Сообщение заточка дереворежущих инструментов
Обновлено: 05.07.2024
Актуальность темы В процессе работы режущая кромка инструмента затупляется . Инструмент уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому режущие инструменты периодически затачивают . Ножи рубанков, лезвия долот и стамесок затачивают с помощью точила - шлифовального круга, насаженного на вал. Вращают вручную с помощью рукоятки или от электродвигателя
Правила техники безопасности: 1 ) Все виды работ проводить только с разрешения учителя и строго под его надзором! 2) При пользовании электрическим точилом следует работать только в защитных очках и с опущенным защитным экраном. 3) При заточке нельзя близко наклоняться к шлифовальному кругу. 4) Во время заточки, доводки и правки долота и стамески нельзя держать пальцы близко к лезвию. 5) Нельзя касаться пальцами шлифовального круга при его вращении, а также лезвий заточенных инструментов. 6) Нельзя допускать заклинивания круга затачиваемым инструментом, так как раскалывание круга приводит к выбросу кусков с большой скоростью. 7) Затачиваемый инструмент следует подводить к заточному кругу плавно и держать так, чтобы его не выбросило кругом. 8) При заточке на торце круга нужно остерегаться попадания инструмента на зажимные шайбы. 9) При заточке и разводе зубьев пил нужно остерегаться ранения рук. 10) Незатачиваемые зубья пил необходимо закрывать специальными защитными чехлами. 11) При настройке стругов нельзя выталкивать засорившуюся стружку со стороны режущей кромки. Это может привести к порезу руки.
Прифуговка — выравнивание по одной линии вершинок зубьев посредством срезания их напильником при его движении вдоль зубьев. В результате прифуговки срезают вершинки выступающих зубьев.
ТЕХНИКА БЕЗОПАСНОСТИ: надёжно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины); обе руки держать на ноже; не делать сильных, резких движений; не проверять качество заточки пальцами или ногтём; при заточке и разводе зубьев пилы остерегаться ранение рук; закрывать не затачиваемые зубья пилы специальным чехлом; не производить заточку без разрешения учителя.
Практическая работа 1 . Получить у учителя пилу, напильник, напильник в колодке и разводку для заточки и развода зубьев пил. 2. Записать последовательность заточки и показать учителю. 3. По разрешению учителя и под его руководством и наблюдением произвести прифуговку и заточку зубьев пилы. Контролировать правильность заточки. 4. Настроить разводку и развести зубья пилы.
тест 1 . Чтобы полотно пилы свободно перемещалось в пропиле, производят: А. Заточку зубьев пилы. Б. Прифуговку вершин зубьев. В . Развод зубьев пил. Г . Доводку лезвия. 2. Выравнивание по одной линии вершинок зубьев посредством срезания их напильником при его движении вдоль зубьев, в результате этой операции срезают вершинки выступающих зубьев. А. Заточка зубьев Б. Прифуговка В. Развод зубьев Г. Доводка
Тест 3. Не допускать заклинивания круга затачиваемым инструментом, так как …………….. круга приводит к выбросу кусков с большой скоростью. А. Остановка Б. Раскалывание 4. Закрывать ………………………. зубья пил специальными защитными чехлами. А. Затачиваемые Б. Незатачиваемые 5. Все виды заточек проводить только с разрешения …………… и строго под его надзором! А. Директора Б . дежурного В. Инструментальщика Г. Учителя
Тест 6. Косые стамески затачивают с двух сторон с расположением режущей кромки-…………. . А. Вниз Б. Вверх В. В сторону 7. Если лезвие посинело, значит, оно нагрелось до такой температуры, при которой металл потерял свою ………………… . А. Пластичность Б. Твёрдость В. Упругость Г. Ковкость 8 . Напильник перемещают под углом заточки и под наклоном от …………………..зуба к …………………… . А. Основания зуба к вершине Б . Вершины зуба к основанию
С пасибо за внимание!
Муниципальное бюджетное общеобразовательное учреждение Зонская средняя общеобразовательная школа Аларского района Иркутской области Российской Федерации Учитель технологии Егоров Юрий Михайлович
По теме: методические разработки, презентации и конспекты

Мастер-класс "Знакомство с ресурсами и инструментами Единой Коллекции цифровых образовательных ресурсов"
Мастер-класс:познакомит Вас с возможностями Единой Коллекции цифровых образовательных ресурсов, а также научит находить ресурсы и добавлять их в PowerPoint презентации.
Мастер - класс для родителей "Игра на детских музыкальных инструментах"
Играя на шумовых инструментах , детиво-первых, совершенствуют навыки, приобретенные в работе с речевыми упражнениями (чувство ритма, владение темпом, динамикой),во-вторых, чувство ансамбля здесь разви.

Мастер-класс «Мониторинг как инструмент управления качеством образования. Организация внутришкольного мониторинга в процессе внедрения ФГОС ООО"
Представлен опыт по организации системного внутришкольного мониторинга предметных и метапредметных достижений обучающихся.
Мастер-класс: Изготовление шумовых музыкальных инструментов своими руками проводится с родителями, детьми и педагогами подготовительной группы для пополнения музыкального уголка группы и самоделок-инс.

Правила техники безопасности при работе ручными деревообрабатывающими инструментами
Презентация на районном методическом объединении учителей технологии.

Конспект урока по теме "Заточка деревообрабатывающих инструментов"
Цели урока: Обучающая – научить правилам и последовательности заточки деревообрабатывающего инструмента. Воспитывающая – воспитывать дисциплинированность, аккуратность, и точност.
Мастер класс "Использование онлайн инструментов на уроках английского языка"
Безусловно, освоив данные платформы, вы можем проводить онлайн- уроки и имеем возможность использовать задания из методической копилки и как во время уроков, и как домашнее задание.
В процессе работы режущий инструмент (режущая кромка) затупляется.
Инструмент не перерезает волокна древесины, а сминает и разрывает их.
В результате качество обработанной поверхности снижается и увеличиваются усилия, требующиеся для обработки заготовки.
От качества заточки инструмента зависит конечный результат вашей работы с древесиной.
Режущий инструмент необходимо регулярно затачивать.
Это можно сделать вручную на бруске (оселке), вручную на наждаке или при помощи заточного станка (электроточила).
Электроточило
Затачивание инструмента состоит из трёх операций:
1.Придание правильной формы и угла заточки(черновая операция).
Снятие большого слоя металла на наждаке, для получения углов, близких к нужным.
Требуется для самостоятельно изготавливаемых инструментов или с повреждённой режущей кромкой.
Для инструментов приобретаемых в магазине не требуется.
Стамеске требуется доводка
(лезвие повреждено)
2.Доводка — получение ровной плоскости стачивания (фаски) без заваливания её на кромке и без перегрева стали (нужно охлаждать инструмент).
При этой операции стачивают металл с одной стороны режущей части инструмента (как у стамесок) или с двух её сторон (как у ножа) с образованием требуемой для данного инструмента формы лезвия.
Другая задача — поставить фаску под определенным углом по отношению ко второй плоскости (пласти или фаске) жала лезвия, требуемым именно для данного инструмента.
Этот угол, называемый углом заточки, бывает различным: 7-8° у ножа, 15-25° у стамесок, 37-42° у рубанков.
Угол заточки инструмента находится в строгой зависимости от угла наклона режущей грани (плоскости) лезвия по отношению к поверхности древесины, что определяет условия резания (прикладываемые усилия, качество поверхности резания).
У ножа, стамески, топора угол наклона режущей грани и угол заточки может варьироваться в процессе работы в зависимости от потребности (срезания древесины вручную или ударами молотком, киянкой), у рубанка эти углы должны быть выдержаны строже.
В результате заточки лезвие и фаска ножа рубанка, долота, стамески должны быть прямолинейными, иметь правильный угол и расположены под прямым углом к боковым граням.
Это проверяют с помощью угольника и специальными шаблонами.
При заточке на электроточиле нужно периодически охлаждать инструмент (лезвие) в воде, т.к. при сильном нагреве (перегрев) изменяется внутренняя структура металла (уменьшается твердость).
Затачивают инструмент на точиле до образования по всему лезвию (на кромке) тонкой и ровной полоски заусенцев (1).
Стамеске требуется правка
(образовалась ровная кромка заусенцев)
3.Правка – получение нужной остроты лезвия (при большом увеличении видно, что лезвие иссечено зазубринами от песчинок абразива и представляет собой как бы пилку с очень мелкими зубчиками).
Такое лезвие будет резать древесину, но след среза будет неровным, не блестящим.
Инструмент после заточки и доводки шлифуют на бруске с очень мелким зерном (инструмент плотно прижимают к бруску и перемещают прямыми и круговыми движениями, при этом надо следить, чтобы фаска всей плоскостью прилегала к бруску) или полируют на станке специальным полировочным кругом.
Во время правки надо периодически поворачивать инструмент с одной стороны на другую, пока обе грани лезвия не будут отполированы до блеска, а заусенец не исчезнет полностью.
Затачивание вручную
1 – стамеска; 2 – приспособление; 3 – брусок (оселок).
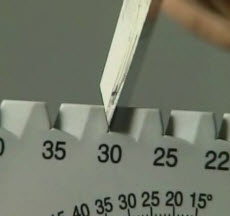
Проверка угла заострения лезвия после заточки
(при помощи шаблона)
Проверка прямолинейности лезвия угольником
Для заточки ножовки сначала выравнивают зубья по высоте (фугуют).
Это делается для старых пил, у которых зубья стали разной высоты.
Ножовку закрепляют в тисках и фугуют зубья трёхгранным или плоским напильником, закреплённом в деревянном бруске.
После этого проводят разводку зубьев пилы (если требуется).
После развода зубья затачивают.
Полотно пилы должно быть хорошо зажато в тисках между деревянными брусками, как можно ближе к зубьям.
После завершения работы с одной стороны полотно поворачивают на 180° и затачивают вторую сторону.
Каждый зуб затачивают до образования режущей грани – ровной, прямой, острой, без заусенцев.
Пилы для продольного пиления затачивают под прямым углом по отношению к полотну (прямая заточка).
Для поперечного – под углом 60°-80° (косая заточка).
Фугование зубьев:
1 – брусок для напильника; 2 – напильник; 3 – полотно пилы;
4 – брусок для закрепления пилы.
Заточка зубьев пилы и проверка
равномерности развода зубьев:
1 – шаблон; 2 – зубья; 3 – полотно пилы; 4 – напильник;
А – для продольного пиления; В – для поперечного пиления.
Заточка двуручной пилы
Техника безопасности при заточке инструмента
1.На станке работать только в очках или с защитным экраном.
2.При заточке опасно наклоняться близко к шлифовальному кругу.
3.Опасно проводить пальцами по лезвию инструмента.
4.Опасно перегревать лезвие инструмента.
5.Контролировать правильность заточки.
6.Для закрепления пилы и напильника использовать брусочки.
7.Следить, чтобы фаска соприкасалась с поверхностью бруска всей плоскостью, чтобы не испортить угол заточки.
Если посмотреть на режущую кромку инструмента через микроскоп или лупу, то можно заметить, что она не острая, а округленная. И чем больше округление режущей кромки, тем более тупым является лезвие. Тупым лезвием трудно резать, так как оно уже не перерезает волокна, а сминает их. Обработанная тупым лезвием поверхность шероховатая, с заколами, разрывами волокон.
Чтобы режущую кромку сделать острой, необходима заточка лезвия инструмента. Заточку дереворежущих инструментов можно выполнять напильником или абразивным кругом , установленным на ручном точиле или на заточном станке. Точило и заточной станок состоят из абразивного круга, закрепленного на вращающемся валуи приводимого во вращение рукояткой (рис. 1, а) или электродвигателем (рис. 1, б).

Рис. 1. Заточка дереворежущих инструментов: а — ножа рубанка на ручном точиле; б — стамески на электроточиле: 1 — абразивный круг; 2 — затачиваемый инструмент; 3 — упор (подручник); 4 — электродвигатель
Затачивать инструменты можно как на цилиндрической, так и на торцевых поверхностях заточного круга.
При заточке всех режущих инструментов на электроточилах режущую кромку следует располагать так, чтобы она обдувалась набегающим потоком воздуха, как показано на рисунке 1, б. В противном случае режущее лезвие перегреется (посинеет), произойдет отпуск, и оно потеряет твердость. Такое лезвие быстро затупляется, усилие резания при этом возрастает в несколько раз, качество обработанной поверхности резко ухудшается. Однако располагать инструмент при заточке лезвием вперед опасно, так как возможен его выброс вращающимся кругом. Поэтому затачиваемый инструмент следует надежно прижимать к упору и осторожно, плавно подводить его лезвие к кругу.
Затачивают (стачивают) на режущих инструментах обычно меньшую из поверхностей лезвий, например на ножах рубанков и стамесок — заднюю поверхность 2 (рис. 2). При этом снимается меньший объем металла лезвия, экономятся инструменты, трудозатраты и время.

Рис. 2. Правка и доводка лезвий заточенных инструментов: а — снятие заусенцев и заострение режущей кромки; б — правильное положение лезвия при заточке; в — неправильное: 1 — передняя поверхность лезвия; 2 — задняя поверхность лезвия; 3 — режущая кромка
Затачивают инструмент до тех пор, пока режущая кромка не станет острой. Это можно проверить на кусочке древесины, который будет резаться, а не скользить по тупой кромке.
Заточку ножей рубанков и фуганков в школьных мастерских выполняет учитель на электроточиле ЭТШ-1 или на заточном станке СЗШ-1.
Контролировать правильность заточки и величину угла заострения лезвия можно по шаблону или угломером.
Затачиваемый инструмент во время заточки держат двумя руками, плавно перемещают вдоль режущей кромки, периодически охлаждают в воде, чтобы лезвие не перегревалось. Заточку проводят в защитных очках. При заточке полукруглой стамески ее еще и вращают относительно своей оси.
Косые стамески затачивают с двух сторон с расположением режущей кромки вверх.
В целях безопасности работать самостоятельно на заточных станках учащимся запрещается!
На заточенном лезвии образуются заусенцы. Их снимают путем доводки лезвия на плоском мелкозернистом бруске. При доводке лезвие инструмента затачиваемой поверхностью плотно прижимают к бруску и перемещают круговыми или перекрестными движениями, пока заусенцы не исчезнут (рис. 2).
Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске — оселке. Оселок смачивают водой и перемещают по всей затачиваемой поверхности круговыми движениями. Периодически правят лезвие и по другой его поверхности. После правки лезвие и оселок промывают водой и протирают насухо.
Заточка пил более сложна.
1. Перед заточкой зубьев пил их вершины прифуговывают напильником, закрепленным в специальном приспособлении — колодке (рис. 3).

Рис. 3. Прифуговка вершин зубьев пил напильником в колодке: 1 — колодка; 2 — напильник; 3 — пила
Прифуговка — выравнивание линии вершин зубьев за счет срезания вершин выступающих зубьев. Зубья поперечных пил затачивают с косой боковой заточкой под углом β1 (рис. 4, а) трехгранным (личным) напильником с мелкой насечкой.

Рис. 4. Форма зубьев пил в сечении: а — поперечных; б, в продольных; г — смешанной распиловки: β — угол заострения; δ — угол резания; δ1 — угол косой боковой заточки
При этом пилу закрепляют зубьями вверх в деревянных прокладках в зажиме верстака (рис. 5, а) или в тисках (рис. 5, б).

Рис. 5. Крепление пилы и прием работы напильником при заточке: а — в зажиме верстака; б — в тисках: 1 — пила; 2 — зажимные планки; 3 — напильник
2. Вначале затачивают зубья с двух сторон с видимыми боковыми скосами двумя-тремя движениями по ним напильника с наклоном под углом β1 к плоскости пилы (рис. 4, а, г; рис. 5, б). Затем пилу закрепляют, повернув к себе незаточенные боковые поверхности, и их также затачивают.
Затачивают зубья до образования острой вершины и острой боковой режущей кромки.
Зубья пил для продольного и смешанного пиления затачивают по передней поверхности под углом боковой заточки β1 (рис. 5, б) до образования острой режущей кромки. При этом применяют трехгранные и ромбические напильники с мелкой насечкой (рис. 6).

Рис. 6. Заточка зубьев напильниками: а — трехгранным; б — ромбическим: 1 — напильник; 2 — пила; 3 — слой металла, снимаемый при заточке
3. Чтобы полотно пилы пе заклинивало в пропиле, производят развод зубьев пил . При разводе зубьев пил их поочередно отгибают в разные стороны (рис. 7, а). Развод зубьев производят разводкой (рис. 7, б). При этом зуб пилы 1 заводят в паз разводки 2 и отгибают его до тех пор, пока регулируемый упор не коснется полотна пилы.

Рис. 7. Развод зубьев пил: а — поочередно отогнутые зубья разведенной пилы; б — разводка: 1 — полотно пилы; 2 — разводка; 3 — упор
Контроль величины развода осуществляют шаблонами . При этом вершины зубьев должны располагаться на двух параллельных прямых линиях, расстояние между которыми (развод) должно быть в полтора-два раза больше толщины полотна пилы.
Правила безопасной работы
- Заточку, доводку и правку режущих инструментов производить только с разрешения учителя и под его контролем!
- При заточке и разводе зубьев пил остерегаться ранения рук.
- Закрывать незатачиваемые зубья пил специальными защитными чехлами.
Практическая работа "Заточка и развод зубьев пил"
- Получите у учителя пилу, напильник, напильник в колодке и разводку для заточки и развода зубьев пил.
- Запишите и покажите учителю последовательность заточки.
- Под руководством и наблюдением учителя произведите прифуговку и заточку зубьев пилы. Контролируйте правильность заточки.
- Настройте разводку и разведите зубья пилы.
Практическая работа "Правка и доводка лезвий ножей для стругов, стамесок и долот"
- Получите у учителя инструмент для выполнения правки и доводки лезвия.
- Попробуйте резать образец древесины лезвием этого инструмента.
- Подберите необходимые бруски и оселки для правки и доводки лезвия.
- Произведите правку и доводку лезвия, как это показано на рисунке 9.
- Проконтролируйте остроту режущей кромки резанием заготовки из древесины.
Перед строганием производят настройку струга: рубанка, фуганка или шерхебеля. Для этого струг (рис. 8) переворачивают подошвой 4 вверх и с передней стороны (по стрелке А) смотрят, на какую величину и без перекоса ли выставлена режущая кромка 5 ножа.
У рубанка и фуганка режущая кромка должна располагаться над подошвой без перекоса (параллельно плоскости подошвы) и выступать на величину 0,3. 0,5 мм , а у шерхебеля — до 3 мм . Высоту расположения режущей кромки над подошвой рубанка приблизительно можно измерить линейкой, как изображено на рисунке 15, а, или оценить на глаз, как показано на рисунке 8, б. Более точно расположение режущей кромки измеряют с помощью специального индикаторного приспособления.

Рис. 8. Оценка правильности расположения режущей кромки струга: а — линейкой: 1 — колодка; 2 — нож; 3 — клин; 4 — подошва; 5 — режущая кромка; 6 — линейка; 7 — леток; б — на глаз
Чтобы правильно установить и закрепить нож, струг разбирают.
Струги с деревянными колодками и с креплением ножа клином разбирают следующим образом . Левой рукой берут струг за колодку (рис. 9, а), а правой наносят легкие удары киянкой или молотком (рис. 9, б) по задней стороне колодки (по стрелке), пока не выбьется клин. Нож выставляют на нужную величину (рис. 9, в) и слегка заклинивают клином. Затем забивают клин молотком (рис. 9, г) и проверяют, правильно ли выставлен нож.

Рис. 9. Настройка рубанка с деревянной колодкой: а — захват рубанка; б — выбивание ножа; в — выдвижение лезвия над подошвой рубанка; г — заклинивание ножа
Следует иметь в виду, что при заклинивании нож немного перемещается с клином. Поэтому режущую кромку предварительно выставляют на меньшую величину.
Перекос режущей кромки устраняют ударами молотка с боков ножа.
Существует много конструкций стругов с металлической колодкой . На рисунке 10 изображен один из вариантов. Разбирают и собирают струг посредством винтов 6 и 8. Нож 7 имеет паз для настройки его режущей кромки по высоте. Настроенный нож зажимают винтом 8.

Рис. 10. Рабочая часть струга с металлической колодкой: 1 — металлическая колодка; 2 — подошва; 3 — упорный стержень; 4 — стружколоматель; 5 — режущая кромка; 6 — винт крепления стружколомателя; 7 — нож; 8 — винт крепления ножа
Стружколоматель 4 настраивают рабочей кромкой на 3. 5 мм от режущей кромки ножа и крепят ввинчиванием винта 6. Стружколоматель (стружколом) предназначен для надлома стружки. Это предотвращает самопроизвольный отрыв стружки от обрабатываемой поверхности. Наличие стружколомателя уменьшает неровности на обработанной поверхности.
У ножей со стружколомателем расстояние от режущей кромки ножа до кромки стружколомателя должно быть 1,0. 4,0 мм в зависимости от толщины стружки и твердости древесины.
Засорившийся леток (отверстие на подошве) очищают, вытягивая стружку вверх или проталкивая ее тонкой щепкой. Если так сделать не удается, то для очистки летка следует разобрать струг.
Правило безопасной работы
- Не выталкивать засорившуюся стружку со стороны режущей кромки. Это может привести к порезу руки.
- Укладывать рубанок на верстак только лезвием от себя.
- Передавать рубанок лезвием к себе.
- Не допускать падения ножа рубанка.
Практическая работа "Настройка стругов"
- Разберите один из видов стругов (шерхебель, рубанок, фуганок).
- Настройте режущую кромку ножа на нужную высоту (по заданию учителя) и закрепите нож.
- Проверьте правильность расположения режущей кромки ножа. Настроенный струг сдайте на проверку учителю.
Новые слова и понятия
Округление (затупление) режущей кромки, заточка, точило, заточной станок, абразивный круг, доводка, правка, оселок, прифуговка, развод зубьев, разводка. Подошва струга, перекос режущей кромки, стружколоматель, леток.
Toggle navigation
Ремонт в регионах
Затачивание инструмента - единовременная операция по приданию или периодическая по восстановлению режущих свойств резца инструмента, еще не затачивающегося или потерявшего эти свойства в процессе эксплоатации.
Содержание
Затачивание инструмента
Процесс затачивания инструмента — операция по удалению части металла с граней заточки инструмента до наступления того момента, когда лезвие примет надлежащие размеры. Удаление осуществляется одновременным действием ряда микроскопических резцов, размещенных по поверхности затягивающего инструмента (в напильнике элементы насечки, в абразиве — кристаллические зерна, входящие в состав материала абразива).
Степень остроты резца находится в обратном отношении к величине лезвия. Величина лезвия определяется замером ширины поверхности лезвия (поверхности облома) пли радиусом заострения лезвия (при округленной форме поверхности лезвия).
Точность заточки инструмента
Точность заточки инструмента — степень отклонения в сторону увеличения или уменьшения действительных размерностей элементов отдельных резцов, формы резцов и взаимного их их расположения от номинала. Точность заточки инструмента с одним лезвием определяется точностью приданных резцу инструмента угловых величин и соответствием действительной формы лезвия номинальной. Точность заточки многорезцового инструмента зависит от точности заточки отдельных резцов и точности их взаимного расположения (по линиям вершин, оснований резцов). Степень прямолинейности лезвия определяется стрелой прогиба. Измеряется точность заточки обычно в долях мм щупами, прецизионными линейками и плитами, индикаторами, штангельциркулями, микрометрами, угломерами.
Постоянство структуры материала резцов
Постоянство структуры материала резцов может быть нарушено при заточке инструмента выделяющимся при затачивании теплом. Если температуpa нагрева резца не достигает 120°, то влияние выделяющегося тепла на резец незначительно. При больших температурах нагрева происходит отпуск резца, и структура стали нарушается.
Для избежания этих явлений применяется охлаждение резца, обычно водяное, а сама заточка называется мокрой. Ослабить степень нагревания резца можно также соответствующим подбором затачивающего инструмента н режимов его работы:
- применением более мягкого точильного камня (абразива),
- уменьшением окружной скорости камня,
- ослаблением нажима камня на затачиваемую грань резца и т. д.
Затачивающий инструмент — орудие для придания лезвию резца режущих свойств удалением с грани заточки резца слоя материала резца.
Весь затачивающий инструмент разделяется на ручной (напильники, бруски, оселки) и машинный (точильные камни в виде точильных кругов, шайб, конусов и т. д.).
Ручной втачивающий инструмент применяется в случаях, когда применение машинного затруднительно или невозможно: при затачивании резцов со сложным профилем, а также при затачивании столярного инструмента, разнообразие форм которого препятствует применению автоматической заточки.
Затачивающий инструмент, изготовленный из полос закаленной стали разного сечения, носит название напильников, а изготовленный полностью или частично из минералов — абразивного.
Пилоточные автоматы по конструкции точильной головки изготовляются со скользящим движением точильной головки (супортные) и с касающейся точильной головкой (рычажные).
По конструкции механизмов кинематики пилоточные автоматы разделяются на автоматы:
- а) с постоянными эксцентриками,
- б) со сменными фасонными кулачками,
- в) с формовщиками.
Наиболее совершенные конструкции затачивающих автоматов имеют все рабочие поверхности автомата скрытыми от попадания наждачной пыли. Ножеточильные станки строят стационарного типа и переносные, для затачивания ножей на ножовом валу и по отдельности. Затачивание на ножовом валу — более совершенный способ т. к. он устраняет ряд дефектов точности расположение ножа при установке на ножовом валу. Стационарные ножеточильные станки по конструкции бывают с прямолинейным движением подающих механизмов и с криволинейным обычно с применением упорного шаблона соответствующего по кривизне лезвия). Специальные станки для заточки фрез изготовляют обычно для фрез с постоянным профилем.
Установка инструмента
Установка инструмента — операции по выверке и укреплению инструмента на самом станке или в его деталях. Установка штампов больших затруднений не представляет. Установка режущего инструмента, обычно работающего на больших скоростях, должна удовлетворить ряду требований: правильности расположения корпуса инструмента и его резцов и жесткости закрепления корпуса и резцов.
Несоблюдение этих условий приводит к неравномерной загрузке резцов й появлению нежелательных для работы инструмента вибраций. В результате возникает ряд вредных для предприятия моментов: плохая (нечистая и неточная) обработка поверхности, излишний расход мощности, большая степень аварийности инструмента. Наиболее существенное значение в области механической обработки древесины имеет установка следующих видов инструментов: рамных пил, круглых пил, лесопильных ленточных пил, фрез, ножей, сверл, цепных фрез, лущильных ножей.
Настройка пилы
Плющение зубьев пилы
Плющение зубьев пилы — операция по уширению лопатки зуба пилы по одну или обе стороны полотна пилы с действием плющильного инструмента на материал зуба пилы. Положительная сторона плющения — возможность применять при прочих одинаковых условиях резания более тонкие пильные полотна, чем у пил с разведенным зубом (в силу симметричности действия боковых нагрузок на зуб при резании), а следовательно и возможность иметь меньшую толщину пропила.
К недостаткам способа относятся: большие требования к материалу пилы, повышенные требования к уходу за зубом пилы к в особенности за ее полотном, более сложный инструмент и более квалифицированные кадры пилоставов, чем при работе с разведенным зубом.
Существует несколько способов плющения зуба:
- а) способ, осуществляемый ударным действием чеканки со стороны лезвия зуба;
- зуб уширяется по обе стороны полотна пилы; способ находит применение при расплющивании зубьев рамных и круглых пил;
- у лесопильных с ленточных пил применяется только при отсутствии плющилок эксцентрикового типа;
- применяется на рамных пилах;
- дает хорошие результаты только при тщательном выполнении операций по подготовке пилы и в частности ее зубьев.
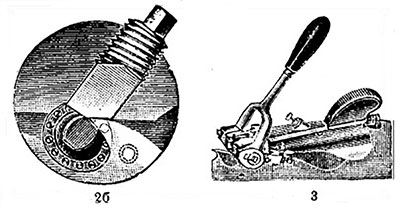
Вальцовочное плющение осуществляется медленным расплющивающим действием эксцентрика плющилки (рис. 2) со стороны передней грани (груди) зуба пилы.
![заточка деревообрабатывающих инструментов]()
Формование зубьев пилы
Формование зубьев пилы — операция по приданию лопатке каждого зуба пилы одинаковой ширины, а также для обеспечения боковым граням зуба необходимых угловых величин. Формование производится специальными приборами — формовкам и (рис. 3).
![деревообрабатывающие инструменты и приспособления]()
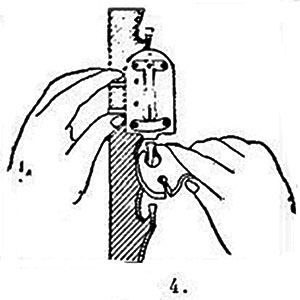
Процесс формования зуба осуществляется сближением щечек формовки. Щечки формовки должны иметь рабочие поверхности, заточенные в соответствии с углом, под которым должны работать боковые грани лезвия зуба. Выравнивание зубьев пилы — операция по приведению боковых граней зубьев пилы с расклепанным зубом в одну плоскость с пильным полотном. Выравнивание производится ручной разводкой. Поверяется точность выравнивания шаблоном или специальным приспособленцем (рис. 4).
![настройка дереворежущих инструментов]()
Подготовка корпуса инструмента
Подготовка корпуса инструмента — операции по выправлению (рихтовке) корпуса инструмента, получившего искажение при изготовлении инструмента или в процессе его эксплуатации. Рихтонание инструмента, или просто рихтование инструмента, производится для создания условий правильной кинематики резца и жесткости его действия в процессе эксплуатации, а также для ослабления вибраций и трения корпуса инструмента об обрабатываемую им поверхность древесины. В большинстве случаев процесс рихтовки корпуса инструмента относится к тем инструментам, у которых один из габаритов во много раз превосходит другой, у сверл, у разного вида ножей, пил. Чем резче разница в размере габаритов инструмента, тем больше внимания должно быть уделено процессу рихтовки инструмента.
Заточка сверл
Заточка пил
Рихтовка пил, работающих на небольших скоростях (все виды ручных пил, лисий хвост и т. п.), производится для придания боковой поверхности полотна пилы плоской формы. Рихтовка пил, работающих на повышенных и больших скоростях (пилы рамные, ленточные и круглые), должна предусматривать такую форму пильного полотна, при к-рой было бы обеспечено натяжение пильного полотна у основания зубьев пилы, а также плоская форма полотна, получаемая от натяжений полотна пилы при установке пилы и в процессе ее работы.
Все способы рихтовки пил, работающих на больших и повышенных скоростях, сводятся к некоторому удлинению срединной части полотна пилы. Поверка формы отрихтованного полотна определяется по просвету между рихтовальной линейкой, приложенной к полотну пилы в направлении ее диаметра или ширины, и полотном пилы при одновременном небольшом изгибе полотна вдоль направления линейки. Величина просвета определяет степень рихтовки.
Заточка ленточных и рамных пил
Рихтовка ленточных и рамных пил в основном производится специальными вальцовочными станочками с частичным применением наковальни, рихтовальной плиты и рихтовальных молотков (в месте спайки ленточных пил при перекосах полотна и т. д.).
Круглые пилы
Круглые пилы рихтуются на наковальне при помощи молотков. Рабочая поверхность наковальни должна быть шаровой формы. Рихтовальная плита должна быть плоской. Процесс рихтовки при помощи молотков как правило должен производиться с прокладкой между рабочей поверхностью наковальни и пильным полотном картона 0,5—1,0 м толщины. Сила удара молотка должна исходить только от веса молотка и регулироваться исключительно высотой подъема молотка над полотном пилы. При недостаточной интенсивности удара молотка следует последний сменить молотком большего веса.
Влияние движущихся с большой скоростью масс инструмента
Уменьшение вредного влияния движущихся с большой скоростью масс инструмента осуществляется:
- изготовлением инструмента облегченных конструкций; точностью установки инструмента (в пилах — конически зажимные шайбы, во фрезах — специальные патроны);
- балансировкой инструмента — всей ножевой головки и отдельных резцов (балансировка может быть статической и динамической);
- ремонтом инструмента — операциями по приведению в рабочее состояние инструмента, потерпевшего в процессе эксплуатации аварию.
Аварии инструмента
Аварии инструмента — явления, которые приводят инструмент к состоянию полной или частичной негодности к дальнейшей работе (помимо явлений затупления инструмента).
- а) корпус инструмента: поломки и обрывы — наиболее тяжелый вид аварий — в некоторых случаях ремонтируются сваркой, например сверла, рамные пилы, или паянием, например ленточные пилы; деформации корпуса (вытяжки, изгибы) исправляются рихтовкой инструмента; появление трещин усталости материала на корпусе инструмента ремонтируется просверливанием в конце трещины отверстия, сваркой или паянием;
- б) резцы: обломы резцов — трудно исправимый дефект; изгибы резцов исправляются изгибом в обратном направлении (разводкой, молотком и специальной наковальней); выкрошки лезвия устраняются стачиванием запасной части инструмента до исчезновения выкрошки.
Элементы для закрепления (обрыв прижимных болтов у ножовых валов, повреждения или срез болтов приклепанных планок у рамных пил и др.) ремонтируются сменой поврежденных деталей.
Читайте также: