
Как вытачивают конические и фасонные поверхности кратко
Обновлено: 05.07.2024
Проверка присутствующих учащихся, наличие рабочей формы.
- Чем отличается шкант от нагеля (по назначению)?
- На какую глубину сверлится отверстие под шкант?
- Какие приспособления применяются на деревообрабатывающем станке для крепления коротких заготовок?
С3.ообщение темы урока и цели урока. Изложение программного материала.
а) Получение конических деталей.
Учитель: при изготовлении деталей на токарном станке отмечаем характерную особенность: относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружности.
Точение (токарная обработка)- это обработка снятием стружки поверхностей тел вращения. Характеризуется вращательным движением заготовки (главное движение) и поступательным движением инструмента резца (подача).
Как же получить коническую деталь? Сначала познакомимся с фигурой-конусом.
Конус - геометрическое тело, образованное вращением прямоугольного треугольника около одного из его катетов. Боковая поверхность конуса есть часть конической поверхности конуса (показ демонстрационных фигур конуса и усеченного конуса).
Для получения конической детали необходимо:
Полукруглой стамеской (рейер) выполнить черновое точение с припуском 5-8 мм;
Выполнить чистовую обработку косой стамеской ( майзель) от большого диаметра к меньшему волокна древесины при этом хорошо подрезаются и не задираются. [1]
Учитель раздает несколько деталей конической формы учащимся для изучения, визуального наблюдения.
б) Получение фасонных деталей.
Учитель: Для обработки фасонных изделий применяют различные стамески, чтобы получить конические, цилиндрические, сферические и другие поверхности. Показывает плакат с профильными стамесками и какие поверхности с их помощью можно изготовить. При вытачивании фасонных изделий, кроме различных стамесок , можно применять профильные резцы (демонстрирует образцы резцов). Режущая кромка резца имеет профиль детали. Контроль размеров и формы обрабатываемой заготовки осуществляется после полной остановки станка калибрами, штангенциркулем, копиром, нутромером и т.д. Окончательная доработка фасонных поверхностей производится шлифовальной шкуркой, а полировка- бруском из древесины. [2]
4. Закрепление материала.
а) Чтение технологических карт.
Учитель: Прежде, чем приступить к практической работе, давайте вспомним, что такое технологическая карта, каково её предназначение и состав. Предлагается учащимся прочесть технологические карты изготовления деталей настольного подсвечника (технологические карты №1,2,3,4), способы контроля размеров деталей подсвечника.
б) Беседа по вопросам:
-Как удобнее контролировать диаметр в поперечном сечении? (не снимая детали со станка)
-Как получить коническую деталь?
-Способы контроля размера длины заготовки на токарном станке.
5. Практическая работа.
Выполнение задания: изготовление настольного подсвечника.
Учитель разбивает класс на 5 бригад. Проводит вводный инструктаж по охране труда при работе на токарном станке, при изготовлении данного изделия.
-Каждая бригада получает технологическую карту (технологические карты №1,2,3,4) своей детали и выбирает заготовку по полученной технологической карте.
- Вытачивает деталь согласно технологической карте.
- Зачищает деталь шлифовальной шкуркой.
- Обрезает и защищает торцы детали.
- Одна из бригад выпиливает узор и подготавливает шипы соединения.
- Последняя бригада проводит сборку подсвечника согласно технологическому процессу (технологическая карта №5).
Фасонная поверхность формируется при вращении криволинейной образующей вокруг оси. Она может быть сложной или простой формы. В первом случае образующая состоит из небольших участков с разной кривизной, которые соединены прямыми линиями, а во втором образующая представляет собой дугу. Такие поверхности обрабатываются на станках токарной группы следующими способами:
- путем использования ручной подачи инструмента;
- посредством фасонных резцов;
- при помощи специальных приспособлений для фасонного точения;
- комбинирование вышеперечисленных методик между собой с целью улучшить точность и повысить производительность мехобработки.
Фасонные резцы: виды и их особенности
Фасонный резец — металлорежущий инструмент, в котором форма режущей кромки повторяет профиль готового изделия. Самый простой вариант такого инструмента — стержневой резец. В зависимости от конструкционных особенностей такие резцы могут быть:
- предназначенными для точения вогнутых поверхностей;
- призматическими;
- дисковыми.

Первый вид фасонных резцов характеризуется простотой и недорогим производством. При этом их режущая пластинка стачивается уже после нескольких переточек. Это проявляется в уменьшении высоты резца по центру при установке, отчего инструмент становится неподходящим для дальнейших работ. Из этого следует, что стержневые резцы данного вида используются на единичном или серийном производстве.
У призматических резцов роль передней поверхности выполняет торец бруска, используемого для изготовления инструмента, а их задний угол формируется в результате наклона резца при фиксации в державке. К их преимуществам относится возможность крепкой фиксации на станке, а к недостаткам — сложность изготовления.
Дисковые резцы характеризуются несложной конструкцией, за счет чего упрощается процесс их изготовления. Главное их преимущество заключается в том, что они не затягиваются в заготовку в процессе точения, следовательно, металлоизделие получается высококачественной.
Точение фасонных поверхностей
Фасонная поверхность — поверхность, полученная либо криволинейной образующей, либо сочетанием прямолинейных образующих, которые располагаются под разным наклоном относительно оси детали, либо комбинацией прямолинейных и криволинейных образующих. К ним относятся винтовые канавки, зубья шлицев и шестерен и прочее.

На токарных станках сложную фасонную поверхность можно получить четырьмя способами:
- посредством ручной подачи резца (продольной, поперечной) и подгонкой профиля обрабатываемой поверхности с использованием шаблона;
- путем использования подач, а также копирных устройств и приспособлений, позволяющих выполнить необходимую обработку;
- при помощи фасонных резцов, которые имеют профиль, аналогичный профилю требуемой детали;
- за счет сочетания вышеперечисленных методов повышается точность и увеличивается производительность обработки деталей.
Разновидности фасонных резцов
Фасонный резец — это инструмент с режущей кромкой, повторяющей профиль обрабатываемой поверхности. Исходя из этого, различают:
- фасонные резцы для вогнутой поверхности — простой и недорогой инструмент, передняя поверхность которого после нескольких переточек становится непригодной для дальнейшей работы. Стачивание пластинки резца негативно сказывается при его установке: за счет уменьшения высоты по центру инструмент становится неподходящим для выполнения последующих работ. Следовательно, фасонные резцы больше всего подойдут при единичном/серийном производстве, когда профиль требуемой поверхности не имеет сложностей;
- призматические фасонные резцы — непростой в плане конструктивного исполнения инструмент. Его передней поверхностью является торец бруска, используемого для изготовления резца. Образование заднего угла обусловлено расположением инструмента в державке под углом. Для его крепления предусмотрен специальный уступ — ласточкин хвост, и винт, обеспечивающий необходимую жесткость;
- дисковые фасонные резцы — их ширина не превышает, как правило, 40 мм (исключение — инструмент до 100 мм). Для создания требуемого заднего угла передняя поверхность резца размещается на определенную величину ниже его оси. При понижении, составляющем 1/10 диаметра режущего инструмента, задний угол получается приблизительно 12°. В большинстве случаев передний угол составляет 0°. В таком исполнении изготовление резца существенно упрощается, а в процессе работ он не затягивается в обрабатываемую деталь, что способствует улучшению качества обработки.
Тонкости обработки фасонных поверхностей
Чтобы получить заданный профиль обрабатываемой заготовки, следует уделить внимание установке резца: режущая кромка должна располагаться на одном уровне с высотой центров токарного станка. Правильность положения при виде сверху проверяется посредством небольшого треугольника. Одно его ребро следует приложить вдоль оси цилиндрической поверхности заготовки, а другое нужно подвести к боковой стороне резца. При этом между инструментом и угольником не допускается неравномерный просвет.
Правил закрепления фасонных резцов следует придерживаться с особой ответственностью.
Что касается подачи фасонного резца, то она зачастую производится вручную. При этом ее величина зависит:
- от ширины режущего инструмента:
- при 10-20 мм наибольшая подача 0,05 мм/об;
- при 20 мм и выше наибольшая подача 0,03 мм/об;
- от диаметра обрабатываемой детали — чем он меньше, тем меньше подача;
- от расположения обрабатываемого участка заготовки относительно патрона/задней бабки — при минимальном расстоянии рекомендуется выбирать большую подачу, чем при максимальном.
Обработка фасонных деталей в зависимости от подачи
Одновременное действие поперечной и продольной ручной подачи осуществляется в случае точения относительно больших по площади фасонных поверхностей либо при обработке небольшого числа деталей. Если использовать более традиционные способы, то для первого варианта потребовался бы довольно широкий резец, который бы при обработке вызывал серьезные вибрации детали, а для второго варианта изготовление фасонного резца вообще нецелесообразно.
Для снятия припуска используется проходной или чистовой резец. При этом продольные салазки суппорта вручную перемещают влево, а поперечные, вместе с тем, — вперед и назад. Сравнительно малые фасонные поверхности обрабатывают следующим образом: продольная подача осуществляется посредством задействования верхних салазок суппорта, направляющие которого располагаются параллельно центровой линии токарного станка; поперечная — посредством поперечных салазок. В обоих случаях траектория передвижения вершины режущего инструмента будет кривой.
Правильное соблюдение соотношения величин продольной подачи и поперечной при нескольких проходах придаст обрабатываемой заготовке нужную форму. Чтобы качественно выполнять подобную работу требуется определенные навыки и опыт. Квалифицированные токари при обработке сложных поверхностей включают автоматическую продольную подачу, параллельно с ней вручную перемещая поперечный суппорт.
Нюансы работы со специализированным режущим инструментом
Для достижения поставленной цели — получения конкретного профиля детали — резец нужно правильно установить на станке. Это означает, что высота расположения лезвия должна соответствовать высоте центров. Установку инструмента можно проверить при помощи небольшого угольника. Для этого, прежде всего, на резец нужно смотреть сверху. Одна сторона угольника должна располагаться вдоль металлоизделия, а вторая сторона подводится к боковой стороне или к торцу (для призматического или дискового инструмента соответственно). В результате между угольником и резцом должен быть равномерный просвет.
К установке резцов фасонного типа нужно подходить с особой ответственностью, следуя общим правилам. Например, такой инструмент подается в большинстве случаев вручную. При этом подача не может превышать 0,05 мм/об, если ширина резца находится в пределах 10-20 миллиметров, и 0,03 мм/об, если резец шире 20 мм. Величина подачи определяется диаметром заготовки: с увеличением диаметр увеличивается подача.
Виды фасонных резцов и их основные характеристики
Фасонный резец, по сути, является инструментом, чья режущая кромка в точности повторяет профиль обрабатываемой поверхности, то есть она имеет криволинейную либо ступенчатую форму. Основные виды подобных резцов представлены на рисунке 1. Это инструменты, которые предназначены для изготовления фасонных деталей.

Рисунок 1. Основные типы фасонных резцов
Тонкости процесса точения
Отдельно следует акцентировать внимание на точении фасонных деталей, когда параллельно воздействует поперечная и продольная подача, осуществляемая станочником вручную. К такому способу мехобработки прибегают, если нужно изготовить малую партию деталей или обрабатываемая поверхность имеет малые размеры. Что касается первого случая, то изготавливать обычный фасонный резец невыгодно с экономической точки зрения, а для реализации второго варианта может понадобиться инструмент с нестандартными габаритами, который вызывает сложности в эксплуатации (например, образование вибраций).
Чтобы снять требуемый слой металла с заготовки используется либо чистовой, либо проходной резец. Продольные салазки смещаются в левую сторону, а поперечные — в правую сторону и назад. Если необходимо обработать поверхность, характеризующуюся малыми габаритами, то продольная подача реализуется за счет суппорта, который устанавливается таким образом, что его направляющие оказываются параллельными центровой линии оборудования. Поперечная подача в этом случае осуществляется поперечными салазками суппорта. Вершина инструмента, независимо от способа обработки, перемещается по кривой.
Обрабатывать детали с фасонными поверхностями — достаточно сложная задача, требующая от станочника определенных умений и опыта. Высококвалифицированные токари предпочитают использовать автоматическую продольную подачу, параллельно осуществляя поперечную подачу вручную. Полностью автоматизировать эти процессы можно при помощи специальных копировальных приспособлений. Их использование особенно актуально при обработке больших партий деталей.
Перейти к списку статей >>
Обработка точением поверхностей заготовок
Точение
— технологический процесс обработки резанием наружных, внутренних цилиндрических, винтовых, конических и фасонных, а также плоских торцовых поверхностей тел вращения. Точение ведут токарными резцами на металлорежущих станках, как универсальных, так и специальных, включая станки с числовым программным управлением (ЧПУ). Кроме того, обработку выполняют на карусельных и револьверных станках, токарных полуавтоматах, автоматах и автоматических линиях.
Особенность технологического процесса обработки заключается в том, что режущий инструмент имеет одно главное лезвие. На протяжении всего периода резания лезвие резца обрабатывает заготовку, находясь в условиях больших нагрузок и высоких температур.
При точении существует два вида движения: вращательное — вокруг оси заготовки, и поступательное — вдоль ее оси. Вращательное движение
заготовки количественно характеризуется окружной скоростью обрабатываемой поверхности, называемой скоростью резания.
Поступательное движение
вдоль оси заготовки, придаваемое инструменту, является движением продольной подачи. Оба вида движения осуществляются с постоянной скоростью, а их сочетание придает траектории движения точек лезвия резца вид винтовой линии. За каждый оборот заготовки лезвие токарного резца перемещается из положения 1 в положение 2 вдоль ее оси на размер подачи s0 и удаляет с нее один виток слоя металла (рис. 30.1). Ширина срезаемого слоя определяется глубиной резания t.

Произведение скорости, подачи и глубины резания равно скорости съема объема металла, которая является параметром для определения эффективности процесса резания. Скорость резания и подача
— два наиболее важных параметра, устанавливаемых оператором в целях достижения оптимальных условий резания.
Глубина резания
— это толщина снимаемого припуска, характеризуемая расстоянием между обрабатываемой и обработанной поверхностями.
Обычно диапазон значений скорости резания — 0,005…3,5 м/с. Минимальное значение подачи составляет 0,0125 мм/об, а для очень тяжелых режимов резания — 2,5 мм/об. Глубина резания может достигать 25 мм и более.
Разновидностью токарной обработки заготовок являются растачивание отверстий и обработка торцовых плоскостей.
Растачивание проводят по той же принципиальной схеме, что и наружное точение. Особенностью растачивания отверстий является ограниченный обзор зоны резания и малая жесткость расточного резца. Под действием сил резания инструмент изгибается и вибрирует, что влияет не только на размеры и шероховатость обрабатываемой поверхности, но и на стойкость режущего инструмента.
Для повышения точности выполняемых отверстий и качества обработанных поверхностей вместо расточного резца консольного типа предпочтительнее использовать более жесткие расточные оправки, в которых закреплены два резца (рис. 30.2). В процессе механической обработки расточной станок сообщает оправке два вида движения: вращательное — вокруг ее оси, и поступательное — вдоль оси. При этом окружная скорость вращения вершин резцов является скоростью резания.

Точение торцовых плоскостей заготовок удобно выполнять токарными резцами. В этом случае механическая обработка может осуществляться при перемещении резца как от периферии к центру вращения заготовки, так и от оси к периферии.
Коническая поверхность характеризуется следующими параметрами (рис. 4.31): меньшим d и большим D диаметрами и расстоянием l между плоскостями, в которых расположены окружности диаметрами D и d. Угол а называется углом наклона конуса, а угол 2α — углом конуса.

Отношение K= (D - d)/l называется конусностью и обычно обозначается со знаком деления (например, 1:20 или 1:50), а в некоторых случаях — десятичной дробью (например, 0,05 или 0,02).
Отношение Y= (D - d)/(2l) = tgα называется уклоном.
Способы обработки конических поверхностей
При обработке валов часто встречаются переходы между поверхностями, имеющие коническую форму. Если длина конуса не превышает 50 мм, то его обработку можно производить врезанием широким резцом. Угол наклона режущей кромки резца в плане должен соответствовать углу наклона конуса на обработанной детали. Резцу сообщают поперечное движение подачи.
Для уменьшения искажения образующей конической поверхности и уменьшения отклонения угла наклона конуса необходимо устанавливать режущую кромку резца по оси вращения обрабатываемой детали.
Следует учитывать, что при обработке конуса резцом с режущей кромкой длиной более 15 мм могут возникнуть вибрации, уровень которых тем выше, чем больше длина обрабатываемой детали, меньше ее диаметр, меньше угол наклона конуса, чем ближе расположен конус к середине детали, чем больше вылет резца и меньше прочность его закрепления. В результате вибраций на обрабатываемой поверхности появляются следы и ухудшается ее качество. При обработке широким резцом жестких деталей вибрации могут отсутствовать, но при этом возможно смещение резца под действием радиальной составляющей силы резания, что приводит к нарушению настройки резца на требуемый угол наклона. (Смещение резца зависит от режима обработки и направления движения подачи.)
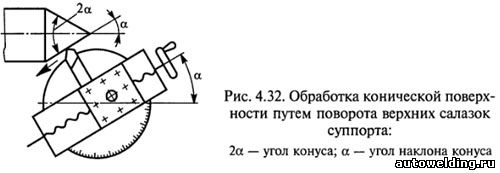
Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем (рис. 4.32) на угол α, равный углу наклона обрабатываемого конуса. Подача резца производится вручную (рукояткой перемещения верхних салазок), что является недостатком этого метода, поскольку неравномерность ручной подачи приводит к увеличению шероховатости обработанной поверхности. Указанным способом обрабатывают конические поверхности, длина которых соизмерима с длиной хода верхних салазок.
Коническую поверхность большой длины с углом α= 8. 10° можно обрабатывать при смещении задней бабки (рис. 4.33)
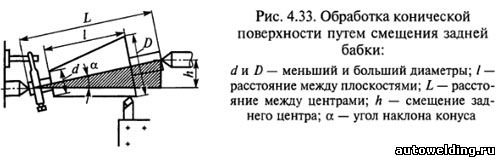
При малых углах sinα ≈ tgα
где L — расстояние между центрами; D — больший диаметр; d — меньший диаметр; l — расстояние между плоскостями.
Если L = l, то h = (D-d)/2.
Смещение задней бабки определяют по шкале, нанесенной на торце опорной плиты со стороны маховика, и риске на торце корпуса задней бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите смещение задней бабки отсчитывают по линейке, приставленной к опорной плите.
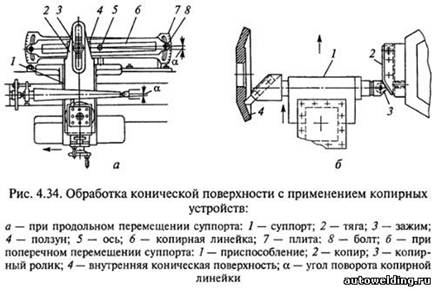
Достаточно распространенной является обработка конических поверхностей с применением копирных устройств. К станине станка крепится плита 7 (рис. 4.34, а) с копирной линейкой 6, по которой перемещается ползун 4, соединенный с суппортом 1 станка тягой 2 с помощью зажима 5. Для свободного перемещения суппорта в поперечном направлении необходимо отсоединить винт поперечного движения подачи. При продольном перемещении суппорта 1 резец получает два движения: продольное от суппорта и поперечное от копирной линейки 6. Поперечное перемещение зависит от угла поворота копирной линейки 6 относительно оси 5 поворота. Угол поворота линейки определяют по делениям на плите 7, фиксируя линейку болтами 8. Движение подачи резца на глубину резания производят рукояткой перемещения верхних салазок суппорта. Наружные конические поверхности обрабатывают проходными резцами.

Обработка конических и фасонных поверхностей
Технология обработки конических поверхностей
Общие сведения о конусах
Коническая поверхность характеризуется следующими параметрами (рис. 4.31): меньшим d и большим D диаметрами и расстоянием l между плоскостями, в которых расположены окружности диаметрами D и d. Угол а называется углом наклона конуса, а угол 2α — углом конуса.
Отношение K= (D - d)/l называется конусностью и обычно обозначается со знаком деления (например, 1:20 или 1:50), а в некоторых случаях — десятичной дробью (например, 0,05 или 0,02).
Отношение Y= (D - d)/(2l) = tgα называется уклоном.
Способы обработки конических поверхностей
При обработке валов часто встречаются переходы между поверхностями, имеющие коническую форму. Если длина конуса не превышает 50 мм, то его обработку можно производить врезанием широким резцом. Угол наклона режущей кромки резца в плане должен соответствовать углу наклона конуса на обработанной детали. Резцу сообщают поперечное движение подачи.
Для уменьшения искажения образующей конической поверхности и уменьшения отклонения угла наклона конуса необходимо устанавливать режущую кромку резца по оси вращения обрабатываемой детали.
Следует учитывать, что при обработке конуса резцом с режущей кромкой длиной более 15 мм могут возникнуть вибрации, уровень которых тем выше, чем больше длина обрабатываемой детали, меньше ее диаметр, меньше угол наклона конуса, чем ближе расположен конус к середине детали, чем больше вылет резца и меньше прочность его закрепления. В результате вибраций на обрабатываемой поверхности появляются следы и ухудшается ее качество. При обработке широким резцом жестких деталей вибрации могут отсутствовать, но при этом возможно смещение резца под действием радиальной составляющей силы резания, что приводит к нарушению настройки резца на требуемый угол наклона. (Смещение резца зависит от режима обработки и направления движения подачи.)
Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем (рис. 4.32) на угол α, равный углу наклона обрабатываемого конуса. Подача резца производится вручную (рукояткой перемещения верхних салазок), что является недостатком этого метода, поскольку неравномерность ручной подачи приводит к увеличению шероховатости обработанной поверхности. Указанным способом обрабатывают конические поверхности, длина которых соизмерима с длиной хода верхних салазок.
Коническую поверхность большой длины с углом α= 8. 10° можно обрабатывать при смещении задней бабки (рис. 4.33)
При малых углах sinα ≈ tgα
где L — расстояние между центрами; D — больший диаметр; d — меньший диаметр; l — расстояние между плоскостями.
Если L = l, то h = (D-d)/2.
Смещение задней бабки определяют по шкале, нанесенной на торце опорной плиты со стороны маховика, и риске на торце корпуса задней бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите смещение задней бабки отсчитывают по линейке, приставленной к опорной плите.
Достаточно распространенной является обработка конических поверхностей с применением копирных устройств. К станине станка крепится плита 7 (рис. 4.34, а) с копирной линейкой 6, по которой перемещается ползун 4, соединенный с суппортом 1 станка тягой 2 с помощью зажима 5. Для свободного перемещения суппорта в поперечном направлении необходимо отсоединить винт поперечного движения подачи. При продольном перемещении суппорта 1 резец получает два движения: продольное от суппорта и поперечное от копирной линейки 6. Поперечное перемещение зависит от угла поворота копирной линейки 6 относительно оси 5 поворота. Угол поворота линейки определяют по делениям на плите 7, фиксируя линейку болтами 8. Движение подачи резца на глубину резания производят рукояткой перемещения верхних салазок суппорта. Наружные конические поверхности обрабатывают проходными резцами.
Submit to our newsletter to receive exclusive stories delivered to you inbox!

Онтонио Веселко
Лучший ответ:

Главный Попко
Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружностях.


Вы можете из нескольких рисунков создать анимацию (или целый мультфильм!). Для этого нарисуйте несколько последовательных кадров и нажмите кнопку Просмотр анимации.
Читайте также: