
Как строгают древесину строгальными станками на производстве кратко
Обновлено: 05.07.2024
Четырехсторонний строгальный станок служит для одновременного (за один проход) строгания материала со всех четырех сторон. При этом кромки, а в узком материале и пласть часто строгаются по фасонному профилю.
Станок имеет два горизонтальных ножевых вала — нижний и верхний—с прямыми ножами и два вертикальных шпинделя. На шпиндели насаживаются ножевые головки с прямыми или фасонными ножами. Нижний ножевой вал и вертикальные шпиндели вмонтированы в станину и в рабочую плиту. Верхний ножевой вал можно перемещать вертикально для установки по толщине материала, а шпиндели — в вертикальном и горизонтальном направлении соответственно ширине и толщине обрабатываемого материала, а также наклонять на угол до 25° к горизонтальной оси.
Передняя часть рабочей плиты станка подвижная. Как у фуговального станка, ее можно перемещать вверх и вниз для регулирования толщины снимаемого при строгании слоя древесины.
Подача материала производится при помощи двух пар приводных вальцов, из которых верхние вальцы рифленые, массив - нЬ1е. Станок снабжен несколькими прижимами — верхними и боковыми. Питающие вальцы и верхние прижимы нажимают на материал либо под действием своего веса, либо посредством рычагов с грузом или пружин.
Значительное распространение имеют станки с пятью ножевыми валами. Пятый ножевой вал, последний по ходу материала, расположен снизу и служит для профильного строгания материала с нижней стороны.
Рабочие валы станка работают от одного общего электродвигателя через контрпривод или от индивидуальных электроДвигателей. Общая потребная мощность станка от 30 до 100 кет. Управление станком с индивидуальными двигателями кнопочное.
Число оборотов ножевых валов 5000—6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Скорость подачи в станках старой конструкции колеблется от 8 до 22 м! мин, в новейших станках она достигает 100 м/мин И больше. Скорость подачи регулируется ступенчатыми шкивами или коробкой скоростей.
Четырехсторонний станок легко приспособить для строгания материала только с трех сторон: для этого достаточно выключить нижний ножевой вал.
На четырехстороннем строгальном станке материал, в большинстве случаев доска, подается по направляющим в питающие вальцы и ими надвигается на нижний ножевой вал. Здесь нижняя пласть отстрагивается, как на фуговальном станке. Против ножевого вала на доску сверху нажимает роликовый массивный прижим (рис. 95).
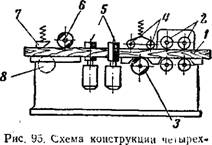
Стороннего строгального станка:
/ — обрабатываемая доска; 2—подающие вальцы; 3 — нижний ножевой вал; 4—прижимные вальцы; 5 — вертикальные шпиндели; 6—верхний ножевой вал; 7 — при* жнмной башмак с пружиной: 8— место пятого ножевого вала
При дальнейшем продвижении доска проходит два вертикальных шпинделя с насаженными на них плоскими либо фасонными ножами. Этими инструментами обе кромки доски обрабатываются по заданному профилю. Перед шпинделями, в непосредственной близости к режущим кромкам ножей, имеются две направляющие. Помимо своего основного назначения, они используются для подпора волокон при строгании кромок и как стружколоматели. Обе направляющие можно передвигать в горизонтальном направлении вдоль и поперек стола и устанавливать в зависимости от ширины обрабатываемых досок и ра
диуса вращения режущего инструмента на вертикальных шпинделях.
За вертикальными шпинделями расположен верхний ножевой вал, строгающий верхнюю пласть доски.
В выходной части станка доска надвигается на пятый ножевой вал с фасонными ножами, если нижняя пласть обрабатывается под профиль.
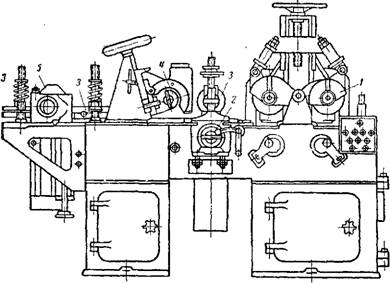
Рис. 96. Четырехсторонний строгальный станок СП30-1: I — вальцовый механизм подачн; 2 — нижний ножевой вал; 3 — верхние нажим-' Ные приспособления; 4 —верхний ножевой вал; 5 — вертикальные ножевые ю-
Доски нужно подавать в станок без разрывов — торец в торец, так как каждая новая заправка доски под тяжеловесный рифленый вал требует значительных усилий и дополнительной затраты времени.
Из четырехсторонних строгальных станков прежних выпусков большое распространение до сего времени имеет станок СКП 30-2. У этого станка 5 ножевых валов; наибольшая ширина строгания на нем 300 мм, высота строгания — до 175 мм; скорость подачи — от 9,5 до 48 м/мин. Станок электрифицирован, его общая мощность 20,5 кет, вес 5500 кг.
В настоящее время все большее распространение получает станок нового выпуска — модели СП30-1 (рис. 96); техническая характеристика его даиа в табл. 15. Ш
Техническая характеристика выпускаемых четырехсторонних строгальных
Кроме вращающихся ножей, для получения более чистого строгания (без волн) на четырехсторонних станках устанавливают так называемые гладильные ножи (рис. 97). Назначение
Строгание
Для того, чтобы придать заготовке из древесины нужные форму и размеры, а также получить ровную поверхность, выполняют операцию строгания. Она заключается в снятии с поверхности заготовки тонких слоев древесины в виде стружки. Выполняют строгание ручными строгальными инструментами — стругами или рубанками с деревянной или металлической колодками.

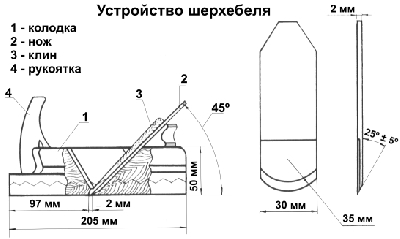
Среди стругов(рубанков) наиболее распространены шерхебели, рубанки и фуганки.
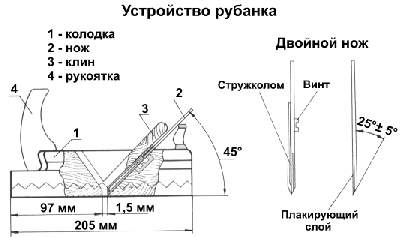

Нож рубанка(как и режущая часть всех столярных инструментов) в своей режущей части затачивается в виде острого клина. Две поверхности клина на своем пересечении образуют острую режущую кромку. Эта режущая кромка разрезает волокна древесины, а передняя поверхность ножа отгибает срезанный слой в виде стружки.
Нож у рубанка для чистового строгания должен выступать над подошвой на 0,3-0,6мм, а у шерхебеля на 5-7мм.
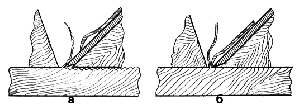
Фуганки и рубанки бывают со стружколомателем (стружколомом). Стружколом (рис.б) препятствует излишне глубокому вхождению ножа в древесину и образованию слишком длинных стружек.

Перед работой надо проверить, налажен ли инструмент. У правильно установленного резца лезвие расположено без перекосов и выступает над подошвой: у шерхебеля — на 1-3 мм, у рубанков — на 0,1-0,3 мм (это примерно толщина человеческого волоса).
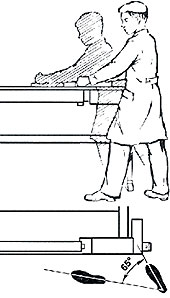
При строгании надо соблюдать правильную хватку инструмента и рабочую позу.
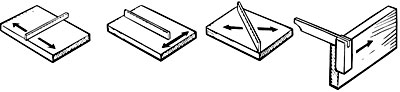
Обрабатываемую деталь крепят на верстаке, зажимая или заклинивая между упором и клином так, чтобы сострагиваемая сторона была направлена вверх. Правой рукой берут рубанок за ручку с задней стороны колодки, а левой — за колодку или ручку с передней стороны.
Рубанок устанавливают на обрабатываемую деталь лезвием вниз и проталкивают вперед. В начале строгания осуществляют нажим на переднюю часть рубанка, а в конце — на заднюю, чтобы обрабатываемая поверхность получалась плоской. При возвратном движении рубанка его поднимают над поверхностью. Так, совершая движение вперед и назад, постепенно сострагивают обрабатываемую поверхность до тех пор, пока она не станет ровной и гладкой.
Если волокна на обрабатываемой поверхности задираются, то деталь следует строгать с другой стороны.
Рубанок надо держать крепко, чтобы руки не соскользнули с него и не ударились об острые боковые ребра заготовок. При этом возможны ушибы и порезы рук. Упоры заготовки не должны выступать выше обрабатываемой поверхности.
Строгать следует на весь размах рук, с силой посылая рубанок вперед. В начале движения рубанок (шерхебель) сильнее прижимают левой рукой, в конце — правой.

Контроль за качеством строганых поверхностей осуществляют с помощью линейки или угольника на просвет.

Важнейшей составной частью каждого рубанка является нож. В зависимости от плотности обрабатываемой древесины и длительности работы нож тупится, а бывает, что от случайных столкновений с гвоздем на нем появляются зазубрины. Поэтому время от времени ножи нужно затачивать на точильном камне.
При работе рубанком его леток надо периодически очищать от стружки, проталкивая ее тонкой щепкой со стороны клина или вытягивая вверх.
Во время работы надо очищать cтрогальные инструменты от стружки при помощи деревянного клина.
Во время работы необходимо следить за тем, чтобы обработанная поверхность не опускалась ниже разметочных линий.
Нельзя руками проверять качество обработанной поверхности и остроту лезвия.
В перерывах в работе строгальные инструменты надо класть на бок лезвиями резца от себя.
Ниже приведены примеры менее распространённых видов рубанков и их предназначение.

Шлифтик.
Плоское строгание. Для окончательной зачистки торцов, древесины со свилеватостью и задирами.
Особенности конструкции: внешне напоминает двойной рубанок, но отличается от него укороченной (до 180–200 мм) колодкой и увеличенным (до 60°) наклоном ножа (угол резания) при ширине лезвия 45–50 мм. Имеет укрепленный корпус.
Колодку шлифтика иногда делают слегка овальной (лодочка). Строгает чисто из-за большого угла резания, наличия стружколома и небольшой толщины снимаемого слоя древесины.
Горбач.
Строгание криволинейных поверхностей. Для ручного строгания выпуклых и вогнутых деталей. Выпуклую поверхность строгают горбачом с вогнутой подошвой, а вогнутую поверхность — горбачом с выпуклой подошвой.
Особенности конструкции: рубанок со съемными колодками выпуклой и вогнутой формы. Деревянные горбачи имеют колодки с постоянной кривизной подошвы, которая должна совпадать с кривизной обрабатываемой поверхности.
Из-за этого их применение ограничено. Металлические горбачи более универсальны, так как у них кривизну подошвы можно регулировать (минимальный радиус кривизны — 250 мм). Длина стандартного горбача равна 240–250 мм, ширина подошвы — 60 мм, ширина ножа — 50 мм.

Цикля.
Плоское строгание. Для отделки больших плоскостей, выравнивания и заглаживания мелких неровностей и заусенцев. Цикли с ручкой широко применяют при циклевании паркета. Цикли с корпусом чаще используют для зачистки шпона.
Особенности конструкции: тонкая (0,7–1 мм) стальная пластинка шириной 25–30 мм, края которой слегка закруглены и заточены для соскабливания тонкой стружки. Рабочая кромка должна быть острой и ровной, заточенной под прямым углом, при этом образуются два острых прямоугольных ребра. Одно или оба ребра заваливают (наводят), проводя по ним ребром наводки. В результате на кромке появляется очень тонкий заусенец — само лезвие. При небольшом наклоне цикли заусенец снимает очень тонкую стружку. Движения, совершаемые циклей, должны совпадать с направлением слоев. Иногда (при циклевании дек музыкальных инструментов) допускается движение цикли под углом до 45° к направлению слоя.

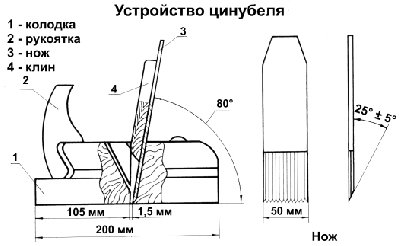
Цинубель.
Плоское строгание. Для рифления поверхностей, необходимого при фанеровании и при склеивании очень твердых пород древесины. Используют при строгании свилеватой поверхности твердых пород (красное и особенно черное дерево).
Особенности конструкции: имеет один нож, режущая кромка которого со стороны, противоположной фаске, покрыта мелкой насечкой, создающей зубчики на режущей кромке. Зубчики цинубеля при строгании снимают очень узкую (ширина — 0,8–1 мм) стружку.
В результате поверхность становится рифленой. После цинубления поверхность зачищают циклей.

Зензубель.
Профильное строгание. Для выборки пазов, четвертей, фальцев и их зачистки.
Особенности конструкции: внож зензубеля по форме похож на лопатку, ширина нижней (режущей) части составляет 18–30 мм. Лезвие в зависимости от расположения ножа в колодке бывает прямым или косым.
У ножа с косым лезвием более длинную боковую кромку также делают режущей, угол заточки увеличивается до 75–80°. Есть как одинарные, так и двойные ножи. Габаритные размеры колодки зензубеля — 240/20/80 при длине ножа 210–220 мм. Благодаря отверстию сбоку колодки свободно выходит стружка.

Фальцгебель.
Профильное строгание. Для фальцевания и выборки четвертей определенного размера.
Особенности конструкции: нож расположен по всей ширине ступенчатой подошвы. Один уступ ограничивает ширину фальца, другой — его глубину. Наличие уступов в колодке позволяет выбирать фальцы без предварительной разметки. Бывают фальцгебели с гладкой подошвой. На их колодки вместо уступов привинчивают передвижные деревянные или металлические линейки — упоры. В этом случае ширину и глубину фальца регулируют перестановкой линеек.
Как правило, используют нож с косым лезвием и боковой режущей кромкой (как в зензубеле). Нож вставляют в колодку снизу (со стороны подошвы) под углом 45°. Иногда впереди основного ножа устанавливают дополнительный нож. При выборке фальца он предварительно подрезает стружку, тем самым улучшает качество обработки фальца. Размер колодки стандартного фальцгебеля — 240/30/80.

Отборник.
Профильное строгание. Для прямоугольной обработки кромок, выборки и разработки четвертей.
Особенности конструкции: малогабаритный рубанок, состоящий из корпуса из алюминиевых сплавов, стального ножа и прижима, а также из упора, закрепленного на корпусе двумя винтами. Ширина ножа — 35 мм. Размер выбираемого фальца — до 12,5 мм (+/- 2 мм).
Галтель.
Декоративное строгание. Для выполнения желобков различной ширины, глубины и радиуса закругления.
Особенности конструкции: подошва колодки галтели и лезвие ножа овально-выпуклые. Угол резания составляет 45–50°. Длина колодки — 200–250 мм, ширина — 5–35 мм (в зависимости от требуемых размеров и радиуса закругления выстругиваемого желобка).
Штап.
Декоративное строгание. Для закруглений на кромках.
Особенности конструкции: имеет подошву и лезвие овально-вогнутой формы. Есть полуштап с большим, чем у штапа, радиусом скругления подошвы.

Калевка.
Декоративное строгание. Для профилирования разнообразных реек, кромок плоских деталей, фигарейных поверхностей филенок и т. д.
Особенности конструкции: внешне похожа на зензубель, но имеет многоступенчатую подошву сложного профиля, повторяющего профиль лезвия ножа и зеркальную (обратную) форму профиля детали. Ширина колодки и профиль подошвы и лезвия бывают самыми разнообразными.

Строгальные станки применяются в процессе обработки деревянной поверхности, чтобы придать заготовке требуемую форму и конфигурацию. После использования такого оборудования поверхность изделия получается идеально гладкая, без заусениц. Отметим, что при помощи горизонтальных строгальных станков осуществляется предварительная обработка поверхности перед дальнейшей работой на рейсмусовом станке.
Принцип работы и конструкция станка
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте.
Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.
Продольно-строгальный станок
Главные составляющие такого станка:
Траверса помогает осуществить вертикальное движение двух суппортов, в то время как вертикальные направляющие станины отвечают за движение бокового суппорта. Главное рабочее движение обеспечивает электромотор оборудования с помощью червячно-реечной передачи на стол.
Суппорта двигаются по направляющим траверсы и станины с помощью специальных электрических моторов, которые предназначены для реализации конкретно этой операции. Все суппорты имеют систему максимально быстрого передвижения, а также конструктивные приспособления для того, чтобы автоматически поднимать резец по окончанию рабочего хода. Также траверса станка обладает ускоренным перемещением по станине вверх и вниз при помощи электродвигателя. Управление станком осуществляется через специальный пульт, который установлен на гибком шланге, чем обеспечивает расположение устройства в любом удобном для оператора месте.

Коробка передач обеспечивает привод и управление подачи суппортов, а вот управление вертикальными суппортами дублируется на обоих краях поперечины.
Четырехсторонний строгальный станок
Такое оборудование осуществляет одномоментное строгание заготовки за один проход со всех сторон. Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.

Шпиндели нужны для крепления ножевых головок, фрез, или патронов, которые оснащены фасонными ножами. Вертикальные шпиндели вместе с нижним ножевым валом монтируются на станину и рабочую плиту. Верхний ножевой вал осуществляет вертикальные движения, вследствие чего гарантируется заданная толщина строгания заготовки. Шпиндели могут двигаться в горизонтальной и вертикальной плоскости по отношению к толщине и ширине обрабатываемой заготовки.
Независимо от конструкции строгальные станки по дереву обладают отличным уровнем производительности, долговечности и экономичности. При этом они обеспечивают высокое качество конечного продукта, который будет соответствовать всем мировым стандартам качества.
Свидетельство и скидка на обучение каждому участнику
Зарегистрироваться 15–17 марта 2022 г.

Описание презентации по отдельным слайдам:
Строгание древесины Оборудование и технологии в производстве мебели

Строгание - обработка резанием плоских и фасонных поверхностей при относительном возвратно-поступательном перемещении заготовки и инструмента - резца. 2008 2009 2010 30 50 Строгание древесины разделяют на различные виды: ручное строгание, механизированное строгание и обработку древесины на строгальных станках. 0 Строгание древесины

Инструменты для ручного строгания древесины Ручное строгание древесины Рубанок с одиночным ножом Шерхебель Фуганок Плоские поверхности строгают шерхебелями, рубанками, фуганками. Профильное строгание выполняют фигурными инструментами: шпунтубелем, грунтубелем, галтелью, штабгобелем, калевкой, горбачом. Шпунтуебль Грунтубель Калевка Гарбач


Перед строганием внимательно осматривают заготовку и определяют направление волокон, годичных слоев и степень шероховатости поверхности. Строгают древесину всегда по слою, т. е. в сторону выхода перерезанных годичных слоев и косослойных волокон на обрабатываемую поверхность. Закрепленная заготовка должна плотно прилегать к крышке верстака. Шерхебель и рубанок держат так: левой рукой - рог, ладонью правой - подпирают упор инструмента. Фуганок и полуфуганок держат правой рукой за рукоятку, левую ладонь накладывают на колодку сверху около пробки Приемы Строгания древесины

При строгании древесины ручным строгальным инструментом следует соблюдать следующие правила техники безопасности: Строгать разрешается только инструментами с остро и правильно заточенными ножами, правильно пригнанными клиньями. Разрешается закреплять только заготовку с параллельными торцами, перпендикулярными кромкам. Нельзя ставить строгальный инструмент на подошву, надо класть его набок, подошвой от себя. Запрещается удалять стружки из летка инструмента металлическими и другими предметами.

механическое Строгание древесины Электрический рубанок ИЭ-5707А-1 Электрический рубанок ИЭ-5701А-1

Приемы Строгания древесины После первого прохода электродвигатель следует выключить, и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. Качество строгания по длине и по торцу проверяют угольником. Работают электрорубанком следующим образомВключают штепсельную вилку в сеть, после чего нажимом на курок включают электродвигатель и, когда ножевой вал достигнет нужной частоты вращения, электрорубанок аккуратно опускают на обрабатываемый материал. Электрорубанок продвигают по материалу по прямой линии, без перекосов.

При строгании древесины электрорубанками следует выполнять следующие правила техники безопасности : При работе с электрорубанком нужно следить за тем, чтобы токоведущие части были надежно защищены. К работе с электрифицированным инструментом допускаются рабочие, прошедшие курс обучения правилам эксплуатации инструмента. При работе нужно следить за тем, чтобы под режущий инструмент не попадали металлические инструменты.

СТРОГАНИЕ НА ФУГОВАЛЬНОМ СТАНКЕ По числу механизмов резания фуговальные станки бывают одно- и двусторонние. На двусторонних станках фрезеруют одновременно две смежные поверхности заготовки: пласть и кромку. По типу подачи обрабатываемого материала различают фуговальные станки с ручной и механизированной подачей.

При работе на фуговальных станках с ручной подачей следует соблюдать следующие требования безопасности: Неоднородность или пороки строения древесины приводят к толчкам, при этом рука работающего может соскользнуть с обрабатываемой заготовки и попасть в ножевую щель. Строгание коротких, узких и тонких заготовок на фуговальных станках наиболее опасно. Поэтому строгание с ручной подачей без приспособлений ограничено следующими размерами заготовок: по длине - до 400 мм, по ширине - до 50 мм и по толщине - до 30 мм. При строгании заготовок меньших размеров необходимо применять колодки-толкатели. Фасонное, криволинейное строгание категорически запрещается.

Операция строгание, как ручное, так и механическое, является одной из основных операций по обработке. В данной работе были разобраны различные способы строгания древесины, наладка строгальных инструментов, устройство и принципы работы на фуговальных станках, и что немало важно, затронут вопрос техники безопасности при работе со строгальными инструментами.
Читайте также: