
Как правильно установить заготовку в трехкулачковый патрон кратко
Обновлено: 06.07.2024
На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l /d
Недостатком крепления заготовок в патроне является потеря точности центрирования при переустановке заготовки для обработки другой стороны.
Установка и закрепление заготовок в центрах используется, если необходимо обработать деталь с высокой степенью соосности левой и правой сторон, т.к. при этом способе закрепления при переустановке заготовки точность центрирования не теряется. При l/d = 4…10 заготовку устанавливают в центрах (рис. 2.б - е), а для передачи крутящего момента от шпинделя на заготовку используют поводковый патрон (рис. 2.ж) и хомутик (рис. 2.з). При этом в торцах заготовки предварительно должны быть выполнены центровые отверстия. При отношении l/d > 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.и).
Особенно это важно при обработке валов, которые устанавливаются в подшипники, чтобы исключить в процессе работы биение. Недостатком является невысокая жесткость системы. Заготовки валов обычно сначала центруют, а затем обрабатывают с установкой коническими поверхностями торцовых центровых отверстий на центры станка. Передний центр закрепляется в шпинделе, а задний – в пиноли задней бабки.
Поводковые устройства служат для передачи вращения от шпинделя к заготовке, установленной в центрах. Простейшее из них – токарный хомутик. Вращаясь вместе со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку.
Установка заготовок в патронах с поджимом задним центром – самый жесткий способ установки, обычно используется при обработке заготовок, у которых отношение длины к диаметру больше 2..3 при черновом точении. При переустановке заготовки для обработки ее с другой стороны точность центрирования теряется.
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.3,б).
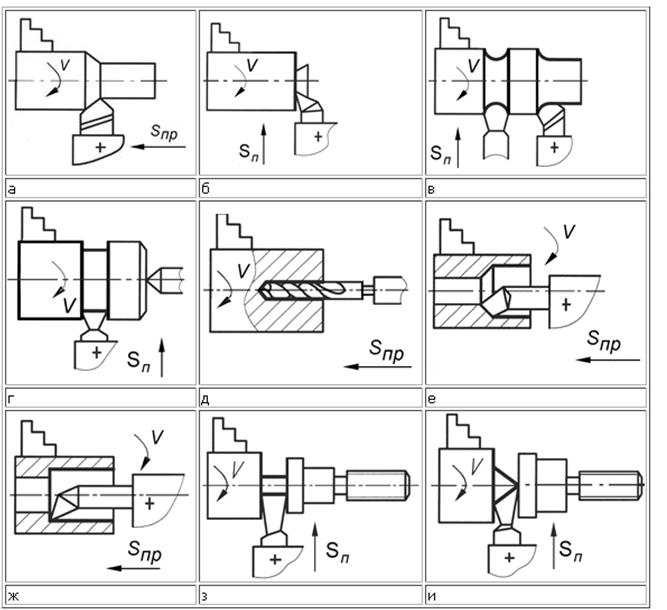
Рис.3. Схемы обработки на токарно-винторезном станке
Обработка наружных цилиндрических поверхностей
Обработка гладких наружных цилиндрических поверхностей производится следующим образом. Сначала определяют слой металла, который необходимо срезать с заготовки для получения деталей требуемой формы, размеров и шероховатости поверхности, затем определяют необходимое количество рабочих ходов и глубину резания, срезаемую за каждый проход.
Выбор режимов резания. Одним из средств достижения высокой производительности труда при токарной обработке является выбор рациональных режимов резания. Режимы резания зависят от обрабатываемого материала и материала резца, от припуска на обработку, допускаемой шероховатости поверхности детали, жесткости заготовки и резца, способа закрепления заготовки и резца, смазочно – охлаждающей жидкости (СОЖ) и других факторов.
Прежде всего, назначают глубину резания, стремясь по возможности срезать весь припуск за один рабочий ход. Если жесткость заготовки недостаточна или требуется высокая точность, то обтачивание выполняют за несколько рабочих ходов. Для чернового рабочего хода глубину резания обычно принимают 2…4 мм, для чистового – 0,5…2 мм. После назначения глубины резания выбирают подачу, которая зависит главным образом от допускаемой шероховатости поверхности готовой детали. Для черновых рабочих ходов принимают подачу 0,3…0,4 мм/об, а для чистовых 0,1…0,2 мм/об. Более точно подачу выбирают с помощью справочника.
Далее определяют допустимую скорость резания. Основным фактором, от которого зависит скорость резания, является стойкость резца, которая характеризуется способностью выдерживать высокую температуру и сопротивляться истиранию режущей части, что в первую очередь зависит от материала рабочей части резца. Скорость резания тоже определяют по справочнику. Зная скорость резания и диаметр заготовки, можно определить частоту вращения шпинделя станка.
Обработка торцовых поверхностей и уступов.
Заготовку закрепляют в патрон так, чтобы вылет ее был по возможности минимальным. Торцовую поверхность можно обрабатывать двумя способами:
- с подачей по направлению к центру упорным резцом при срезании достаточно большого припуска .Если при подрезании торца приходится срезать большой припуск, то подача в направлениик центру, вызывает отжимающую силу, углубляющую резец в торец, в результате чего торец может получиться вогнутым;
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами (рис3 к), резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.(рис.3л)
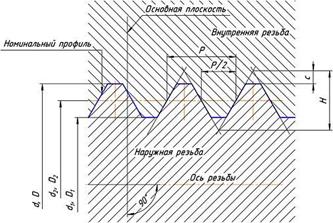
Основные параметры резьбы и единицы измерения:

Установка и закрепление заготовок в патронах
Установка и закрепление заготовок в патронах
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают самоцентрирующие и несамоцентрирующие. Трехкулачковый самоцентрирующий токарный патрон имеет три кулачка, которые одновременно сходятся к центру или расходятся и поэтому обеспечивают точное центрирование заготовки (совпадение оси заготовки с осью вращения шпинделя), т. е. ее базирование по наружной цилиндрической поверхности.

1. ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУ - ЮЩИЙ ПАТРОН : а — общий вид, б — детали патрона; 1 — корпус. 2 — кулачки, 3 — коническое колесо со спиральной нарезкой. 4 — конические зубчатые колеса

2. ПОГРЕШНОСТИ ФОРМЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ : а — конусообразность. б — бочкообразность, в — сед-лообразность. г — овальность, д — огранка

3. ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ В ПЕРЕВЕРНУТЫХ КУЛАЧКАХ ПАТРОНА (а), СХЕМА ОБОЗНАЧЕНИЯ (б): 1 — корпус патрона, 2 — кулачок
4. КЛЮЧ С ПОДПРУЖИНЕННЫМ РАБОЧИМ СТЕРЖНЕМ ДЛЯ БЕЗОПАСНОГО ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ В ПАТРОНЕ : 1 — неподвижная трубка, 2 — пружина, 3 — подвижная трубка, 4 — рабочий стержень, 5 — рукоятка

5. ЧЕТЫРЕХКУЛАЧКОВЫЙ ПАТРОН : 1 — корпус патрона (планшайба). 2 — кулачки, 3 — гнездо винта, 4 — ключ

Трехкулачковый самоцентрирующий патрон показан на рис. 22, а, б. В радиальных пазах корпуса патрона движутся кулачки. Своими спиральными выступами на подошве кулачки входят в канавки спиральной резьбы большого конического зубчатого колеса, которое приводится во вращение с помощью ключа, вводимого в гнездо одного из сопряженных с ним малых зубчатых колес. По спиральной резьбе большого конического колеса кулачки патрона могут одновременно двигаться к центру или от центра, т. е. зажимать или освобождать заготовку.
Для изготовления точных деталей применяют патроны со сменными незакаленными кулачками, которые перед обработкой партии деталей растачивают на диаметр, соответствующий диаметру зажимаемой поверхности. Заготовки больших диаметров закрепляют в перевернутых кулачках: в этом случае уступы кулачков создают надежный упор заготовке.
Согласно Единой системе технологической документации ( ЕСТД , ГОСТ 3.1107—73) в технологических документах применяются условные обозначения базирования заготовок (деталей) и зажимов. На рис. 23, б показано условное обозначение базирования и зажима по наружной поверхности.
Рабочие поверхности кулачков самоцентрирующего патрона изнашиваются неравномерно, поэтому их периодически растачивают или шлифуют.
На пазах корпуса патрона и на кулачках нанесены цифры (1,2, 3) или накернено соответствующее количество точек. При сборке патрона кулачки вставляют в пазы поочередно в порядке возрастания цифр.
Четырехкулачковый патрон имеет четыре зажимных кулачка, которые перемещаются независимо один от другого в пазах корпуса. На каждом кулачке имеется полугайка, сопрягаемая с винтом, расположенным в пазу. Заготовку закрепляют в патроне поворотом ключа, который вводится в гнездо винта.
Цанговые патроны служат для закрепления заготовок по предварительно обработанной наружной поверхности. Цанга 3 (тонкостенная стальная втулка с прорезями) сжимается при навертывании гайки на резьбу цилиндрического участка корпуса патрона, так как входит в коническую расточку корпуса; внутренняя рабочая поверхность цанги при этом зажимает заготовку. Правила эксплуатации токарных патронов: при закреплении заготовки в патроне не применять удлинители для рукоятки ключа; закрепляют и освобождают заготовку поворотом ключа, захватив рукоятку его обеими руками; не оставлять ключ в патроне, так как это может быть причиной травмы рабочего. Рекомендуется применять безопасный ключ с подпружиненным рабочим стержнем. При нажиме на рукоятку стержень ключа полностью входит в гнездо. Если ключ оставлен в патроне и, следовательно, снят нажим на рукоятку, пружина вытолкнет ключ из гнезда патрона;

8. ЗАКРЕПЛЕНИЕ ТОКАРНОГО ПАТРОНА НА РЕЗЬБЕ (а), НА КОНУСЕ (б), ПРОВОЛОЧНЫЙ ОЧИСТИТЕЛЬ (в): 1 —резьбовой конец шпинделя. 2 — планшайба. 3 — винт, 4 — корпус. 5 — шайба, 6 — гайка, 7 — резьбовая шпилька. 8 — посадочный конус шпинделя. 9—планшайба
токарный патрон периодически разбирают, очищают и смазывают. При хранении патрона в инструментальной тумбочке кулачки должны быть сведены к центру, а центральное отверстие закрыто пробкой из пенопласта; на некоторых токарных стенках патрон навинчивается на резьбу шпинделя, при этом должны соблюдаться правила техники безопасности: не допускается навинчивание и снятие (по резьбе) патрона при вращении шпинделя; при навинчивании и снятии под патрон подкладывают деревянный брус, высота которого обеспечивает совпадение отверстия патрона с резьбой шпинделя. Резьбовой конец шпинделя и резьбу в центральном отверстии патрона перед навинчиванием протирают и смазывают, резьбу в патроне перед этим очищают проволочным очистителем. Тяжелые патроны устанавливают при помощи кран-балки и специального приспособления.
У современных станков планшайба патрона центрируется по наружному корпусу шпинделя и притягивается к торцу фланца четырьмя винтами с гайками. Фланцевое закрепление патрона обеспечивает высокую точность центрирования, жесткость и исключает самоотвинчивание. Для смены патрона ослабляют четыре гайки, шайбу поворачивают так, чтобы окна прорези шайбы оказались против гаек: патрон в таком положении легко снимается. Установку и закрепление патрона выполняют в обратном порядке.
Управление станком — это выполнение действий, которые обеспечивают процесс резания, т. е. вращение заготовки и перемещение резца. Однако прежде чем приступить к управлению станком, его надо наладить и настроить.
Наладка станка заключается в закреплении заготовки и инструмента. Для закрепления заготовок применяют трехкулачковый патрон (рис. 68) или поводковую планшайбу с центрами (рис. 69).

Рис. 68. Установка заготовок в трехкулачковый патрон: 1 — заготовка; 2 — корпус патрона; 3 — планшайба; 4 — ключ; 5 — отверстие под ключ; 6 — кулачки
Заготовку 1 помещают в патрон на глубину не менее 20. 25 мм и сжимают кулачками 6 при помощи ключа 4. Заготовка не должна выступать из патрона на величину свыше пяти ее диаметров. Более длинные заготовки поддерживают задним центром, который устанавливают в заранее выполненное в торце детали центровое отверстие. В противном случае под воздействием силы резания заготовка будет сильно изгибаться, что может привести к некачественной обработке и поломке инструмента.

Рис. 69. Установка заготовки при помощи поводковой планшайбы: 1 — корпус поводковой планшайбы; 2 — передний центр; 3 — стопорный винт; 4 — хомутик; 5 — заготовка; 6 — задний центр; 7 — стержень; 8 — поводок
При изготовлении некоторых деталей используют установку деталей в двух центрах — переднем 2 и заднем 6 (рис. 69). Передний центр устанавливают в отверстие шпинделя, задний — в пиноль задней бабки. Для передачи на деталь крутящего момента используют специальные поводковые планшайбы 1.
Резец 1 (рис. 70) закрепляют в резцедержателе ключом 4 с помощью винтов 5. Резец должен выступать из резцедержателя на одну-полторы высоты резца. С помощью подкладок 6 под резец 1 добиваются того, чтобы вершина резца была расположена на уровне оси шпинделя, т. е. на уровне заднего центра 2.

Рис. 70. Установка токарного резца в резцедержателе: 1 — резец; 2 — задний центр; 3 — пиноль задней бабки; 4 — ключ; 5 — винты крепления резца; 6 — подкладка под резец
Настройка станка — это установка необходимой частоты вращения шпинделя и скорости перемещения суппорта (подачи). Для каждого конкретного способа обработки устанавливают наиболее выгодные параметры режима резания: скорость резания, глубину резания и подачу.
Скорость резания (V м/мин) — это путь, который проходят наиболее удаленные от центра точки обрабатываемой заготовки за единицу времени при ее вращении. Глубина резания (t, мм) при наружном точении — это толщина слоя металла, которая срезается за один рабочий ход резца: t = (D - d) : 2, где D — диаметр обрабатываемой поверхности, d — диаметр обработанной поверхности. Подача (S, мм/об) — это величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки (рис. 71).

Рис. 71. Глубина резания и подача при наружном точении
Станок ТВ-6 настраивают при помощи рукояток 1 — 5 (см. рис. 64) по таблицам, которые прикреплены к станку.
- Не включать станок без разрешения учителя.
- Работать на станке можно только в спецодежде и в защитных очках.
- Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт.
- Не передавать и не брать предметы через движущиеся части станка.
- Во время работы не наклонять голову близко к вращающемуся патрону.
- Не опираться на станок, не класть на него инструменты и заготовки.
- Не отходить от включенного станка.
Практическая работа № 20
Управление токарно-винторезным станком ТВ-6
Новые слова и понятия
Управление станком, наладка и настройка станка, трехкулачковый патрон, поводковая планшайба, параметры режима резания: скорость и глубина резания, подача.


Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Расточка и шлифовка кулачков токарного патрона: порядок действий
Изнашивание трущихся частей токарного патрона – типичная проблема токаря. Она ведёт к биению заготовки и плохому качеству обработки. При этом не обязательно менять деталь на новую. Иногда достаточно просто расточить кулачки токарного патрона.
Также расточка требуется для придания необходимых размеров незакалённым (сырым кулачкам), которые, как правило, используются для зажима заготовок с нестандартной геометрией.
От больших оборотов и нагрузки токарный патрон периодически изнашивается, точность теряется. Станок работает на больших оборотах. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку из-за того, что деталь не отвечает заявленным размерам и требованиям качества. А в длительной перспективе и к поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
необходимы для зажима заготовки с внешней стороны. Они предназначены для точения полых деталей.
используются во время обработки чего-то масштабного: когда длина заготовки слишком большая или размер диаметра велик (причём в этом случае неважно, какой длины сама заготовка).
состоят из рейки, на которую крепится накладной кулачок.
Независимо от типа кулачков, рекомендации по их расточке являются универсальными.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Демонтаж токарного патрона.
2. Обработка наждачной бумагой.
3. Расточка кулачков.
4. Шлифовка кулачков (при необходимости).
Обо всё подробнее расскажем ниже.
Демонтаж токарного патрона
Первым делом нужно демонтировать токарный патрона. Иначе вам просто не удастся устранить биение детали и правильно совместить все необходимые оси. Если патрон не будет зажат на станке, неисправности сохранятся.
После демонтажа снимите кулачки и очистите их. Следующим шагом нужно проверить биение.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать деталь патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.
3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.
4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна

Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Виды и назначения
Кулачки подразделяют на следующие виды:

Прямые
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.

Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Обратные
Накладные

Сборные
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).

Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Читайте также:
- План работы с родителями в детском саду инструктора по плаванию
- В чем видит президент рф роль современной молодежи в развитии россии кратко
- Проведение флешмобов в доу как средство повышения двигательной активности воспитанников
- Школа 93 екатеринбург педагогический состав
- Олимпиада по литературе 9 класс школьный этап анализ стихотворения