
Зазоры и натяги реферат
Обновлено: 30.06.2024
Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля.
Метрология, стандартизация и квалиметрия, изучает на основе системы стандартов вопросы количественной оценки качества технических изделий, обеспечения точности их геометрических и функциональных параметров как необходимого условия обеспечения взаимозаменяемости, надежности и долговечности, является научно–методическим фундаментом качества проектирования, производства, эксплуатации и ремонт машин и оборудования.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В СОЕДИНЕНИЯХ
В данном задании определяем предельные размеры, допуски, зазоры(натяги) для трех посадок: с зазором, с натягом и переходной:
Исходные данные: номинальный размер d = 55 мм соединения посадки с зазоромН7/с8 , с натягом Н7/r6, переходная k7/6
1.1 По СТСЭВ 144-75 (приложение 4-7.[4]) находим значения предельных отклонений размеров соединенных деталей и определяются их предельные размеры и допуски:
1.1.1 Для соединения с зазором:
а) для отверстия D max = DH + ES = 55+0.030 = 55,030 мм;
TD = D max - Dmin = ES – EI = 55,030+55,0 = 0,030 мм;
б) для вала dmax = dн +es = 55- 0,060 = 54,940 мм;
1.1.2 Для соединения с натягом:
а) для отверстия
D max = DH + ES = 55+0.030 = 55,030 мм;
TD = D max - Dmin = ES – EI = 55,030+55,0 = 0,030 мм;
б) для вала dmax = dн +es = 55 + 0,060 =55,060 мм;
dmin = dн + ei = 55+ 0,041 = 55,041 мм;
Td = dmax - dmin = es-ei = 55,041– 55,041 = 0.019 мм;
1.1.3 Для переходного соединения:
а) для отверстия D max = DH + ES = 110+0.010 = 110.010 мм;
Dmin = DH + EI = 110 – 0.025 = 109.975 мм;
б) для вала dmax = dн +es = 110+0 = 110 мм;
dmin = dн + ei = 110 – 0.022 = 109.978 мм;
1.2 Определяем предельные и средние зазоры (натяги) и допуски пасадок
а) посадки с зазором
Smax = Dmax– dmin = ES – ei = 55,030+54,894 = 0,136 мм;
Smin = Dmin – dmax = EI – es = 55,0+54,940 = 0,060 мм;
б) для посадки с гарантированным натягом
Nmax = dmax – Dmin =es – EI = 55 –0 = 0.076 мм;
Nmin = dmin – Dmax = ei –ES = 0.054– 0.035 = 0.019 мм;
в) для переходной посадки
Nmax = dmax – Dmin = es – EI = 0 + 0.025 = 0.0025 мм;
Smax = Dmax– dmin = ES – ei = 0.010 +0.022 = 0.032 мм;
1.3 Выбираем шероховатость соприкосаемых поверхностей (приложение 10) и вид окончательной механической обработки деталей (приложение 11)
а) для соединения с зазором .
Шероховатость поверхности отверстия 3,2 мкм;
Вид механической обработки: развертывание чистовое.
Шероховатость прочности вала 3.2 мкм;
Вид механической обработки: обмачивание продольной подачей чистовое
б) для соединения с натягом.
Шероховатость поверхности отверстия 3.2 мкм;
Вид механической обработки: развертывание чистовое
Шероховатость поверхности вала 1.6 мкм;
Вид механической обработки: полирование обычное
в) для переходного соединения
Шероховатость поверхности отверстия 3,2 мкм;.
Вид механической обработки: развертывание чистовое
Шероховатость поверхности вала 1.6 мкм;
Вид механической обработки: полирование обычное
1.4 Строим схемы расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров и натягов.
Схемы расположений допусков.
посадки с зазором посадки с натягом переходной посадки
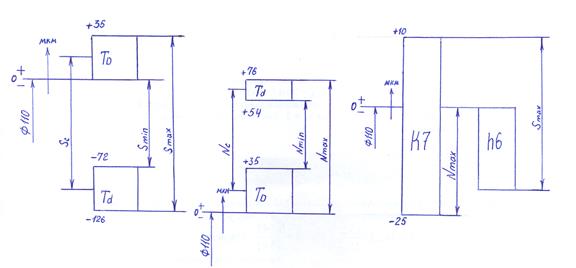 |
Рисунок 1. Схема расположения полей допусков посадки с зазором
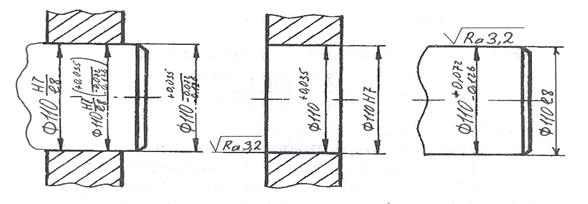
1.5 Вычерчиваем эскизы соеденении и проставляем условные обозначения и цифровые значения расположенная полей допусков и шероховатостей поверхностей (рисунок 4–6).
Эскизы соединения с зазором и соединяемых деталей
 |
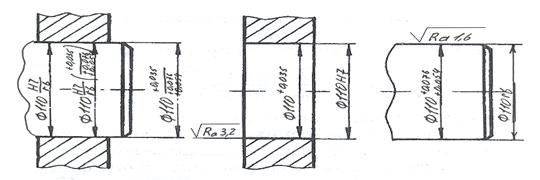
Эскизы соединения с натягом и соединяемых деталей
 |
Эскизы переходного соединения и соединяемых деталей
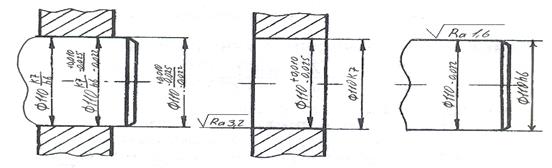 |
Рисунок 2. Эскизы соединения и соединяемых деталей
РАСЧЕТ И ВЫБОР ПОСАДОК
РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ
Основное положения
При выполнении задачи необходимо по чертежу узла, а также задонному номинальному размеру и предельным отклонениям замыкающего звена (таблица 9 и рисунок 2,3 приложение 32 [4]) составить линейную размерную цепь, изобразить ее схему и рассчитать допуски и предельные отклонения всех составляющих звеньев (прямая задача). Расчет следует произвести методом полной взаимозаменяемости (метод максимума – минимума) и вероятностным методом.

Расчет вероятностным методом выполняется при условии рассеяния размеров всех звеньев по нормальному закону, при котором риск выхода размеров за пределы допуска составляет 0.27% . При этом коэффициенты относительной асимметрии звеньев равны нулю, т.е. математические ожидания размеров совпадает с серединами полей допусков.
7.2 Методика решения прямой задачи методом взаимозаменяемости
7.2.1 По заданным значениям номинального размера [A0] и предельных отклонений [ES0], [EI0] исходного (замыкающего) звена определяем его предельные размеры ([A0max], [A0min]), координата середины поля допуска [Δc0] и допуск [T0].
7.2.2 Определяем номинальное расчетное значение исходного звена. Если выполняется условие то размерная цепь составлена правильно.
A0 = [A0] = 2 = 2 – цепь составлена правильно.
7.2.3 Определяем среднее число единиц допуска зависимых звеньев:
7.2.4 По полученному значению ас определяем квалитет изготовления зависимых звеньев и их допуски (приложение 1,2 [4]). Если расчетное значение ас не совпадает с табличным ат и ас имеет какое–то промежуточное значение, то на часть звеньев, более сложных в изготовлении, можно назначить допуски по ближайшему грубому квалитету, а на остольные – по более точному. Допуски на зависимые звенья берем по 9 квалитету IT9 (приложения 1,2 [4]).
29IT9 T = 0.050 мм; ;
300≤300 – условие выполняется.
7.2.5 Предельное отклонения для охватывающих размеров рекомендуется определять кА для основного отверстия (Н), для охватываемых – как для основного вала (h0, для свободных размеров (глубина отверстия, ширина уступа, межцентровое расстояние) их принимают симметричными (Js).
7.2.6 Определяем среднее и предельное отклонения и предельные размеры замыкающего звена.
7.2.7 Проверяем правильность назначения предельных отклонений из выполнения условия:
7.2.8 Уловия не выполняется прибегаем к решению размерной цепи с корректирующим звеном в следующей последовательности:
а) на все зависимые соотношение звенья, кроме корректирующего, оставляют принятые значения предельных отклонений;
б) определяем допуск корректирующего звена:
в) определяем среднее и предельное отклонения корректирующего звена:
Выбирае посадку на корректирующие звено е8 с предельным отклонением es = –40 мкм; ei = –73 мкм;
7.2.9 задачи размерных расчетов считается решенные
7.2.10 Результаты расчетов размерной цепи методом полной взаимозаменяемости занесем в таблицу 7.1.
Результаты расчетов размерной цепи
| Обозначение звеньев | Нормальный размер, мм | Поле допуска | Передаточное отношение | Допуск, мм | Предельные отклонения, мм |
| ES | EI | ||||
| A1 | Js | +1 | 0.020 | +10 | -10 |
| A2 | Js | -1 | 0.03 | +15 | -15 |
| A3 | H | +1 | 0.050 | +40 | -73 |
| А0 | - | -1 | 0.300 | +275 | -25 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Допуски и посадки: Справочник: В 2 ч. /В. Д. Мягков, М. А. Палей, А. Б. Романов, В. А. Брагинский. Л.: Машиностроение, 1983.
2.Допуски и посадки: Справочник: В 2 ч. /М. А. Палей, А. Б. Романов, В. А. Брагинский Л.: Политехника, 1991.
3.Серый И. С. Взаимозаменяемость, стандартизация и техническое изделие. М.: Агропомиздат, 1987. 367.
4. Курсовое проектирование по метрологии, стандартизации и квалитрии: Учеб. Пособие / П. В. Сенин. – Саранск: Изд–во Мордов. ун–та, 1997. –80 с. – ISBN 5 – 7103 – 0352 –6.
Реферат
Данная курсовая работа содержит 36 страницы, 17 рисунков, 1 схему, 7 таблиц, библиографический список состоит из 4 источников.
РАЗМЕР, ПОСАДКА, ДОПУСК, ОТКЛОНЕНИЕ, ОТВЕРСТИЕ, ВАЛ.
Цель курсовой работы: систематизация, закрепление и расширение теоретических знаний и их применение для решения конкретных научно-технических и производственных задач.
Полученные результаты: определены зазоры и натяги в соединениях, рассчитаны и выбраны посадки с зазором и натягом, рассчитаны и выбраны посадки для соединений с подшипником качения, выбраны посадки шпоночных соединений, шлицевых соединений, рассчитаны исполнительные размеры рабочих калибров и выбраны универсальные средства измерений, рассчитана размерная цепь.
Содержание
1. Определение зазоров и натягов в соединениях……………………..5
2. Расчет и выбор посадок……………………………………………….11
Расчет и выбор посадок с зазором……………………………….11
Расчет и выбор посадок с натягом……………………….………13
Выбор переходных посадок и определение вероятности
появления соединений с натягом и зазором………..….……….16
3. Расчет и выбор посадок для соединений с подшипником качения.. 18
4. Выбор посадок шпоночных соединений…………………….………21
5. Выбор посадок шлицевых соединений……………………….……..23
6. Расчет исполнительных размеры рабочих калибров и выбор
универсальных средств измерений……………………………….…26
7. Расчет размерной цепи……………………………………………….30
Введение
Повышение качества продукции – одно из главных условий подъема экономики. Успешное решение проблему повышения качества продукции определяется рядом технических, организационных, экономических факторов. Сегодня , когда для производства одной машины необходимо взаимодействие между несколькими предприятиями различных отраслей промышленности, вопросы качества продукции требуют для своего решения дальнейшего развития и совершенствования системы стандартизации.
Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля.
Взаимозаменяемость требует определенного уровня измерительной техники, также являющейся объектов стандартизации. Поэтому подготовка современного инженера включает освоение широкого круга вопросов, связанных со стандартизацией, взаимозаменяемостью и сертификацией.
Введение
Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля.
Метрология, стандартизация и квалиметрия, изучает на основе системы стандартов вопросы количественной оценки качества технических изделий, обеспечения точности их геометрических и функциональных параметров как необходимого условия обеспечения взаимозаменяемости, надежности и долговечности, является научно–методическим фундаментом качества проектирования, производства, эксплуатации и ремонт машин и оборудования.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В СОЕДИНЕНИЯХ
В данном задании определяем предельные размеры, допуски, зазоры(натяги) для трех посадок: с зазором, с натягом и переходной:
Исходные данные: номинальный размер d = 55 мм соединения посадки с зазоромН7/с8 , с натягом Н7/r6, переходная k7/6
1.1 По СТСЭВ 144-75 (приложение 4-7.[4]) находим значения предельных отклонений размеров соединенных деталей и определяются их предельные размеры и допуски:
1.1.1 Для соединения с зазором:
а) для отверстия D max = DH + ES = 55+0.030 = 55,030 мм;
TD = D max - Dmin = ES – EI = 55,030+55,0 = 0,030 мм;
б) для вала dmax = dн +es = 55- 0,060 = 54,940 мм;
1.1.2 Для соединения с натягом:
а) для отверстия
D max = DH + ES = 55+0.030 = 55,030 мм;
TD = D max - Dmin = ES – EI = 55,030+55,0 = 0,030 мм;
б) для вала dmax = dн +es = 55 + 0,060 =55,060 мм;
dmin = dн + ei = 55+ 0,041 = 55,041 мм;
Td = dmax - dmin = es-ei = 55,041– 55,041 = 0.019 мм;
1.1.3 Для переходного соединения:
а) для отверстия D max = DH + ES = 110+0.010 = 110.010 мм;
Dmin = DH + EI = 110 – 0.025 = 109.975 мм;
б) для вала dmax = dн +es = 110+0 = 110 мм;
dmin = dн + ei = 110 – 0.022 = 109.978 мм;
1.2 Определяем предельные и средние зазоры (натяги) и допуски пасадок
а) посадки с зазором
Smax = Dmax– dmin = ES – ei = 55,030+54,894 = 0,136 мм;
Smin = Dmin – dmax = EI – es = 55,0+54,940 = 0,060 мм;
б) для посадки с гарантированным натягом
Nmax = dmax – Dmin =es – EI = 55 –0 = 0.076 мм;
Nmin = dmin – Dmax = ei –ES = 0.054– 0.035 = 0.019 мм;
в) для переходной посадки
Nmax = dmax – Dmin = es – EI = 0 + 0.025 = 0.0025 мм;
Smax = Dmax– dmin = ES – ei = 0.010 +0.022 = 0.032 мм;
1.3 Выбираем шероховатость соприкосаемых поверхностей (приложение 10) и вид окончательной механической обработки деталей (приложение 11)
а) для соединения с зазором .
Шероховатость поверхности отверстия 3,2 мкм;
Вид механической обработки: развертывание чистовое.
Шероховатость прочности вала 3.2 мкм;
Вид механической обработки: обмачивание продольной подачей чистовое
б) для соединения с натягом.
Шероховатость поверхности отверстия 3.2 мкм;
Вид механической обработки: развертывание чистовое
Шероховатость поверхности вала 1.6 мкм;
Вид механической обработки: полирование обычное
в) для переходного соединения
Шероховатость поверхности отверстия 3,2 мкм;.
Вид механической обработки: развертывание чистовое
Шероховатость поверхности вала 1.6 мкм;
Вид механической обработки: полирование обычное
1.4 Строим схемы расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров и натягов.
Схемы расположений допусков.
посадки с зазором посадки с натягом переходной посадки
| |
Рисунок 1. Схема расположения полей допусков посадки с зазором
1.5 Вычерчиваем эскизы соеденении и проставляем условные обозначения и цифровые значения расположенная полей допусков и шероховатостей поверхностей (рисунок 4–6).
* Данная работа не является научным трудом, не является выпускной квалификационной работой и представляет собой результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала при самостоятельной подготовки учебных работ.
Министерство образования и науки Российской Федерации
Новосибирский Государственный Архитектурно-Строительный
Университет (СИБСТРИН)
Кафедра СМАЭ
Тема:
ст. 210а Козик В.
Преподаватель:
Шелепаев А.Г.
Новосибирск 2006
Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные параллельными плоскостями.
Все детали, из которых состоят соединения, узлы, агрегаты и машины, характеризуются геометрическими размерами. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т.д.) и делятся на номинальные, действительные и предельные. В машиностроении размеры указывают в миллиметрах.
В соединении элементов двух деталей одна из них является внутренней (охватывающей), другая — наружной (охватываемой). В системе допусков и посадок гладких соединений всякий наружный элемент условно называется валом и обозначается строчными буквами латинского алфавита, а внутренний элемент называется отверстием и обозначается заглавными буквами латинского алфавита.
Основные термины и определения установлены ГОСТ 25346—89. Номинальный размер — размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Обозначается номинальный размер отверстия — D (D) вала - dH (d)(рис.1,а)
Рис. 1 Поля допусков отверстия и вала при посадке с зазором
(отклонения отверстия положительные, отклонения вала отрицательные)
Номинальный размер является основным размером детали или их соединений (в соединении участвуют две детали — отверстие и вал). Его назначают исходя из расчетов деталей на прочность, износостойкость, жесткость и т.д. и на основании конкретных конструктивных, технологических и эксплуатационных соображений. В соединении две детали имеют общий номинальный размер. Значения номинальных размеров, полученных расчетным путем, следует округлять (как правило, в большую сторону).
Действительный размер — размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер обозначается для отверстия Dд, а для вала — dд.
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Границы предельных размеров, т.е. диапазон рассеивания действительных размеров, определяются наименьшим предельным размером (Dmin, dmin) и наибольшим предельным размером (Dmax, dmax, (см. рис. 1, а). Сравнение действительного размера с предельными дает возможность судить о годности деталей.
Для упрощения чертежей введены предельные отклонения от номинального размера. Предельное отклонение размера — это алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее предельное отклонение, применяя при этом краткие термины — верхнее и нижнее отклонение.
Верхнее отклонение (ES — для отверстия, es — для вала) — алгебраическая разность между наибольшим предельным и номинальным размерами:
+0.2 . Предельные отклонения в таблицах допусков указывают в микрометрах.
Разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями называется допуском на размер. Допуск обозначается буквой Т, тогда для отверстия — TD, для вала - Тd:
Рис. 2. Поля допусков отверстия 1 и вала 2
(отклонения даны для диаметра 40 мм)
Посадка с зазором характеризуется наибольшим, наименьшим и средним зазором, которые определяются по формулам:
Посадка с зазором обеспечивает возможность относительного перемещения собранных деталей. К посадкам с зазором относятся также посадки, в которых нижнее отклонение отверстия совпадает с верхним отклонением вала, т.е. Smin = 0. В случае посадки с зазором поле допуска вала всегда будет располагаться ниже поля допуска отверстия (рис. 2, а).
Посадка с натягом характеризуется: наибольшим, наименьшим и средним натягом, которые определяются по формулам:
Допуск посадки — разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга TN в посадках с натягом), в переходных посадках допуск посадки — сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению:
Пример обозначения посадки: 40 +0,03 /-0,08, где 40 - номинальный размер (в мм), общий для отверстия и вала.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин построены по единым принципам. Посадки в системе отверстия и в системе вала показаны на рис. 3.
Рис. 3. Примеры расположения полей допусков
для посадок в системе отверстия (а) и в системе вала (б)
Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 3, а), и обозначают Н. Для всех посадок в системе отверстия нижнее отклонение отверстия El = 0, т.е. нижняя граница поля допуска основного отверстия всегда совпадает с нулевой линией, верхнее отклонение ES всегда положительное и равно цифровому значению допуска, т.е. TD = ES -El = ES - 0 = ES. Поле допуска основного отверстия откладывают вверх, т.е. в материал детали.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 3, б), который обозначают h. Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией, нижнее отклонение отрицательное и равно цифровому значению допуска по модулю, т.е. допуск основного вала, так же как и все допуски, положительный (Td = es - ei = 0 - (-ei) = |ei|. Поле допуска основного вала откладывают вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной. Характер одноименных посадок (т.е. предельные зазоры и натяги) в системе отверстия и в системе вала примерно одинаков. Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.
Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками и т.п.) и применяют для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура возможного режущего инструмента, необходимого для обработки отверстий. Поэтому преимущественное распространение получила система отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. При выборе системы посадок необходимо также учитывать допуски на стандартные детали и составные части изделий (например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготовлять по системе отверстия, а гнездо в корпусе для установки подшипника — по системе вала).
При проведении ремонта целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называют внесистемными или комбинированными.
Для построения систем допусков устанавливают единицу допуска i (I), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности, а также число единиц допуска (а), зависящее от качества изготовления (квалитета) и не зависящее от номинального размера (в ЕСДП установлено 19 квалитетов). Квалитет — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Порядковый номер квалитета возрастает с увеличением допуска: 01; 0; 1; 2;. ;17, допуск по квалитету обозначается через IT с порядковым номером, например IT14.
На основании исследований точности механической обработки установлены следующие эмпирические формулы нахождения единицы допуска:
для размеров до 500 мм — , где D— среднее геометрическое крайних размеров каждого интервала, мм ( 1,6. Число единиц допуска для этих квалитетов соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000 и 1600. Начиная с 5-го квалитета, допуски при переходе к следующему, более грубому квалитету увеличиваются на 60%, а через каждые пять квалитетов допуск увеличивается в 10 раз. Это правило дает возможность развить систему в сторону более грубых квалитетов, например IT 18 = 10 IT13 и т.д. Таким образом, допуск любого квалитета равен IT = ai.
Допуски и другие значения измерений, устанавливаемые стандартами, определены при нормальной температуре, которая во всех странах принята равной 20±2° С. Такая температура принята как близкая к температуре рабочих помещений машиностроительных и приборостроительных заводов. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений (ГОСТ 8.050—73). Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и измерительного средства, можно компенсировать введением поправки, равной погрешности, взятой с обратным знаком. Температурную погрешность 20 °С — разность между температурой детали и нормальной температурой; ) погрешность
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для нормальных размеров от 1 до 500 мм установлено 13 интервалов: до 3 мм, свыше 3 до 6, свыше 6 до 10 мм. свыше 400 до 500 мм. Для полей, образующих посадки с большими зазорами или натягами, введены дополнительные промежуточные интервалы, что уменьшает колебание зазоров и натягов и делает посадки более определенными.
Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением. Для образования посадок с различными зазорами и натягами в системе ИСО и ЕСДП для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий.
Основное отклонение — это расстояние от ближней границы поля допуска до нулевой линии (рис. 4) Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов — строчными.
Рис. 4. Основные отклонения отверстий и валов
Основное отклонение обозначают буквой Н, основной вал h. Отклонения А - Н (а - h) предназначены для образования полей допусков в посадках с зазором; отклонения Js. N (js. n) — в переходных посадках, отклонения P. ZC (p. zc) — в посадках с натягом.
Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера. Абсолютное значение и знак каждого основного отклонения вала (верхнего es для вала a. h или нижнего ei для вала j. zc) определяют по эмпирическим формулам. Основное отклонение вала не зависит от квалитета (даже когда формула содержит допуск IT).
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадки в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений после буквенного обозначения основного отклонения проставляют цифровое значение квалитета
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе — буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, после буквенного обозначения основного отклонения проставляют цифровое значение квалитета, в знаменателе — аналогичное обозначение поля допуска вала (рис. 5, г, д). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис. 5, е, ж).
СПИСОК ЛИТЕРАТУРЫ
Сергеев А.Г., Латышев М.В., Терегеря В.В. Метрология, стандартизация, сертификация: учебное пособие. – М.: Логос, 2001
Абраменков Д.Э. Взаимозаменяемость: допуски и посадки: учеб. пособие/ Д.Э. Абраменков, Э.А. Абраменков, А.Г. Богаченков и др.; Новосиб. гос. архитектур.-строит. ун-т. – Новосибирск: НГАСУ, 2004
В соединении двух деталей, входящих одна в другую, различают внешнюю охватывающую и внутреннюю охватываемую поверхности соединения. Если охватывающая и охватываемая поверхности соединения являются круглыми, цилиндрическими поверхностями, то соединение называется гладким цилиндрическим. Если охватывающая и охватываемая поверхности образованы двумя параллельными плоскостями каждая, то соединение называется плоским с параллельными плоскостями.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Зазором называется положительная разность между диаметрами отверстия и вала (при условии диаметр отверстия больше диаметра вала), создающая свободу относительного движения сопрягаемых деталей (рис. 75, а).

Рис. 75. Соединения деталей:
а — зазоры, б — натягн
Натягом называется отрицательная разность между диаметром вала и отверстия до сборки деталей (размер вала больше размера отверстия), характеризующая степень неподвижности соединения сопрягаемых деталей (рис. 75, б).
В связи с тем, что размеры охватываемой и охватывающей поверхности деталей могут быть больше или меньше номинального размера, зазоры и натяги могут быть наибольшими и наименьшими.
Самый большой зазор получится в том случае, если соединить между собой втулку (отверстие), имеющую самый большой диаметр, с валом наименьшего диаметра. Наибольшим зазором называется положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Самый малый зазор получится в том случае, если соединить втулку с самым малым диаметром с валом самого большого диаметра. Следовательно, наименьшим зазором называется положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Средний зазор — это среднее арифметическое между наибольшим и наименьшим зазорами.
Самый большой натяг получится в том случае, если соединить вал, имеющий самый большой диаметр, с отверстием наименьшего диаметра. Следовательно, наибольшим натягом называется отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Самый малый натяг получится в том случае, если соединить вал, имеющий самый малый диаметр, и втулку наибольшего диаметра. Таким образом, наименьшим натягом называется отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Средний натяг — это среднее арифметическое между наибольшим и наименьшим натягами.
- посадки с зазором (подвижные), при которых обеспечивается зазор в соединении (рис. 76, а);
- посадки с натягом (неподвижные), при которых обеспечивается натяг в соединении (рис. 76, б);
- переходные посадки, при которых соединения могут осуществляться как с зазором, так и с натягом (рис. 76, в).

Рис. 76. Посадки:
а — с зазором (подвижные), б — с натягом (неподвижные), в — переходные
К посадкам с зазором относятся посадки, у которых поле допуска отверстия расположено над допуском вала, в том числе и скользящие посадки, у которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Посадки с зазором применяются тогда, когда детали в сопряжении должны свободно перемещаться одна относительно другой.
К посадкам с натягом относятся посадки, у которых поле допуска вала расположено над полем допуска отверстия.
К переходным посадкам относятся посадки, у которых поля допусков отверстия и вала перекрываются.
Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме шего зазора.
Каждой посадке дано название и соответствующее обозначение (табл. 1).
Таблица 1
Виды посадок
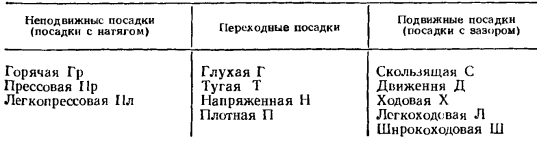
Посадки неподвижные характеризуются наличием гарантированного натяга, т. е. при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия.
Горячая посадка (Гр) применяется в соединениях, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и др. Для получения такой посадки деталь с отверстием нагревается до температуры 400—500° С, после чего производится насадка на вал.
Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр.
Легкопрессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение, и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса.
Переходные посадки не гарантируют натяга или зазора, т. е. одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки.
Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа нужно заменить, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка.
Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием.
Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных зубчатых колесах, установочных кольцах и т. п.
Подвижные посадки характеризуются наличием гарантированного зазора, т. е. при этих посадках наименьший зазор больше нуля; применяются для свободных соединений, т. е. когда между валом и отверстием должен быть зазор.
Скользящая посадка (С) применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются сменные зубчатые колеса на станках, фрезы на оправках, шпиндели на задних бабках токарных станков, различные золотники в приборах регулирования и распределения, шариковые подшипники в корпусах машин. Соединения со скользящей посадкой должны иметь самый малый зазор.
Посадка движения (Д) является самой точной из подвижных посадок; она применяется для соединения деталей с небольшим, но определенным зазором, например, подшипников, шпинделей сверлильных станков, ползунов долбежных станков, передвижных зубчатых колес и т. д.
Наружные кольца шариковых и роликовых подшипников могут устанавливаться в корпус также с посадкой движения.
Посадка ходовая (X) применяется для соединения деталей, которые должны перемещаться одна в другой с более заметным зазором, чем при посадке движения. Ходовая посадка широко распространена в тракторостроении и комбайностроении. Шейки коленчатых валов в подшипниках, поршни в цилиндрах, звездочка контрпривода комбайна на валу и многие другие сопряжения имеют ходовые посадки.
Легкоходовая посадка (Л) применяется для соединения деталей, которые должны перемещаться с большим зазором одна в другой, например длинных валов в подшипниках скольжения.
Легкоходовую посадку имеют также многие детали масляных насосов, например палец во втулке ведомого зубчатого колеса, валик во втулке маслонасоса, валик привода маслонасоса во втулке кронштейна и др.
Широкоходовая посадка (Ш) является самой свободной и имеет самый большой зазор. Предназначена для соединения деталей, которые должны свободно перемещаться одна относительно другой, например подшипники в сельскохозяйственных машинах.
Широкоходовая посадка применяется также в особых случаях, например для соединения деталей, которые при работе нагреваются до значительных температур. Широкоходовую посадку имеют стержни клапанов в направляющих втулках.
При сборке двух деталей, из которых одна является отверстием, а другая валом, можно получить соединение разного характера; если отверстие больше вала, то вал может вращаться, и, наоборот, если вал больше отверстия, то вал будет сидеть в отверстии неподвижно.
Разность между диаметром отверстия и диаметром вала, если последний меньше диаметра отверстия, называется зазором (фиг. 25).
Ввиду того что диаметры отверстий, а также диаметры валов могут колебаться в границах предельных размеров, то и величина зазоров также будет колебаться, в зависимости от размеров соединяемых деталей.

Фиг. 25.
Если в отверстие, имеющее наибольший предельный размер, попадает вал, имеющий наименьший предельный размер, то зазор получится наибольший. Наоборот, если в отверстие, имеющее наименьший предельный размер, будет вставлен вал, имеющий наибольший размер, то зазор получится наименьший.
Разность между наибольшим и наименьшим зазором называется допуском зазора (иначе — допуск зазора есть величина колебания зазора); как следствие этого, — допуск зазора равен сумме допусков отверстия и вала.
Возьмём для примера свободное соединение вала с отверстием, т. е. вал должен иметь возможность вращаться в отверстии; пусть номинальный размер — 65 мм.
наибольший предельный размер отверстия 65,030 мм
наименьший предельный размер отверстия 65,000 мм
допуск отверстия 0,030 мм
наибольший предельный размер вала 64,988 мм
наименьший предельный размер вала 64,968 мм
допуск вала 0,020 мм
наибольший зазор равен 65,030—64,968 = 0,062 мм
наименьший зазор равен 65,000—64,988 = 0,012 мм
допуск зазора равен 0,062— 0,012 = 0,050 мм
или 0,030 + 0,020 = 0,050 мм
Действительный (фактический) зазор равен разности действительного (полученного по обмеру) размера отверстия и действительного размера вала.
Если вал должен сидеть в отверстии неподвижно, то диаметр вала должен быть больше диаметра отверстия. Разность между диаметром вала и диаметром отверстия, если вал больше отверстия, называется натягом (фиг. 26).

Фиг. 26.
Так как и в этом случае диаметры валов и диаметры отверстий могут колебаться в границах предельных размеров, то и величины натягов будут также колебаться в зависимости от размеров соединяемых деталей. Если вал, имеющий наибольший предельный размер, будет вставлен в отверстие, имеющее наименьший предельный размер, то натяг будет наибольший. Если же, наоборот, вал, имеющий наименьший предельный размер, будет вставлен в отверстие, имеющее наибольший предельный размер то натяг будет наименьший.
Разность между наибольшим и наименьшим натягом называется допуском натяга (иначе — допуск натяга есть величина колебания натяга); отсюда следствие: допуск натяга равен сумме допусков вала и отверстия.
Для примера, вал, имеющий номинальный размер 85 мм, должен иметь неподвижное соединение с отверстием; для достижения этого можем иметь следующие размеры:
наибольший предельный размер вала 85,038 мм
наименьший предельный размер вала 85,023мм
допуск вала 0,015мм
наибольший предельный размер отверстия 85,021 мм
наименьший предельный размер отверстия 85,000 мм
допуск отверстия 0,021мм
наибольший натяг 85,038—85,000 = 0,038мм
наименьший натяг 85,023—85,021 = 0,002мм
допуск натяга 0,038— 0,002 = 0,036мм
или 0,015 + 0,021 = 0,036 мм
Действительный (фактический) натяг будет равен разности действительного (полученного по обмеру) размера вала и действительного размера отверстия.
При некоторых сочетаниях вала и отверстия может оказаться, что наименьший натяг имеет отрицательную величину, т. е. что вал оказался меньшего размера, чем отверстие, и получился зазор.
наибольший предельный размер вала 65,030 мм
наименьший предельный размер вала 65,010 мм
допуск вала 0,020 мм
наибольший предельный размер отверстия 65,030 мм
наименьший предельный размер отверстия 65,000 мм
допуск отверстия 0,030 мм
наибольший натяг 65,030—65,000 = 0,030 мм
наименьший натяг 65,010—65,030 = -0,020 мм
допуск натяга 0,030-(-0,020) = 0,050 мм
или 0,020 + 0,030 = 0,050 мм
Системой допусков называется планомерно построенная совокупность допусков и посадок.
Читайте также: