
Как склепывают детали заклепками с полукруглыми головками и впотай кратко
Обновлено: 04.07.2024
На сегодняшний день самый надежный вариант крепежных соединений – неразъемный, и, имея на руках специальные инструменты, можно не задумываться над вопросом, как заклепать заклепку. Далее мы расскажем, как именно выполняются подобные крепежи.
1 Существующие виды клепок – типы и назначение
Что собой представляет этот крепеж? Изначально, исторически, это металлический стержень, реже – пластинка. Всегда с закладной головкой с одной стороны (шляпкой, ограничивающей движение элемента в отверстии) и замыкающей – на другом конце. Впервые использовался для изготовления доспехов, таких как латы и кольчуги, а также для соединения некоторых элементов холодного и раннего огнестрельного оружия. Если закладная головка имеется изначально, то замыкающая возникает вследствие процесса осадки (расклепывания) или же при помощи специального инструмента за счет деформации вытяжным стержнем. Логично, что осадка применяется к литым или штампованным, цельнометаллическим элементам, а деформация стержнем возможна только при использовании пустотелых (трубчатых) вытяжных заклепок. Также существуют взрывные и разрезные варианты.

Итак, мы знаем, что рассматриваемые нами крепежные элементы являются неразъемными, что обеспечивает зачастую высокую надежность. Но прочность соединения зависит в первую очередь от материала, поэтому мы сначала рассмотрим разновидности клепок именно по этой характеристике. Наиболее распространенные – алюминиевые крепежи, во многих производственных процессах, а также в ряде ремесел используются медные и латунные стержни. Все эти материалы не имеют высокую степень надежности и годятся лишь там, где нет больших нагрузок, для крепежа декоративных деталей. Помимо прочего, существуют стальные клепки, в том числе и из нержавейки, они обеспечивают достаточно прочное соединение и пригодны даже для сборки несущих конструкций и машиностроения.
Очень важно при монтаже металлических деталей использовать клепки из того же материала, что и соединяемые элементы.
2 Способы применения – как соединить 2 пластины?
Прежде, чем использовать заклепки, нужно знать, как правильно клепать те или иные детали. Существует немало способов соединения, но делятся они, как правило, на 3 вида. Прочные крепежи используются исключительно там, где присутствуют определенные нагрузки. Герметичные, как это понятно из названия, нужны для того, чтобы обеспечить герметичность в местах соединения листов или каких-либо деталей. И, наконец, прочно герметичные выполняют обе функции. Следует отметить, что для второго типа, то есть для герметичных заклепок, закладные головки делают усиленными.

Наиболее распространенный способ соединения – внахлест, при этом применяется он не только к листовому прокату, но и к деталям сложной формы. Этот вариант также называют односрезным. Под воздействием разнонаправленных нагрузок, например, при растягивании, такой шов может легко деформироваться. Более прочным является соединение встык, с использованием одной или двух (по обе стороны от шва) накладок, но такой вариант, называемый также многосрезным, сильно утяжеляет конструкцию и приводит к большему расходу материала. Установка заклепок при крепеже может быть цепной или шахматной, вторая более надежная, но очень трудоемкая.
Закладные головки бывают самых разных форм. Наиболее часто используемые – полукруглые и потайные. Первые полностью перекрывают собой отверстие, как шляпка винта, а для вторых канал развальцовывается с тем, чтобы имеющая форму перевернутого срезанного конуса головка полностью поместилась в лунке. Во втором случае поверхность детали остается гладкой, поскольку клепание происходит заподлицо, и разрушение таких заклепок становится затруднительным. Также существуют полупотайные форм-факторы (с небольшой округлой выпуклостью), плоские, плоскоконические, конические и овальные.
3 Простое решение – используем механический клепальный инструмент
Наиболее часто сегодня используются вытяжные клепальные элементы, которые особенно удобны, если необходимо прикрепить деталь к поверхности, противоположная сторона которой недоступна. Они представляют собой трубку с развальцовкой на одном из торцов (аналог закладной головки), в канале которой проходит стержень со шляпкой на ровном конце клепки. С развальцованной стороны выдвинута большая часть стержня, с которой и происходит сцепление зажима инструмента, для последующего протягивания сквозь трубку. Ровный ее конец сминается шляпкой стержня и образует замыкающую головку.

Однако следует учитывать, что при соединении двух деталей вытяжной клепкой расширяется и ее канал, поэтому края отверстий должны быть прочными, не подвергающимися деформации. Поэтому для крепежа пластин из достаточно мягкого материала, будь то пластик или алюминий, должны применяться закладные втулки из стали или же шайбы с обеих сторон соединяющихся деталей. То же касается и соединений, которые должны быть подвижными, шарнирными, к ним также применимы в комплексе с шайбами втулки, причем длина их должна превышать суммарную толщину скрепляемых пластин.
4 Соединение при помощи цельнометаллических клепок – оковка головок
В отличие от вытяжных, обычные литые или штампованные клепальные элементы нужно устанавливать с применением определенных прилагаемых к замыкающему концу усилий. Это может быть прессование или же целенаправленные удары для расплющивания выходящего из отверстия конца стержня. Второй вариант больше всего напоминает ковку, тем более что выполняется он холодным или горячим способом. Если толщина клепки не превышает 1 сантиметр, можно использовать холодную оковку замыкающей головки. Если же диаметр больше 10 миллиметров, то необходимо накаливание крепежного элемента для облегчения расплющивания его конца.

Как правило, перед тем, как расклепать горячим способом заклепку, ее нагревают в горне, после чего устанавливают в отверстие и несколькими сильными ударами делают плоскую замыкающую шляпку. При этом снизу должна располагаться наковаленка с лункой под закладную головку. Для холодного способа применяется специальный инструмент – боек с лункой полукруглой формы, при помощи которого формируется ровная полусфера путем деформации выходящего из отверстия конца в пределах выемки. Оковка обычным молотом дает такой же результат, если бить по торцу, направляя удары слегка вскользь, от центра к краям, но такая головка будет менее аккуратная.
5 Как удалить заклепку – несколько доступных способов
Как мы уже говорили, рассматриваемый тип соединения является неразъемным, однако, если все-таки необходимо разобрать конструкцию, детали которой склепаны между собой, можно использовать несколько разных методов. Самый распространенный, который обычно применяется к вытяжным, взрывным и разрезным типам крепежей, а также там, где имеют место потайные головки – высверливание. Для этого сверло, соответствующее предположительному или точно известному диаметру отверстия, устанавливается точно в центр закладной или замыкающей головки, после чего делается лунка на необходимую глубину или же сквозной канал. После этого несколькими точными ударами можно легко выбить клепку.

Второй способ несколько трудоемкий, однако, вполне эффективный для головок, которые хорошо видны над поверхностью, то есть для полукруглых и конических. Вам понадобится специальное зубило, напоминающее формой стамеску, с помощью которого необходимо срубить шляпку, нанося резкие и сильные удары по тыльному концу рукоятки. Также может подойти и остро заточенная стамеска, однако этот инструмент рекомендуется использовать только для заклепок небольших диаметров. Крепежные элементы со стержнем около 1 сантиметра и более таким способом срезать очень сложно.
Самый простой метод для удаления заклепок с выступающими головками – применить угловую шлифовальную машину, в просторечии именуемую болгаркой. На нее лучше всего установить для этой цели отрезной диск, и, подведя сбоку к головке, аккуратно срезать ее. Если при этом есть вероятность повредить поверхность детали, с которой удаляется соединение, рекомендуется использовать грубый шлифовальный диск, при помощи которого головка просто аккуратно стачивается до основания. Далее, установив любой достаточно острый инструмент, например, пробойник, можно сильным ударом молотка легко выбить стержень заклепки из отверстия.
Кроме склепывания деталей заклепками с потайной головкой, широкое применение находят соединения заклепками с полукруглой головкой. Для указанных заклепок применяют такие же виды швов, как и для заклепок с потайной головкой. Отверстие раззенковывают на глубину 1 мм с тех сторон, где должны быть расположены закладная и замыкающая головки заклепок (рис. 255). Это делается для того, чтоб переходная поверхность на стержне заклепки под головкой не помешала плотному прилеганию головки заклепки к склепываемой плоскости и чтобы лучше формировалась замыкающая головка.
Заклепки подбирают с учетом следующих требований.
1. Диаметр стержня заклепки должен иметь свободную посадку в отверстие с допуском 0,1—0,2 мм (в зависимости от диаметра заклепки).
2. Длина стержня для образования полукруглой головки должна, составлять 1,25—1,5 диаметра стержня заклепки. Необходимо, учитывать толщину склепываемых деталей (см. рис. 255).
Общая длина стержня заклепки l = в + 1,5d, где в — общая толщина склепываемых деталей.
Пример. Определить длину стержня заклепки с полукрутой головкой диаметром 5 мм, если толщина склепываемых деталей составляет 5 мм.
Длина конца стержня заклепки для формирования замыкающей головки принимается равной 1,5 диаметра.
Определяем общую длину стержня заклепки:
l = в + 1,5d = 5+ 1,5x5 = 12,5 мм.

Рис. 255. Схема для определения длины стержия заклепки для образования круглой головки:
1 — закладная головка; 2 — замыкающая головка; 3 — стержень заклепки
Если длина стержней заклепок будет больше установленной, стержни укорачивают, опиливая их напильником или в редких случаях отрезая ножовкой. Заклёпку осматривают и проверяют, есть ли на ней вмятины, трещины; проверяют также перпендикулярность основания головки заклепки по отношению к оси стержня.
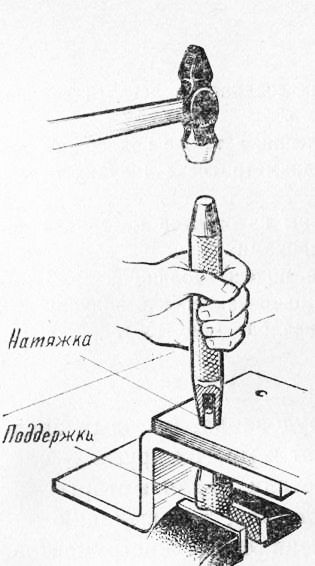
1. Заклепку вставляют в отверстие детали и вкладывают закладную головку в лунку поддержки, установленную на правильной плите.
2. Для осаживания склепываемых деталей выступающий стержень заклепки вводят в отверстие натяжки и наносят несколько ударов молотком по ее ударной части до плотного соприкосновения плоскостей деталей друг к другу и головки заклепки (рис. 256, а).
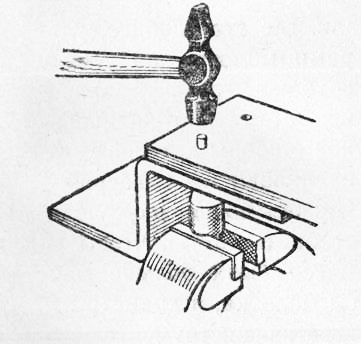
3. Предварительно расклепывают одну заклепку, осаживая ее несколькими равномерными ударами молотка по выступающему концу стержня, вследствие чего заклепка утолщается (рис 256, б).

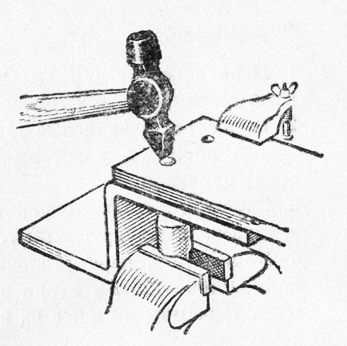
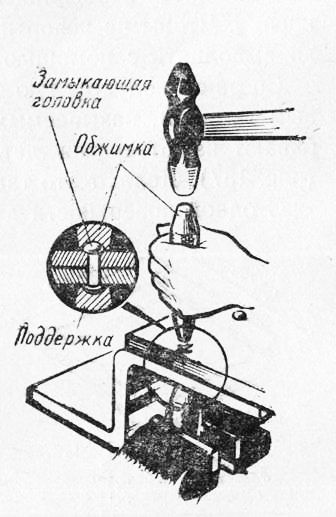
Рис. 256. Приемы клепки заклепками с полукруглой головкой:
а — осадка склепываемых листов; б — осадка стержня заклепки; в — формирование замыкающей головки; г — отделка замыкающей голоски
4. При расклепывании последующих заклепок в определенной последовательности повторяют приемы, изображенные на рис. 256, а, б.
5. Далее равномерными ударами молотка, направляемыми под углом к торцовой части стержня, формируют замыкающую головку, придавая ей предварительную форму (рис. 256, в). Удары молотком следует наносить только по определенным местам головки так; чтобы она была концентрично расположена относительно отверстия.
6. На предварительно сформированную замыкающую головку устанавливают конец обжимки с лункой и равномерными ударами молотка по ударной части обжимки отделывают замыкающую головку до образования гладкой сферической формы (рис. 256, г).
При работе с обжимкой необходимо следить за тем, чтобы ее края не врубались в деталь и контур головки заклепки. Этот прием проделывают над всеми заклепками, расположенными на детали.
7. Качество склепывания проверяют по плотности посадки заклепок. Для этого большой палец левой руки накладывают на головку заклепки, а затем по другой головке наносят молотком легкие удары. При слабой посадке заклепки ощущается сотрясение и дребезжащий звук.
Заклепочные соединения выполняют прямым методом склепывания, рассмотренным ранее (удары молотком наносят по заклепке со стороны замыкающей головки) и обратным методом, применяемым когда доступ к замыкающей головке затруднен (удары наносят по заклепке со стороны закладной головки). Обычно эти работы выполняют вдвоем. Особенность склепывания обратным методом заключается в следующем.
После предварительной натяжки листов заклепку устанавливают в подготовленное отверстие. Один из работающих удерживает плоскую поддержку в соприкосновении с концом стержня заклепки, а другой наносит удары молотком по обжимке, осаживая конец заклепки (рис. 257, а). После посадки первый работающий удерживает поддержку с полукруглым углублением у конца осаженного стержня, а второй наносит удары молотком по обжимке до формирования замыкающей головки (рис. 257, б). Наносить удары по заклепке надо согласованно, так как при ударе поддержка отскакивает от конца заклепки и первый работающий должен своевременно поставить поддержку на место к концу стержня заклепки для нанесения очередного удара. Поддержку не сжимают в руках, а лишь направляют под головку заклепки. Осадка заклепки головки зависит в основном от массы поддержки, а не от силы прижатия ее к головке, поэтому поддержка должна быть массивной.

Рис. 257. Прием клепки обратным методом:
а — осадка стержня заклепки плоской поддержкой; б — клепка на поддержке

Порядок соединения деталей заклепками с полукруглыми головками
Порядок соединения деталей заклепками с полукруглыми головками
На примере клепки двух стальных пластин рассмотрим, как образуется заклепочное соединение. Выполняют операцию в такой последовательности.
1. Совмещенные пластины зажимают в ручных тисках и в размеченном месте просверливают отверстие заданного диаметра.
2. Освобождают пластины от тисков и напильником снимают заусенцы с краев отверстий. Вновь зажимают пластины ручными тисками так, чтобы отверстия в них совпадали, а сами тиски не мешали при расклепывании стержня.
3. Закрепляют поддержку в обычных тисках гнездом вверх.
4. Вводят в отверстие заклепку, придерживая рукой выступающую часть стержня. Размещают пластины так, чтобы головка заклепки поместилась в гнезде поддержки.
5. При помощи натяжки уплотняют пластины , затем молотком осаживают конец стержня заклепки. Головка заклепки должна плотно прилегать к пластине.
6. Расклепывают стержень, нанося точные удары по центру стержня бойком молотка. Затем носком молотка закругляют стержень.
7. Устанавливают обжимку строго вертикально на скругленный стержень и, слегка вращая ее влево и вправо, ударами молотка по бойку обжимки формируют замыкающую головку.

Упражнения.
1. Подберите инструменты для соединения деталей заклепками с полукруглыми головками.
2. Подберите одинаковые заклепки, а также поддержку, натяжку, обжимку, у которых диаметр гнезд (глухих отверстий) одинаков.
3. Соедините стальные пластины из отходов материала заклепками с полукруглыми головками.
4. Нарежьте четыре стальные полосы толщиной 2—3 мм, длиной 100—120 мм и при помощи заклепок с полукруглыми головками соедините их в квадрат.

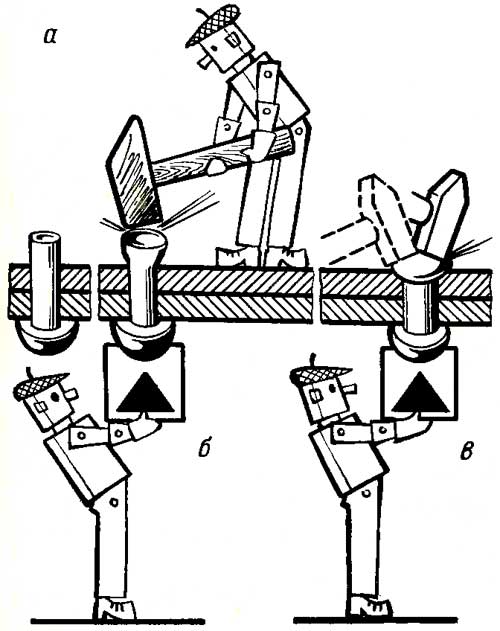
Тонкие детали из листового металла соединяют заклепками. Заклепка состоит из закладной головки, стержня и замыкающей головки, которую образуют при расклепывании. Встречаются заклепки с полукруглой и потайной головками, а также трубчатые заклепки. Как ими пользоваться?
Начнем с заклепки с полукруглой головкой (а). Она берется такой длины, чтобы выступающий наружу конец стержня составил 1,25—1,5 диаметра стержня. При большей длине трудно получить правильную полукруглую форму замыкающей головки. Заклепку вставляют в отверстия соединяемых деталей и кладут детали на стол так, чтобы заклепка лежала на металлической поддерживающей поверхности (лучшее небольшой выемкой под заклепку). Сильными ударами молотка осаживают заклепку (б), то есть уплотняют ее выступающую часть, а затем боковыми ударами молотка придают полученной головке нужную форму (в).
При склепывании деталей из металла и древесины (г) под головку заклепки (со стороны деревянной детали) подкладывают металлическую шайбу. Заклепочное соединение получится ровным с обеих сторон, если применить заклепку с потайной головкой, а в деталях раззенковать отверстия (д).
При склепывании тонких листов металла лучшие результаты получаются при использовании заклепок с плоскими головками. Если склепывают детали из жести и тонкого листового алюминия, под обе головки каждой заклепки подкладывают шайбы.
Для развальцовки трубчатой заклепки (е) вначале раздают выступающий конец заклепки при помощи кернера, а затем образуют замыкающую головку ударами молотка. Соединяя детали из хрупкого материала, под головки заклепки подкладывают большие шайбы из мягкого металла — алюминия или свинца (ж). При соединении тонкого листового металла с массивной деталью заклепка располагается закладной головкой со стороны тонкого материала.
При склепывании листов общей толщиной 2—3 мм в качестве трубчатых заклепок с успехом применяют обувные блочки (пистоны).
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок

При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.

Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3. 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.

Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.


При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.

• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.
Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3. 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.
• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Читайте также: