
Тиснение по металлу сообщение кратко
Обновлено: 04.07.2024
Чеканка по металлу – разновидность декоративно-прикладного искусства и вид холодной обработки металла. Представляет собой процесс нанесения рисунка плоского или объемного типа на металлический лист с помощью специального инструмента и приемов выполнения.
По своей сути это процесс художественной обработки металла. Обе разновидности используются для украшения фасадов и интерьеров общественных и частных домов, картин, оружия, кухонной утвари, предметов повседневного быта, изделий из драгоценных металлов.
Чеканку по металлу в своей работе широко используют дизайнеры и строители. В наше время это популярный вид художественных изделий, который востребован и поражает своим разнообразием. Требует высочайшего мастерства от исполнителя.
Выполнить чеканку своими руками нетяжело, если знать разновидности мастерства, нюансы изготовления, используемые материалы и выработать свой почерк.
Сущность процесса
Сущность техники чеканки заключается в воздействии на инструмент для чеканки ударами разгонного молотка. На металле остается отпечаток, соответствующий его типу.
Выполняя многократные удары, получают рельеф, который соответствует эскизу. Форма рисунка передается с большой выразительностью и точностью, зависит от используемых в процессе работы инструментов, которыми пользуется чеканщик. При этом качество работы зависит от его квалификации и мастерства.
Каждый мастер имеет свой стиль работы. Металлическое тиснение на цветном и черном металлах различается по виду и технологии выполнения.
Применяемые материалы и инструменты
Металл, на котором планируется выполнять чеканку, должен обладать вязкостью, пластичностью, способностью изменять форму под воздействием силы, не разрушаясь, подвергаться полировке. К нему относят листы:
- меди;
- алюминия;
- латуни;
- мельхиора;
- нейзильбера;
- железа для кровли;
- стали нержавеющей малоуглеродистой и мягкой (декапиры);
- золота;
- серебра;
- фольгированные.
Материалы для чеканки имеют разную толщину, она варьирует в широких пределах от 0,5 до 3 мм и зависит от вида применяемого металла.
Инструменты, которыми пользуются чеканщики и любители мастерить своими руками, – это специальной формы чеканы, молотки и чертилки.
В работе используют чеканы, изготовленные из легированной инструментальной стали марки У7 или У8, диаметром 12÷15 см разного диаметра для создания:
- выпуклого шаровидного отпечатка (трубочки);
- сплошной линии в виде непрерывно идущих точек (обводные или расходники);
- контура будущего рисунка и отделки фона точками (канфарники или давильники);
- выравнивания фона (лощатники с поверхностью шероховатой или гладкой);
- просечки фона (сечки с разным типом лезвия: полукруглым, плоским);
- выколотки с изнанки (пурошники);
- отпечатка (фигурные).

Свой инструмент должен иметь каждый чеканщик, его можно изготовить самостоятельно. Для этого необходимо купить стальной прут определенного диаметра и изготовить чекан.
Прежде чем придавать форму пруту, его необходимо нагреть до яркого красного цвета, остудить и лишь после этих действий приступать к изготовлению инструмента. После изготовления чекан подлежит закалке. В домашних условиях эту операцию можно выполнить с помощью паяльной лампы.
Опять нагреть до красного цвета и опустить в машинное масло для медленного остывания. Иногда используют чеканы, изготовленные из дерева, поэтому для нанесения ударов по такому инструменту понадобится деревянный молоток, называемый киянкой.
Молотки для чеканки должны быть со специальной формой бойка, рукояткой и определенного веса. Рабочая поверхность составляющих полированная. Рукоятка изготавливается из дерева, обязательно из неслоистых пород, должна быть изогнутой формы с закруглениями на конце. Вес должен соответствовать силе чеканщика.
Это позволяет удобно разместить инструмент в руке и выполнять постукивания и удары с необходимой силой. Чертилка необходима для перевода рисунка будущей чеканки на металл.
Кроме того, может понадобиться такие слесарные инструменты, как рашпили, надфили, напильники, ножницы по металлу, лобзики, плоскогубцы, пробойники. Используется еще целый ряд приспособлений: посуда для варки смолы, ванночки для тонировки, подставки для инструмента, тиски, наждачный круг, шлифовальная и копировальная бумага, пластилин.
При выполнении работ понадобятся подсобные приспособления, такие как подложки и мешочки разной плотности, а также расходные материалы, которые используются для придания изделию защитных свойств, укрепляющих и украшающих его, а при необходимости позволяющие красиво оформить свой труд.
В качестве подложки используют пеньки деревянные из березы или липы, войлочные, резиновые или пластилиновые маты, плиты из свинца.
Художественное гравирование по металлу
Так называемое плоскостное гравирование (англ. engraving) – это нанесение линейного рисунка или рельефа на металл с помощью резца. При плоскостном гравировании (двухмерном) обрабатывается только поверхность металла.

Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Техника гравирования
Отлично подходят для гравировки латунь, серебро, некоторые стали. Неплохо гравируются бронза, цинк, никелевые сплавы. Хуже — золото, платина, алюминий. Поверхность металла, который планируется подвергнуть гравированию, должна быть матовой (шлифованной), а не блестящей (полированной) — излишний блеск слепит.
Перенос рисунка на металл проводят так же, как при чеканке. Мелкие ювелирные изделия и медали перед работой крепят к доске, по размерам большей, чем заготовка или изделие. Небольшие заготовки крепят сургучом или канифолью. Основное орудие гравировщика — штихель (резец). Общая длина штихеля колеблется от 100 до 130 мм; его изготовляют из лучших марок инструментальных сталей, способных держать заточку. Ювелиры Кубачинского промысла (как и вообще мастера Кавказа) блестяще гравируют эффектные украшения — примеры их работ с чернёным гравированием можно увидеть выше, в разделе чеканки..
Основные этапы чеканки
Работы в этой технике выполняются в таком порядке:
- выполняют эскиз рисунка;
- вырезают пластину из выбранного металла, соответствующую размеру рисунка, с добавлением припусков (для закрепления и оформления по окончании работ в рамку);
- при необходимости заготовку подвергают обжигу и выравнивают;
- выполняют операцию обезжиривания;
- покрывают одну сторону гуашью или краской белого цвета;
- переносят эскиз с помощью копировальной бумаги и чертилки на заготовку;
- покрывают нитролаком (можно и не покрывать);
- прорабатывают чеканами соответствующего вида все контуры и линии, контролируя положения чекана и ту часть, где выполняется чеканка;
- выполняют декоративную отделку.
Особое внимание уделяют положению чекана. Он должен быть слегка наклоненным назад, находиться в левой руке между пальцами так, чтобы мизинец не задействовался.
Локоть ни на что не опирается, находится на весу. Это обеспечивает хорошее манипулирование инструментом. Удары молотком наносят, двигаясь вперед, при этом его держат в правой руке.
Художественное тиснение на металле
Техника тиснения по металлу зародилась еще в домонгольский период (X—XI вв.). Её преимущество по сравнению с чеканкой — в быстроте производства изделий, а также в значительной экономии золота и серебра (тиснение проводят на материале значительно меньшей толщины по сравнению с чеканкой).

В работе, как и в случае чеканки, используют пуансоны. Одного удара пуансона достаточно, чтобы его рабочий конец сообщил металлу соответствующую, желаемую форму.
Техника тиснения по металлу

Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
Надеемся, теперь всеми понят смысл названия московской Басманной улицы).
Поделитесь статьей с друзьями
Работы дизайнеров из каталога ЮВЕЛИРУМ
Выполнение художественной чеканки своими руками
Чеканка, выполненная своими руками, украсит любой интерьер, это хороший подарок друзьям и сослуживцам, может даже стать прибыльным делом. И необязательно быть художником. Сейчас в интернете можно найти множество рисунков. Добавив к ним свой вкус, фантазию и освоив азы чеканки, можно создавать уникальные шедевры.
Для начинающих рекомендуется выполнить сначала чеканку с простым рисунком. Так можно научиться выполнять перевод рисунка на пластину, обводить контур изображения расходником, опускать фон лощатником, создавать объем пурошником, отделывать фон камфарником.
И только испробовав все инструменты в деле и получив положительный результат, приступать к художественному оформлению работы любой сложности. Рисунок чеканят только правильно подобранным инструментом, поэтому необходимо его купить или изготовить самостоятельно, а также правильно подобрать подсобные приспособления и технику исполнения.
Но и не забыть про обустройство рабочего места. Оно должно быть удобным и хорошо освещенным.

Ручное тиснение по фольге — это получение рельефного изображения на фольге путем продавливания отдельных участков ее поверхности с помощью простых инструментов — давилок.
Для выполнения тиснения по фольге, прежде всего изготавливают рабочую доску. Размеры доски зависят от размеров художественных изделий, которые вы будете изготавливать. На одну сторону доски наклеивают кожу или сукно, а другую тщательно полируют шлифовальной шкуркой.
Инструменты для тиснения по фольге делают следующим образом. Для проведения контурных линий используют шило, кончик которого закругляют и полируют Хорошо отполированная рабочая часть шила должна оставлять на фольге гладкую канавку без царапин. Для
Давилки разных размеров для выдавливания крупных участков рельефа изготавливают из твердой древесины дуба, бука, яблони, клена Деревянные давилки шлифуют и полируют, а рабочие части их натирают парафином или воском, чтобы они хорошо скользили по фольге. Хорошие давилки получаются, если к металлическим стержням приварить шарики от подшипников качения
Повторяющийся рельефный орнамент в виде крестика, звездочки, кружочка можно получить с помощью штампиков. Для изготовления штампика на торце деревянного или металлического стержня рисуют нужную фигуру, а затем опиливают ее по контуру напильником и надфилями
Для выдавливания сплошных или пунктирных линий используют накатки, состоящие из ручки, стержня и колесика (гладкого или зубчатого) на оси.
Ручное тиснение выполняют на мягкой фольге из любого металла. Часто для этой цели используют алюминиевую фольгу из-под тюбиков от зубной пасты. Использованные тюбики разрезают ножницами и промывают водой. Сухую фольгу укладывают на гладкую сторону рабочей доски и разглаживают (например, стеклянным пузырьком). Эмалевую краску и надписи осторожно счищают шлифовальной шкуркой. Лицевой стороной будущего изделия служит внутренняя поверхность тюбика.
Рисунок рельефа продумывают заранее и изображают на бумаге. Затем рисунок накладывают на фольгу, а фольгу кладут на сукно рабочей доски. Обведенные шариковой ручкой контуры рисунка хорошо отпечатываются на фольге.
После этого приступают к тиснению. Вначале обрабатывают крупные элементы рисунка, а затем переходят к более мелким. Для получения выпуклых элементов берут подходящую по размерам давилку и проводят ею по фольге, постепенно увеличивая нажим. Обычно не стремятся получить очень высокий рельеф, так как фольга может прорваться. Чтобы выпуклые участки получались с лицевой стороны, выдавливание производят с изнанки, а углубленные участки получают обработкой фольги с лицевой стороны.

Чтобы готовый рельеф случайно не повредить, его укрепляют. Для этого разводят в воде казеиновый клей, насыпают в раствор мел, доводя смесь до густоты сметаны, и добавляют в нее немного олифы или масляной краски. Для приготовления смеси другого состава берут две части парафина и одну часть канифоли и расплавляют их в металлической посуде. Полученной той или другой смесью заливают рельеф с обратной стороны. При застывании смеси рельеф укрепится.
Тиснение — способ механической отделки, позволяющий формировать на поверхности оттиска рельефное изображение (блинтовое и конгревное тиснение) и наносить на нее красочное, как правило металлизированное, изображение (тиснение фольгой). Тиснение фольгой — один из наиболее популярных способов выборочного нанесения на оттиск металлического покрытия. Металлизированные элементы оттиска привлекают внимание, а рельеф, который можно получить при горячем тиснении, подчеркивает их изысканность, что дает возможность эффективно выделять содержащие важную информацию части изображения. Это обусловило широкое применение тиснения в производстве самой разнообразной печатной продукции — от упаковки до открыток. Кроме того, все более широкое распространение получает припрессовка голограмм, повышающих степень защищенности печатной продукции от подделки, а также привлекающих внимание необычными оптическими эффектами. Изобразительные возможности тиснения очень широки — сочетания разных фактур и типов фольги обеспечивают огромное число оригинальных вариантов оформления.
Следует отметить, что тиснение — экологически чистый процесс, не предполагающий использования летучих органических веществ.
Горячее тиснение фольгой
Горячее тиснение фольгой — процесс переноса за счет давления и нагрева металлизированной или цветной пленки с промежуточной основы на оттиск. Горячее тиснение фольгой осуществляется нагретыми штампами. Между штампом и подлежащим тиснению материалом помещается фольга для тиснения — многокомпонентная система, включающая пленочную основу, разделительный слой, слой лака, слой металла или цветного пигмента и адгезионный слой. Штамп, воздействуя на фольгу, выборочно расплавляет разделительный слой и за счет давления переносит металлический или пигментный слой на оттиск.
Фольга для тиснения
Высокое качество фольги является одним из ключевых условий получения качественного оттиска. Основа фольги, обеспечивающая стабильность ее размеров, изготавливается из полиэфирной пленки. Разделительный слой связывает основу с окрашенным слоем и способен расплавляться под действием температуры штампа. Слой лака обеспечивает глянец тисненого металлизированного изображения и может придавать ему тот или иной цветовой оттенок. Слой цветного пигмента или мелкодисперсного металла (как правило, алюминия) определяет колориметрические и оптические свойства фольги. Он соединяется с запечатываемым материалом слоем термоадгезива, активируемого температурой штампа. Печатные свойства фольги зависят главным образом от свойств и толщины адгезионного слоя.
Ассортимент фольги для горячего тиснения исключительно широк — фольга может иметь традиционный металлический золотой или серебряный цвет, может быть цветной, может иметь различные текстуры (камня, кожи и т.п.), может быть глянцевой или матовой. Все большую популярность в отделке печатной продукции приобретает голографическая и перламутровая фольга. Основными характеристиками фольги, кроме ее цвета, являются механическая и химическая стойкость, светостойкость, кроющая способность. Выпускается фольга для работ разной сложности и для тиснения на различных материалах.
Горячее тиснение фольгой позволяет наносить металлизированное или цветное изображение на широкий спектр материалов, в том числе имеющих неровную поверхность. Единственное требование к запечатываемому материалу — стойкость к температуре штампа. К сожалению, этому требованию не отвечают многие полимерные пленки, поэтому нанесение на них изображения методом горячего тиснения фольгой невозможно.
При горячем тиснении фольгой возможно создание рельефного изображения за счет пластической деформации материала. Различают плоское и конгревное рельефное тиснение. В первом случае рельеф формируется только за счет воздействия штампа, во втором случае материал зажимается между штампом и матрицей (контрштампом). Плоское тиснение используется в основном при работе с толстыми материалами, например с переплетным картоном. Конгревное тиснение обеспечивает эффект рельефности на материалах любой толщины. При конгревном тиснении, в зависимости от конфигурации штампа, тисненые элементы могут лежать как в одной, так и в разных плоскостях.
Для придания оттискам запоминающегося вида и повышения степени их защиты от подделки в полиграфии используются так называемые радужные голограммы — микрорельефные изображения на фольге. Существующие радужные голограммы можно условно разделить на три типа:
содержащие несколько различных уровней, создающих эффект объема изображения (2D/3D);
полностью объемные, трехмерные изображения (3D).
В последнее время разрабатываются всё новые оптические защитные элементы на базе фольги: цифровые голограммы, гелиограммы, Trustseal и т.п.
Голограммы для горячего тиснения имеют структуру, аналогичную структуре обычной фольги для горячего тиснения. Одно из основных требований при нанесении голограмм на оттиск — точное соблюдение приводки относительно запечатанного изображения, поэтому для их припрессовки используются специальные прессы со сложными системами контроля приводки.
Инструментами для горячего тиснения являются плоскорельефные клише и штампы, давящие элементы которых возвышаются над пробельными. Штампы для тиснения изготавливаются из цинка, магния, меди, латуни и стали. Выбор материала штампа определяется сложностью дизайна, величиной тиража и характеристиками материала, подлежащего тиснению.
Цинковые штампы наименее тиражестойкие. Магниевые штампы характеризуются низкой стоимостью и хорошо подходят для коротких тиражей — до 5 тыс. оттисков. Однако они не обеспечивают высокого разрешения и углы на оттиске будут воспроизводиться немного закругленными.
Медные штампы обеспечивают лучшее разрешение, чем магниевые, и имеют тиражестойкость от 50 до 100 тыс. оттисков. Они пригодны и для конгревного тиснения с небольшой глубиной рельефа.
Латунные штампы выдерживают тиражи свыше одного миллиона оттисков. Они позволяют воспроизводить графические элементы с резкими, четкими краями. Очень высокой тиражестойкостью характеризуются и стальные штампы.
Штампы изготавливаются методами травления или механически — фрезерованием и гравированием. Пробный оттиск со штампа получить достаточно легко — для этого, кроме самого штампа, требуется только образец фольги и материала, который будет тисниться.
Основными параметрами процесса тиснения являются давление тиснения и температура штампа.
Давление зависит от типа тиснения, вида изображения и характеристик материала, который подвергается тиснению. При тиснении фольгой давление должно обеспечить надежное закрепление красочного слоя фольги и получение четких очертаний графических элементов изображения при минимальной глубине тиснения. Требуемая глубина тиснения фольгой зависит от микронеровностей запечатываемой поверхности, ее плотности и жесткости материала, поэтому для тиснении шероховатых материалов требуется большее давление, чем для тиснения гладких материалов. При рельефном тиснении конгрев требует существенно большего давления, чем плоское тиснение. Помимо этого увеличивать давление приходится при большой площади печатающих элементов штампа и при работе с твердыми материалами.
Нагрев штампа способствует облегчению пластической деформации материала и снижению давления тиснения. Поэтому при рельефном тиснении нагрев может быть максимально возможным, но естественно, не превышающим температуру плавления или горения материала. При горячем тиснении фольгой нагрев выбирается исходя из температуры, при которой происходит полное отделение красящего слоя от основы фольги.
Для горячего тиснения фольгой используются тигельные, плоскопечатные и ротационные прессы. Тигельные прессы для горячего тиснения различаются в зависимости от характера движения тигля, который может перемещаться как прямолинейно, так и совершать сложное движение — в одной фазе качательное, в другой — прямолинейное. Тигельные прессы для тиснения могут включаться в состав печатноотделочных линий или выполняться как операционные машины. Плоскопечатные прессы для горячего тиснения обычно строятся по стопцилиндровому принципу. Ротационные прессы отличаются наивысшей скоростью работы и вместе с тем требуют использования наиболее дорогих штампов. На практике для тиснения фольгой достаточно часто применяются переоборудованные машины высокой печати.
Тисненная фольгой печатная продукция
Холодное тиснение фольгой
Холодное тиснение — дешевый процесс, который позволяет улучшить оформление печатной продукции без значительного увеличения ее стоимости, помогая полиграфистам, не предоставлявшим ранее услуги тиснения, выходить на новый рынок. Еще недавно холодное тиснение фольгой имело репутацию перспективной, но сложной технологии, успешно внедрить которую удавалось лишь единицам. Сегодня, с разработкой новых клеев и специальной фольги, технология холодного тиснения стала доступной для внедрения во всех типографиях, располагающих печатноотделочными линиями.
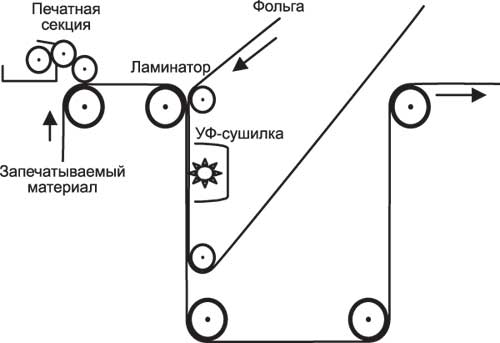
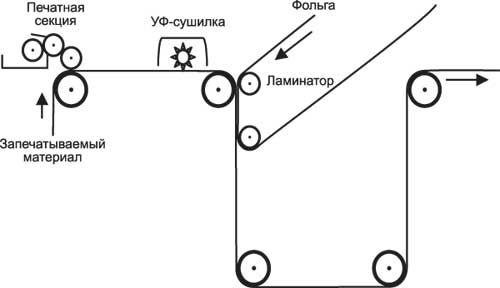
Холодное тиснение фольгой является разновидностью ламинирования. В процессе холодного тиснения производится приклеивание к запечатываемому материалу металлизированного слоя специальной фольги. Процесс холодного тиснения включает следующие основные этапы:
нанесение на запечатываемый материал клея;
ламинирование материала фольгой;
активация клея (сушка);
деламенирование (разделение запечатываемого материала и фольги).
Клей наносится на полотно материала способами флексографской, высокой, трафаретной или офсетной печати. При ламинировании материала фольгой ее металлизированный слой переносится на покрытые клеем участки полотна, после чего производится деламинирование.
Достоинства холодного тиснения фольгой по сравнению с горячим тиснением обусловлены отсутствием необходимости использования нагретых штампов. Холодное тиснение характеризуется низкой стоимостью и малым временем изготовления инструментов (печатные формы значительно дешевле металлических штампов, время изготовления форм для разных способов печати составляет от нескольких минут до нескольких часов), возможностью нанесения металлизированного покрытия на термочувствительные материалы, например на полимерные пленки и ламинаты для туб, высокой скоростью процесса тиснения (отсутствуют потери времени на прогрев материала штампом), простотой и высокой точностью приводки изображения.
Недостатки холодного тиснения фольгой обусловлены главным образом особенностями взаимодействия клея и запечатываемого материала. Так, холодному тиснению не подлежат сильновпитывающие материалы, поскольку создать на их поверхности клеевую пленку требуемой толщины чрезвычайно сложно. Еще одним недостатком технологии является растискивание клея, ограничивающее разрешение тиснения.
При сравнении технологий следует принять во внимание, что с увеличением тиража стоимость оттиска, полученного методом горячего тиснения, уменьшается быстрее, чем стоимость оттиска изготовленного холодным тиснением. Это обусловлено тем, что при больших тиражах стоимость штампа для горячего тиснения составляет лишь незначительную часть общей стоимости заказа, в то время как расход клея при холодном тиснении прямо пропорционален тиражу.
Расходными материалами при холодном тиснении являются формные пластины, клей и фольга.
Наиболее часто клей наносится с фотополимерных форм в секциях флексографской и высокой печати. Для изготовления форм следует использовать пластины средней и высокой твердости (твердость определяется типом запечатываемого материала).
,
Для беспроблемного нанесения клея запечатываемый материал должен иметь поверхностное натяжение 3842 дин/см. Повышение поверхностного натяжения может осуществляться путем обработки полотна коронным разрядом или нанесения праймера.
Очень важным параметром является гладкость запечатываемого материала. Наилучшие результаты достигаются при работе с гладкими подложками, например с полимерными пленками или с бумагами с покрытием. Добиться хорошего качества тиснения на пористых, впитывающих клей материалах обычно чрезвычайно сложно. Облегчить работу с такими материалами поможет нанесение праймера. Важным требованием является чистота поверхности полотна — отсутствие на ней пыли и грязи.
Фольга для холодного тиснения является многослойным материалом, состоящим из пленочной основы, разделительного слоя, слоя цветного лака, слоя мелкодисперсного металла или пигмента и адгезионного слоя. Разделительный слой толщиной 0, 10, 3 мкм скрепляет основу фольги с другими слоями и обеспечивает их разделение в процессе тиснения. Для этого его когезионная прочность должна быть меньше адгезии металлизированного слоя к клею. Адгезионный слой взаимодействует с клеем и обеспечивает прочное соединение металлизированного слоя фольги с запечатываемым материалом. Для создания оригинальных оптических эффектов и защиты печатной продукции от подделок может использоваться голографическая фольга, включающая дополнительный слой с голографическим изображением.
Для стабилизации процесса тиснения путь полотна запечатываемого материала от печатной секции до валика, разделяющего полотна, следует стараться делать прямым. Чем больше поворотов делает полотно и чем с большим числом лентоведущих роликов контактирует, тем сложнее контролировать процесс тиснения.
Важным условием высокого качества тиснения является контроль натяжения полотен.
Ламинатор состоит из пары не имеющих собственного привода валиков, один из которых имеет твердую поверхность, другой — эластичную. Рекомендуемый диаметр валиков — 5080 мм . Твердость эластичной покрышки валика должна быть 8090є по Шору. Для качества тиснения очень большое значение имеет угол между полотнами перед их соединением. Считается, что он должен быть минимальным, но полотна не должны касаться друг друга, иначе между ними останутся пузырьки воздуха.
Разделение полотен выполняется с использованием стального валика с гладкой поверхностью. Рекомендуемый диаметр валика — 50 мм . Фольга должна отделяться от запечатываемого материала под углом 90є.
В настоящее время все ведущие производители узкорулонных печатноотделочных линий оснащают свое оборудование устройствами для холодного тиснения фольгой. Разработаны и универсальные устройства, которые могут устанавливаться на машины различных производителей.
Холодное тиснение фольгой открывает перед типографиями возможности отделки материалов, которые раньше не могли металлизироваться фольгой. Благодаря отсутствию необходимости в изготовлении дорогостоящих штампов, а также легкости настройки оборудования, новая технология может потеснить позиции горячего тиснения фольгой в секторе малотиражной продукции. Дальнейшее развития холодного тиснения, вероятно, будет связано с совершенствованием и удешевлением клеев и фольги.
Художественная обработка металлов
25. Тиснение по фольге
Ручное тиснение по фольге — это получение рельефного изображения на фольге (рис. 82) путем продавливания отдельных участков ее поверхности с помощью простых инструментов — давилок.
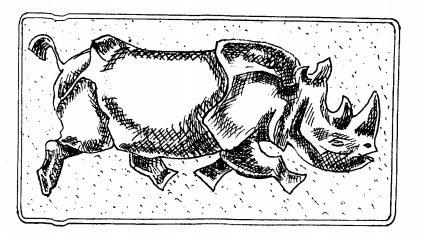
Рис. 82. Декоративная пластина "Носорог"
Для выполнения тиснения по фольге прежде всего изготавливают рабочую доску. Размеры доски зависят от размеров художественных изделий, которые вы будете изготавливать. На одну сторону доски наклеивают кожу или сукно, а другую тщательно полируют шлифовальной шкуркой.
Инструменты для тиснения по фольге делают следующим образом. Для проведения контурных линий используют шило, кончик которого закругляют и полируют (рис. 83, а). Хорошо отполированная рабочая часть шила должна оставлять на фольге гладкую канавку без царапин. Для проведения штриховых линий можно использовать шариковую авторучку без пасты.
Давилки разных размеров для выдавливания крупных участков рельефа изготавливают из твердой древесины дуба, бука, яблони, клена (рис. 83, б). Деревянные давилки шлифуют и полируют, а рабочие части их натирают парафином или воском, чтобы они хорошо скользили по фольге. Хорошие давилки получаются, если к металлическим стержням приварить шарики от подшипников качения (рис. 83, в).
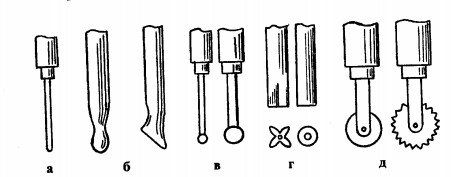
Рис . 83. Инструменты для тиснения по фольге: а - для проведения контурных и штриховых линий; б — деревянные давилки для выдавливания крупных участков рельефа; в — металлические давилки; г — штампики; д — накатки
Повторяющийся рельефный орнамент в виде крестика, звездочки, кружочка можно получить с помощью штампи- ков. Для изготовления штампика на торце деревянного или металлического стержня рисуют нужную фигуру, а затем опиливают ее по контуру напильником и надфилями (рис. 83, г).
Для выдавливания сплошных или пунктирных линий используют накатки (рис. 83, д), состоящие из ручки, стержня и колесика (гладкого или зубчатого) на оси.
Ручное тиснение выполняют на мягкой фольге из любого металла. Часто для этой цели используют алюминиевую фольгу из-под тюбиков от зубной пасты. Использованные тюбики разрезают ножницами и промывают водой. Сухую фольгу укладывают на гладкую сторону рабочей доски и разглаживают (например, стеклянным пузырьком). Эмалевую краску и надписи осторожно счищают шлифовальной шкуркой. Лицевой стороной будущего изделия служит внутренняя поверхность тюбика.
Рисунок рельефа продумывают заранее и изображают на бумаге. Затем рисунок накладывают на фольгу, а фольгу кладут на сукно рабочей доски.
Обведенные шариковой ручкой контуры рисунка хорошо отпечатываются на фольге.
После этого приступают к тиснению. Вначале обрабатывают крупные элементы рисунка, а затем переходят к более мелким. Для получения выпуклых элементов берут подходящую по размерам давилку и проводят ею по фольге, постепенно увеличивая нажим. Обычно не стремятся получить очень высокий рельеф, так как фольга может прорваться. Чтобы выпуклые участки получались с лицевой стороны, выдавливание производят с изнанки, а углубленные участки получают обработкой фольги с лицевой стороны.
Работу заканчивают отделкой фона, часто покрывая его множеством углублений в виде точек (см. рис. 82).
Чтобы готовый рельеф случайно не повредить, его укрепляют. Для этого разводят в воде казеиновый клей, насыпают в раствор мел, доводя смесь до густоты сметаны, и добавляют в нее немного олифы или масляной краски. Для приготовления смеси другого состава берут две части парафина и одну часть канифоли и расплавляют их в металлической посуде. Полученной той или другой смесью заливают рельеф с обратной стороны. При застывании смеси рельеф укрепится.
Практическая работа
Художественное тиснение по фольге
1. Изготовьте рабочую доску для тиснения по фольге и необходимые инструменты.
2. Разработайте и выполните на бумаге рисунок будущего изделия. Продумайте заранее, какой характер рельефа будет иметь каждый участок рисунка.
3. Подготовьте фольгу для тиснения (вымойте, зачистите, распрямите).
4. Выполните тиснение по фольге.
О Ручное тиснение, давилка, рабочая доска, рельеф.
1.Что такое рельефное тиснение по фольге?
2. Какие инструменты применяют для выполнения рельефа на фольге?
3. Для какой цели на одну из сторон рабочей доски наклеивают сукно?
4. Как переводят изображение с рисунка на фольгу?
5. Почему при тиснении рисунка не рекомендуется сильно нажимать давилкой на фольгу?
6. Каким образом можно укрепить готовое рельефное изделие?
Самородский П.С., Симоненко В.Д., Тищенко А.Т., Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.
Технология для 7 класса, учебники и книги по технологии скачать, библиотека онлайн
Если у вас есть исправления или предложения к данному уроку, напишите нам.
Если вы хотите увидеть другие корректировки и пожелания к урокам, смотрите здесь - Образовательный форум.
В отдельных статье мы описывали химические методы художественной обработки металла – такие как травление ювелирных изделий, покрытие золотом (золочение) и другими металлами, а также чернение серебра. А сейчас поговорим о механических способах декорирования.
Чеканка по металлу
Художественная чеканка (англ. — hammering) была известна практически повсеместно с древнейших времён. В этой технике создавались как масштабные, так и миниатюрные изделия (культового или бытового назначения).
Техника чеканки
Чеканщик берёт металл с определённой пластичностью и вязкостью, способный менять форму под действием силы. Пригодны большинство металлов и их сплавов (исключая особо колкие, например чугун). Работают с листами металла толщиной от 0,4 до 1 мм подходящей пластичности.
Инструменты для художественной чеканки
Ученикам Хогвардса полагалось по одной палочке, но у чеканщиков всё не просто. Чувство координации при ведении чекана и точном ударе молотка — результат упорной практики. В помощь дан целый арсенал вспомогательных средств для чеканов — расходники, лощатники, пурошники, бобошники и трубочки длиной 120—170 мм, восьмигранного (реже круглого) сечения. Не забудем про пуансоны — чеканы, на рабочей стороне которых установлены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли и пуансоны с изображением рук, глаз и тому подобного. Это оптимизировало чеканку лицевых, культовых изображений.
Как наносят рисунок для чеканки? Приём канфарения по металлу
Чеканка по металлу: что идет за нанесением орнамента?

Дальнейшие этапы в работе чеканщика включают: расходку, создание рельефа и отделку (нанесение фактуры).
Легко ли найти настоящие чеканные изделия?
Примеры работ Кубачинских мастеров с применением чеканки:



Художественное гравирование по металлу

Так называемое плоскостное гравирование (англ. engraving) – это нанесение линейного рисунка или рельефа на металл с помощью резца. При плоскостном гравировании (двухмерном) обрабатывается только поверхность металла. Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Техника гравирования
Отлично подходят для гравировки латунь, серебро, некоторые стали. Неплохо гравируются бронза, цинк, никелевые сплавы. Хуже — золото, платина, алюминий. Поверхность металла, который планируется подвергнуть гравированию, должна быть матовой (шлифованной), а не блестящей (полированной) — излишний блеск слепит.

Перенос рисунка на металл проводят так же, как при чеканке. Мелкие ювелирные изделия и медали перед работой крепят к доске, по размерам большей, чем заготовка или изделие. Небольшие заготовки крепят сургучом или канифолью. Основное орудие гравировщика — штихель (резец). Общая длина штихеля колеблется от 100 до 130 мм; его изготовляют из лучших марок инструментальных сталей, способных держать заточку. Ювелиры Кубачинского промысла (как и вообще мастера Кавказа) блестяще гравируют эффектные украшения — примеры их работ с чернёным гравированием можно увидеть выше, в разделе чеканки..
Художественное тиснение на металле

Техника тиснения по металлу зародилась еще в домонгольский период (X—XI вв.). Её преимущество по сравнению с чеканкой — в быстроте производства изделий, а также в значительной экономии золота и серебра (тиснение проводят на материале значительно меньшей толщины по сравнению с чеканкой). В работе, как и в случае чеканки, используют пуансоны. Одного удара пуансона достаточно, чтобы его рабочий конец сообщил металлу соответствующую, желаемую форму.
Техника тиснения по металлу

Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
Надеемся, теперь всеми понят смысл названия московской Басманной улицы).
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | Виды ювелирных техник | Серебряная чернь — одна из техник химической обработки металлов | Травление серебряных изделий и других металлов. Родирование ювелирных изделий, и другие техники химического декора по металлу
Читайте также: