
Что такое сверлильный станок кратко
Обновлено: 28.06.2024
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Классификация сверлильных станков
Сверлильные станки делятся на следующие типы:
- Вертикально-сверлильные станки;
- Одношпиндельные полуавтоматы;
- Многошпиндельные полуавтоматы;
- Координатно-расточные станки;
- Радиально-сверлильные станки;
- Горизонтально-расточные;
- Алмазно-расточные;
- Горизонтально-сверлильные станки;
- Рразные сверлильные.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Из всех сверлильных станков можно выделить следующие основные типы универсальных станков: одно- и многошпиндельные вертикально-сверлильные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления.
Сверлильные станки с ручным управлением
Вертикально-сверлильный станок.
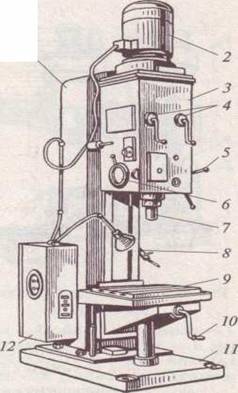
Рис. 1. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Охлаждающая жидкость подается электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах). По конструкции радиально-сверлильные станки подразделяют на станки общего назначения, переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
Сверлильные станки с ЧПУ
Вертикально-сверлильный станок с ЧПУ.
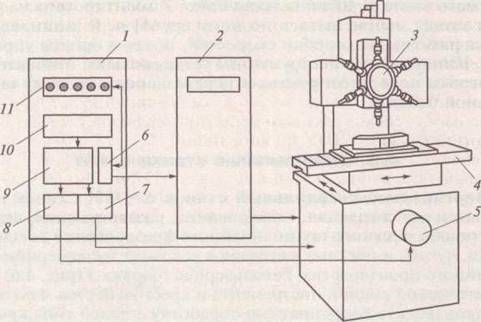
Рис. 2. Вертикально-сверлильный станок с ЧПУ:
1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4 — стол; 5 — шаговый электродвигатель; б, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка 3 с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов.
Сверлильный станок – это оборудование, предназначенное для обработки отверстий в металле и прочих материалах. Устройство имеет схожий принцип действия с ручной дрелью, но обладает более усложненной конструкцией, которая позволяет проводить точную регулировку. Данное оборудование производится в различных модификациях в зависимости от предназначения. Для обеспечения сверления в станок устанавливаются расходные материалы – сверла, метчики, развертки или фрезы.
Где используется сверлильный станок
Станки для сверления являются распространенными в производстве и бытовом пользовании. Их можно встретить практически везде. Подобные станки часто имеют в своем распоряжении автолюбители, а также профессиональные слесари и столяры. Практически не существует ремонтного предприятия, среди оборудования которого нет сверлильного станка.
Использование данного оборудования позволяет выполнять различные функции:
- Сверление отверстий.
- Развертку.
- Расширение диаметра.
- Зенкование детали.
- Нарезание резьбы.
Устройство станка
Любой сверлильный станок состоит из электродвигателя, зажимного патрона для фиксации насадок установленного на шпинделе, и механизма регулировки. В зависимости от сложности конструкции возможно проведение разного объема настроек. Самые простые станки позволяют проводить обработку отверстий в одном положение только вертикально. Более сложные конструкции имеют регулируемую подставку для крепления заготовок, что позволяет выставлять их под нужным углом, делая отверстия наискось.
У сверлильных станков зачастую передача вращения от двигателя на зажимной патрон происходит не напрямую через вал, а с помощью приводного ремня. Также интересным конструктивным решением является и то, что станина для регулировки глубины сверления производит движение не заготовки к патрону, а патрона с двигателем к обрабатываемой поверхности.
Даже самая простая конструкция станка позволяет точно регулировать глубину обработки. Благодаря жесткой фиксации вала, вращающегося с насадкой, обработка деталей осуществляется с высокой точностью и без образования биения, как это бывает при использовании ручной дрели. Кроме этого, мощность станков существенно выше, чем ручного инструмента, поэтому они способны работать с более толстыми и тяжелыми насадками. Благодаря этому, обеспечивается ускоренная обработка деталей.
Классификация станков по реализации
По реализации станки можно разделить на четыре группы:
- Вертикально-сверлильные.
- Радиально-сверлильные.
- Горизонтально-сверлильные.
- Многошпиндельные.
Вертикально-сверлильные являются одними из самых первых, которые начали применяться в производстве. Они бывают в различном исполнении, и обычно способны на обработку отверстий диаметром до 50 мм. Данное оборудование позволяет проводить регулировку только в вертикальной плоскости. Сама деталь закреплена или уложена неподвижно. Для поднимания или опускания шпинделя с патроном и сверлом используется зубчатая передача. В результате двигается и вертикально установленный двигатель, подсоединенный к шпинделю с помощью ремня. Электродвигатель обычно защищается кожухом, который блокирует попадание стружки.
Радиально-сверлильные работают практически по такому же принципу, что и вертикальные. Колонна для их крепления сделана из круглого вала, что позволяет проводить регулировку не только вверх и вниз, но и обеспечить движение по горизонтали. Фактически применяя такое оборудование можно проводить регулировку точки опускания сверла на самом станке, а не передвигать заготовку на столе или плите. Зачастую радиальная установка весит несколько тонн, и встречается только на крупных предприятиях и мастерских.
Горизонтально-сверлильные обычно используются для проделывания глубоких отверстий. Как правило, это тяжелое оборудование, которое имеет рельсу с площадкой для укладки заготовки. Конструкция станка позволяет двигать заготовку на сверло или наоборот направлять патрон с двигателем на обрабатываемую деталь. Это позволяет комфортно работать с заготовками различного веса и размера.
Многошпиндельные могут выполнять несколько задач. Каждая операция делается поэтапно. Подобные станки трудно спутать с другими разновидностями. Их особенность заключается в том, что они имеют несколько патронов. Как только один из них проделал требуемый объем работ, проводится быстрое приключение на другой, в котором закреплено нужное сверло, фреза или развертка.
Разновидности станков по предназначению
Сверлильный станок используется повсеместно, поэтому неудивительно, что его конструкция претерпела изменения под определенные цели.
Среди всего разнообразия сверлильного оборудования, можно выделить три категории станков:
- Универсальные.
- Для глубоких отверстий.
- Специальные.
Универсальные предназначены для выполнения широкого перечня операций с металлами. Именно такое оборудование закупается при ограниченном бюджете, когда необходим многофункциональный инструмент позволяющий заменять, как можно больше узкоспециализированного оборудования. Универсальный сверлильный станок позволяет провести сверления заготовки, зенкование, а также нарезку резьбы. В его патрон можно закрепить тонкую цилиндрическую деталь и провести заточку или полировку прижимая напильник.
Сверлильный станок для глубоких отверстий применяется исключительно для узкоспециализированной обработки однотипных деталей. Их можно встретить на промышленном производстве, когда на линии или конвейере требуется выполнение одной задачи, которая повторяется с большой частотой. Такое оборудование имеет мощный двигатель, позволяющий сверлить глубокое отверстие с минимальными затратами времени. Подобные станки тяжелые и дорогие, поэтому не нашли бытового применения в связи со своей узкой специализацией.
Специальные станки могут выполнять одновременно несколько однотипных задач. В отличие от оборудования для глубоких отверстий, они могут обрабатывать только один тип заготовок, который имеет определенную форму. Зачастую вставить любой другой предмет, чтобы проделать в нем отверстия или нарезать резьбу не удастся. Такие установки обеспечивают самую высокую скорость обработки и зачастую не выпускаются многосерийным производством. Для многих промышленных предприятий их делают под заказ, отталкиваясь от шаблона заготовки, которую станок должен подготавливать.
Разновидности
Станки одного типа могут отличаться между собой по нескольким критериям:
- Массе.
- Точности.
- Уровню амортизации.
- Мощности двигателя.
- Частоте вращения шпинделя.
Чем тяжелее сверлильный станок, тем более надежный механизм его регулировки и оказываемое давление, с которым сверло или фреза прижимается к обрабатываемой поверхности. Уровень точности и амортизации является важным критерием в обеспечении качественной обработки. Точность определяется чувствительностью механизма регулировки и уровнем бокового биения, которое наблюдается при сверлении. Что касается амортизации, то от ее жесткости зависит удобство работы, а также качество обработки. Со временем элементы амортизации изнашиваются, в результате чего появляются люфты. В связи с этим перед покупкой станка стоит обратить внимание на детали, которые позволяют проводить регулировку и поинтересоваться о наличии ремкомплектов.
Что касается мощности двигателя, то чем она выше, тем лучше. Выбирая сверлильный станок, стоит обращать внимание на соотношение мощности двигателя к корпусу устройства. Чрезмерно мощный станок на слабой подставке плохое сочетание. При сильной нагрузке возможно искривление механизма регулировки, что приводит к порче оборудования.
Обычно производитель в инструкции к станку указывает максимальную толщину насадок, которые можно в него вставлять, а также ограничения по углублению в заготовку. Данные рекомендации являются весьма условными, особенно если это касается глубины сверления. Многое зависит в первую очередь от используемого материала. Твердость металлов отличается. Мягкие отпущенные стали сверлить гораздо легче, чем закаленные заготовки. Стоит учитывать, что многое зависит не только от сверлильного станка, но и от используемых насадок. Чем жестче и качественнее сверла, метчики или развертки, тем лучший результат обработки.
Также станки отличается и по частоте вращения шпинделя. Это зависит от используемого редуктора. Большинство станков имеют показатель в 2-3 тыс. оборотов в минуту. Поскольку для различных материалов требуется сверление с определенной скоростью для продления ресурса насадок, то необходимо проводить регулировку в зависимости от типа заготовки. В отдельных станках это возможно только путем изменения частоты вращения двигателя, в то время как в других это делается путем переключения редуктора на шпинделе.
Самодельные сверлильные станки
Вне зависимости от конструкции можно с уверенностью заявить, что любой сверлильный станок относится к дорогостоящему оборудованию. Конечно, бытовые модели стоят в десятки раз дешевле, чем многотонное оборудование для производства, но тоже далеко не дешевое. В связи с этим для выполнения простейших сверлильных задач многие умельцы делают станки самостоятельно на базе обычной ручной дрели. Для этого на тяжелой плите закрепляется одна или несколько вертикальных труб, которые служат в качестве направляющей. Дрель крепится обычными зажимами к скользящей трубке, одетой поверх направляющей. Для автоматического подъема инструмента обычно применяется пружина. Для опускания дрели она просто надавливается за стационарную рукоять сверху, преодолевая сопротивление пружины. Такой простейший инструмент позволяет проводить быстрое сверление вертикальных отверстий. При необходимости дрель всегда можно снять.
Также бывают и более совершенные конструкции. Часто вместо дрели используют старые ненужные двигатели в частности от стиральных машин и прочего бытового оборудования. Для более точной регулировки опускания и поднимания шпинделя зачастую применяют рулевую рейку от легкового автомобиля.
станок для обработки отверстий со снятием стружки. На С. с. производят Сверление, Рассверливание, Зенкерование, Развёртывание, Растачивание, Нарезание резьбы. Различают следующие типы С. с. по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные, многошпиндельные, агрегатные, специализированные и др.
Вертикально-сверлильный станок (рис. 1) — наиболее распространённый тип С. с. в металлообработке; используется для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п. Инструмент (Сверло, Зенковка, Развёртка и др.) закрепляют в вертикальном шпинделе, деталь — на столе станка. Совмещение осей обрабатываемого отверстия и инструмента производят перемещением детали. Для ориентации заготовки и автоматизации обработки применяют также программное управление. Для обработки отверстий диаметром до 12 мм (например, в приборостроении) используют настольные станки (обычно одношпиндельные). Тяжёлые и крупногабаритные детали, а также детали с отверстиями, расположенными по дуге окружности, обрабатывают на радиально-сверлильном станке. На этом С. с. совмещение осей обрабатываемого отверстия и инструмента осуществляют перемещением шпинделя относительно неподвижной детали. Горизонтально-сверлильный станок обычно используют при обработке глубоких отверстий (например, в осях, валах, стволах стрелковых и артиллерийских систем и т. п.). Центровальные станки служат для получения в торцах заготовок центровых отверстий. Иногда центровальные станки оснащаются отрезными суппортами с резками для отрезки заготовки перед центрованием (центровально-отрезной станок). Для одновременной обработки (главным образом сверления) нескольких отверстий применяют многошпиндельные С. с. (рис. 2) со сверлильными головками (См. Сверлильная головка). Процесс обработки автоматизирован на агрегатных С. с., которые собирают из стандартных самодействующих силовых головок с фланцевыми электродвигателями и редукторами, обеспечивающими вращение шпинделя и подачу головки. Существуют агрегатные С. с. одно-, двух- и трёхсторонние, с вертикальными, горизонтальными и наклонными сверлильными и резьбонарезными шпинделями, число которых иногда достигает нескольких десятков в одном станке. Специализированные С. с., на которых выполняют ограниченный круг операций, снабжены различными автоматизированными устройствами. Для комбинированной обработки деталей применяют станки: сверлильно-расточные (одно- и двухсторонние), сверлильно-нарезные (обычно многошпиндельные, с реверсированием резьбонарезных шпинделей), сверлильно-фрезерные и сверлильно-долбёжные (главным образом для деревообработки), сверлильные автоматы.
В деревообработке получили распространение одно- и многошпиндельные вертикальные, одно- и двухсторонние главным образом многошпиндельные горизонтальные С. с. и станки с поворотным шпинделем, который может располагаться вертикально и горизонтально. На деревообрабатывающих станках (См. Деревообрабатывающий станок), кроме сверления отверстий, получают пазы, гнёзда, удаляют сучки и т. п.
Технология конструкционных материалов. Технологический процесс обработки заготовок на сверлильных станках: методические указания к выполнению лабораторной работы № 9 для студентов очной и заочной формы обучения по всем направлениям подготовки - 4-е изд., испр. и доп. – Брянск: БГТУ, 2017г.- 14 с.
канд. техн. наук, доц.
Методические указания публикуются в авторской редакции
Печатается по изданию: Обработка заготовок на сверлильных станках: методические указания к выполнению лабораторной работы
№ 10 для студентов очной формы обучения всех специальностей. - Брянск, 2009г.
ЦЕЛЬ РАБОТЫ
Цель работы - ознакомиться с применением станков сверлильной группы, инструментами и особенностями технологии обработки отверстий на вертикально-сверлильных станках.
Продолжительность работы - 2 часа.
КРАТКАЯ ХАРАКТЕРИСТИКА СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки относятся ко второй группе станков. Эти станки предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, зенкования, цекования, притирки отверстий и т. п.
Основные типы сверлильных станков:
Наибольшее распространение получили вертикально-сверлильные и горизонтально-сверлильные станки.
Вертикально-сверлильные станки применяют для обработки отверстий в деталях сравнительно небольшого размера. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
На вертикально-сверлильных станках ось вращения шпинделя
расположена вертикально. Совмещение оси вращения инструмента с осью отверстия достигается путем перемещения заготовки на столе станка.
Общий вид вертикально-сверлильного станка представлен на рис. 1.
Станина3 имеет вертикальные направляющие, по которым перемещается стол2 и шпиндельная бабка5, несущая шпиндель4. На шпиндельной бабке расположены электродвигатель15, механизмы привода главного движения и подач, механизм включения и отключения вращения шпинделя и органы управления. Управление коробками скоростей и подач осуществляется рукоятками 7, 16; ручная подача – штурвалом8. Глубину обработки контролируют по лимбу10. Фундаментная плита1 служит опорой станка. Стол 2 перемещают по направляющей станины 3.
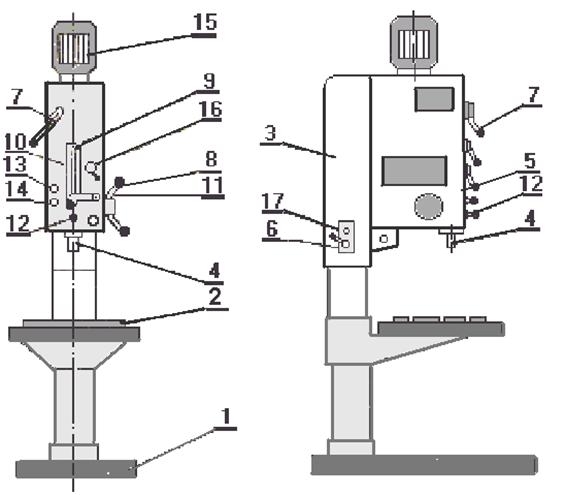
Рис. 1. Схема вертикально-сверлильного станка:
1 – плита; 2 – стол; 3 – станина; 4 – шпиндель; 5 – шпиндельная бабка; 6 – рукоятка включения двигателя; 7 – вариатор скоростей; 8 – штурвал; 9 – рукоятка установки глубины сверления; 10 – лимб глубины обработки; 11 – рукоятка включения самохода; 12 – рукоятка для выбивания инструмента; 13 – гнездо для подъема и опускания шпиндельной бабки; 14 – гнездо для закрепления шпиндельной бабки; 15 – электродвигатель; 16 – рукоятка скорости подачи;
17 – контрольная лампочка
Радиально-сверлильные станки применяются для обработки заготовок с большим числом отверстий. Эти станки отличаются тем, что оси инструмента и обрабатываемых отверстий совмещаются поворотом и горизонтальным перемещением шпиндельной бабки станка без изменения положения заготовки.

Утверждаю
Ректор университета
__________О.Н. Федонин
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ОБРАБОТКИ ЗАГОТОВОК
НА СВЕРЛИЛЬНЫХ СТАНКАХ
Методические указания
К выполнению лабораторной работы № 9
Для студентов очной и заочной формы обучения
По всем направлениям подготовки
Издание 4-е, переработанное и дополненное
Брянск 2017
Технология конструкционных материалов. Технологический процесс обработки заготовок на сверлильных станках: методические указания к выполнению лабораторной работы № 9 для студентов очной и заочной формы обучения по всем направлениям подготовки - 4-е изд., испр. и доп. – Брянск: БГТУ, 2017г.- 14 с.
канд. техн. наук, доц.
Методические указания публикуются в авторской редакции
Печатается по изданию: Обработка заготовок на сверлильных станках: методические указания к выполнению лабораторной работы
№ 10 для студентов очной формы обучения всех специальностей. - Брянск, 2009г.
ЦЕЛЬ РАБОТЫ
Цель работы - ознакомиться с применением станков сверлильной группы, инструментами и особенностями технологии обработки отверстий на вертикально-сверлильных станках.
Продолжительность работы - 2 часа.
КРАТКАЯ ХАРАКТЕРИСТИКА СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки относятся ко второй группе станков. Эти станки предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, зенкования, цекования, притирки отверстий и т. п.
Основные типы сверлильных станков:
Наибольшее распространение получили вертикально-сверлильные и горизонтально-сверлильные станки.
Вертикально-сверлильные станки применяют для обработки отверстий в деталях сравнительно небольшого размера. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
На вертикально-сверлильных станках ось вращения шпинделя
расположена вертикально. Совмещение оси вращения инструмента с осью отверстия достигается путем перемещения заготовки на столе станка.
Общий вид вертикально-сверлильного станка представлен на рис. 1.
Станина3 имеет вертикальные направляющие, по которым перемещается стол2 и шпиндельная бабка5, несущая шпиндель4. На шпиндельной бабке расположены электродвигатель15, механизмы привода главного движения и подач, механизм включения и отключения вращения шпинделя и органы управления. Управление коробками скоростей и подач осуществляется рукоятками 7, 16; ручная подача – штурвалом8. Глубину обработки контролируют по лимбу10. Фундаментная плита1 служит опорой станка. Стол 2 перемещают по направляющей станины 3.
Рис. 1. Схема вертикально-сверлильного станка:
1 – плита; 2 – стол; 3 – станина; 4 – шпиндель; 5 – шпиндельная бабка; 6 – рукоятка включения двигателя; 7 – вариатор скоростей; 8 – штурвал; 9 – рукоятка установки глубины сверления; 10 – лимб глубины обработки; 11 – рукоятка включения самохода; 12 – рукоятка для выбивания инструмента; 13 – гнездо для подъема и опускания шпиндельной бабки; 14 – гнездо для закрепления шпиндельной бабки; 15 – электродвигатель; 16 – рукоятка скорости подачи;
17 – контрольная лампочка
Радиально-сверлильные станки применяются для обработки заготовок с большим числом отверстий. Эти станки отличаются тем, что оси инструмента и обрабатываемых отверстий совмещаются поворотом и горизонтальным перемещением шпиндельной бабки станка без изменения положения заготовки.
Читайте также: