
Что означает термин числовое программное управление кратко
Обновлено: 30.06.2024
FMS-3000 – это современное российское высокопроизводительное устройство числового программного управления, предназначенное для установки на различные типы технологического оборудования:
- фрезерные станки;
- копировальные станки;
- обрабатывающие центры;
- токарные станки;
- машины термической резки;
- другое оборудование с ЧПУ.
Имеется АКТ ЭКСПЕРТИЗЫ о соответствии производимой промышленной продукции требованиям, предъявляемым в целях ее отнесения к продукции, произведенной на территории Российской Федерации.
МОДЕЛЬНЫЙ РЯД
Система FMS-3000 производится на основе компьютера промышленного исполнения с открытой архитектурой, что в комплексе с мощным программным обеспечением позволяют легко интегрировать в ее состав компьютерные компоненты ведущих производителей вычислительной техники.
Программное обеспечение, разработанное специалистами ООО "Модмаш-Софт", реализует многозадачную систему реального времени, гарантирующую высокое качество выполнения таймерных задач управления сервоприводами и циклами электроавтоматики. Алгоритмы управления и их программная реализация инвариантны по отношению к операционной системе. Открытая структура программного обеспечения позволяет включать в состав системы программные модули пользователя.
Адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики и широкого набора параметров FMS-3000.
Функциональная схема системы ЧПУ FMS-3000
Модернизация станков с ЧПУ и подготовка специалистов
Модернизация станков с ЧПУ и подготовка специалистов по ЧПУ
ООО "Модмаш-Софт" выполняет работы по модернизации станков с ЧПУ, для этих целей в составе компании имеется специализированное подразделение, в состав которого входят инженеры-конструкторы, программисты, инженеры-электроники. Если на вашем предприятии есть свой штат инженеров-электроников и вы хотите выполнить работы своими силами, предлагаем воспользоваться готовыми проектами модернизации, разработанными и реализованными за более чем 10 лет успешной работы. На сегодняшний день мы имеем более ста готовых проектов, охватывающих практически все модели отечественных станков, а так же многие импортные марки.
Подготовка специалистов по ЧПУ и электроприводам проводится в учебный классе компании, оборудованный стендами на базе ЧПУ FMS-3000 и всеми необходимыми техническими средствами. За истекшие годы услугами по обучению воспользовались более 200 представителей различных предприятий России и СНГ.
Электроприводы FMS-Drives Электродвигатели FMS-Motors
Электроприводы FMS-Drives
Электродвигатели FMS-Motors
ООО "Модмаш-Софт" представляет семейство электроприводов переменного тока на основе цифровых электроприводов - FMS-Drives и электродвигателей - FMS-Motors. Высокие динамические характеристики и широкий модельный ряд электродвигателей, а также развитые функциональные возможности электроприводов позволяют подобрать оптимальное решение для различных задач управления технологическим оборудованием.
| Цифровые электроприводы FMS-Drives | Электродвигатели FMS-Motors |
Электродвигатели FMS-Motors
Электродвигатели FMS-Motors
Основой для представляемого модельного ряда электродвигателей является электрическая машина трехфазного переменного тока с восемью полюсами для синхронных электродвигателей и четырьмя полюсами обмотки статора для асинхронных электродвигателей. Это позволяет значительно унифицировать электродвигатели по габаритам для широкого ряда по моменту и скорости вращения ротора, изменяя лишь длину статора и номинальную частоту обмотки. Остальные конструктивные особенности зависят от типа и исполнения электродвигателя.
| | Синхронные электродвигатели BR | Асинхронные электродвигатели VT | Асинхронные электродвигатели VF |
Энкодеры (преобразователи перемещений), устройства индикации и управления ЛИР
Энкодеры (преобразователи перемещений), устройства индикации и управления ЛИР
Энкодеры (датчики углового положения и перемещения), устройства индикации и управления ЛИР широко применяются в продукции станкостроения, робототехнических комплексах, автоматизированных установках электронной промышленности, системах технологического и промышленного контроля, приборах для научных исследований, а также во всевозможных измерительных устройствах, работающих в условиях эксплуатации, требующих высокоточной регистрации и управления перемещениями.
 |  |  |
МОДЕЛЬНЫЙ РЯД
| Угловые инкрементные преобразователи перемещений | Линейные преобразователи перемещений | Устройства индикации Системы управления | |||
| Угловые абсолютные преобразователи перемещений | Магнитные преобразователи перемещений | Замена импортных энкодеров |
Включение оборудования с ЧПУ в общую информационную сеть предприятия
Включение оборудования с ЧПУ в общую информационную сеть предприятия
Поддержка WEB-сервиса позволяет вести удаленный мониторинг станка на любом удаленном устройстве, подключенном к сети – персональном компьютере, мобильном планшете или смартфоне.
В пакет программ включена утилита по теоретическому расчету машинного времени на отработку управляющей программы. Сравнив расчетное время с фактическим, можно оценить эффективность использования станочного парка.
Благодаря комплексному мониторингу специалисты технологической службы имеют возможность получать различные типы отчетов как в табличном, так и в графическом виде, определить коэффициент использования рабочего времени и эффективность использования каждой единицы станочного парка.

Станочные измерительные системы BLUM
Станочные измерительные системы BLUM
| Контактные щупы для измерения детали | Контактные щупы установки инструмента | Бесконтактные (лазерные) системы контроля инструмента |
Станки и обрабатывающие центры
Станки и обрабатывающие центры
Токарные станки. Обрабатывающие центры
Удобство составления управляющих программ в визуальной среде
Удобство составления управляющих программ в визуальной среде
Новые функции системы ЧПУ FMS-3000 позволяют быстро и легко составить управляющую программу (УП) отработки специалистам, не имеющим углубленных знаний в технологическом программировании, для составления УП используется визуальная среда.
 |  |  |
| Обработка задается путем задания параметров. Сопряжения элементов вычисляются автоматически. | Программирование контуров с помощью геометрических элементов (точка, прямая, окружность). | Библиотека циклов: Фрезерные, сверлильно-расточные, токарные,комплексные. |
Процесс создания УП для удобства разделен на несколько этапов:
1. Задаются исходные данные, учитывающие особенности конкретного станка и чертежа детали (тип обработки, используемая система координат и прочее).
Исходный набор параметров может быть сохранен в виде шаблона и использоваться в последующем для других УП с аналогичными исходными данными.
Также на этом этапе можно в диалоговом режиме определить геометрические функции, которые будут задавать контур обхода. Выбор геометрической функции и ввод каждого параметра сопровождается графической иллюстрацией и текстовыми комментариями.
2. Программирование простейших перемещений.
На этом этапе в диалоговом режиме можно менять технологические параметры обработки (выбор инструмента и используемые коррекции, задание подачи и оборотов шпинделя), а также простейшие перемещения инструмента по всем осям. При изменении различных параметров диалогового окна кадр УП
создается автоматически. Количество слов в одном кадре произвольно и определяется практическими соображениями. Таким образом, для достаточно простых деталей можно задавать перемещение инструмента по контуру, используя данные чертежа.
3. Поддержка УЧПУ FMS-3000 стандартных и комплексных циклов значительно упрощает программирование повторяющихся операций. Визуальная среда позволяет программировать цикловую отработку так же легко, как и простейшие перемещения по контуру.
В визуальном программировании каждый цикл сопровождается графической иллюстрацией, а при задании значений параметров дополнительно представлено текстовое описание назначения выбранного параметра.
Использование визуального программирования при создании управляющих программ автоматизирует процесс написания кода УП, однако не исключает возможности вносить коррекции в ручном режиме в любой кадр уже сгенерированной программы. Возможно написание программы и в ручном режиме, когда каждый кадр вводится с клавиатуры. Поэтому специалисты, имеющие достаточную подготовку в технологическом программировании, могут использовать ее в качестве дополнительного инструмента, сокращающего время создания УП.
Интегрированные средства отладки, настройки и диагностики
Интегрированные средства отладки, настройки и диагностики
Средства отладки, интегрированные в ПО FMS-3000, дают возможность максимально удобно выполнить весь комплекс работ, начиная от составления программы электроавтоматики и заканчивания настройкой приводов и запуском станка в эксплуатацию. Язык программирования электроавтоматики (ЭА) основан на использовании логических уравнений булевой алгебры с широким набором дополнительных функций.
Возрастает производительность и точность обработки
Возрастает производительность и точность обработки
Функционирование системы ЧПУ FMS-3000 обеспечивается 32-разрядное ПМО FMS, которое работает в режиме жесткого реального времени, необходимого для высокоточного управления приводами подачи и фоновым контроллером электроавтоматики, и, в тоже время, позволяет использовать широкие сетевые, графические и мультимедийные возможности операционной системы. Это позволяет существенно повысить общую производительность оборудования за счет сокращения времени на разработку и отладку управляющих технологических программ, наладки станка на обработку конкретной детали, высокой точности обработки с контролем размеров детали и инструмента.
Выпуск УЧПУ FMS-3000 локализован в г. Нижнем Новгороде, что гарантирует короткие сроки поставки систем, в том числе специальных исполнений.



- Минимальное время выполнения кадра управляющей программы – 0,001 с;
- Кодирование управляющей программы – формат ISO;
- Программная совместимость с CNC FANUC, CNC SIEMENS;
- Линейная интерполяция по 32 осям одновременно;
- Круговая интерполяция;
- Линейно-круговая интерполяция;
- Сплайн-интерполяция;
- Параметрическое программирование;
- Встроенный язык макропрограммирования;
- Программирование в полярных координатах
- Программирование циклов пользователя
- Программирование нарезания резьбы
- Коррекция на радиус инструмента;
- Коррекция на длину инструмента;
- Установка масштабных коэффициентов;
- Задание систем координат детали;
- Поворот системы координат детали;
- Подключение электронных штурвалов;
- Работа с абсолютными датчиками положения.
Программное обеспечение может быть доработано для реализации любых потребностей заказчика.
Особые функциональные возможности FMS-3000:
Легкое встраивание стандартных компьютерных компонентов
Легкое встраивание стандартных компьютерных компонентов
Использование современной стандартной аппаратной архитектуры промышленного компьютера позволяет пользователям легко интегрировать в систему ЧПУ дополнительные устройства, такие как сканеры штрих-кода инструмента, видео-камеры, устройства голосового извещения, расширенные клавиатуры, мыши, тачпады, сенсорные экраны и другие совместимые устройства.
Возможна установка дополнительного программного обеспечения, разработанного пользователем.
- Числовое программное управление (сокр. ЧПУ; англ. computer numerical control, сокр. CNC) — область техники, связанная с применением цифровых вычислительных устройств для управления производственными процессами.Оборудование с ЧПУ может быть представлено:
* станочным парком, например, станками (станки, оборудованные числовым программным управлением, называются станками с ЧПУ) для обработки металлов (например, фрезерные или токарные), дерева, пластмасс;
* приводами асинхронных электродвигателей, использующих векторное управление;
* характерной системой управления современными промышленными роботами;
Связанные понятия
Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся.
Промы́шленный ро́бот — предназначенный для выполнения двигательных и управляющих функций в производственном процессе манипуляционный робот, т. е. автоматическое устройство, состоящее из манипулятора и перепрограммируемого устройства управления, которое формирует управляющие воздействия, задающие требуемые движения исполнительных органов манипулятора. Применяется для перемещения предметов производства и выполнения различных технологических операций.
Станок — машина (агрегатный механизм), используемая (как правило, в промышленности) для обработки различных материалов, либо приспособление для выполнения чего-либо.
Промышленный контроллер — подсистема, управляющая работой подключенных к ней устройств, но, как правило, не изменяющая данные, которые могут проходить сквозь неё. Возможно форматирование потока данных для передачи или записи на носитель. К контроллерам могут подключаться периферийные устройства или каналы связи.Исторически контроллером называли аппарат управления для пуска, останова, реверсирования или регулирования скорости вращения электродвигателей. Устройство представляло собой вал с контактами.
Автоматическая линия - группа машин, которые, имея общие механизмы управления, автоматически выполняют в технологической последовательности цикл операций по обработке изделий. Автоматическая линия оборудована автоматическими транспортными средствами для перемещения изделий от одной машины к другой.
Упоминания в литературе
Реализация в полной мере характеристик оборудования нового поколения не возможна без комплексной автоматизации проектирования и производства. Интегрированные средства САПР должны обеспечивать автоматизацию проектирования и конструирования, приводящую к созданию электронных моделей изделий, а также составляющих их агрегатов и деталей. Именно электронные модели, обеспечивая информационное единство всех работ, дает возможность их оперативного и точного исполнения. Новое поколение технологических компонентов САПР, функциональность и эффективность которых неуклонно повышается, обеспечивает оперативное формирование управляющих программ для оборудования с числовым программным управлением (ЧПУ), отвечающих требованиям высокопроизводительной обработки [58].
АВТОМАТИЗ?ЦИЯ, применение технических средств и систем управления, освобождающих человека частично или полностью от непосредственного участия в процессах получения, преобразования, передачи и использования энергии, материалов или информации. При этом автоматизируются: технологические, энергетические, транспортные и другие производственные процессы; проектирование сложных агрегатов, судов, промышленных сооружений, производственных комплексов; организация, планирование и управление в рамках цеха, предприятия, строительства, отрасли, войсковой части, соединения и др.; научные исследования, медицинское и техническое диагностирование, учёт и обработка статистических данных, программирование, инженерные расчёты и пр. При автоматизации функции управления и контроля над процессом производства, ранее выполнявшиеся рабочим-оператором, передаются (частично или полностью) приборам и автоматическим устройствам. Труд людей используется при этом только для наладки, наблюдения и контроля над ходом процесса производства. Цель автоматизации – повышение производительности и эффективности труда, улучшение качества продукции, оптимизация управления, устранение человека от работы в условиях, опасных для здоровья. Основные направления автоматизации производства – использование промышленных роботов и манипуляторов, станков с числовым программным управлением , роторных и роторно-конвейерных машин, средств вычислительной техники и прежде всего микропроцессорных систем для управления производством и автоматизации проектирования.
Связанные понятия (продолжение)
Металлоре́жущий стано́к — агрегатный механизм (станок), предназначен для обработки металлических и неметаллических заготовок. Обычно имеет шпиндель либо планшайбу. Работы на данном оборудовании осуществляются механическим способом с применением резцов, свёрл и пр. режущего инструмента.
Система автоматизированного проектирования — автоматизированная система, реализующая информационную технологию выполнения функций проектирования, представляет собой организационно-техническую систему, предназначенную для автоматизации процесса проектирования, состоящую из персонала и комплекса технических, программных и других средств автоматизации его деятельности. Также для обозначения подобных систем широко используется аббревиатура САПР.
Агрегатный станок — металлорежущий станок, который состоит в основном из оптимального числа деталей (унифицированных) кинематически не связанных между собой агрегатов. Единой системой управления задается взаимозависимость и последовательность движения агрегатам станка. В основном агрегатные станки применяются на заводах массового производства. Станки обладают большим экономическим эффектом. На этих станках можно выполнять: сверление, зенкерование, растачивание, фрезерование, нарезание внутренних.
Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих.
Автоматизация технологического процесса — совокупность методов и средств, предназначенная для реализации системы или систем, позволяющих осуществлять управление самим технологическим процессом без непосредственного участия человека, либо оставления за человеком права принятия наиболее ответственных решений.
Фрезерование (фрезерная обработка) — это механическая обработка резанием плоскостей, пазов, лысок, при которой режущий инструмент (фреза) совершает вращательное движение (со скоростью V), а обрабатываемая заготовка — поступательное (со скоростью подачи S).
Координатно-измерительная машина (КИМ) — устройство для измерения геометрических характеристик объекта. Машина может управляться вручную оператором или автоматизировано компьютером. Измерения проводятся посредством датчика, прикрепленного к подвижной оси машины. Измерительные датчики отличаются по принципу действия (электро-контактные, индукционные, оптические, ёмкостные, пьезометрические, тензометрические), выходному сигналу (аналоговые, дискретные), способу измерения (контактные, бесконтактные.
Программи́руемый логи́ческий контро́ллер (сокр. ПЛК; англ. programmable logic controller, сокр. PLC; более точный перевод на русский — контроллер с программируемой логикой), программируемый контроллер — специальная разновидность электронной вычислительной машины. Чаще всего ПЛК используют для автоматизации технологических процессов. В качестве основного режима работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьёзного обслуживания.
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Микропроцессорная система представляет собой функционально законченное изделие, состоящее из одного или нескольких устройств, главным образом из микропроцессора и/или микроконтроллера.
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки её на другие станки.
Автоматизи́рованное рабо́чее ме́сто (АРМ) — программно-технический комплекс АС, предназначенный для автоматизации деятельности определенного вида. При разработке АРМ для управления технологическим оборудованием как правило используют SCADA-системы.
Ре́жущий инструме́нт — инструмент для обработки резанием, то есть инструмент для формирования новых поверхностей отделением поверхностных слоёв материала с образованием стружки.
Автома́тика (от греч. αύτόματος — самодействующий) — отрасль науки и техники, которая разрабатывает технические средства и методы для осуществления технологических процессов без непосредственного участия человека.
Исполни́тельное устро́йство (исполнительный элемент, актуа́тор, актюа́тор) — функциональный элемент системы автоматического управления, который воздействует на объект изменяя поток энергии или материалов, которые поступают на объект. Большинство исполнительных устройств имеют механический или электрический выход.Состоит из двух функциональных блоков: исполнительного устройства (если исполнительное устройство механическое, то его часто называют исполнительный механизм) и регулирующего органа, например.
Станочное приспособление — устройство для базирования и закрепления заготовки при обработке на металлорежущем станке.
Графопострои́тель (от греч. γράφω — пишу, рисую), пло́ттер — устройство для автоматического вычерчивания с большой точностью рисунков, схем, сложных чертежей, карт и другой графической информации на бумаге размером до A0 или кальке.
Промышленная автоматика — общее название разнообразных механических, электрических, пневматических, гидравлических и электронных устройств, применяемых для автоматизации технологических процессов, дискретных, непрерывных и гибридных производств — ТЭЦ, конвейеров, станков с числовым программным управлением, промышленных роботов, зданий, а также транспортных средств и транспортной инфраструктуры, систем логистики.
Поточная линия — комплекс оборудования, взаимосвязанного и работающего согласовано с заданным ритмом по единому технологическому процессу. Рабочие места размещаются в соответствии с последовательностью технологического процесса. Поточная линия обеспечивает непрерывность технологического процесса, позволяет его механизировать. Поточная линия называется также конвейером, так как главной её частью обычно является конвейер — механизм для непрерывной транспортировки.
Поверхностный монтаж — технология изготовления электронных изделий на печатных платах, а также связанные с данной технологией методы конструирования печатных узлов.
Гибридная интегральная схема (гибридная микросхема, микросборка, ГИС, ГИМС) — интегральная схема, в которой наряду с элементами, неразъёмно связанными на поверхности или в объёме подложки, используются навесные микроминиатюрные элементы (транзисторы, конденсаторы, полупроводниковые диоды, катушки индуктивности, вакуумные электронные приборы, кварцевые резонаторы и др.). В зависимости от метода изготовления неразъёмно связанных элементов различают гибридные, плёночную и полупроводниковую интегральные.
Сборка — образование соединений составных частей изделия. Технологический процесс сборки заключается в последовательном соединении и фиксации всех деталей, составляющих ту или иную сборочную единицу в целях получения изделия, отвечающего установленным на него техническим требованиям. Кроме этого, в процессе сборки осуществляется контроль требуемой точности взаимного положения деталей.
Макетная плата — универсальная печатная плата для сборки и моделирования прототипов электронных устройств. Макетные платы подразделяются на два типа: для монтажа посредством пайки и без таковой.
Поточное производство — прогрессивный способ организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах — поточных линиях.
Операторская панель (Операторная панель, жарг. Панель или англ. HMI, также устар. Пульт оператора) — специализированное вычислительное устройство массового (либо крупносерийного) производства, реализованное в виде промышленного контроллера (а не компьютера), широко использующее человеко-машинный интерфейс для управления операторами отдельными автоматизированными устройствами или целыми технологическими процессами в составе АСУ ТП в рамках промышленной автоматизации.
Конвейерное производство — система поточной организации производства на основе конвейера, при которой оно разделено на простейшие короткие операции, а перемещение деталей осуществляется автоматически. Это такая организация выполнения операций над объектами, при которой весь процесс воздействия разделяется на последовательность стадий с целью повышения производительности путём одновременного независимого выполнения операций над несколькими объектами, проходящими различные стадии.
Суммирующая машина — механическая машина, автоматически суммирующая числа, вводимые в неё оператором.
Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
Конструкторская документация (КД) — графические и текстовые документы, которые, в совокупности или в отдельности, определяют состав и устройство изделия и содержат необходимые данные для его разработки, изготовления, контроля, эксплуатации, ремонта и утилизации.
Литьё полимеров под давлением — технологический процесс переработки пластмасс путём впрыска расплава полимера под давлением в литьевую форму с последующим его охлаждением. Термин — литье под давлением отражает особенность процесса формования, когда для компенсации объемной и линейной усадки используются значительные давления расплава при заполнении и охлаждении в оформляющей полости (литьевой форме).
Монтаж накруткой, монтаж проводов накруткой — технология, используемая в сборке электронной техники. Это метод построения плат электронных схем без изготовления печатной платы. Провода обматываются вручную либо с помощью машин; соединения позже могут быть изменены после этого вручную. Метод был популярен даже в массовом производстве в 60-х и в ранних 70-х годах и продолжает использоваться для небольших партий и прототипов. Метод выделяется среди технологий прототипирования электроники тем, что сложные.
Электро́нно-вычисли́тельная маши́на (сокращённо ЭВМ) — комплекс технических, аппаратных и программных средств, предназначенных для автоматической обработки информации, вычислений, автоматического управления. При этом основные функциональные элементы (логические, запоминающие, индикационные и др.) выполнены на электронных элементах .
Перфока́рта (перфорационная карта, перфорированная карта, от лат. perforo — пробиваю и лат. charta — лист из папируса; бумага) — носитель информации из тонкого картона, представляет информацию наличием или отсутствием отверстий в определённых позициях карты. Наиболее широко перфокарты применялись во второй половине XX века для ввода и хранения данных в системах автоматизированной обработки информации. В настоящее время, как и перфолента, практически вытеснены более компактными, быстрыми и удобными.
Телемеханика — наука об управлении и контроле на расстоянии с передачей (по каналу связи) кодированных электрических или радиосигналов, несущих управляющую информацию или данные о состоянии контролируемого объекта. Объектами телемеханического управления и контроля могут служить технологические процессы, машины, устройства, биологические системы и др.
Автоматиза́ция произво́дства — это процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам.
Дéревообрабатывающий станóк — станок, применяемый для механической обработки древесины (пиления, строгания и др.), с помощью режущего инструмента или давления.
Механическая обработка — обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого режущего инструмента. Сам процесс обработки осуществляется на металлорежущих станках, в установленном порядке согласно технологическому процессу.
Станкостроение — базовая отрасль машиностроения, занимающаяся производством широчайшего спектра машин для обработки различных материалов (станков), а именно: металло- и деревообрабатывающие станки, автоматические и полуавтоматические линии, комплексно-автоматические машиностроительные линии, станки с ЧПУ, кузнечно-прессовое, литейное и др. оборудование.
Мехатро́ника — это область науки и техники, основанная на синергетическом объединении узлов точной механики с электронными, электротехническими и компьютерными компонентами, обеспечивающими проектирование и производство качественно новых механизмов, машин и систем с интеллектуальным управлением их функциональными движениями.
Разрабо́тка но́вого проду́кта (англ. New product development, NPD) — устоявшийся термин, используемый для описания всего процесса создания и вывода нового изделия или услуги на рынок. Процесс разработки нового продукта идет по двум параллельным путям: один включает генерирование идеи, промышленный дизайн и конструирование, а другой — маркетинговое исследование и анализ.
Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки. Осуществляется путём снятия стружки режущим инструментом (резцом, фрезой и пр.).

Аббревиатура ЧПУ соответствует двум англоязычным NC и CNC, отражающим эволюцию развития систем управления оборудованием. Системы типа NC (см. NC) предусматривали использование жестко заданных схем управления обработкой, например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях, таких, как магнитные ленты, перфорированные бумажные ленты. Каких-либо устройств оперативного хранения данных, управлющих микропроцессоров не предусматривалось. Системы ЧПУ, описываемые как CNC, основаны на микропроцессоре с оперативной памятью, с операционной системой, приводы управляются собственными микроконтроллерами. Программа для оборудования с ЧПУ может быть загружена с внешних носителей, например, дискет или с обычных или специализированных флеш-накопителей. Помимо этого, современное оборудование подключается к заводским сетям связи. Наиболее распространенный язык программирования ЧПУ для металлорежущего оборудования описан документом ISO 6983 Международного комитета по стандартам (подробнее
История
В СССР для токарных станков наибольшее распространение получили системы ЧПУ отечественного производства 2Р22 и Электроника НЦ-31.
См. также
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Числовое программное управление" в других словарях:
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ — (ЧПУ), управление режимом работы металлорежущих станков, промышленных роботов, измерительных приборов, сварочных агрегатов, погрузчиков и т.п. по программе, заданной в числовой форме, с выдачей управляющих воздействий на исполнительные органы… … Современная энциклопедия
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ — (ЧПУ) управление обработкой металлической заготовки на станке по программе, заданной в цифровой форме. Устройство ЧПУ выдает управляющие воздействия на исполнительные органы станка в соответствии с программой и информацией о состоянии… … Российская энциклопедия по охране труда
Числовое программное управление — (ЧПУ), управление режимом работы металлорежущих станков, промышленных роботов, измерительных приборов, сварочных агрегатов, погрузчиков и т.п. по программе, заданной в числовой форме, с выдачей управляющих воздействий на исполнительные органы… … Иллюстрированный энциклопедический словарь
Числовое программное управление — 185) числовое программное управление автоматическое управление процессом, осуществляемое устройством, использующим числовые данные, обычно поступающие по мере протекания процесса (источник: ISO 2382) (категория 2);. Источник: Приказ ФТС России… … Официальная терминология
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ — (ЧПУ) металлообрабатывающим оборудованием управление обработкой заготовки на станке по программе, заданной в цифровой форме. Устройство ЧПУ выдаёт управляющие воздействия на исполнит. органы станка в соответствии с программой и информацией о… … Большой энциклопедический политехнический словарь
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ — автоматическое управление процессом, осуществляемое устройством, использующим числовые данные, обычно вводимые по мере протекания процесса ( ISО 2382) … Словарь понятий и терминов, сформулированных в нормативных документах российского законодательства
числовое программное управление станком — ЧПУ Ндп. цифровое программное управление станком Управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме. [ГОСТ 20523 80] Недопустимые, нерекомендуемые цифровое программное управление станком… … Справочник технического переводчика
числовое программное управление (компьютерное числовое управление) — 3.3 числовое программное управление (компьютерное числовое управление) [numeral control (computer numeral control)]; NC, CNC: Автоматическое управление технологическим процессом с помощью устройства, использующего цифровую информацию для… … Словарь-справочник терминов нормативно-технической документации
адаптивное числовое программное управление станком — адаптивное управление Числовое программное управление станком, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям. [ГОСТ 20523 80] Тематики числовое… … Справочник технического переводчика
Автоматизация производственных процессов шагнула на новую ступень развития. Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
Что такое CNC: все о станках с ЧПУ

Computer numerical control или сокращенно CNC представляет собой современное направление в разработке техники различного назначения, базирующееся на использовании цифровых электронных устройств в системе управления. В России оно известно, как числовое программное управление (ЧПУ).
По сути, ЧПУ – это компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания. Любые перемещения исполнительных органов задаются специальной управляющей программой (УП) для данного станка. Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Современная система CNC существенно расширила возможности ранее используемой системы NC. Базой для нее служат микроконтроллеры, программируемые логические контроллеры, компьютеры на микропроцессорах.
Целесообразность использования

Система ЧПУ значительно повышает производительность труда и способствует сокращению работников, но для ее внедрения необходимы значительные затраты и специально подготовленные работники, что не всегда экономически оправдано. Использование ЧПУ целесообразно в следующих обстоятельствах:
- Производство изделий высокой стоимости, когда применяются дорогостоящее и дефицитное сырье. В этом случае необходимо минимизировать ошибки, исключить брак, что и обеспечивает ЧПУ.
- Выпуск однотипных изделий большими сериями. Отработанная программа позволяет снизить себестоимость и менять программное обеспечение (ПО) нет необходимости, а первоначальные затраты достаточно быстро окупаются.
- Изготовление сложных деталей, требующее проведения многочисленных технологических операций.
- Необходимость обеспечения выпуска многочисленных изделий, абсолютно идентичных по точности обработки. Программа обеспечивает такое производство с отклонением не более 3 мкм.
- Изготовление изделий, в конструкцию которых часто вносятся небольшие изменения. При использовании ЧПУ они легко вносятся в УП с пульта оператора станка.
Важно! Автоматизация производства – это современный подход к его организации, но она требует экономического обоснования.
Функции

Система ЧПУ способна выполнять следующие функции:
Некоторое оборудование обеспечивается централизованными, автоматизированными рабочими местами, когда нужная программа устанавливается через промышленную сеть. В этом случае ЧПУ позволяет контролировать работу не одного станка, а всего участка, цеха (ABB Robot Studio, Microsoft Robotics Developer Studio).
Особенности
Станки с ЧПУ обладают рядом привлекательных особенностей:
- Высокий уровень автоматизации. Оператор только контролирует процесс по монитору. Его участие в процессе сведено к минимуму.
- Обеспечение повторяемости. Оборудование не зависит от настроения и физического состояния оператора. Оно выпускает одинаковые изделия с неизменным высоким качеством месяцами, а то и годами.
- Один оператор способен обслуживать несколько станков.
- Гибкость. При небольших изменениях параметров процесса вносится корректива в программу, а при существенном изменении – загружается новая программа. Такие процедуры не занимают много времени.
- Точность обработки и повторяемость. Программа обеспечивает выпуск множества одинаковых деталей с высочайшей точностью.
- С помощью станков с ЧПУ можно изготовить изделия сложной формы, которые подвластны только высокопрофессиональным рабочим, да и то с использованием специальных приспособлений.
Важно! Станки с ЧПУ отличаются универсальностью и способны заменить 4–5 простых машин. При этом не надо искать опытных рабочих по конкретной специальности, достаточно подготовить оператора оборудования с ЧПУ.
Классификация

Станки с ЧПУ подразделяются на несколько категорий. Это отражается в буквенно-цифровом обозначении марки. По назначению оборудования устанавливается технологическая категория. Она определяется по возможности проведения основных операций. Основные виды: токарные станки (номер группы – 1), фрезерные (номер 6), сверлильные и расточные станки (номер 2), многоцелевое оборудование (номер 9). Эта цифра стоит первой в маркировке.
По степени автоматизации устанавливаются такие типы:
- Ф1 — координаты движения устанавливаются с помощью клавиатуры компьютера (один нажим – 1 кадр программы). Предусматривается устройство цифровой индикации.
- Ф2 — используется порционная или прямоугольная система управления. Первая характерна для сверлильных и расточных станков, а вторая – для фрезерных и токарных станков.
- Ф3 — устанавливается контурная или непрерывная система ЧПУ. Она позволяет обрабатывать заготовки практически любой сложности.
- Ф4 — многооперационная, комбинированная система ЧПУ. В ней совмещены лучшие качества контурной и позиционной системы.
- Ц — цикловое ЧПУ. Это наиболее простая автоматизированная система для серийного выпуска достаточно простых, однотипных изделий.
Производится классификация станков и по способу смены рабочего инструмента. В маркировке могут выделяться такие варианты:
- Р – для смены и крепления инструмента применяются револьверные головки.
- М – установлен специальный инструментальный магазин, откуда автоматически поступает нужный инструмент.
Указанная маркировка свидетельствует о наличии устройства автоматической смены инструмента (АСИ). Помимо указанных модификаций, станки различаются по типу регулирования привода: шаговый, ступенчатый, плавно регулируемый.
Основные параметры
При выборе оборудования с ЧПУ основное внимание следует уделить таким параметрам:
- Класс точности. Допустимую погрешность можно определить по маркировке: П – повышенная точность, В – высокая точность.
- Рабочие параметры. Они устанавливаются для каждой технологической категории отдельно. Так для сверлильного оборудования важен максимальный диаметр отверстия, для фрезерных станков – размер рабочей зоны, для расточных станков – диаметр шпинделя, для токарных станков – размеры заготовки и т. д. К общим для всех типов оборудования можно отнести: мощность электродвигателя, скорость обработки (производительность), напряжение питания (220 или 380 В), габариты и масса станка.
- Количество одновременно контролируемых координат и точность их задания. В современных станках обеспечивается управление по 5 координатам.
В зависимости от назначения оборудования могут задаваться и другие важные параметры, которые необходимо учитывать при организации производства.
Принцип программирования

Работа станка с ЧПУ зависит от УП. Она может базироваться на следующих принципах программирования:
- Ручной способ. Программист формирует программную часть станка путем введения цифровых сведений о координатах движения рабочего инструмента, полученных при ручном перемещении. Требуется множество точек, что затягивает процесс программирования. Данный способ применяется при наличии всего 1–2 станков с ЧПУ, используемых для изготовления простых, однотипных изделий.
- Shop-floor – программирование с пульта оперативной системы ЧПУ. В этом случае УП составляется с помощью сенсорного экрана и джойстика на станочной стойке. В последних моделях станков применяется диалоговый режим.
- Программирование с использованием систем САПР и САМ. Система САПР (AutoCAD, Solid, Catia, Компас) позволяет построить электронный чертеж изделия, а система САМ (SheetCam, Kcam. MeshCam, CorelDraw) на его основе описывает траекторию движения инструмента. Предварительно графический файл переводится в формат DXF, Exeilon, HPGL или Gerber. Процесс программирования отражается на экране. Выдается Cl-файл. Для преобразования его в понятный для станка вид используется специальная программа (постпроцессор или паспорт). Она обеспечивает подачу команд в форме G- и М-кодов.
Программа на станок может загружаться в готовом виде с внешних носителей (дискеты, флеш-носители, магнитные ленты, перфоленты). Она помещается в оперативную память, карту памяти, жесткий диск или твердотельный накопитель.
Конструктивные особенности
Функционирование системы ЧПУ обеспечивают следующие основные узлы:
- Пульт оператора, консоль ввода-вывода. Этот элемент конструкции предназначен для ввода УП, задания параметров процесса, а также ручного управления операцией.
- Операторская панель, дисплей. Позволяет визуально контролировать процесс и производить корректировку УП.
- Контроллер. Это устройство компьютерного типа для введения в действие УП, формирования траектории движения рабочего органа, выдачи необходимых команд, осуществление общего управления, проведения диагностики и дополнительных расчетов.
- ПЗУ. Это память, позволяющая хранить программу длительное время. Информация из ПЗУ только считывается.
- ОЗУ. Данная оперативная память предназначена для программ, используемых в данный момент, а также для кратковременного хранения информации.
В качестве контроллеров могут служить промышленные готовые модели, встраиваемые устройства на основе микропроцессоров, программируемый контроллер логического типа, промышленный компьютер. Роль исполнительных механизмов исполняют сервоприводы и шаговые двигатели.
Виды станков с ЧПУ

К наиболее распространенному оборудованию с ЧПУ можно отнести фрезерные и токарные станки, а также многоцелевые агрегаты. Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Фрезерные станки

Фрезерные станки с ЧПУ могут использоваться только для фрезерования или с расширенным функционалом (сверление, раскрой листов, обработка под разным углом, формирование пазов и т. п.). Основные разновидности:
- Вертикальные фрезерные станки. В них шпиндель установлен вертикально. Может иметь нижний или верхний привод. Обработка обеспечивается с одной стороны.
- Горизонтальные фрезерные станки. Шпиндель установлен параллельно основанию. На станке можно производить всестороннюю обработку.
Оба типа станков могут иметь 1 или 2 шпинделя. Управление обеспечивается по 3–5 координатам. По способу управления различаются такие варианты: с позиционным, контурным, комбинированным управлением. Основные параметры станков: размеры рабочего стола, глубина фрезерования, мощность, скорость вращения шпинделя, тип передачи.
Среди конструктивных особенностей следует выделить наличие мощной станины, корпуса с ребрами жесткости, шпинделя с повышенной жесткостью для устранения вибраций, высокоточные направляющие рельсы. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Токарные

На токарном станке с ЧПУ используются резцы со сменными пластинами. Инструмент крепится в резцедержателе, расположенном в узле суппорта. Для проведения разнообразных процессов часто применяются резцедержатели кассетного типа с возможностью закрепления до 12 разных резцов.
Наиболее популярные разновидности:
- Центровые станки. Обработка осуществляется методом точения по контуру заготовки. Изготавливаются детали цилиндрической и конической формы, а также фасонные изделия.
- Патронные станки. На них можно производить обработку и снаружи, и изнутри заготовки. Основные операции: нарезание резьбы, зенкование, сверление, обтачивание для установки фланцев, дисков, втулок и шестерней.
- Комбинированные (патронно-центровые) станки. Совмещает возможности обоих типов.
- Карусельные станки. Они необходимы для обработки деталей больших размеров и заготовок неправильной формы.
Конструктивными особенностями токарных станков с ЧПУ являются: вертикальная или наклонная компоновка, повышенная жесткость элементов, система АСИ.
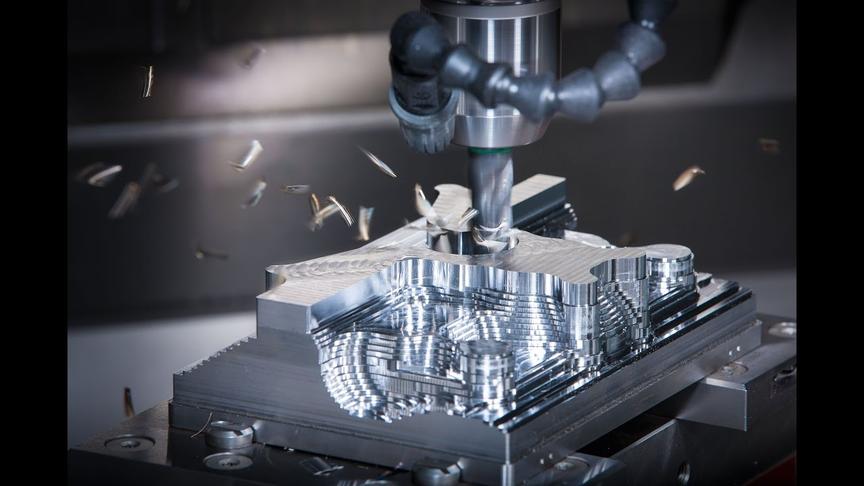
Многоцелевые

Комплексная обработка деталей осуществляется на многоцелевых станках (обрабатывающих центрах) с ЧПУ. Для них применяются специальные смешанные УП. Станки обеспечивают такие операции: фрезерование, зенкерование, растачивание, раскрой, нарезание резьбы и фасок. Они могут относиться к сверлильно-расточной или токарно-шлифовальной группе.
Многоцелевые станки различаются по типам:
- Горизонтальные станки. Они осуществляют одностороннюю обработку заготовок больших размеров.
- Вертикальные станки. Способны обеспечить обработку с 3–5 сторон с помощью поворотного шпинделя.
Среди конструктивных особенностей выделяются: наличие инструментальных магазинов для АСИ, поворотные столы для перемещения заготовки, приспособления для смены заготовок. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Мастер ЧПУ что это за должность?

Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.
Читайте также: