
Какие способы опиливания поверхностей вы знаете кратко
Обновлено: 30.06.2024
Опиливание- это операция, при выполнении которой с поверхности заготовки снимается слой металла (припуск) при помощи режущего инструмента - напильника. Цель опиливания - придание деталям требуемой формы, размеров и заданной шероховатости поверхности.
В практике слесарной обработки чаще других применяются следующие основные виды опиловочных работ: опиливание наружных плоских и криволинейных поверхностей; опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей; опиливание углублений, отверстий, пазов и выступов.
Опиливание выполняется различными напильниками и подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное).Опиливание дает возможность обработать заготовки с точностью до 0,05 мм, а в отдельных случаях даже до 0,01 мм. Припуски при опиливании обычно небольшие - до 1 мм.
Напильники.
Напильник представляет собой режущий инструмент в виде стального закаленного бруска, на поверхности которого имеется специальная насечка, образующая на нем режуще зубцы.
Напильники различают по форме сечения, размерам, видом насечки и числом насечек на один сантиметр рабочей части.По форме сечения напильники разделяются на: плоские тупоносые (а), плоские остроносые (б), трехгранные (в), квадратные (г), полукруглые (д), круглые (е) и т.п.
Форма сечения напильников по их длине, как правило, неодинакова; по направлению от середины к носку она уменьшается. Это делает рабочие грани напильника выпуклыми. Выпуклые грани дают возможность легче устранить местные неровности обрабатываемой поверхности (например, выпуклости).
Плоские напильники используются для опиливания открытых плоскостей и выпуклых поверхностей; трехгранные - для опиливания внутренних углов, трехгранных отверстий, а также плоскостей, недоступных для плоского напильника.

Рис. 49. Виды напильников: а) плоские тупоносые, б) плоские остроносые, в) трехгранные, г) квадратные, д) полукруглые, е) круглые.
Полукруглые напильники при использовании плоской стороны дают возможность опиливать плоскости и острые внутренние углы, а полукруглой - вогнутые поверхности.
Круглые напильники необходимы для распиливания круглых и овальных отверстий, а также вогнутых поверхностей, недоступных для полукруглого напильника.
Основным размером напильника является его длина, т.е. расстояние от конца носка до его хвостовика. Длина напильников колеблется от 100 до 400мм.
Для опиливания деталей в труднодоступных, местах, а также для обработки малогабаритных деталей применяются небольшие по размеру напильники, которые называются надфилями.
Надфили имеют форму сечения, аналогичную напильникам, но отличаются от них размерами и формой хвостовика. Надфили изготавливаются размерами от 40 до 80 мм при общей длине от 80 до 160 мм. Хвостовик имеет круглое сечение и значительную длину; одновременно он является и рукояткой надфиля.
По виду или форме насечек напильники бывают с одинарной (однорядной), двойной(перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяются для обработки цветных металлов, целлулоида, дерева и др.
Одинарная насечка наносится под углом 25-30° по отношению к линии, перпендикулярной к оси напильника.
В напильниках с двойной насечкой сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее - верхнюю неглубокую насечку, называемую вспомогательной; она разделяет основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная - слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу.
У напильников с двойной насечкой основная насечка обычно выполняется под углом наклона 25°, а вспомогательная - под углом 45°. Шаг (расстояние между двумя соседними зубьями) основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника. Вследствие этого при его движении следы зубьев частично перекрывают друг друга, что ведет к уменьшению шероховатости обработанной поверхности, т.е. поверхность получается относительно чистой и гладкой.
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, резина, каучук и др.), т.к. в этом случае снимается крупная стружка. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
По числу зубьев, насеченных на 10 мм длины, напильники разделяются на: 1 - драчевые, имеющие от 4-х до 12 насечек; 2 - личные, имеющие от 13 до 26 насечек; 3 - бархатные, имеющие от 40 до 63 насечек.


Рис. 50. Виды насечек напильников: а) одинарная, б) двойная, в) рашпильная.
Драчевые напильники позволяют снимать за один ход от 0,08 до 0,15 мм обрабатываемого металла и применяются для грубого опиливания, когда необходимо снять припуск до 0,5 мм.
Личные напильники используются для более чистой отделки поверхности (после предварительной обработки драчевым напильником), когда требуется снять припуск не более 0,15 мм. Личные напильники позволяют за один ход снять слой металла толщиной 0,05…0,08 мм; при этом может быть достигнута шероховатость поверхности, соответствующая 7…8 классам чистоты.
Плоские тупоносые напильники на рабочих гранях имеют двойную насечку; при этом на одном ребре имеются одинарные наклонные насечки, а на другом ребре насечки отсутствуют, что делает напильник удобным для опиливания прямых и тупых внутренних углов, когда необходимо, чтобы одну плоскость угла спиливали, а другую оставляли нетронутой.
Приемы опиливания.
При опиливании заготовку укрепляют в тисках так, чтобы она выступала над губками тисков на 5-10 мм; при этом обрабатываемая поверхность устанавливается параллельно губкам тисков.
При зажиме заготовок по обработанным поверхностям на тиски устанавливают накладные губки из меди, алюминия и др. мягких металлов, которые предохраняют поверхность от вмятин.
Положение работающего у тисков зависит от его характера работы. Наиболее удобным положением при опиливании считается такое, при котором корпус рабочего повернут относительно оси тисков под углом 45°, левая нога выдвинута на полшага вперед по направлению движения напильника, а угол между ступнями составляет 60…70°.
Нельзя стоять близко у тисков, т.к. движения при этом будут очень короткими. При большом же удалении от тисков рабочему придется слишком сильно наклоняться вперёд.
Напильник при опиливании удерживают правой рукой за ручку так, чтобы большой палец лежал поверх нее в направлении оси напильника, а остальные четыре пальца поддерживали ручку снизу. Конец ручки должен упираться в мякоть кисти руки у большого пальца. Левую руку накладывают ладонью на носок напильника; пальцы при этом слегка сгибаются.
Во время работы напильник перемещают по обрабатываемой поверхности с усилием только в прямом направлении (от себя).
При обратном движении усилие снимается, и напильник передвигают, не отрывая от поверхности.
Усиление нажима должно соизмеряться с величиной снимаемого слоя металла, размером напильника и его насечкой. При использовании крупнозубых напильников усилив нажима должно быть большим. При работе с мелкозубыми напильниками усилие нажима уменьшается.
Чем больше размер напильника, тем больше должно быть прилагаемое усилие.
При чрезмерном давлении на напильник впадины между зубцами забиваются стружкой, которая спрессовывается и напильник теряет режущую способность ("засаливается").
Нажим на напильник при рабочем движении осуществляют двумя руками, но неодинаково. В начале движения наибольшее усилие осуществляет левая рука. По мере движения напильника вперед усилие нажима левой руки уменьшается, а правой - увеличивается. В конце рабочего хода усилие правой руки должно быть наибольшим.

Рис. 51. Положение тела при опиливании заготовки в тисках.
Такая координация движения рук и балансирование усилий дают возможность сохранять горизонтальное положение напильника во время работы, а сила в месте контакта напильника с поверхностью детали сохраняет постоянную величину.
При несоблюдении этих правил неизбежны "завалы" обрабатываемой поверхности, т.е. по краям поверхность будет опилена больше, чем посередине. Темп движения рук при опиливании должен сохраняться постоянным, примерно 50-60 двойных движений в минуту.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.004)
В практике слесарной обработки наиболее часто встречаются следующие виды опиливания: а) опиливание плоских — сопряженных, параллельных и перпендикулярных поверхностей деталей; б) опиливание криволинейных поверхностей; в) опиливание цилиндрических и конических деталей с подгонкой их по месту.
Каждый вид опиливания начинается, как правило, с проверки припуска на обработку, который мог бы обеспечить изготовление детали по размерам, указанным на чертеже. Проверив размеры заготовки, определяют базу, т. е. поверхность, от которой следует выдерживать размеры детали и взаимное расположение ее поверхностей.
Размер напильника выбирают с таким расчетом, чтобы он был длиннее опиливаемой поверхности не менее чем на 150 мм. Если шероховатость поверхностей на чертеже не указана, опиливание производят только драчевым напильником. При необходимости получить более чистые и гладкие поверхности опиливание заканчивают личным напильником.
Производительность труда при опиливании зависит от последовательности переходов, правильного пользования напильником, а также от применяемых при опиливании приспособлений для закрепления детали и направления напильника.
Опиливание плоских поверхностей. Этот вид опиливания — одна из самых сложных слесарных операций. Если слесарь научится правильно опиливать прямолинейные поверхности, то он без труда опилит и любую другую поверхность. Для получения правильно опиленной прямолинейной поверхности все внимание должно быть сосредоточено на обеспечении прямолинейного движения напильника. Опиливание нужно вести перекрестным штрихом (с угла на угол) под углом 35—40° к боковым сторонам тисков. При опиливании по диагонали не следует выходить напильником на углы заготовки, так как при этом уменьшается площадь опоры напильника и он легко заваливается; нужно чаще менять направление движения напильника.
Рассмотрим последовательность операций при опиливании широких плоскостей — сторон плоскопараллельной прямоугольной плитки (рис. 84).
Перед опиливанием деталь зажимают в тисках так, чтобы обрабатываемая поверхность была расположена горизонтально и выступала на 5—8 мм над губками тисков. Работу начинают с широкой плоскости 1 (рис. 84, а), принимаемой за основную измерительную базу. Черновое опиливание ведут плоским драчевым напильником, а чистовое — плоским личным напильником. Закончив опиливание плоскости, деталь снимают. Проверку правильности плоскости производят линейкой, накладывая ее вдоль, поперек и по диагонали обработанной поверхности. Затем переходят к опиливанию таким же способом второй широкой плоскости 2. При этом параллельность плоскостей 1
и 2 контролируют кронциркулем. Установив на тисках нагуб - ники, опиливают одну из узких плоскостей (ребро 3) и проверяют ее линейкой и угольником от плоскости 1 (рис. 84, б). Затем производится опиливание ребер 4, 5 и 6 (рис. 84, а) с проверкой их от базовой плоскости
1 И первого ребра 4 (рис. 84, в).
Рис. 84. Последовательность опиливания плитки
Опиливание узких плоскостей на тонких деталях представляет значительные трудности. Мелкие и тонкие детали (толщиной до 4 мм) трудно равномерно зажать в тисках, чтобы получить при опиливании ровную плоскость. В целях повышения производительности при этой работе прибегают к склепыванию 3—10 таких деталей в пакеты. Приемы опиливания ребер в таком пакете не отличаются от опиливания плитки с широкими ребрами.
Можно, однако, обойтись и без склепывания тонких деталей, используя при их опиливании приспособления, называемые наметками. К таким приспособлениям относятся: опиловочные призмы, раздвижные рамки, плоскопараллельные наметки, копирные приспособления (кондукторы) и др. Применение наметок облегчает точную установку и закрепление деталей, что позволяет слесарю работать с
Большей уверенностью, без опасения испортить обрабатываемую поверхность или не получить нужный размер. Рабочие части приспособлений (наметок) точно обработаны, закалены и отшлифованы.
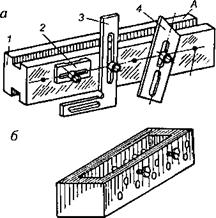
Рис. 85. Опиливание узких граней с помощью приспособлений: а — опиловочная призма; б — опиливание в наметке-рамке
Опиловочная призма состоит из корпуса 1 (рис. 85, а), на боковой поверхности которого жестко закрепляются прижим 2, угольник 3 и линейка 4. Угольник или линейка используются для правильной установки обрабатываемой детали, а прижим — для ее открепления. Поверхность Л корпуса призмы служит направляющей для напильника. Слой металла заготовки, подлежащий снятию, должен выступать над плоскостью А корпуса призмы. Корпус опиловочной призмы закрепляют в слесарных тисках в горизонтальном положении.
Рис. 86. Раздвижные параллели: а — рамка; б — параллельный угольник
Опиливают узкую поверхность заготовки до уровня рабочей кромки рамки.
Раздвижную рамку следует устанавливать в тиски таким образом, чтобы она опиралась на губки «тисков двумя парами штифтов 3, которые впрессованы в наружные боковые грани брусков 1. Расстояние между направляющими планками должно быть больше, а между штифтами — меньше ширины губок тисков.
Рис. 87. Применение плоскопарал - ляет собой зака - лельной наметки при опиливании ленную пласти-
Плоскопараллельная наметка представ-
Для опиливания заготовок под прямым углом пользуются раздвижным параллельным угольником (рис. 86, б).
Г-образными выступами 1 и 2 (рис. 87). На такой наметке можно опилить четыре стороны (кромки) заготовки под углом 90е, не контролируя правильности углов в процессе работы.
При установке наметка должна лечь выступом 1 на неподвижную губку. Затем располагают обрабатываемую тонкую заготовку 4 между подвижной губкой тисков и плоскостью 3 наметки, упирая ее ребро в выступ 2. Слегка зажав тиски, легким постукиванием по заготовке совмещают нанесенную на ней разметочную риску с верхней кромкой наметки. После этого окончательно зажимают заготовку в тисках и начинают опиливание под углом 25—30° к боковым сторонам тисков (заготовки). Если работа производится драчевым напильником то, не доходя 0,3 мм до верхней поверхности наметки, его откладывают и продолжают опиливание личным напильником и работают им до тех пор, пока кромка заготовки не сравняется с верхней поверхностью наметки.
Проверка кромки, опиленной этим способом, при помощи лекальной линейки покажет, что она строго
Рис. 88. Опиливание тонких заготовок и деталей: а — на деревянном бруске; б — пна деревянном бруске с прижимом; в — в металлических уголках
Прямолинейна: между кромкой и линейкой просвета не будет. Для опиливания второй кромки по разметочной риске заготовку переставляют в новое положение так, чтобы обработанная кромка прилегла к выступу 2 намотки, а риска совпала с верхней поверхностью наметки. С помощью плоскопараллельной наметки можно опиливать прямолинейные участки заготовки, а также поверхности, расположенные под разными углами.
Боковые стороны тонких заготовок опиливают на зажатом в тисках бруске из твердого дерева (рис. 88, а). Мелкие детали можно опиливать с помощью прижимов (рис. 88, б). Заготовки, длина которых превышает длину губок тисков, при обработке зажимают между двумя металлическими уголками или деревянными брусками (рис. 88, в).
Опиливание плоскостей, сопряженных под углами.
Обработку наружных углов производят плоскими напильниками, внутренние углы в зависимости от их величины можно обрабатывать плоскими трехгранными, квадратными, ножовочными и ромбовидными напильниками: При этом обычно пользуются напильниками с одной гладкой стороной, чтобы при опиливании второй сопряженной плоскости не испортить насеченной частью напильника ранее обработанную плоскость.
Опиливание криволинейных поверхностей. Криволинейные поверхности деталей машин и изделий разделяются на выпуклые и вогнутые. Обычно опиливание таких поверхностей связано со снятием значительных припусков. Поэтому, прежде чем приступить к опиливанию, следует разметить заготовку, а затем выбрать наиболее рациональный способ удаления лишнего металла: в одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д.
Рис. 89. Отделочное опиливание носка молотка личным напильником
Излишне большой припуск на опиливание ведет к увеличению времени на выполнение задания; малый припуск создает опасность порчи детали.
Выпуклые поверхности опиливают плоскими напильниками вдоль и поперек выпуклости. На рис. 89 показаны приемы опиливания носка слесарного
молотка. При движении напильника вперед вдоль выпуклости правая рука должна опускаться вниз, а носок напильника — подниматься вверх. Такие движения обеспечивают получение плавного закругления поверхности, без углов, с обработочными штрихами, направленными вдоль кривизны поверхности.
Рис. 90. Опиливание вогнутой поверхности круглым напильником
При поперечном опиливании выпуклой поверхности напильнику сообщают кроме прямолинейного движения еще и вращательное.
Вогнутые поверхности опиливают круглыми, полукруглыми и овальными напильниками (рис. 90). При этом также сочетаются два движения напильника — прямолинейное и вращательное, т. е. каждое движение напильника вперед сопровождается небольшим перемещением его правой рукой на 1/4 оборота вправо или влево.
Часто значительную часть металла при выполнении этой работы из целого куска удаляют вырезанием ножовкой. Затем плоским или квадратным напильником распиливают грани, а полукруглым или круглым напильником спиливают выступ, приближаясь к разметочной риске (рис. 90).
Профиль сечения полукруглого напильника необходимо подобрать с таким расчетом, чтобы его радиус был меньше, чем радиус распиливаемой поверхности.
Перпендикулярность поверхности к торцу заготовки проверяют угольником.
Опиливание цилиндрических и конических заготовок. Цилиндрические стержни иногда приходится опиливать с целью уменьшения их диаметра. В ряде случаев из куска нецилиндрического материала (квадрат, шестигранник) опиливанием получают цилиндрическую деталь.
Длинные заготовки стержней, с которых необходимо снять большой слой металла, зажимают в тисках в горизонтальном положении и опиливают, раскачивая напильник в вертикальной плоскости и часто поворачивая заготовку. Если заготовка короткая и с нее необходимо снять тонкий слой металла, то ее зажимают в тисках в вертикальном положении и опиливают, также сильно раскачивая напильник, но в горизонтальной плоскости. Чтобы не портить напильником губки тисков, следует надевать на стержень металлическую шайбу или же ставить напильник на губки тисков ненасеченным ребром (рис. 91, а).
Стержни диаметром менее 12 мм удобнее опиливать при закреплении заготовки в ручных тисках. Стержень при этом укладывается в желобок закрепленного в слесарных тисках деревянного бруска. Поворачивая ручные тиски навстречу рабочему движению напильника, производят опиливание цилиндрической поверхности заготовки (рис. 91, б).
Для получения, например, шейки валика диаметром 12 мм (рис. 91, в) вначале спиливают ее на квад-
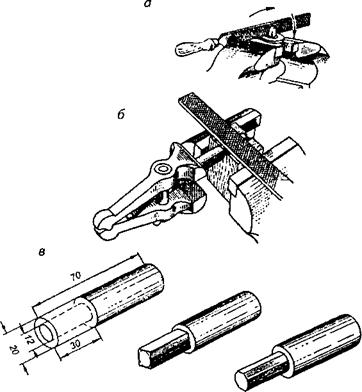
Рис. 91. Приемы опиливания цилиндрических поверхностей
Рат со стороной больше диаметра шейки (которую нужно получить после обработки) на удвоенную величину припуска. Затем у квадрата опиливают углы, получая восьмигранник, а из восьмигранника, сняв углы, получают шестнадцатигранник. После этого методом последовательного приближения добиваются получения цилиндрической шейки валика требуемого диаметра.
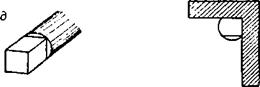
Рис. 92. Приемы опиливания квадрата на цилиндрическом стержне
Значительный по величине слой металла (до получения восьмигранника) снимают драчевым напильником; после получения восьмигранника пользуются личным напильником. Проверку правильности опиливания производят штангенциркулем или кронциркулем в нескольких местах.
Опиливание заготовки на квадрат следует выполнять в такой последовательности. Закрепив заготовку в тисках в горизонтальном положении, опиливают первую грань квадрата (рис. 92, а).
Таким же способом опиливают и вторую грань квадрата параллельно первой грани (рис. 92, б). Расстояние между гранями и их параллельность проверяют штангенциркулем (рис. 92, в). После этого обрабатывают третью грань квадрата и проверяют ее положение угольником (рис. 92, г). Наконец, таким же образом опиливают четвертую грань, проверяя ее положение угольником (рис. 92, д) и штангенциркулем на параллельность.
§ 22. Технология опиливания заготовок из металла и пластмассы
Опиливание — это срезание с заготовок небольшого слоя металла (припуска) с помощью напильников для получения точных размеров, указанных в чертеже.
Напильник – это многорезцовый режущий инструмент, изготовленный из специальной инструментальной стали (рис. 1).
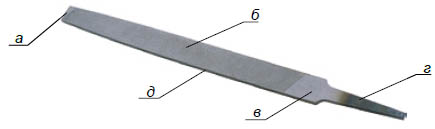
Рис. 1. Строение напильника: а – носок; б – рабочая грань; в – пята; г – хвостовик; д – ребро
На его поверхности выполнены насечки в виде большого количества маленьких зубцов, каждый из которых имеет форму клина (рис. 2).

Рис. 2. Схема режущей части напильника
При движении по поверхности заготовки каждый зубец напильника действует как резец, снимая при этом с нее слой материала.
Напильники различают по форме поперечного сечения, виду насечки, числу зубьев насечки на 10 мм длины, длине рабочей части.
1. По форме поперечного сечения напильники бывают плоские, полукруглые, квадратные, трёхгранные, круглые, ромбические и ножевые (рис. 3).

Рис. 3. Виды напильников по форме поперечного сечении и примеры их применения: а — плоский; б — полукруглый; в — квадратный; г — трёхгранный; д — круглый; е — ромбический; ж — ножевой
2. По виду насечки напильники могут быть с одинарной, двойной и рашпильной насечками (рис. 4). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).

Рис. 4. Формы насечек напильников: а — одинарная; б — двойная; в — рашпильная
3. По числу зубьев на 10 мм длины промышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5. Напильники номер 0 и 1 — драчёвые — имеют крупную насечку: 5. 12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя металла за один ход драчёвого напильника 0,2. 0,5 мм (рис. 5, в).
Напильники номер 2 и 3 — личные — имеют среднюю насечку: 13. 26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчёвым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1. 0,3 мм (рис. 5, б).
Напильники номер 4 и 5 — бархатные — имеют насечку 42. 80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005. 0,01 мм (рис. 5, а).
.jpg)
Рис. 5. Виды напильников: а – бархатный; б – личный; в – драчевый
По длине рабочей части напильники бывают: от 100 до 400 мм. При опиливании выбирают напильник примерно на 150 мм длиннее обрабатываемой заготовки.
При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили (рис. 6 и 7). Это небольшие напильники длиной 80 . 160 мм, толщиной или диаметром 2. 3 мм. Надфили имеют насечку 20. 112 зубьев на 10 мм длины.


Рис. 6. Надфили
Рис. 7. Виды надфилей: а – схематическое изображение; б – общий вид
Обработку заготовок из древесных материалов напильниками осуществляют после надежного крепления их в зажимных устройствах. Для этого используют слесарные тиски, струбцины, зажимы столярного верстака и т. п. Чтобы не повредить заготовку при креплении ее в слесарных тисках, между ней и губками тисков размещают прокладки из картона или алюминия (рис. 8).
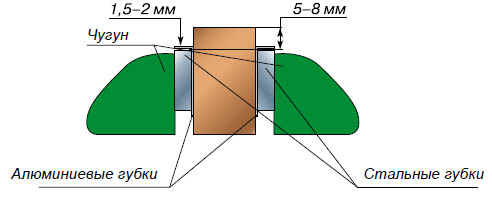
Рис. 8. Крепление заготовки в слесарных тисках
Удобное и надежное крепление заготовки из фанеры или ДВП для их обработки напильниками можно осуществить, используя для этого приспособление, изображенное на рисунке 9.
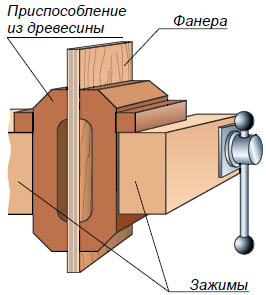
Рис. 9. Крепление заготовки в приспособлении
Важное значение при работе напильниками имеет правильная организация рабочего места. В первую очередь, следует отрегулировать высоту кишки верстака. Вспомни, как это сделать на комбинированном верстаке и на столярном.
При креплении заготовки в слесарных тисках рабочее место должно соответствовать росту работающего. Туловище работающего при этом должно быть размещено в пол-оборота к закрепленной для обработки заготовке, а ступни ног – находиться на расстоянии 20. 30 см одна от другой (рис. 10).
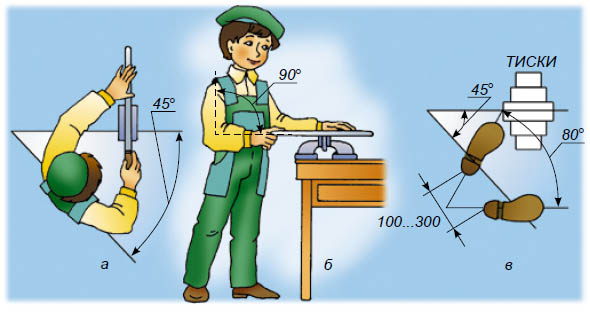
Рис. 10. Положение при опиливании: а – туловища; б – корпуса тела человека; в – ступней ног
Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника , отступив от края 20. 30 мм.
Напильник берут в правую руку так, чтобы большой палец лежал сверху вдоль ручки, а ладонь упиралась в ее конец. Остальными пальцами поддерживают ручку снизу. Ладонь левой руки кладут на конец напильника (рис. 11).
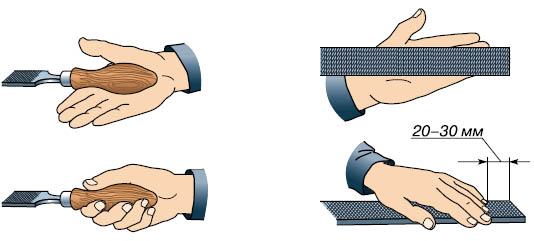
Рис. 11. Положение правой и левой руки при опиливании
При опиливании параллельных плоскостей сначала обрабатывают одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают её.
При обработке заготовок следует время от времени изменять направление движения напильника. Например, после применения поперечного опиливания (рис. 12, а), позволяющего снимать большие припуски, применяют продольное опиливание (рис. 12, б), которое обеспечивает прямолинейность обрабатываемой плоскости.

Рис. 12. Приёмы рпиливания заготовок: а — поперечное; 6 — продольное; в — круговое; г — перекрёстным штрихом
Круговое опиливание (рис. 12, в) применяют для снятия небольших припусков при окончательной отделке поверхности.
Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрёстным штрихом (рис. 12, г).
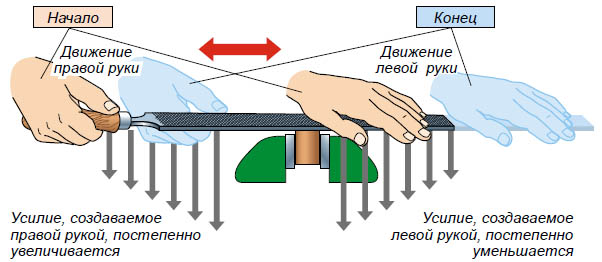
Рис. 13. Распределение усилий правой и левой руки при опиливании
При опиливании заготовок из сортового проката необходимо строго соблюдать правила безопасной работы. Они такие же, как при зачистке деталей из тонколистового металла и проволоки.
При опиливании заготовки из пластмассы драчёвые напильники и напильники с рашпильной насечкой, как правило, не применяют. Предварительное опиливание ведут личными напильниками, а окончательную доводку выполняют бархатными. Мелкие элементы заготовки обрабатывают надфилями.
Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, и его штрихов (следов) на обрабатываемой поверхности должно изменяться (рис. 14).
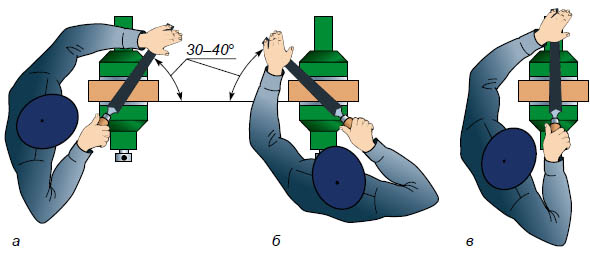
Рис.14. Способы опиливания: а – слева направо; б – справа налево; в – прямо
При опиливании фанеры и ДВП насечка напильников быстро забивается отходами. Рабочую поверхность таких напильников очищают специальной металлической щеткой - карчеткой (корд-щёткой) , двигая ее вдоль нанесенных на напильник насечек (рис. 16).
Рис. 16. Очистка напильника металлической щеткой
Более качественную обработку поверхности и подготовку ее к отделке производят шлифовальными шкурками.
Правила безопасного труда при опиливании заготовок из древесных материалов:
1. Необходимо правильно организовывать рабочее место.
2. Пользоваться лишь исправным инструментом и приспособлениями.
3. Заготовку нужно надёжно закреплять в тисках.
4. Ручка должна быть крепко насажена на хвостовик напильника. Запрещается работать напильником без ручки, с расколотой ручкой или без кольца на ручке. Она не должна иметь трещин, сколов, а кольцо должно крепко держаться на ручке.
5. Крепить ручку на хвостовике следует так, как показано на рисунке 17, а и б.
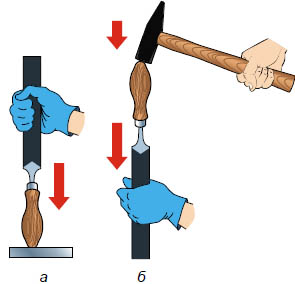
Рис. 17. Закрепление ручки на напильнике
6. Снимать ручку с напильника нужно так, как показано на рисунке 18, а и б.
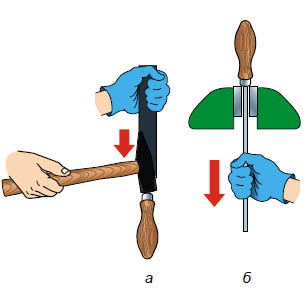
Рис. 18. Снятие ручки с напильника
7. При опиливании нужно следить, чтобы пальцы рук не попадали в промежуток между инструментом и обрабатываемой заготовкой.
8. Нельзя поджимать пальцы нерабочей руки под носик напильника, так как при холостом ходе (при движении назад) можно задеть заготовку и поранить руку.
9. Необходимо быть внимательным, не отвлекаться во время работы.
10. Нельзя проверять пальцами качество опиливаемой поверхности.
11. Нельзя дотрагиваться до острых кромок и металлических заусенцев.
12. Опилки и другие отходы убирать специальной щеткой-смёткой. Запрещается сдувать их или сметать рукой.
13. Закончив работу, следует очистить напильник корд-щёткой, убрать рабочее место щёткой-смёткой.
Практическая работа "Опиливание заготовок из металла и пластмасс"
- Выправьте на правильной плите одну из вырубленных заготовок деталей: отвёртки (см. рис. 19, а), шаблона (см. рис. 19, б)
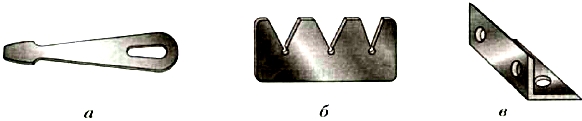
Рис. 19. Изделия из сортового проката: а — отвёртка; 6 — шаблон для контроля углов: в — крепёжный уголок
- Надёжно закрепите металлическую заготовку в тисках и опилите её наружные поверхности.
- Выберите напильники нужного профиля и обработайте фигурное отверстие одной из деталей.
- Опилите наружные поверхности пластмассового корпуса вешалки-крючка (см. рис. 20) или пластмассовой детали своего творческого проекта.

Рис. 20. Вешалка-крючок
Новые слова и понятия
Опиливание; напильники (драчёвые, личные и бархатные); надфиль, карчетка.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.

Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.

Рис. 1. Напильники.
а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 55 0 , а верхняя — под углом 70 0 . Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:

Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.

Рис. 2. Насечка и зубья напильников.
а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.

Рис. 3. Специальные напильники.
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).

Рис. 4. Напильники-диски.
а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.

Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).

Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)

Рис. 7. Отделка поверхности напильником.
а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
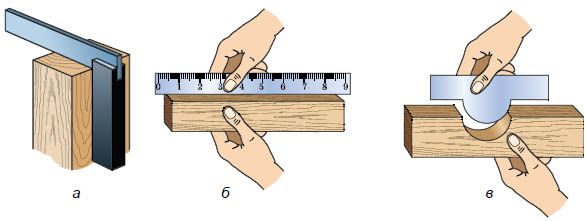
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Опиливание металла. Инструмент опиливания. Правила опиливания

Опиливание это обработка металла режущим инструментом – напильником, с помощью которого с поверхности детали/заготовки снимают слой металла. Тем самым придают детали не обходимые размеры,заданную форму, требуемые точность и шероховатость поверхности.
Опиливанию в слесарном деле подвергаются:
- наружные плоские и криволинейные поверхности
- наружные и внутренние, сложные фасонные поверхности
- углубления
- отверстия
- пазы
- выступы
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное). Черновое и чистовое опиливание выполняют разными напильниками.
Напильники изготавливают из инструментальной и углеродистой сталей.
Длиной напильника считается только длина его насеченной части (рабочая длина). Напильники изготавливают длиной от 100 до 400 мм.
Инструмент опиливания – виды
Величину насечки напильника выбирают в зависимости от толщины снимаемого слоя,требуемой чистоты поверхности и точности обработки.
Напильники с рашпильной насечкой применяют для обработки дерева, кожи, каучука, резины, кости и т.п. Рашпилем опиливают баббиты, свинец, цинк и другие металлы.
Напильники с одинарной насечкой применяют для обработки мягких металлов (латуни, цинка, баббиты, свинца и т.д.), а так же для обработки дерева.
Напильники с двойной насечкой применяют для обработки стали и чугуна. Мягкие металлы не рекомендуют опиливать “бархатными” напильниками, так как их зубья быстро забиваются стружкой и перестают резать.
Длину напильника выбирают в зависимости от величины обрабатываемой поверхности. Чем она больше, тем больших размеров должен быть напильник. Длина напильника должна быть не менее, чем на 150 мм, больше длины опиливаемой поверхности.
Приемы опиливания.
Наибольшая производительности труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего. Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.
Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45 градусов с линией, проходящей через губки тисков.
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точи контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе(от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Опиливание поверхности обычно заканчивают ее отделкой. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкурой, которой обертывают напильник, и абразивными брусками. При этом направление движения напильника может быть поперечным, продольным или круговым штрихами.
Читайте также:
- Чем отличаются водоросли от других растений кратко и понятно
- О чем писал бродский в своих стихах кратко
- К числу основных принципов деятельности школы относится принцип непрерывности образования
- Что такое электризация кратко
- Формы организации учебной деятельности в начальной школе в свете требований фгос