
Сообщение на тему классы шероховатости поверхностей
Обновлено: 04.07.2024
Шероховатостью поверхности согласно ГОСТ 25142-82 называют совокупность микронеровностей с относительно малыми шагами.
Шероховатость поверхностей играет большую роль в подвижных соединениях деталей, значительно влияя на трение и износ трущихся поверхностей подшипников, направляющих, ползунов и т.д.
Шероховатость значительно влияет на прочность деталей. Неровности поверхности являются концентраторами напряжений. Чем меньше шероховатость, тем меньше вероятность образования усталостных трещин.
Уменьшение шероховатости улучшает антикоррозионную стойкость деталей.
Наконец величина шероховатости влияет на точность измерения деталей.
Способы нормирования шероховатости поверхности установлены в ГОСТ 2789-73 и распространяются на поверхности изделий, изготовленных из любых материалов и любыми методами, кроме ворсистых поверхностей.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью в нормальном сечении.
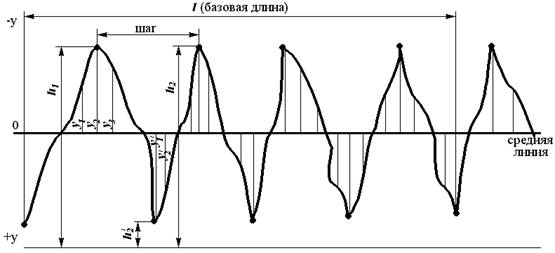
Для определения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистость её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной l (эль мал.).
Базой для отсчета отклонений профиля является средняя линия профиля (m) – линия, имеющая форму номинального профиля и приведенная так, что в пределах базовой длины среднее квадратическое отклонение измеряемого профиля до этой линии было минимальным.
4.2. Параметры шероховатости.
Согласно ГОСТ 2789-73 шероховатость поверхности изделий можно оценивать количественно одним или несколькими параметрами:
а) средним арифметическим отклонением профиля ( R a );
б) высотой неровностей профиля по 10 точкам ( R z );
в) наибольшей высотой неровностей профиля ( R max );
г) средним шагом неровностей ( S m );
д) средним шагом местных выступов профиля (S);
е) относительной опорной длиной профиля ( t р ).
1)Среднее арифметическое отклонение профиля R a – это среднее арифметическое отклонение профиля от средней линии в пределах базовой длины:
оно же: Rа = (y1+ y2+. + yn) / n
2) Высота неровностей профиля по десяти точкам R z – это сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
оно же:Rz = (H1min +. + H2min) / 5
3) Наибольшая высота неровностей профиля (R) – это расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
4) Средний шаг неровностей профиля (S) – это среднее значение шага неровностей профиля в пределах базовой длины.
5) Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины:
S i — шаг неровностей профиля, равный длине отрезка средней линии, заключенного между проекциями на нее наивысших точек двух соседних местных выступов профиля.
6) Опорная длина профиля () – сумма длин отрезков (b), отсекаемых на заданном уровне (р) в материале профиля линией, параллельной средней линии в пределах базовой длины.
р: 5; 10; 15; 20; 25; 30; 40; 50; 60;70; 80; 90 % от R
Относительная опорная длина профиля (t) – это отношение опорной длины профиля к базовой длине
10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 %
4.3. Классы чистоты
Степень шероховатости поверхности определяется ее классом чистоты. При этом Ra указывается без символа, а Rz - с символом.
( Для себя. На поверхности детали после фрезерования образуются неровности в виде чередующихся гребешков и впадин (шероховатость и волнистость), возникают остаточные напряжения в верхнем слое металла, меняется твердость на разной глубине от поверхности (упрочнение и наклеп) и происходят другие явления, влияющие на свойства поверхностного слоя деталей машин. Все перечисленные характеристики определяют качество поверхностного слоя или, сокращенно, качество поверхности деталей машин. )
Для классов чистоты 6 - 12 основной является шкала R a , для классов 1 - 5, 13 и 14 - шкала R z .
Классы шероховатости, совокупность поверхностей, сгруппированных по общности числовых значений основных параметров шероховатости поверхности.
Параметры шероховатости на практике измеряют при постоянных условиях для каждого класса чистоты: измеряемый профиль должен соответствовать нормальному сечению, измерения производят в направлении наибольшей шероховатости и на стандартизированной для данного класса чистоты базовой длине. При выполнении всех трёх условий и совпадении числовых значений параметров Ra или Rz с числовыми значениями в диапазоне данного класса чистоты поверхность может быть отнесена к этому классу. В Российской Федерации установлено 14 классов чистоты.
Чистота поверхности зависит от способа обработки и инструмента, которым выполняется та или иная технологическая операция. В таблице 2 показано, какими операциями можно достигнуть той или иной чистоты поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73.

Правила нанесения знаков на чертежах
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Особые условия
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Ra иRz при нормированых базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Ra и Rz и базовые длины (l) (по ГОСТу 2789-59)
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
длина lвмм
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметромRa.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| Обозначение шероховатости при различном поверхностей. |

Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак , взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
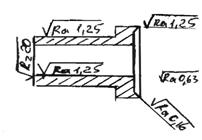
Д ля втулок:
- для резьбы
- гладкая поверхность
- соприкасающиеся поверхности
- свободные поверхности
Знак шероховатости проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.

Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т. д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789–73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия.
Для оценки шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров:
высотные : Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля;
шаговые : S — средний шаг неровностей профиля по вершинам; Sm — средний шаг неровностей профиля по средней линии;
высотно-шаговый tp — относительная опорная длина профиля.
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.

Через высшую и низшую точки профиля в пределах базовой длины l проводят линии выступов и впадин профиля, эквидистантно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профили в пределах базовой длины:
Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Нi min и пяти наибольших максимумов Hi max профиля в пределах базовой длины:

Вместо средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наибольших минимумов hi min до линии, параллельной средней и не пересекающей профиль.

Средний шаг неровностей S вычисляют как среднее арифметическое значение шага неровностей Smi в пределах базовой длины:
Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины
Под опорной длиной профиля ηр понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Относительная опорная длина профиля tp определяется как отношение опорной длины профиля ηр к базовой длине:
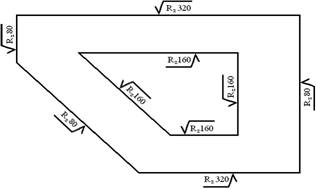
Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение — см. рис. 280), вид обработки поверхности или последовательность видов обработки (рис. 281 — 283).

В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а; если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282, б; и для поверхности, образованной без удаления слоя материала, — знак, приведенный на рис. 282, в.



Значение параметра Ra указывают без символа, например, 0,5. Для остальных указывают символы, например, Rmах 6,3.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4.

Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
Для грубых квалитетов с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных квалитетов, можно выбрать по табл. 30.

Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены и табл. 31.


При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1—2 класса ниже, чем на валах.
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (соединения с натягом, подшипники скольжения) существуют оптимальные параметры поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) следует в интересах экономичности обрабатывать по низким классам шероховатости. Исключение составляют напряженные циклически нагруженные детали. Для повышения сопротивления усталости такие детали обрабатывают так, чтобы обеспечить высокий класс шероховатости поверхности, полируют и дополнительно упрочняют поверхностным пластическим деформированием.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых машиностроительных деталей, основанные на опыте общего машиностроения.
Шероховатостью поверхности называется совокупность микронеровностей, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого равна базовой длине.
Параметры шероховатости
В большинстве случаев шероховатость поверхности определяется одним из параметров Ra или Rz.
Высота неровностей профиля по десяти точкам Rz - является суммой средних абсолютных значений высот точек пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины, измеренных от произвольной линии АВ
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое абсолютных значений отклонений профиля yi от средней линии m в пределах базовой длины
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным (рис.2).
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где - приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографов и профилометров.
Профилографы
Профилографы - это приборы, позволяющие получатть изображение микронеровностей профиля в увеличенном масшттабе на каком-либо носителе (фотоплёнке, фотобумаге).
Профилометры - минуя этап получения изображения, производят необходимые измерения профиля микронеровностей.
Схема профилографа Б. М. Левина приведена на рис. 3. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на светочувствительную пленку 13,расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается. Таким образом, на светочувствительной фотоплёнке получается изображение пути светового луча, повторяющего профиль обработанной поверхности испытуемой детали.
Рисунок 4.
Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 4 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10. 20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5. 25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 5). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение а щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а 2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности P 1 при наблюдении будет казаться выходящей из точки a 1 или из точки а 1 поверхности Р 1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки из на сетке окуляра 5 будет на расстоянии h от оси микроскопа Б, равном h = 2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9. 60 мкм.
Читайте также: