочным процессам предъявляются требования высокой производительности, точности и надежности. На повышение производительности труда существенное влияние оказывают не только степень детализации процесса и специализации рабочих мест, уровень механизации и автоматизации, но и такие организационные принципы, как параллельность, прямоточность, непрерывность, пропорциональность и ритмичность.
Параллельность сборки - это одновременное выполнение сборки нескольких частей изделия или изделий в целом, что сокращает производственный цикл. Наибольшими возможностями с технологической точки зрения обладают два вида обеспечения параллельности процессов: 1) изготовление и сборка на многопредметных поточных линиях одновременно нескольких изделий; 2) совмещение на автоматизированных поточных линиях изготовления деталей с их сборкой.
Прямоточность процесса – это кратчайший путь прохождения изделия по всем фазам и операциям от запуска исходных материалов и комплектующих до выхода готового изделия. Любые отклонения от прямоточности усложняют процесс сборки, удлиняют цикл изготовления радиоаппаратуры. Принцип прямоточности должен соблюдаться во всех подразделениях предприятия и сочетаться с принципом непрерывности.
Непрерывность ТП сборки предусматривает сокращение или полное устранение меж- или внутриоперационных перерывов. Достигается непрерывность рациональным выбором техпроцессов, соединением операций изготовления деталей с их сборкой, включением в поток операций контроля и регулировки.

Под принципом пропорциональности понимается пропорциональная производительность в единицу времени на каждом рабочем месте, линии, участке, цехе. Это приводит к полному использованию имеющегося оборудования, производственных площадей и равномерному выпуску изделий. Улучшает пропорциональность рациональное деление конструкции на сборочные единицы и унифицированность ее элементов.
Принцип ритмичности предполагает выпуск в равные промежутки времени одинаковых или возрастающих количеств продукции. Ритмичность при сборке повышается за счет использования типовых и групповых процессов, их унификации и предварительной синхронизации операций.
Проектирование техпроцессов сборки и монтажа РЭА начинается с изучения на всех производственных уровнях исходных данных, к которым относятся: краткое описание функционального назначения изделия, технические условия и требования, комплект конструкторской документации, программа и плановые сроки выпуска, руководящий технический, нормативный и справочный материал. К этим данным добавляются условия, в которых предполагается изготавливать изделия: новое или действующее предприятие, имеющееся на нем оборудование и возможности приобретения нового, кооперирование с другими предприятиями, обеспечение материалами и комплектующими изделиями. В результате проведенного анализа разрабатывается план технологической подготовки и запуска изделия в производство.
В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных работ:
1. Выбор возможного типового или группового ТП и (при необходимости) его доработка.
2. Составление маршрута ТП общей сборки и установление технологических требований к входящим сборочным единицам.
3. Составление маршрутов ТП сборки блоков (сборочных единиц) и установление технологических требований к входящим в них сборочным единицам и деталям.
4. Определение необходимого технологического оборудования, оснастки, средств механизации и автоматизации.
5. Разбивка ТП на элементы.
6. Расчет и назначение технологических режимов, техническое нормирование работ и определение квалификации рабочих.
7. Разработка ТП и выбор средств контроля, настройки и регулирования.
8. Выдача технического задания на проектирование и изготовление специальной технологической оснастки.
9. Расчет и проектирование поточной линии, участка серийной сборки или гибкой производственной системы, составление планировок и разработка операций перемещения изделий и отходов производства.
10. Выбор и назначение внутрицеховых подъемно-транспортных средств, организация комплектовочной площадки.
11. Оформление технологической документации на процесс и ее утверждение.
12. Выпуск опытной партии.
13. Корректировка документации по результатам испытаний опытной партии.
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия на сборочные элементы путем построения схем сборки. Элементами сборочно-монтажного производства являются детали и сборочные единицы различной степени сложности. Построение схем позволяет установить последовательность сборки, взаимную связь между элементами и наглядно представить Проект ТП. Сначала составляется схема сборочного состава всего изделия, а затем ее дополняют развернутыми схемами отдельных сборочных единиц. Расчленение изделия на элементы производится независимо от программы его выпуска и характера ТП сборки. Схема сборочного состава служит основой для разработки технологической схемы сборки, в которой формируется структура операций сборки, устанавливается их оптимальная последовательность, вносятся указания по особенностям выполнения операций.

Основу монтажно-сборочных работ составляют процессы формирования электрических и механических соединений.
Сборка представляет собой совокупность технологических операций механического соединения деталей и электро/радиоэлементов (ЭРЭ) в изделии или его части, выполняемых в определенной последовательности для обеспечения заданного их расположения и взаимодействия в соответствии с конструкторскими документами. Выбор последовательности операций сборочного процесса зависит от конструкции изделия и организации процесса сборки.
Монтажом называется ТП электрического соединения ЭРЭ изделия в соответствии с принципиальной электрической или электромонтажной схемой. Монтаж производится с помощью печатных или проводных плат, одиночных проводников, жгутов и кабелей.
В соответствии с последовательностью технологических операций процесс сборки (монтажа) делится на сборку (монтаж) отдельных сборочных единиц (плат, блоков, панелей, рам, стоек) и общую сборку (монтаж) изделия. Организационно он может быть стационарным или подвижным, с концентрацией или дифференциацией операций. Стационарной называется сборка, при которой собираемый объект неподвижен, а к нему подаются необходимые сборочные элементы. Подвижная сборка характеризуется тем, что сборочная единица перемещается по конвейеру вдоль рабочих мест, за каждым из которых закреплена определенная часть работы. Перемещение объекта сборки может быть свободным по мере выполнения закрепленной операции или принудительным в соответствии с ритмом процесса.
Сборка по принципу концентрации операций заключается в том, что на одном рабочем месте производится весь комплекс работ по изготовлению изделия или его части. При этом повышается точность сборки, упрощается процесс нормирования. Однако большая длительность цикла сборки, трудоемкость механизации сложных сборочно-монтажных операций определяют применение такой формы в условиях единичного и мелкосерийного производства.
Дифференцированная сборка предполагает расчленение сборочно-монтажных работ на ряд последовательных простых операций. Это позволяет механизировать и автоматизировать работы, использовать рабочих низкой квалификации. Сборка по принципу дифференциации операций эффективна в условиях серийного и массового производства. Однако чрезмерное дробление операций приводит к возрастанию времени на транспортировку, увеличению производственных площадей, повышению утомляемости рабочих при выполнении однообразных действий. В каждом конкретном случае должна быть определена технико-экономическая целесообразность степени дифференциации сборочных и монтажных работ.
К монтажно-сборочным процессам предъявляются требования высокой производительности, точности и надежности. На повышение производительности труда существенное влияние оказывают не только степень детализации процесса и специализации рабочих мест, уровень механизации и автоматизации, но и такие организационные принципы, как параллельность, прямоточность, непрерывность, пропорциональность и ритмичность.
Параллельность сборки - это одновременное выполнение сборки нескольких частей изделия или изделий в целом, что сокращает производственный цикл. Наибольшими возможностями с технологической точки зрения обладают два вида обеспечения параллельности процессов: 1) изготовление и сборка на многопредметных поточных линиях одновременно нескольких изделий; 2) совмещение на автоматизированных поточных линиях изготовления деталей с их сборкой.
Прямоточность процесса – это кратчайший путь прохождения изделия по всем фазам и операциям от запуска исходных материалов и комплектующих до выхода готового изделия. Любые отклонения от прямоточности усложняют процесс сборки, удлиняют цикл изготовления радиоаппаратуры. Принцип прямоточности должен соблюдаться во всех подразделениях предприятия и сочетаться с принципом непрерывности.
Непрерывность ТП сборки предусматривает сокращение или полное устранение меж- или внутриоперационных перерывов. Достигается непрерывность рациональным выбором техпроцессов, соединением операций изготовления деталей с их сборкой, включением в поток операций контроля и регулировки.
Под принципом пропорциональности понимается пропорциональная производительность в единицу времени на каждом рабочем месте, линии, участке, цехе. Это приводит к полному использованию имеющегося оборудования, производственных площадей и равномерному выпуску изделий. Улучшает пропорциональность рациональное деление конструкции на сборочные единицы и унифицированность ее элементов.
Принцип ритмичности предполагает выпуск в равные промежутки времени одинаковых или возрастающих количеств продукции. Ритмичность при сборке повышается за счет использования типовых и групповых процессов, их унификации и предварительной синхронизации операций.
Проектирование техпроцессов сборки и монтажа РЭА начинается с изучения на всех производственных уровнях исходных данных, к которым относятся: краткое описание функционального назначения изделия, технические условия и требования, комплект конструкторской документации, программа и плановые сроки выпуска, руководящий технический, нормативный и справочный материал. К этим данным добавляются условия, в которых предполагается изготавливать изделия: новое или действующее предприятие, имеющееся на нем оборудование и возможности приобретения нового, кооперирование с другими предприятиями, обеспечение материалами и комплектующими изделиями. В результате проведенного анализа разрабатывается план технологической подготовки и запуска изделия в производство.
В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных работ:
1. Выбор возможного типового или группового ТП и (при необходимости) его доработка.
2. Составление маршрута ТП общей сборки и установление технологических требований к входящим сборочным единицам.
3. Составление маршрутов ТП сборки блоков (сборочных единиц) и установление технологических требований к входящим в них сборочным единицам и деталям.
4. Определение необходимого технологического оборудования, оснастки, средств механизации и автоматизации.
5. Разбивка ТП на элементы.
6. Расчет и назначение технологических режимов, техническое нормирование работ и определение квалификации рабочих.
7. Разработка ТП и выбор средств контроля, настройки и регулирования.
8. Выдача технического задания на проектирование и изготовление специальной технологической оснастки.
9. Расчет и проектирование поточной линии, участка серийной сборки или гибкой производственной системы, составление планировок и разработка операций перемещения изделий и отходов производства.
10. Выбор и назначение внутрицеховых подъемно-транспортных средств, организация комплектовочной площадки.
11. Оформление технологической документации на процесс и ее утверждение.
12. Выпуск опытной партии.
13. Корректировка документации по результатам испытаний опытной партии.
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия на сборочные элементы путем построения схем сборки. Элементами сборочно-монтажного производства являются детали и сборочные единицы различной степени сложности. Построение схем позволяет установить последовательность сборки, взаимную связь между элементами и наглядно представить Проект ТП. Сначала составляется схема сборочного состава всего изделия, а затем ее дополняют развернутыми схемами отдельных сборочных единиц. Расчленение изделия на элементы производится независимо от программы его выпуска и характера ТП сборки. Схема сборочного состава служит основой для разработки технологической схемы сборки, в которой формируется структура операций сборки, устанавливается их оптимальная последовательность, вносятся указания по особенностям выполнения операций.
5.1.1. Детали, поступающие на сборку, должны быть изготовлены в соответствии с требованиями к точности размеров и формы, заданными в чертеже или технической документации. Загрунтованы, замаркированы, приняты службами технического контроля, скомплектованы и иметь сопроводительную документации в соответствии с требованиями РД5.9091
5.1.2. Детали, поступающие на сборку, должны быть очищены от грязи, ржавчины и не иметь на поверхности и кромках дефектов в виде заусениц, грата, трещин, вмятин и вырывов.
3.1.3. К выполнению работ по сборке допускаются сборщики корпусов металлических судов, сдавшие экзамены на присвоение соответствующей квалификации.
5.1.4. К руководству работами допускаются мастера и ИТР, изучившие требования 0СТ5.9092-91. "Корпуса стальных судов; ОСТ5Р9673-94 "Основные положения на сварку сталей типа АК", чертежей, техпроцессов на изготовление конструкций; ПК.2093 "Правила контроля. "; и прошедшие аттестацию на заводской комиссии.
5.1.5. Тепловая строжка и резка применяется после прочерчивания при подготовке деталей, узлов, секций для удаления контуровочных и монтажных припусков, а так же при разделке кромок под сварку, строжке корня сварного шва, удалений прихваток и временных креплений.
5.1.6. Кромки деталей и прилегающие к ним поверхности, подлежащие сварке, должны быть зачищены непосредственно перед сваркой от влаги, краски, масла, ржавчины и окалины до чистого металла на ширину 50мм.
5.1.7. Допускаемое смещение кромок деталей конструкции, собранной под сварку, не должно превышать размеров, установленных требованиями действующей документации на сварные соединения (табл.11).
5.1.8. Закрепление деталей при сборке конструкции под сварку должно выполняться при помощи прихваток (жесткое закрепление) или эластичных креплений (гребенок, скоб, талрепов и т.д.).
5.1.9. Применение технологических планок, прихваток, гребенок, скоб и т.д. временных крепежных приспособлений с приваркой их к корпусным конструкциям должно быть сведено к минимуму.
5.1.10. Выполнение прихваток рекомендуется производить согласно табл.10. По концам стыкуемых деталей или конструкций следует выполнять по 2-3 усиленных прихватке длиной 50-70 мм при расстоянии 50-150 мм.
Размеры согласно таблицы 10.
5.1.11. Выполнение прихваток должно производиться электродами той же марки и на тех же режимах, что и сварка всей конструкции.
5.1.12. Прихватки следует располагать со стороны противоположной сварке.
5.1.13. Производя прихватку деталей разной толщины, дугу следует направлять на более толстый металл.
5.1.14. Произведя прихватку деталей короткой дугой, следует избегать задержки ее на одном месте, во избежание прожогов. Обрывать дугу необходимо в момент заполнения кратера, а не в момент образования его.
5.1.15 Прихватки необходимо устанавливать при тех же температурах, при которых происходит сварка (табл.9).
5.1.16. Категорически запрещается выполнять прихватки аустенитными электродами, если сварка будет выполняться ферритными.
5.1.17 Прихватки не должны иметь недопустимых дефектов: подрезов, наплывов, пор, шлаковых включений, трещин, не заваренных кратеров. Некачественно выполненные прихватки, а также прихватки с трещинами должны быть удалены и вместо них установлены новые. На конструкциях из сталей типа АК вновь устанавливаемые прихватки выполняются на новом месте, во избегания образования трещин от повторного нагрева.
5.1.18. При сдаче узлов под сварку намечать районы недоваренных участков, согласно указанию в технологическом процессе.
5.1.19. Проверку качества и обмеры секции производить с занесением данных в журнал проверочных работ.
5.1.20. При выполнении работ соблюдать правила техники безопасности.
5.1.21. Допускаемые значения бухтиноватости по ОСТ5.907 9.
5.1.22. Нанесение контрольных линий на секцию:
- Контрольные линии должны быть зафиксированы кернами.
шпангоутов, вспомогательные контрольные линии.
- Отклонение контрольных линии от базовых плоскостей, не должно превышать 2мм На секции наносятся: диаметральная плоскость (ДП), теоретические линии.
5.1.23 Подготовка соединений под сварку:
- Сборка под сварку конструкций, изготавливаемых из сталей типа АК должны производиться по рабочим чертежам и мех. процессу разработки в соответствии с требованиями ОСТ 5.9866. В технологическом процессе на сборку сварных конструкций должны быть указаны конструктивные элементы подготовки кромок деталей, допустимые зазоры под сварку, размеры зачистки под сварку и другие требования.
- Кромки деталей АК должны быть обработаны под сварку механическим способом. Допускается тепловая резка с последующей зачисткой.
- Зачистку деталей под сварку следует производить перед сборкой до чистого металла, то есть до полного удаления ржавчины, окалины, масла, влаги и других загрязнений, а также краски и специальных покрытий. Качество зачистки кромок деталей под сварку должно приниматься УКП.
- Величина зазора стыкуемых под сварку кромок деталей должна соответствовать рис.3. Для достижения требуемой величины зазора, стыкуемые кромки следует подгонять путем газовой резки с последующей зачисткой подрезанных мест наждачным кругом до чистого металла.
- Подгону стыкуемых кромок следует производить согласно требованиям 0СТ5.9092-81.
- Исправление увеличенных зазоров допускается производить наплавкой, если отклонения от допустимых величин не превышают толщины стыкуемых элементов, но не более 10 мм. В каждом случае должно быть оформлено соответствующее разрешение на исправление, выяснены причины появления недопустимых зазоров и намечены мероприятия по их устранению.
- Исправление недопустимых зазоров наплавкой допускается на длине не более 500 мм на 1 п.м., при этом суммарная длина наплавляемых участков не должна превышать 30% длины технологического участка сварного шва.
- Несовпадение вершин разделок кромок не должно превышать 2 мм. Допускается местное несовпадение вершин разделок кромок до 3 мм протяженностью не более 300 мм.
- Закрепление деталей при сборке конструкций под сварку следует выполнять при помощи эластичных креплений - гребенок, струбцин, талрепов, угольников с болтами и т.п. или при помощи жесткого крепления - прихватками.
- Приварка временных сборочных и крепежных приспособлений должна быть ограничена до минимума.
- Запрещается удалять временные прихватки ударом, так как это приводит к разрыву (выколу) основного металла по зоне термического влияния.
- Допускаются огневые выхваты и выравы глубиной до 3-х метров, образовавшиеся в основном металле в результате удаления прихваток, заварить после проведения чистки.
- Места заварки огневых выхватов и выравов после зачистки наждачным камнем должны быть проконтролированы на отсутствие трещин. Контроль выполняется цветным методом капиллярной дефектоскопии.
- Во избежание смещения усиления при выполнении стыковых швов на поверхность детали с лицевой и обратной сторон на расстоянии 100 мм от оси симметрии разделки должна быть нанесена мелом и закернина линия. Линия наносится для контроля оси симметрии выполненного сварного шва. Допуск на смещение шва от линии разметки- ±3мм для низколегированных сталей.
- Приемка чистоты кромок под сварку должна производиться УКП непосредственно перед выполнением подварки или сварки.
- Свариваемые кромки соединений основного корпуса и равнопрочных с ним конструкций во избежание загрязнения рекомендуется заклеивать полихлорвиниловой лентой или укрывать брезентовым полотном.
- Если свариваемые кромки оказались загрязненными, то соединения собранные под сварку ,должны быть повторно защищены перед сваркой металлической щеткой или прожжены газовой горелкой. Если повторная зачистка не обеспечивает требуемой частоты кромок ,то сварочное соединение должно быть разобрано и защищено наждачным кругом. После сборки, соединение повторно предъявляется УКП.
В сборочно-сварочном переделе, например, заводов тяжелого машиностроения применяют >40 различных технологических операций. При изготовлении отдельных узлов применяют до 15 операций. Операции сборочно-сварочного передела могут быть разбиты на семь групп: сборочные, сварочные, вспомогательные, сопутствующие, контроля и испытаний, отделочные, заключительные (рис. 4).
В группу сборочных операций входят сборка узлов на плитах и стеллажах, сборка на стендах, сборка на плитах УСП, совмещенная сборка в кантователях, разметка при сборке, прихватка в процессе сборки. В группу сварочных операций входят ручная, механизированная, автоматическая и специальные способы сварка. К вспомогательным операциям отнесены зачистка от шлака, шлифование, подрезка газом компенсирующих элементов при сборке, кантовка в процессе сборки, установка изделий на кантователи и позиционеры при сварке, предварительный подогрев перед сваркой и в процессе сварки. К сопутствующим операциям отнесены: правка на прессе; правка на плите или стеллаже с местным подогревом; правка (калибровка) вальцовкой сваренных цилиндрических узлов; разметка под обработку резанием отдельных вырезов, выполняемых в сварном узле; сверление и расточка отверстий; фрезерование; контрольная сборка; термическая обработка. В группу операций контроля входят внешний осмотр и измерения, проверка размеров на контрольных плитах, просвечивание, гидроиспытание сваренного изделия, прозвучивание ультразвуком, пневматические испытания, проверка плотности швов течеискателями. Отделочными операциями являются обезжиривание, очистка в дробеструйных камерах, очистка от ржавчины, шпатлевка, грунтовка, окраска, сушка после окраски.
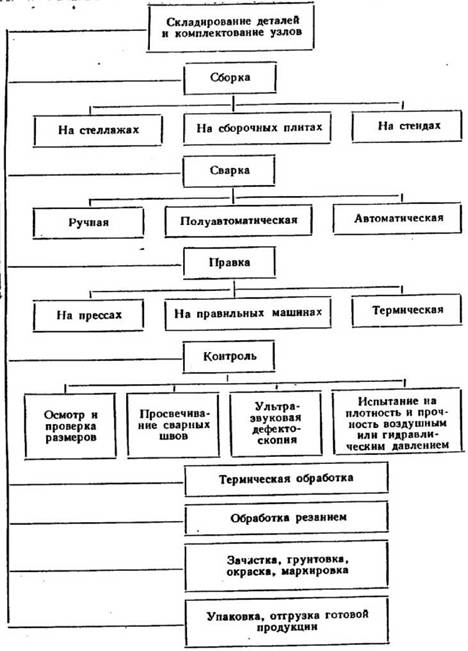
Рис. 4. Принципиальная схема сборочно-сварочного передела
Заключительными операциями являются маркировка и комплектация сварных узлов по заказам и отправочным ведомостям, упаковка, погрузка на транспортные средства и закрепление.
Выбор схемы организации сборочно-сварочных цехов и участков, так же как при проектировании заготовительного передела производится на основе подробного и тщательного анализа номенклатуры сварных узлов, их
классификации и разработки технологических процессов.
Сборочная операция имеет цель обеспечить правильное взаимное расположение и закрепление деталей собираемого сварного изделия. Для выполнения сборочной операции используют сборочное или сборочносварочное оборудование. В первом случае сборка заканчивается прихваткой; во втором - собранное изделие сразу сваривают.
Собранный узел должен обладать жесткостью и прочностью, необходимой как для извлечения его из сборочного приспособления и транспортировки к месту сварки, так и для уменьшения деформаций при сварке. Фиксацию собранных деталей часто осуществляют на прихватках. Размеры и расположение прихваток задают не только из условий прочности и жесткости, но и с позиции исключения их вредного влияния на качество выполнения сварных соединений и работоспособность конструкции. Поэтому прихватки должны иметь ограниченное поперечное сечение и длину и располагаться в местах, обеспечивающих их полную переплавку при укладке основных швов. Если же прихватки накладывают на местах, где швы проектом не предусмотрены, то после сварки изделия такие прихватки следует удалить, а поверхности тщательно зачистить.
Сборку иногда производят при плотном сопряжении собираемых деталей, но чаще с заданным технологическим зазором. Размещение деталей в приспособлении (базирование) осуществляют таким образом, чтобы технологические базы деталей опирались на установочные поверхности приспособления. В общем случае для этого достаточно прижать деталь к шести опорным точкам, расположенным в трех взаимно перпендикулярных плоскостях (рис. 5, а). Цилиндрические детали удобно базировать с помощью призмы (рис. 5, б); детали с цилиндрическими отверстиями— как показано на рис. 5, в, г.
Требуемое взаимное расположение деталей сварного узла обеспечивают с помощью установочных элементов приспособления: упоров, фиксаторов, призм, шаблонов и др. (рис. 6, а - ж). Для фиксации деталей по отверстиям большого диаметра применяют разжимные оправки (рис. 7, а - в).
Для закрепления детали в приспособлении служат зажимные элементы. Так же, как и установочные, зажимные элементы могут быть постоянные, откидные, отводные и поворотные. Клиновые, винтовые, эксцентриковые и рычажные прижимы (рис. 8, а - г) с ручным приводом просты, но малопроизводительны. Использование пневматических, гидравлических, магнитных и вакуумных прижимов (рис. 8, д, ж) значительно сокращает вспомогательное время, особенно если требуется закрепить изделие одновременно в нескольких местах.
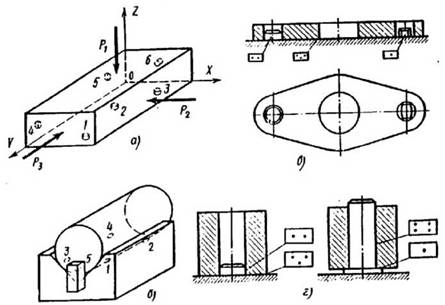
Рис. 5. Схема базирования деталей
Широко используют пневматические прижимы, приводимые в действие сжатым воздухом низкого давления (в среднем 0,4 Н/мм (МПа)). При таком давлении размеры цилиндров, необходимые для обеспечения требуемого усилия зажатия, могут оказаться значительными. Иногда более рациональным становится использование гидравлических устройств, работающих при существенно более высоком давлении.
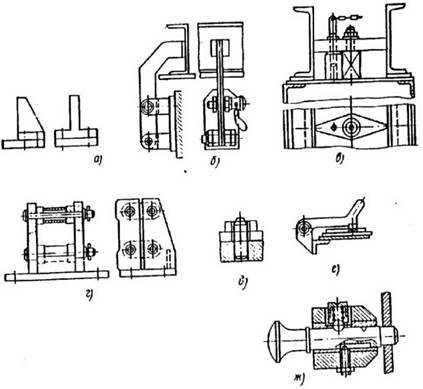
Рис. 6. Установочные элементы сборочных приспособлений: а - упор неподвижный; б, в, г - упор откидной; е - фиксатор откидной; фиксатор отводной
Рис. 7. Схема действия разжимной оправки: а - исходное положение; б - продвижение в отверстие; в - разжим
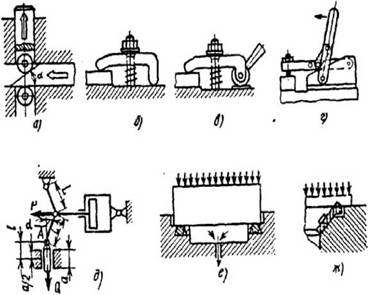
Рис. 8. Зажимные элементы и устройства: а - клиновой; б - винтовой; в - эксцентриковый; г - рычажный; д - рычажный с силовым цилиндром; е, ж - вакуумные
Выполнение сборочных операций обычно не связано с работой оборудования, их легко разделить и скомпоновать в различных сочетаниях. Это дает возможность выравнивать операции по производительности и обеспечить такое распределение работ между отдельными бригадами, которое исключает пролеживание сборочных соединений в ожидании освобождения очередного рабочего места. Продолжительность пролежива-ния определяется путем наблюдения. После этого производится сводный расчет длительности производственного цикла изделия ( форма. [1]
Для выполнения сборочных операций ( особенно при сборке крупных изделий) удобны передвижные и регулируемые по высоте подставки ( рис. 1, г), которые слесарь устанавливает в нужном ему месте и в наиболее удобном положении. [2]
Для выполнения сборочных операций применяют механизированно-ручной и механизированный инструмент с электрическим, пневматическим и гидравлическим приводом. Наибольшее применение находят электрические и пневматические механизированно-ручные инструменты. [3]
Эффективность выполнения сборочной операции оценивается производительностью рабочего места, которая выражается количеством узлов или целых изделий, собираемых в единицу времени. [4]
Перед окончательным выполнением сборочных операций необходимо предварительно собрать детали каркаса на монтажные болты, подготовить стыки к постоянному креплению, и только после этого произвести окончательное закрепление стыков каркаса болтами или сваркой. [5]
При выполнении сборочных операций необходимо: 1) точно выдерживать проектные размеры; 2) правильно и постоянно выдерживать зазоры; 3) точно располагать детали по отношению друг к другу в соответствии с проектом; 4) обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; 5) обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений. [6]
При выполнении сборочных операций требуется повышенная точность позиционирования рабочего органа ПР, а в ряде случаев и управление по усилию сопряжения деталей. Поэтому сборочные роботы, как правило, оснащают системами силомоментаого очувствления. [8]
При выполнении сборочных операций в серийном производстве наиболее эффективно применение сборочного оборудования на базе ПР, используемых для автоматизации операций на всех видах сборочных работ. На сборке под дальнейшую механическую обработку ПР выполняют следующие операции: подача, ориентация и соединение деталей в один комплект; взаимное закрепление деталей, установка и снятие комплекта при обслуживании станков. [9]
При выполнении автоматических сборочных операций важное значение имеет ориентация и базирование деталей, которые зафиксируются в рабочей позиции автомата. Это базирование производится так же, как и в приспособлениях по правилу шести точек. Базирование по одной наружной цилиндрической поверхности валика может производиться либо по образующим в призмах, либо по габариту. Характерным здесь является сборка валиков и роликов цепей. [10]
При выполнении обрубных, опиловочных, шабровочных и сборочных операций во время ремонта пользуются инструментами и механизмами с пневматическим, гидравлическим и электрическим приводом, такими, как пневматические зубила, пневматические и механические опиловочно-зачистные машины, пневматические и механические шаберы, шабрение часто заменяют строганием широкими резцами. Ручную клепку заменяют пневматической. Для разборки и сборки разъемных соединений используют гидропрессы и съемники различной конструкции. [11]
Сопоставляя себестоимости выполнения сборочных операций при различных вариантах их построения, имеем возможность выбрать наиболее рентабельный из них. [12]
Если трудоемкость выполнения сборочной операции Т0 мин. [13]
Эффективность метода выполнения сборочной операции опре деляется производительной мощностью сборочного места; эта производительность оценивается количеством узлов или изделий, проходящих через него в единицу времени ( гл. [14]
Читайте также: