
Что такое главное движение и движение подачи кратко
Обновлено: 19.05.2024
Процесс резания возможен только при непрерывном относительном перемещении заготовки и режущего инструмента. Эти движения выполняют и сообщают заготовке и инструменту исполнительные механизмы станков. При этом движения могут быть сообщены одновременно, последовательно, а также только одному из элементов – инструменту или заготовке.
Механизмы сообщают исполнительным органам станков только два простейших движения – вращательное и прямолинейное поступательное. Различные сочетания и количественные соотношения этих движений лежат в основе всех видов обработки материалов резанием.
Поступательное или вращательное движение, передаваемое заготовке или инструменту в процессе резания и имеющее наибольшую скорость по сравнению со всеми другими движениями исполнительных органов, называют главным движением резания или главным движением.
Поступательные или вращательные движения остальных органов станка, также передаваемые заготовке или инструменту, определяют движение подачи, необходимое для обеспечения отделения срезаемого с заготовки слоя по всей обрабатываемой поверхности.
Так, при точении главным движением является вращение заготовки. Движение подачи – это поступательное движение резца.
Лекция 10. Обработка наружных цилиндрических поверхностей
Рассматриваемые вопросы:Требования к наружным цилиндрическим поверхностям. Сведения о токарных станках. Установка и обработка деталей на токарных станках. Режимы резания при токарной обработке. Методы чистовой отделочной обработки наружных цилиндрических поверхностей
Требования к наружным цилиндрическим поверхностям
Обработка наружных цилиндрических поверхностей тел вращения в зависимости от требуемой точности и качества поверхности может включать в себя черновую и чистовую обработку. Обработку производят на различных станках токарной группы: токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах.
К цилиндрическим поверхностям предъявляются следующие требования:
– круглость в любом сечении, перпендикулярном оси;
Эти требования указываются на чертежах в виде допускаемых отклонений размеров, формы и расположения поверхностей, а также требований к качеству поверхности (шероховатости).
Сведения о токарных станках
Черновая обработка наружных цилиндрических поверхностей чаще всего производится обтачиванием на токарных станках. Общий вид токарного станка приведен на рисунке10.1.
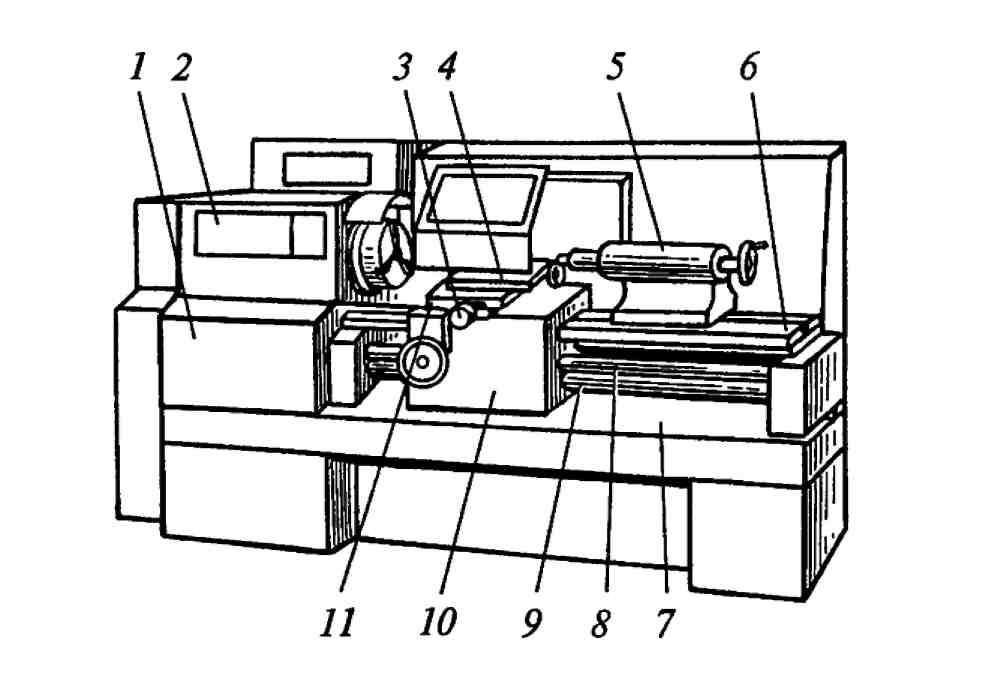
1 – коробка подач; 2 – передняя (шпиндельная) бабка с коробкой скоростей; 3 –поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка; 6 – направляющие; 7 –станина; 8 – ходовой винт; 9 – ходовой вал, 10 – фартук; 11 – суппорт
Рис.10.1. Токарно-винторезный станок
Все основные части станка смонтированы на станине 7 – массивном чугунном основании. Верхняя часть станины имеет направляющие 6, по которым перемещаются подвижные части станка. Передняя бабка 2 – чугунная коробка, внутри которой расположен главный орган станка – шпиндель, представляющий собой полый вал, на правом конце которого крепится приспособление для зажима заготовки, например, патрон. Шпиндель получает вращение от двигателя станка через коробку скоростей – систему зубчатых колес, расположенных в передней бабке, позволяющих изменять число оборотов шпинделя. Суппорт 11 – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Движение подачи суппорт получает
от ходового винта 8 и ходового вала 9. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Фартук 10 – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в поступательное движение суппорта. Коробка подач 1 – механизм, передающий движение ходовому винту и ходовому валу и изменяющий величину подачи. Задняя бабка 5 служит для поддерживания правого конца длинных заготовок, а также для закрепления сверл, зенкеров и разверток.

1 – нижние салазки суппорта; 2 – ходовой винт; 3 – поперечные салазки суппорта; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт для крепления резцов; 9 – рукоятка поворота резцедержателя; 10 – гайка; 11 – верхние салазки; 12 –направляющие; 13 и 14 – рукоятки; 15 – рукоятка продольного перемещения суппорта
Рис.10.2. Суппорт токарного станка
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости
относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Процесс резания возможен только при непрерывном относительном перемещении заготовки и режущего инструмента. Эти движения выполняют и сообщают заготовке и инструменту исполнительные механизмы станков. При этом движения могут быть сообщены одновременно, последовательно, а также только одному из элементов – инструменту или заготовке.
Механизмы сообщают исполнительным органам станков только два простейших движения – вращательное и прямолинейное поступательное. Различные сочетания и количественные соотношения этих движений лежат в основе всех видов обработки материалов резанием.
Поступательное или вращательное движение, передаваемое заготовке или инструменту в процессе резания и имеющее наибольшую скорость по сравнению со всеми другими движениями исполнительных органов, называют главным движением резания или главным движением.
Поступательные или вращательные движения остальных органов станка, также передаваемые заготовке или инструменту, определяют движение подачи, необходимое для обеспечения отделения срезаемого с заготовки слоя по всей обрабатываемой поверхности.
Так, при точении главным движением является вращение заготовки. Движение подачи – это поступательное движение резца.
Лекция 10. Обработка наружных цилиндрических поверхностей
Рассматриваемые вопросы:Требования к наружным цилиндрическим поверхностям. Сведения о токарных станках. Установка и обработка деталей на токарных станках. Режимы резания при токарной обработке. Методы чистовой отделочной обработки наружных цилиндрических поверхностей
Требования к наружным цилиндрическим поверхностям
Обработка наружных цилиндрических поверхностей тел вращения в зависимости от требуемой точности и качества поверхности может включать в себя черновую и чистовую обработку. Обработку производят на различных станках токарной группы: токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах.
К цилиндрическим поверхностям предъявляются следующие требования:
– круглость в любом сечении, перпендикулярном оси;
Эти требования указываются на чертежах в виде допускаемых отклонений размеров, формы и расположения поверхностей, а также требований к качеству поверхности (шероховатости).
Сведения о токарных станках
Черновая обработка наружных цилиндрических поверхностей чаще всего производится обтачиванием на токарных станках. Общий вид токарного станка приведен на рисунке10.1.
1 – коробка подач; 2 – передняя (шпиндельная) бабка с коробкой скоростей; 3 –поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка; 6 – направляющие; 7 –станина; 8 – ходовой винт; 9 – ходовой вал, 10 – фартук; 11 – суппорт
Рис.10.1. Токарно-винторезный станок
Все основные части станка смонтированы на станине 7 – массивном чугунном основании. Верхняя часть станины имеет направляющие 6, по которым перемещаются подвижные части станка. Передняя бабка 2 – чугунная коробка, внутри которой расположен главный орган станка – шпиндель, представляющий собой полый вал, на правом конце которого крепится приспособление для зажима заготовки, например, патрон. Шпиндель получает вращение от двигателя станка через коробку скоростей – систему зубчатых колес, расположенных в передней бабке, позволяющих изменять число оборотов шпинделя. Суппорт 11 – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Движение подачи суппорт получает
от ходового винта 8 и ходового вала 9. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Фартук 10 – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в поступательное движение суппорта. Коробка подач 1 – механизм, передающий движение ходовому винту и ходовому валу и изменяющий величину подачи. Задняя бабка 5 служит для поддерживания правого конца длинных заготовок, а также для закрепления сверл, зенкеров и разверток.
1 – нижние салазки суппорта; 2 – ходовой винт; 3 – поперечные салазки суппорта; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт для крепления резцов; 9 – рукоятка поворота резцедержателя; 10 – гайка; 11 – верхние салазки; 12 –направляющие; 13 и 14 – рукоятки; 15 – рукоятка продольного перемещения суппорта
Рис.10.2. Суппорт токарного станка
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости
относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Submit to our newsletter to receive exclusive stories delivered to you inbox!

Пармезан Черница
Лучший ответ:

Онтонио Веселко
1.Зубчатые, ременные, червячные, фрикционные2. Ведущее звено передачи- узел, непосредственно установленный на агрегате движения. Это шестерня, шкив, установленный на валу электродвигателя, воспринимающая крутящий момент, и передающая другим( ведомым) узлам, механизмам. 3. В зависимости от соотношения входного и выходного валов, передачи делят на редукторы( увеличение мощности и уменьшение скорости вращения выходного вала) и мультипликаторы( увеличение скорости вращения и уменьшение мощности выходного вала). Передаточное отношение- одна из важных характеристик механической передачи, показывает во сколько раз вырос момент силы на ведомом валу. 4. назначение токарно- винторезного станка- обработка, резка, шлифовка, сверление заготовок, изделий, изготовление винтов, нарезка резьб. 5. движение подачи- оно задаётся коробкой подачи, имеющей ряд скоростей, для изменения скорости движения суппорта, в нем закрепляются резцы для обработки заготовок и нарезки резьб. Главное движение - снятие стружки на станках осуществляется благодаря вращательному движению заготовки. Движение, которое определяет скорость резания заготовки, называется главным. В токарном станке главное движение вращательное, во фрезерном станке- поступательно- возвратное.


Вы можете из нескольких рисунков создать анимацию (или целый мультфильм!). Для этого нарисуйте несколько последовательных кадров и нажмите кнопку Просмотр анимации.
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
Для получения на металлорежущем станке детали требуемых формы и размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно подразделить на основные (рабочие) и вспомогательные. К основным движениям относят главное движение резания или, иначе, главное движение и движение подачи.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках. К вспомогательным относят движения:
для наладки станка на заданные режимы резания;
для наладки станка в соответствии с размерами и конфигурацией заготовки;
управления станком в процессе работы;
соответствующих рабочих органов для подачи и зажима прутка или штучных заготовок;
для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы, их выполняют механизмы станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение резания (Dг) — прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Главное движение может входить в состав сложного формообразующего движения (например, при точении резьбы). Скорость главного движения (v) — скорость перемещения рассматриваемой точки режущей кромки инструмента или заготовки, участвующих в главном движении. У станков токарной группы главным движением является вращение заготовки; у фрезерных, шлифовальных и сверлильных — вращение инструмента; у долбежных, протяжных, части зубообрабатывающих и некоторых других — возвратно-поступательное движение инструмента; у продольно-строгальных станков — возвратно-поступательное движение заготовки и т. д.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи (Ds) — прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Движение подачи может быть непрерывным или прерывистым. Прерывистое движение подачи может входить в состав сложного формообразующего движения, например, при шлифовании резьбы. В зависимости от направления различают движения подачи: продольное, поперечное и др.
Скорость движения подачи (vs) — это скорость рассматриваемой точки режущей кромки в движении подачи. Подача (S) — отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов или определенных долей цикла другого движения во время резания или к числу определенных долей цикла этого другого движения. Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. Долей цикла является часть оборота, соответствующая угловому шагу зубьев режущего инструмента. Под ходом понимают движение в одну сторону при возвратно-поступательном движении. У токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольнострогальных станков. Примером сложного движения подачи может служить движение подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи: вращательное движение заготовки, продольное осевое перемещение заготовки или шлифовального круга и, наконец, поперечное движение шлифовального круга. В протяжных станках движение

Для получения на металлорежущем станке детали требуемой формы и размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно разделить на основные (рабочие) и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания, и движение подачи. В некоторых станках имеют место и другие виды рабочих движений, например движение деления, обкатки и др. С помощью этих движений осуществляется процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется оптимальной скоростью резания, а величина подачи зависит от требуемой шероховатости обработанной поверхности.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках.
К числу вспомогательных движений относятся:
а) движения для настройки станка на заданные режимы резания;
б) движения для наладки станка в соответствии с размерами и конфигурацией заготовки;
в) движения управления станком в процессе работы;
г) движения соответствующих рабочих органов для подачи или зажима прутка или штучных заготовок;
д) движения для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение в металлорежущих станках бывает чаще всего двух видов – вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту. Например, у станков токарной группы главным движением является вращение обрабатываемой заготовки; у фрезерных шлифовальных и сверлильных – вращение инструмента; у долбежных , протяжных, некоторых зубообрабатывающих и других – возвратно поступательное движение инструмента; у продольно-строгальных станков – возвратно-поступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым движение бывает, например, у продольно строгальных станков. Примером сложного движения подачи может служить движения подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи – вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу, в протяжных станках движение подачи отсутствует.
Читайте также: