
Чем отличается угловое соединение от торцового кратко
Обновлено: 28.06.2024
Деревянный брус – популярный материал для строительства. Востребован при сооружении жилых домов, хозпостроек, загонов для животных, малых конструкций – лестниц, качелей, веранд и беседок в саду. При строительстве брус нужно соединять друг с другом. Существуют немало способов это сделать.
Описание и область применения бруса
Брус – вид пиломатериала, получаемый распиливанием древесного ствола вдоль. От доски брус отличается пропорциями: здесь толщина сравнима с шириной, но заметно меньше длины. Сечение квадратное или прямоугольное.
По способу обработки брус делят на 4 вида:
- двухкантный – отличается и выравнивается только с двух противоположных сторон;
- трехкантный – материал обработан с 3 сторон;
- четырехкантный – все стороны бруска ровные и гладкие;
- калиброванный – материал из самой сухой древесины, обработанный с 4 сторон, отличающийся максимально точными размерами.
Первые 2 типа используются для строительства хозпостроек, бань, гаражей. 4-кантный востребован при строительстве жилья и малых архитектурных конструкций. Из калиброванного – самого дорогого материала – сооружают постройки, которые должны соответствовать самым высоким эстетическим критериям.
Брус различают и по методу изготовления.
- Профилированный – брус квадратного или прямоугольного сечения, вырезанный из ствола. Самый популярный вариант для стройки жилых домов.
- Оцилиндрованный – 1 или 2 стороны пиломатериала имеет округлую форму, имитирующую бревно. Оцилиндрованный вариант используют для сооружения домов в русском стиле.
- Клееный – его получают склеиванием фрагментов разной длины. Здесь древесные волокна направлены в разные стороны. Такой брус не дает усадки и совершенно нечувствителен к влаге, так что активно используется в строительстве и в производстве мебели. Однако теряет другое преимущество дерева: он не может выводить избыток влаги из дома наружу.

Характеристики древесных пород сильно отличаются, так что брус выбирают с учетом породы дерева. Для балок перекрытия берут прочный материал, не подверженный гниению и долговечный – дуб, например. Для лестниц и ограждений используют плотную древесину, наподобие бука, дуба, но можно брать и менее устойчивую к действию воды – сосну, вишню, орех. Для сооружения пристани или открытой веранды годится только стойкая к сырости древесина – лиственница, например.
Виды крепежных изделий

Соединение брусков под прямым углом выполняется разными методами. На деле все они разделяются на 2 типа: с применением дополнительного крепежа и без него. Связано это с тем, что крепление для таких стыковок выполняется из металла, а свойства последнего сильно отличаются от характеристик дерева.
Уголок – универсальный крепеж. Бруски устанавливают под 90 градусов при любом соотношении длины, с одной или обеих сторон ставят металлический уголок и фиксируют его саморезами, гвоздями или винтами. Поскольку выпускаются детали с разным углом между пластинами, можно закрепить бруски под любым нужным углом.
Могут использоваться фигурные стальные пластины, железные скобы.
Сборка без уголков более распространена, хотя и требует большего опыта и умений. При этом в одном или двух брусках проделывают пазы и вставляют элементы так, чтобы они образовали одно целое. Благодаря разнородной структуре дерева при сцеплении возникает очень большая сила трения, поэтому крепеж получается очень надежным.
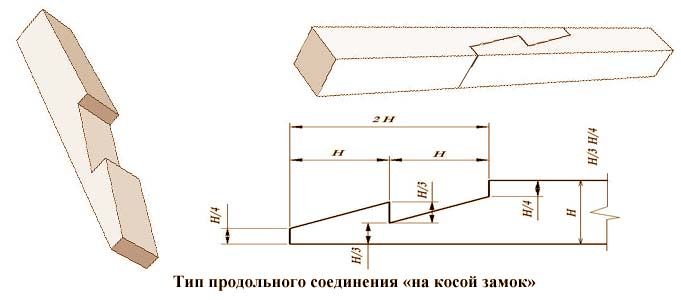
Способы продольного соединения
Соединение брусков из древесины возможно в продольном направлении для удлинения элемента и в поперечном. Чтобы состыковать балки в длину, предлагают следующие технологии.



Удлинить брус с помощью металлического крепежа невозможно.
Способы углового соединения
Угловое соединение бруса между собой, с одной стороны, проще, так как сцепление здесь намного лучше; с другой – сложнее, так как предполагает вырезание множества пропилов и шипов разной формы.
Различают 2 основных технологии.
Способ выбирают с учетом параметров материала и геометрии всей постройки. Например, соединять оцилиндрованный брус в углах избы методом без остатка не имеет никакого смысла.
С остатком
Такая стыковка выполняется за счет замочных пазов. По их числу и типу различают 3 варианта.
- Одностороннее соединение – на одном брусе выбирают паз с сечением, равным сечению второго бруса, но меньшей глубины. Второй элемент просто вставляют в первый. Метод прост и надежен.
- Двустороннее – пропил делают в обоих брусках и укладывают паз и в паз. Получается двустороннее крепление, одинаково прочное по обоим направлениям.
- Четырехстороннее – изменяют форму бруска ближе к концу так, чтобы при соединении они укладывались в паз, но каждый следующий элемент возвышался над плоскостью стыковки. В этом случае бруски соединяются и удерживаются силой сцепления с 4 сторон.
Чем сложнее способ стыковки, тем больше подготовки и расчетов он требует.
Без остатка
Крепить под прямым углом можно и без остатка. Вариантов здесь немало.

Промышленным путем в брусках делают пазы и выступы более сложной формы. Однако для этого требуется специальное оборудование.
Т-образное соединение бруса
К такому соединению прибегают при сооружении стен внутри дома и сопряжении их с внешними или между собой.
- Полусковородная – на перпендикулярном брусе выпиливают выступ с одной ровной стороной и с другой в виде трапеции. Толщина примерно в половину бруска. В сопрягаемом элементе – паз такого же размера и конфигурации.
- Замочный паз – в брусках вырезают пропил для шпонки. При стыковке шпонку забивают в отверстие, и она удерживается соединением.
- Сковородная – выступ в перпендикулярном бруске делают симметричной трапециевидной формы. Стыковка сложнее, так как для вбивания перпендикулярного элемента в основной брусок требуется усилие. Зато крепеж надежный.
- Прямой паз на коренном шипе – трехсторонняя стыковка. В торце перпендикуляра вырезают паз сложной формы и с мелкими пазами по обоим сторонам. Два бруса основной стены стыкуют с перпендикуляром ребром так, чтобы образовать с внешней стороны одну плоскость. Удержание происходит за счет вхождения шипов в пазы перпендикуляра.
В жилище не рекомендуется заменять Т-образную стыковку крепежом на уголок. Последний выглядит крайне неэстетично.
Рекомендации по выбору способа стыковки

Выбор метода зависит от нагрузки, которая будет осуществляться на узел. Последнее зависит от погодных условий, этажности здания и особенностей грунта.
В месте стыковки с наружной стороны стены брус скругляют, чтобы в пазах не накапливалась вода.
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений: стыковые, нахлесточные, тавровые, угловые и торцовые (рис. 7). Стыковое – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. Нахлесточное – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
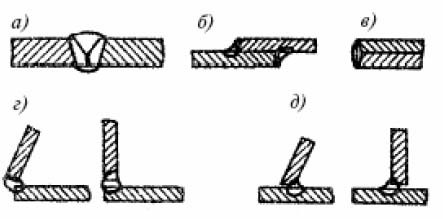
Рис. 7. Сварные соединения: а– стыковое; б – нахлесточное; в –
торцовое; г – угловое; д – тавровое
Тавровое – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. Угловое – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Торцовое – сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
1. Какое сварное соединение называется стыковым?
2. Чем отличается стыковое соединение от нахлесточного?
3. Какое сварное соединение называется тавровым?
4. Чем отличается угловое соединение от торцового?
2. Классификация и обозначение сварных швов
Сварной шов – это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением, или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми. Стыковой – это сварной шов стыкового соединения. Угловой – это сварной шов углового, нахлесточного или таврового соединений. Сварные швы подразделяются также по положению в пространстве (в соответствии с существующими стандартами): нижнее– Нив лодочку – Л, полу горизонтальные – Пг, горизонтальные – Г, полувертикальные – Пв, вертикальные – В, полупотолочные – Пп, потолочные – П (рис. 8). По протяженности швы различают сплошные (непрерывные) и прерывистые. Прерывистые швы могут быть цепными или шахматными (рис. 9, а).
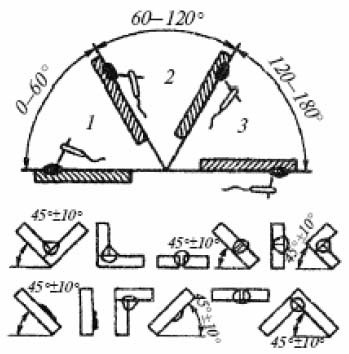
Рис. 8. Основные положения сварки и их обозначения: 1 – нижнее; 2 – вертикальное или горизонтальное на вертикальной поверхности; 3 – потолочное
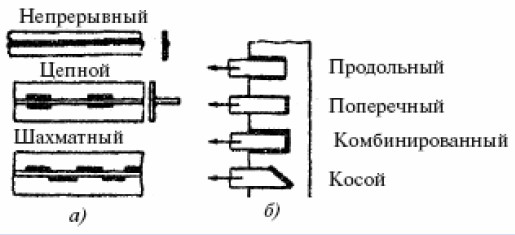
Рис. 9. Классификация сварных швов: а – по протяженности; б –
по отношению к направлению действующих усилий
По отношению к направлению действующих усилий швы подразделяются на продольные, поперечные, комбинированные и косые (рис. 9, б). По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми (рис. 10).
Соединения, образованные выпуклыми швами, лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.

Рис. 10. Классификация сварных швов по форме наружной поверхности
По условиям работы сварного узла в процессе эксплуатации изделия сварные швы подразделяются на рабочие, которые
непосредственно воспринимают нагрузки, и соединительные (связующие), предназначенные только для скрепления частей или деталей изделия. Связующие швы чаще называют нерабочими швами. При изготовлении ответственных изделий выпуклость на рабочих швах снимают пневматическими шлифмашинками, специальными фрезами или пламенем аргонодуговой горелки (выглаживание). Основные типы, конструктивные элементы, размеры и условия обозначения швов сварных соединений, выполненных наиболее распространенными способами сварки, регламентированы стандартами. В этих стандартах типы швов сварных соединений определяются видом сварного соединения, формой подготовленных кромок и типом выполненного шва. Независимо от способа сварки условно изображают видимый шов сплошной основной линией, а невидимый – штриховой линией. В стандартах принято буквенно-цифровое условное обозначение швов сварных соединений. Буквенная часть указывает на вид сварного соединения: С – стыковое, У – угловое, Т – тавровое, Н – нахлесточное. Цифры являются порядковым номером типа шва в данном конкретном стандарте. Условные обозначения основных способов сварки следующие: Р – ручная дуговая сварка (штучным электродом); ЭЛ – электронно-лучевая сварка; Ф – дуговая сварка под слоем флюса; ПЛ – плазменная и микроплазменная сварка; УП – сварка в активном газе (или смеси активного и инертного газов, плавящимся электродом); ИП – сварка в инертном газе плавящимся электродом; ИН – сварка в инертном газе неплавящимся электродом; Г – газовая сварка.
1. Что называется сварным швом?
2. Какие разновидности сварных швов вы знаете?
3. К каким соединениям применим угловой шов?
4. Как подразделяются сварные швы по положению в пространстве?
5. Как подразделяются сварные швы по отношению к направлению действующих усилий?
6. Как классифицируются сварные швы по форме наружной поверхности? Для чего устанавливаются условные изображения и обозначения швов сварных соединений на чертежах?
7. Какими буквами обозначаются основные виды сварного соединения?
8. Приведите примеры условного обозначения способов сварки.
3. Конструктивные элементы сварных соединений
Форму разделки кромок и их сборку под сварку характеризуют три основных конструктивных элемента: зазор, притупление кромок и угол скоса кромки (рис. 11). Тип и угол разделки кромок; определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. Хобразная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавленного металла в 1,6—1,7 раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки. При Х- образной и V-образной разделке кромки притупляют для правильного формирования шва и предотвращения образования прожогов.
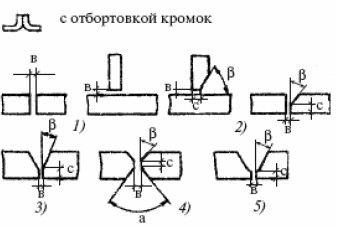
Рис. 11. Конструктивные элементы разделки кромок под сварку: а
– угол разделки кромок; в —зазор; с – притупление; р – угол скоса кромок; 1 – без разделки кромок; 2-е разделкой кромок одной детали; ?
– Vобразная разделка; 4 –Х-образная разделка; 5 – U-образная разделка
Зазор при сборке под сварку определяется толщиной свариваемых металлов, маркой материала, способом сварки, формой подготовки кромок и др. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых сплавов. При сварке плавящимся электродом зазор обычно составляет 0—5 мм, увеличение зазора способствует более глубокому противлению металла.
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии со существующими стандартами (рис. 12).
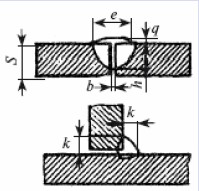
Рис. 12. Основные геометрические параметры сварных швов: е – ширина; q – выпуклость; h – глубина провара; b – зазор; k – катет; S – толщина детали
1. Какие конструктивные элементы характеризуют форму разделки кромок?
2. Какие формы разделки кромок вы знаете? Что обозначают V-, Х– и U-образные виды разделки кромок? Какую роль выполняет зазор при сборке под сварку? Что такое притупление кромок и для чего оно делается? Расскажите о конструктивных элементах сварного шва.

Рис. 4. Схема сварки в среде защитных газов плавящимся (а) и неплавящимся (б) электродом. 1 – сопло сварочной головки; 2 – сварочная дуга; 3 – сварной шов; 4 – свариваемая деталь; 5 – сварочная проволока (плавящийся электрод); 6 – подающий механизм

Рис. 5. Схема электрошлаковой сварки:
1 – свариваемые детали; 2 – фиксирующие скобы; 3 – сварной шов; 4 – медные ползуны (пластины); 5 – шлаковая ванна; 6 – сварочная проволока; 7 – подающий механизм; 8 – токоподводящий направляющий мундштук; 9 – металлическая ванна; 10 – карман – полость для формирования начала шва, 11 – выводные планки
Обычно электрошлаковую сварку применяют для соединения деталей кожухов доменных печей, турбин и других изделий толщиной от 50 мм до нескольких метров. Электрошлаковый процесс применяют также для переплава стали из отходов и получения отливок.
Электронно-лучевая сварка производится в специальной камере в глубоком вакууме (до 13-105 Па). Энергия, необходимая для нагрева и плавления металла, получается в результате интенсивной бомбардировки места сварки быстро движущимися в вакуумном пространстве электронами. Вольфрамовый или металлокерамический катод излучает поток электронов под воздействием тока низкого напряжения. Поток электронов фокусируется в узкий луч и направляется на место сварки деталей. Для ускорения движения электронов к катоду и аноду подводится постоянное напряжение до 100 кВ. Электронно-лучевая сварка широко применяется при сварке тугоплавких металлов, химически активных металлов, для получения узких и глубоких швов с высокой скоростью сварки и малыми остаточными деформациями (рис. 6).
Лазерная сварка – эта сварка плавлением, при которой для нагрева используется энергия излучения лазера. Термин "лазер" получил свое название по первым буквам английской фразы, которая в переводе означает: "усиление света посредством стимулированного излучения".
Современные промышленные лазеры и системы обработки материалов показали существенные преимущества лазерной технологии во многих специальных отраслях машиностроения. Промышленные СО2-лазеры и твердотельные снабжены микропроцессорной системой управления и применяются для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов лазерной обработки различных конструкционных материалов. С помощью СО2-лазера производится резка как металлических материалов, так и неметаллических: слоистых пластиков, стеклотекстолита, гетинакса и др. Лазерная сварка и резка обеспечивают высокие показатели качества и производительности.
Рис. 6. Схема формирования пучка электронов при электронно-лучевой сварке: 1 – катодная спираль; 2 – фокусирующая головка; 3 – первый анод с отверстием; 4 – фокусирующая магнитная катушка для регулирования диаметра пятна нагрева на детали; 5 – магнитная система отклонения пучка; 6 – свариваемая деталь (анод); 7 – высоковольтный источник постоянного тока; 8 – сфокусированный пучок электронов; 9 – сварной шов
Контрольные вопросы:
1. Что такое сварочная ванна?
2. Из чего состоит металл сварного шва при сварке плавящимся и неплавящимся электродами?
3. Какие функции выполняют плавящиеся и неплавящиеся электроды?
4. Для чего необходима защита сварочной ванны, дуги и конца нагретого электрода?
5. На какие виды подразделяется электрическая сварка плавлением по способу защиты?
6. Расскажите, в чем сущность сварки покрытыми электродами?
7. За счет чего осуществляется защита зоны горения дуги при сварке под слоем флюса?
8. В чем сущность сварки в защитных газах?
9. Кратко охарактеризуйте электрошлаковую сварку.
10. Каковы достоинства электронно-лучевой и лазерной сварки?
Глава 2
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
1. Основные типы сварных соединений
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений: стыковые, нахлесточные, тавровые, угловые и торцовые (рис. 7).
Стыковое – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Нахлесточное – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.

Рис. 7. Сварные соединения: а– стыковое; б – нахлесточное; в – торцовое; г – угловое; д – тавровое
Тавровое – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Угловое – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Торцовое – сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
Контрольные вопросы:
1. Какое сварное соединение называется стыковым?
2. Чем отличается стыковое соединение от нахлесточного?
3. Какое сварное соединение называется тавровым?
4. Чем отличается угловое соединение от торцового?
2. Классификация и обозначение сварных швов
Сварной шов – это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением, или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми. Стыковой – это сварной шов стыкового соединения. Угловой – это сварной шов углового, нахлесточного или таврового соединений. Сварные швы подразделяются также по положению в пространстве (в соответствии с существующими стандартами): нижнее – Н и в лодочку – Л, полугоризонтальные – Пг, горизонтальные – Г, полувертикальные – Пв, вертикальные – В, полупотолочные – Пп, потолочные – П (рис. 8).
По протяженности швы различают сплошные (непрерывные) и прерывистые. Прерывистые швы могут быть цепными или шахматными (рис. 9, а).

Рис. 8. Основные положения сварки и их обозначения: 1 – нижнее; 2 – вертикальное или горизонтальное на вертикальной поверхности; 3 – потолочное

Рис. 9. Классификация сварных швов: а – по протяженности; б – по отношению к направлению действующих усилий
По отношению к направлению действующих усилий швы подразделяются на продольные, поперечные, комбинированные и косые (рис. 9, б).
По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми (рис. 10). Соединения, образованные выпуклыми швами, лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.
Читайте также:
- Как проводится посадка растений в открытом грунте кратко
- Что такое социальная жизнь кратко и понятно
- Гимнастика для глаз как здоровьесберегающая технология в доу
- Что такое полдень полночь истинные солнечные сутки кратко
- Где можно было бы использовать технологию сварки металлов или пластмасс в домашнем хозяйстве кратко